Настоящее изобретение относится к лазерной обработке металлического материала, более конкретно к способу лазерной обработки для резки, сверления или сварки упомянутого материала, как указано во вводной части независимого пункта 1 формулы изобретения.
В соответствии с другими аспектами настоящее изобретение является установкой для лазерной обработки металлического материала, выполненной с возможностью реализации способа лазерной обработки, с компьютерной программой, содержащей один или несколько модулей кода для реализации упомянутого способа, в которой программа выполняется устройствами электронной обработки.
В нижеследующем описании и формуле изобретения термин «металлический материал» используется для определения любой металлической заготовки, такой как лист или удлиненный профиль, имеющий равномерно замкнутое поперечное сечение, например, полое круглое, прямоугольное или квадратное, или разомкнутое - например, плоское сечение или Г, С, U-образное, сечение и т.д.
В промышленных способах обработки металлов, в частности, металлических листов и профилей, лазер используется в качестве теплового инструмента для широкого круга применений, которые зависят от параметров взаимодействия лазерного пучка с обрабатываемым материалом, а именно, от плотности потока энергии на единицу объема лазерного пучка, направленного на материал, и от интервала времени взаимодействия.
Например, воздействием потока энергии низкой плотности (порядка десятков Вт на мм2 поверхности) в течение длительного времени (порядка секунд), достигается процесс закалки, а воздействием потока энергии высокой плотности (порядка десятков МВт на мм2 поверхности) в течении времени порядка фемтосекунд или пикосекунд, достигается процесс фотоабляции. В промежуточном диапазоне при увеличении плотности потока энергии и уменьшении рабочего времени контроль этих параметров позволяет проводить сварку, резку, сверление, гравировку и маркировку.
Во многих процессах, включая процессы сверления и резки, необходимо обеспечить поток защитного газа в рабочую область, в которой происходит взаимодействие между лазерным пучком и материалом, который имеет механические функции приведения в движение расплавленного материала, химические функции, способствующие сжиганию или даже технологические функции экранирования от среды, окружающей рабочую область.
В области лазерной обработки металлических материалов лазерная резка, сверление и сварка - это операции обработки, которые могут выполняться одной и той же установкой, которая предназначена для создания мощного сфокусированного лазерного пучка, имеющего заданное поперечное распределение мощности по меньшей мере одной рабочей плоскости металлического материала, как правило, лазерный пучок с плотностью потока от 1 до 10000 кВт/мм2, и для управления направлением луча и углом падения луча на материал. Разница между различными типами обработки, которая может быть выполнена на материале, существенно зависит от мощности используемого лазерного пучка и времени взаимодействия между лазерным пучком и материалом, подлежащим обработке.
Установки лазерной обработки согласно признаков, используемые на известном уровне техники, показаны на Фигурах 1 и 2.
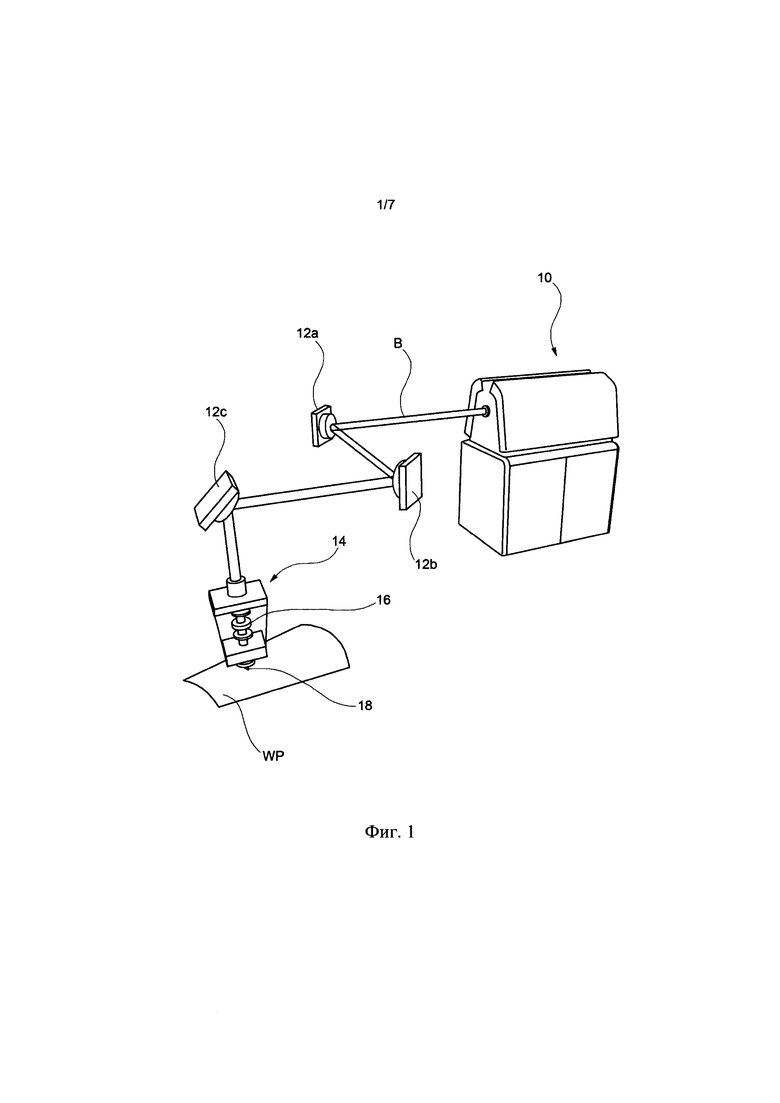
На Фигуре 1 схематично показана промышленная установка для обработки СО2-лазером с оптической траекторией лазерного пучка в воздухе, которая содержит источник излучения 10 в виде устройства генерации CO2-лазера, выполненного с возможностью излучать одномодовый или многомодовый лазерный пучок В, и множество отражающих зеркал 12а, 12b и 12с, выполненных с возможностью проведения лазерного пучка, испускаемого источником излучения, вдоль оптической траектории переноса луча к рабочей головке, обозначенных 14 и расположенных вблизи рабочей плоскости материала. Рабочая головка 14 содержит оптическую фокусирующую систему лазерного пучка 16, обычно состоящую из фокусирующей линзы, выполненной с возможностью фокусировки лазерного пучка вдоль оптической траектории распространения, падающего на металлический материал под углом. Сопло 18 расположено за фокусирующей линзой и пересекается лазерным пучком, направленным к площади рабочей плоскости материала. Сопло приспособлено для направления потока защитного газа, вводимого соответствующей системой, не показанного по направлению к рабочей области материала. Защитный газ используется для контроля выполнения рабочего процесса, а также качества получаемой обработки. Например, защитный газ может содержать кислород, который способствует экзотермической реакции с металлом, позволяя увеличить скорость резания, или инертный газ, такой как азот, который не способствует расплавлению материала, но защищает материал от нежелательного окисления по краям рабочего профиля, защищает рабочую головку от любых брызг расплавленного материала и может также использоваться для охлаждения сторон канавки, выполненной в материале, ограничивая расширение термически измененной области.
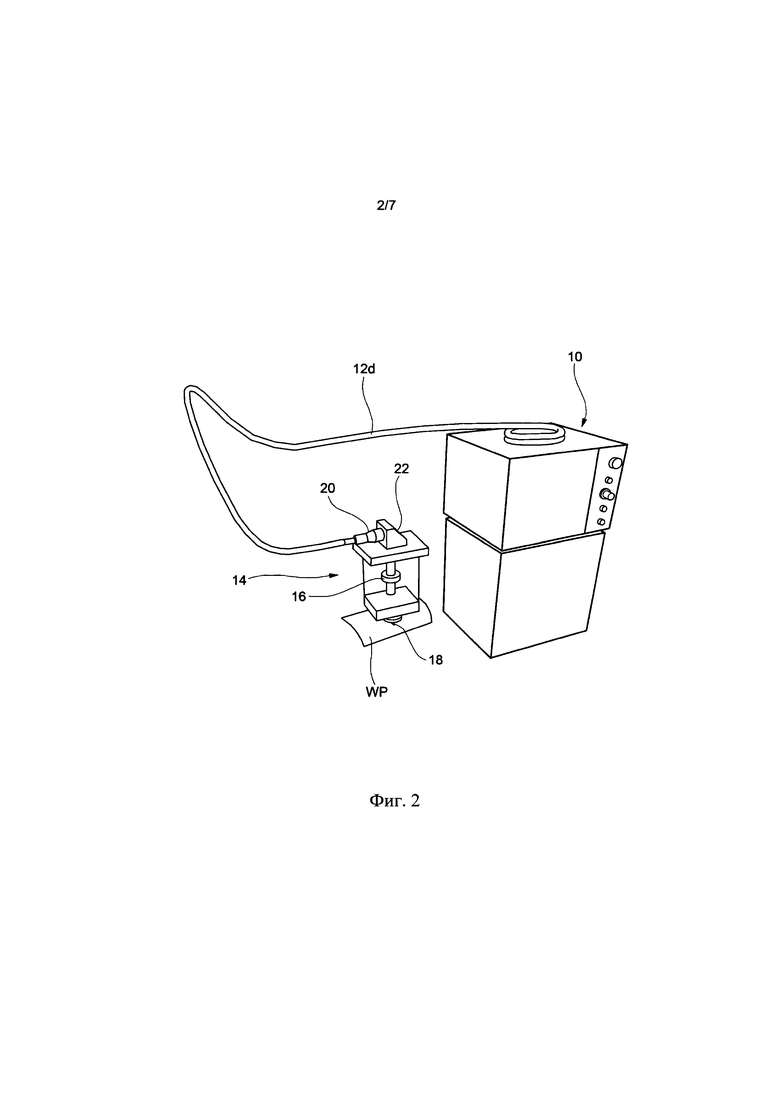
На Фигуре 2 схематически изображен промышленная установка обработки лазерным пучком, направленным через волоконную оптику. Она состоит из излучающего источника 10, такого как устройство генерации лазера, способного подавать лазерный пучок в волокно для переноса, например, лазерное волокно, легированное иттербием, или прямой диодный лазер, предназначенный для излучения одномодового или многомодового лазерного пучка, и волоконно-оптического кабеля 12d, предназначенного для проведения лазерного пучка, испускаемого источником излучения, на рабочую головку 14, расположенную вблизи материала М. На рабочей головке лазерный пучок, выходящий из волокна с контролируемой дивергенцией, коллимируется коллимирующей диоптрической системой 20 и отражается катоптрической системой 22 перед фокусировкой через оптическую фокусирующую систему 16, обычно состоящую из фокусирующей линзы, вдоль оптической оси распространения, падающей на рабочий профиль материала, проходящий через излучающее сопло 18.
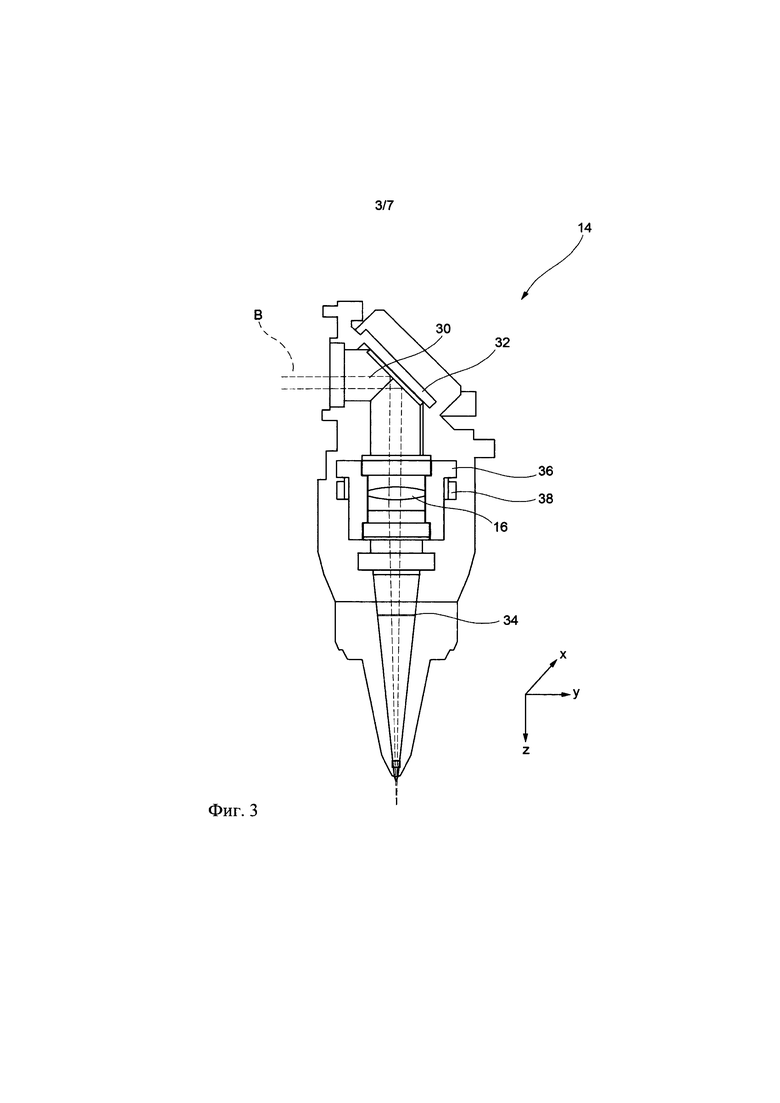
На Фигуре 3 изображен пример рабочей головки 14, используемой на известном уровне техники. На 30 показан трубчатый канал, имеющий цилиндрические или конические сечения, внутри которых передается лазерный пучок, обозначенный буквой В. лазерный пучок В, генерируемый источником излучения 10 и переносимый к рабочей головке с помощью оптической траектории в воздухе с несколькими отражениями или по волоконной оптике, коллимируется на отражающем элементе вывода 32, который отклоняет свою оптическую ось распространения в направлении падения на обрабатываемый материал. Оптическая фокусирующая система 16 является промежуточной между отражающим элементом вывода 32 и защитным ползуном 34, расположенным ниже по потоку, приспособленным для экранирования фокусирующей системы от любых брызг расплавленного материала, и содержит блок 36 держателя линз, с которым связаны механические регулирующие механизмы 38 для калибровки положения линз поперек направления распространения луча (ось XY) и в направлении распространения луча (ось Z).
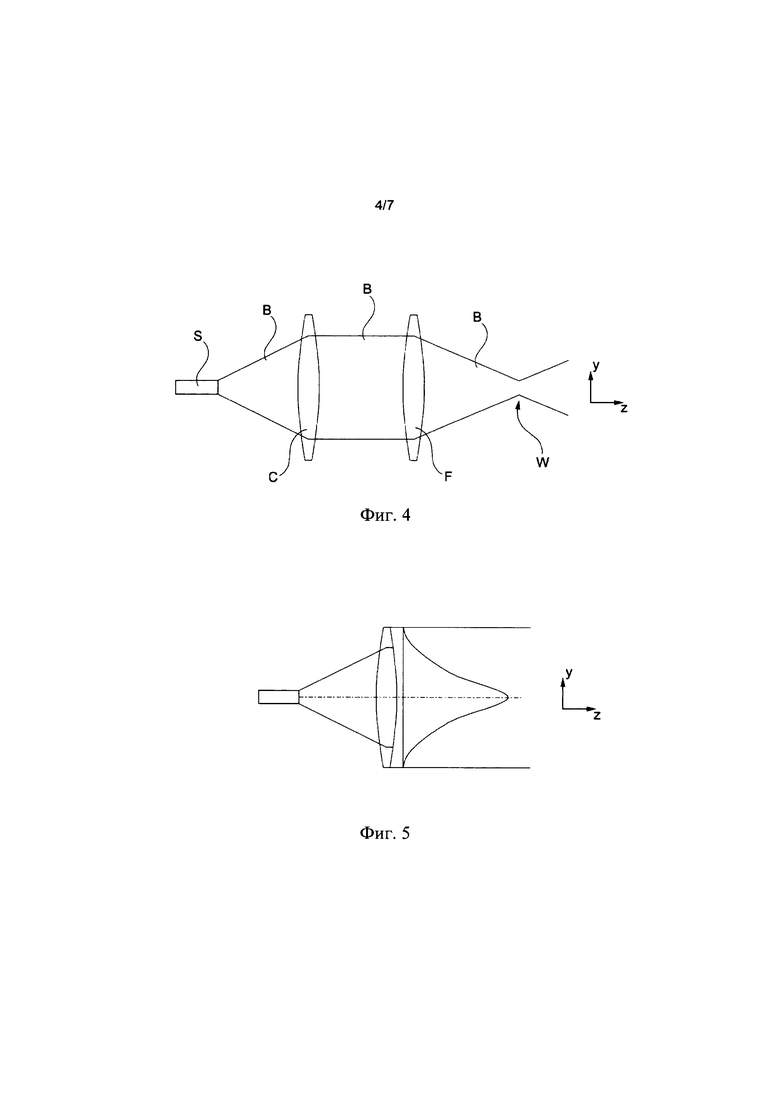
Оптическая обработка, которой лазерный пучок подвергается в рабочей головке, схематически изображена на Фигурах 4 и 5.
Лазерный пучок В, происходящий от испускающего источника S, достигает рабочей головки с заданной дивергенцией через оптическую траекторию переноса в свободном пространстве или по волокну. Система оптической коллимации, показанная на Фигуре 4, обеспечивает коллимирование лазерного пучка В с помощью линзы С, направляя его в оптическую фокусирующую систему, расположенную ниже по потоку, представленную линзой F, способной создавать сфокусированный лазерный пучок. В первом приближении идеальный лазерный пучок, то есть лазерный пучок, идеально коллимированный в параллельных лучах, после оптической фокусирующей системы, сосредоточен в фокальной точке в соответствии с законами геометрической оптики. Однако, физические законы дифракции указывают на то, что лазерный пучок, даже в наилучшей конфигурации коллимации и фокусировки после оптической фокусирующей системы, имеет конечное фокусное пятно в перетяжке. Это показано на Фигуре 4 областью, обозначенной W, что соответствует фокальной области луча В. Обычно в промышленной обработке рабочая плоскость материала совпадает с поперечной плоскостью на перетяжке луча.
На Фигуре 5 показано распределение плотности потока мощности нормально коллимированного лазерного пучка, который имеет нормальное гауссово распределение с вращательной симметрией в случае одномодового пучка, т.е. при мощности, сосредоточенной вокруг продольной оси пучка (ось Z) и постепенно уменьшающейся вдоль периферической юбки, или он может быть описан как огибающая гауссовых профилей с вращательной симметрией в случае многомодового пучка.
Использование лучей с одномодовым или многомодовым лазерным излучением, которое может быть описано в первом приближении как гауссово, отвечает требованиям технологического контроля в области мощных лазерных приложений. Действительно, Гауссов пучок легко описывается несколькими параметрами и легко контролируется при его распространении по оптической траектории переноса от источника излучения к головке обрабатывающей установки, поскольку он обладает характеристикой распространения без изменения распределения мощности, его можно описать с помощью значения радиуса и значения дивергенции в условиях распространения поля в дальней зоне (в этом случае можно использовать геометрическое приближение оптики). В условиях распространения сфокусированного пучка в ближней зоне по рабочей траектории, где геометрическое приближение оптики уже недействительно, пучок в любом случае сохраняет гауссову схему распределения мощности в каждом из его сечений.
По этим причинам в области лазерной обработки всегда необходимо контролировать распространение лазерного пучка, так чтобы он имел гауссово распределение мощности по поперечному сечению (или приблизительно гауссово) и устанавливать постоянное относительное взаимное расположение между оптической осью распространения лазерного пучка и барицентрической осью потока защитного газа.
Ряд решений был разработан на известном уровне техники, приспособленном для обеспечения стабильности (если не жесткости) положения между оптической осью распространения лазерного пучка и осью отвода защитного газа, и он обычно включает совпадение двух осей. Регулирование взаимного положения между оптической осью распространения лазерного пучка и осью потока защитного газа выполняется на известном уровне техники посредством механической процедуры центрирования, выполняемой вручную оператором при периодической калибровке установки (рабочая головка), например, когда необходимо, заменить сопло из-за износа. Такая процедура механического центрирования включает в себя множество мелких механических настроек, например, посредством винтового привода на отражательном зеркале или на коллимационных или фокусирующих линзах для регулировки наклона и центрирования системы оптического распространения лазерного пучка относительно положения сопла на головке.
Такой конструктивный выбор, который в случае чисто одномодового пучка учитывает вращательную симметрию пучка и потока защитного газа, соответственно обусловленные гауссовым распределением мощности лазерного пучка и круговым выходным сечением сопла защитного газа, обеспечивает изотропность поведения каждого рабочего процесса (резка, сварка и т.д.) в отношении направлений, которым может следовать обработка.
Изотропность процесса по отношению к рабочим траекториям материала всегда считалась предпочтительной, если рабочий процесс контролируется устройствами электронной обработки по любым траекториям и геометриям, предопределенными в CAD/САМ-системах.
Широко распространено мнение, что физически «неуравновешенная» система или система без вращательной симметрии в точках падения лазерного пучка и защитного газа на материале приводит к сложности и трудностям в управлении рабочими траекториями или ухудшению качества результатов обработки.
Целью настоящего изобретения является создание способа лазерной обработки с улучшенной производительностью с точки зрения скорости работы, качества результатов и экономической эффективности процесса.
Другой целью настоящего изобретения является создание способа лазерной обработки, управляемого в реальном времени для получения точных результатов обработки во всех рабочих условиях, достижимых без увеличения размера существующих установок.
В соответствии с настоящим изобретением эти цели достигаются посредством лазерного способа обработки металлического материала, имеющего признаки, указанные в п. 1.
Конкретные варианты осуществления представляют собой задачу зависимых пунктов формулы изобретения, содержание которых следует понимать как неотъемлемую часть настоящего описания.
Еще одной задачей изобретения является установка лазерной обработки металлического материала с компьютерной программой, как было заявлено.
Таким образом, настоящее изобретение основывается на рассмотрении того, что нарушение вращательной симметрии лазерного пучка и потока защитного газы, то есть отклонение от состояния совпадения между осями распространения лазерного излучения и осью выхода потока защитного газа, может позволить получить лучшие преимущества с точки зрения скорости, качества и экономической эффективности, чем рабочий процесс с одинаковой производительностью.
Режимы применения и использования отклонения вращательной симметрии могут быть разными, и в частности такие режимы включают «статическую» модификацию положения оптической оси обрабатывающего лазерного пучка относительно оси симметрии потока защитного газа и «динамическую» модификацию или модификацию положения оптической оси обрабатывающего лазерного пучка в режиме «видимого луча» относительно оси симметрии потока защитного газа.
В случае «статической» модификации, положение оптической оси лазерного пучка по отношению к оси симметрии потока защитного газа (расстояние, угол по отношению к локальному заранее заданному направлению вдоль рабочей траектории, предполагаемые в качестве опорного направления) фиксируется или изменяется при сопоставимой относительной скорости (т.е. того же порядка) со скоростью рабочего процесса, ранее заданной.
В результате дисбаланса положения оптической оси лазерного пучка относительно оси симметрии потока защитного газа в направлении перехода упомянутого потока газа (т.е. площади падения оси симметрии потока газа на поверхность обрабатываемого материала в случае процесса резания), можно получить более высокую производительность с точки зрения скорости процесса. Такой дисбаланс действительно создает область расплавленной канавки, попадающую в поток защитного газа, который больше, чем при симметричном случае совпадения осей. То есть частота лазерного пучка на материале перед попаданием потока газа позволяет обеспечить более низкую подачу газа под давлением с той же скоростью, по сравнению с симметричным случаем совпадения осей, обеспечивая более низкое потребление газа, пропорциональное более низкому давлению.
В случае «динамической» модификации или режима «видимого пучка», положение оптической оси лазерного пучка по отношению к оси симметрии потока защитного газа (расстояние, угол по отношению к локальному заранее заданному направлению вдоль рабочей траектории, предполагаемые в качестве опорного направления) изменяется при относительной скорости, по меньшей мере на один порядок величины больше, чем скорость рабочего процесса, ранее заданная. Оптическая ось лазерного пучка управляется в периодическом движении относительно оси потока защитного газа с заданной частотой движения среды, чтобы убедиться, что рабочий процесс на материале видит видимый пучок, описываемый огибающей движения пучок в масштабе частоты на порядок меньше, чем частота движения среды.
В результате осциллирующего движения оптической оси назад и вперед относительно направления распространения оси потока защитного газа, определяется, например, видимый пучок несколько удлиненной эллиптической формы, что позволяет обеспечить большую освещенность расплавленной канавки, то есть освещенность, которая в канавке длится дольше, что, в свою очередь, позволяет материалу больше поглощать излучение в направлении распространения. Этот метод позволяет экономить электроэнергию, поскольку он увеличивает выход мощности лазерного пучка на ватт и экономит газ, поскольку он удерживает материал в менее вязком состоянии, чем на известном уровне техники, благодаря чему можно выталкивать расплавленный материал из канавки меньшим давлением газа.
В противном случае, как следствие кругового колебания оптической оси, то есть барицентра распределения мощности лазера вокруг оси потока защитного газа, определяется, например, круговой видимый пучок, который допускает увеличение диаметра (видимого) распределения мощности лазерного пучка, и, таким образом, достигается больший поток газа внутри канавки при одном и том же давлении.
В соответствии с настоящим изобретением применение упомянутых соображений для систем известного уровня техники достигается за счет эффективного управления положением оптической оси обрабатывающего лазерного пучка относительно оси симметрии потока защитного газа посредством устройств управления формой лазерного пучка в реальном времени, то есть с помощью модификации поперечного распределения мощности луча, который сохраняет форму и эффективный диаметр луча.
Настоящее изобретение основано на принципе использования оптической системы с управляемой деформацией, хорошо известной в исследовательских прикладных системах, для обработки оптических сигналов (следовательно, маломощного оптического излучения) с целью формирования мощного лазерного пучка промышленного применения.
Применение управляемой оптической системы деформирования в оптической системе переноса лазерного пучка позволяет расширить диапазон формирования лазерного пучка с помощью быстро изменяемого способа и с предельной точностью регулировать взаимное положение между осью распространения лазерного излучения и осью отвода защитного газа, а следовательно, улучшать рабочие характеристики процессов обработки или внедрять инновационные процессы обработки.
В предпочтительном варианте осуществления изобретения, способ изобретения позволяет с высокой точностью направлять лазерный пучок в центр области отвода защитного газа, тем самым предотвращая необходимость точных механических регулировок посредством вмешательства оператора при настройке устройства на заданный процесс.
В более предпочтительном варианте осуществления изобретения, способ изобретения позволяет управлять положением оптической оси лазерного пучка в соответствии с заданным пространственным отношением к оси потока защитного газа, который не обязательно имеет коаксиально выровненное положением, с таким быстрым временем корректировки, что такой контроль положения может выполняться не только как «подготовительная настройка» для цикла обработки, но также может быть реализован в реальном времени во время рабочего процесса таким образом, чтобы управлять желаемым взаимным положением между оптической осью лазерного пучка и осью потока защитного газа вдоль рабочей траектории на материале.
То есть способ изобретения позволяет автоматически устанавливать и поддерживать заранее определенную стратегию взаимного позиционирования между оптической осью лазерного пучка и осью потока защитного газа во время рабочего процесса, например, путем мгновенного управления положением оптической оси лазерного пучка на заданном расстоянии от оси потока защитного газа и в заданном угловом направлении относительно текущего направления рабочей траектории (направление продвижения процесса).
Способ изобретения дополнительно позволяет автоматически задавать стратегию взаимного позиционирования оптической оси лазерного пучка и оси потока защитного газа во время рабочего процесса, например, в зависимости от пространственного положения рабочей области на материале по заданной рабочей траектории или в зависимости от других параметров, таких как отклонения скорости продвижения по рабочей траектории, изменения толщины рабочего материала, изменения угла падения защитного газа относительно поверхности обрабатываемого материала.
Изменения скорости продвижения по рабочей траектории возникают из-за необходимых остановок различных механических осей управления рабочей головки, которые вносят вклад в определение самой траектории, например, из-за разворота рабочего направления или ориентации головки, которому предшествует замедление вплоть до остановки с последующим ускорением, как в случае резки так и для процесса сварки.
Изменения толщины рабочего материала, известные и ожидаемые, требуют не только соответствующей скорости продвижения и положения фокального пятна внутри самого материала, которые различаются в зависимости от толщины, но могут также потребовать другой режим для нарушения вращательной симметрии, т.е. «статическую» или «динамическую» модификацию положения оптической оси обрабатывающего лазерного пучка относительно оси симметрии потока защитного газа в зависимости от указанной толщины.
В конечном итоге, изменения угла падения защитного газа относительно поверхности рабочего материала требуют различного распределения мощности лазера вокруг оси потока газа для улучшения характеристик резания, обеспечения более стабильного процесса, например, более широкую канавку или лучшую подачу защитного газа.
Управление взаимным положением оси распространения лазерного излучения и оси отвода защитного газа реализовано в соответствии с изобретением посредством управления поперечным распределением мощности пучка в области рабочей плоскости на металлическом материале, в заданной окрестности оси потока защитного газа, определяющей зону доставки потока. Область доставки потока защитного газа, представляющая объемное поле действия способа управления в соответствии с изобретением, идентифицируется как «затронутый объем» сопла рабочей головки - сопло, обычно имеющее выходное сечение, диаметр которого находится в диапазоне 1 мм и 3,5 мм, а также размеры, характерные для усеченного конуса с высотой от 6 мм до 20 мм, меньшее основание (в сопле) диаметром, равным диаметру выходного сечения, увеличенному на 1-3 мм, и большее основание, характерный размер которого зависит от высоты усеченного конуса и угла наклона генерирующей линии, обычно составляет от 15 до 30 градусов. Соответственно, объем сопла является минимально возможным и самым тонким, так что оно может работать во впадинах обрабатываемых поверхностей.
В предпочтительном варианте осуществления изобретения, автоматическое управление, по способу в соответствии с изобретением, может выполняться в реальном времени с рабочими частотами от 100 Гц до 10 кГц.
В предпочтительном варианте осуществления изобретения, система управления, адаптированная для осуществления способа в соответствии с изобретением, отличается от систем известного уровня техники, поскольку она может быть интегрирована в рабочую головку, то есть она не зависит от генерации лазерного пучка и от его перемещения к рабочей головке.
Более того, в отличие от известных решений для установки или ввода в эксплуатацию установки конкретного процесса, в которой положение оптического пучка относительно потока защитного газа регулируется ручным вмешательством оператора или в котором изменение направления угла падения оптического пучка реализуется в соответствии с заданной логикой, как это осуществляется на известном уровне техники с помощью вобблинга, посредством которого высокие динамические колебания, запрограммированные при настройке рабочей программы, повторно передаются оптической оси распространения лазерного пучка в течение всего процесса, способ в соответствии с настоящим изобретением позволяет эффективно контролировать положение оптической оси распространения лазерного пучка в реальном времени в зависимости от местоположения пучка вдоль рабочей траектории, благодаря чему можно своевременно изменять взаимное положение оси распространения оптического пучка и оси потока защитного газа в зависимости от заданных рабочих условий, которые возникают в заданных положениях вдоль рабочей траектории. Такие запрограммированные рабочие условия включают, в качестве иллюстративного и неограничивающего примера, текущее рабочее положение (или, в более общем плане, площадь текущей рабочей плоскости) вдоль заданной рабочей траектории и/или текущего направления рабочей траектории на материал и/или направления перемещения оси потока защитного газа.
Другие характеристики и преимущества изобретения будут детально описаны в следующем подробном описании одного из вариантов осуществления изобретения, которое дается исключительно в виде неограничивающего примера со ссылкой на прилагаемые чертежи, на которых:
Фигуры 1 и 2 - примеры установок лазерной обработки согласно известному уровню техники;
На Фигуре 3 показан пример конструкции рабочей головки лазерной установки согласно известному уровню техники;
На Фигурах 4 и 5 показано схематическое изображение формы лазерного пучка для промышленной обработки металлических материалов в соответствии с известным уровнем техники;
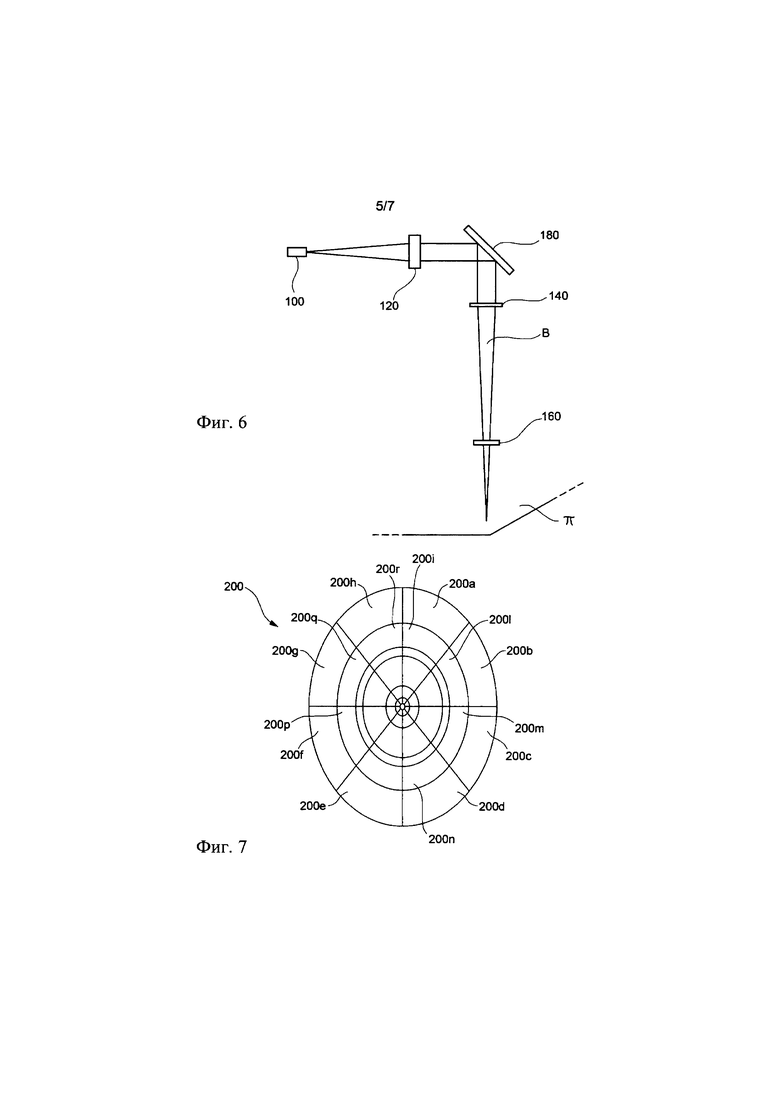
На Фигуре 6 показана схема оптической траектории лазерного пучка в рабочей головке, выполненной с возможностью осуществления способа в соответствии с изобретением;
Фигура 7 - схематическое изображение элемента, отражающего контролируемую поверхность, для формирования оптического пучка с целью реализации способа в соответствии с изобретением;
Фигура 8 - блок-схема управляющей электроники установки лазерной обработки, выполненная с возможностью выполнения способа обработки в соответствии с изобретением; а также
Фигура 9 - схематическое представление рабочего примера в соответствии со способом настоящего изобретения.
Фигуры с 1 по 5 были описаны ранее со ссылкой на известный уровень техники, и их содержание, здесь упоминается как стандартное для изготовления обрабатывающей установки, управляемой для осуществления рабочего процесса в соответствии с принципами настоящего изобретения.
Оптическая траектория лазерного пучка в рабочей головке установки для лазерной обработки металлических материалов в соответствии с изобретением показана на Фигуре 6.
Оптическая система на Фигуре 6 содержит устройство 100 ввода лазерного пучка В, например, конец волоконно-оптического кабеля или оптическая система захвата пучка, распространяемого источником излучения вдоль оптической траектории в свободном пространстве, из которого возникает лазерный пучок В с заданной дивергенцией.
Ниже по потоку от устройства ввода 100 предусмотрена система оптической коллимации 120, например коллимационная линза (обычно коллимационная линза для рабочей головки лазерной резки имеет фокусное расстояние от 50 мм до 150 мм), после которой коллимированный лазерный пучок направляется в оптическую фокусирующую систему 140, например фокусирующую линзу (обычно фокусирующая линза для рабочей головки лазерной резки имеет фокусное расстояние от 100 мм до 250 мм), выполненную с возможностью фокусировки пуска на рабочей плоскости П через экран или защитное стекло 160.
На оптической траектории между коллимационной оптической системой 120 и оптической фокусирующей системой 140 расположены устройства формирования оптического пучка 180.
В частности, со ссылкой на схематизацию оптической траектории лазерного пучка, показанную на Фигуре 6, настоящее изобретение относится к созданию оптических устройств 180 для формирования лазерного пучка и управления указанными устройствами для достижения поперечного распределения мощности лазерного пучка контролируемым образом на заданной рабочей плоскости материала. На Фигуре оптическое устройство 180 для формирования лазерного пучка показано в иллюстративном варианте осуществления, в котором они расположены с собственной осью симметрии, расположенной под углом 45° относительно направления распространения луча.
С этой целью оптическое устройство 180 для формирования лазерного пучка выполнено в виде деформируемого отражающего элемента 200 с контролируемой поверхностью, содержащее множество областей отражения, независимо перемещаемых, как показано на Фигуре 7, которые в состоянии покоя определяют отражающую поверхность, лежащую на опорной плоскости отражения. Указанный деформируемый контролируемый отражающий элемент 200 поверхности является непрерывным зеркалом из фольги, отражающая поверхность которого модифицируется трехмерно по отношению к эталонной плоской отражающей поверхности, принятой в состоянии покоя. Указанный деформируемый контролируемый отражающий элемент 200 поверхности имеет отражающую поверхность с непрерывной кривизной, включающую в себя множество областей отражения, на которых сзади расположены соответствующие модули перемещения, указанные на Фигуре под номерами 200а, 200b, … и соответствующим образом обработанные для использования с высокой оптической мощностью за счет совместного использования высокоотражающего покрытия (не менее 99%) на длине волны лазерного пучка и смонтированные на держателе контакта, охлаждаемом водой путем прямого каналирования. Модули перемещения являются неотъемлемой частью отражающей поверхности непрерывной кривизны и перемещаются независимо. Области отражения отражающей поверхности с непрерывной кривизной не имеют между собой ребер, т.е. общая отражающая поверхность имеет непрерывные локальные производные во всех направлениях. Движение упомянутого множества модулей перемещения 200o, 200b включает в себя движения соответствующих областей отражения, например, движения вперед или назад, по отношению к эталонной плоской отражающей поверхности, принятой в состоянии покоя или вращательные движения соответствующих областей отражения вокруг оси параллельной опорной плоской отражающей поверхностью, принятой в состоянии покоя, или даже сочетание этих движений. В предпочтительном варианте осуществления изобретения, деформации отражающей поверхности, то есть движения модулей перемещения 200а, 200b, приводятся в действие известными пьезоэлектрическими методами, которые позволяют контролировать движение модулей перемещения и последующее положение областей отражения, то есть модификацию их положения, возникающего в результате комбинации движения посредством линейного перемещения и/или вращения каждого модуля при заданном числе степеней свободы независимо от других модулей, как правило, при перемещениях на ±40 мкм, с помощью которых возможно получить приближения поверхностей непрерывной кривизны, определяемых комбинациями полиномов Цернике, посредством которых можно (по крайней мере теоретически и с достаточным приближением на практике для желаемых целей) применять регулировку положения оси оптического распространения лазерного пучка или, в более общем случае, управление поперечным распределением мощности лазерного пучка в соответствии с объектами желаемой обработки.
На Фигуре 7 показан предпочтительный вариант осуществления отражающего элемента 200 с эллиптическим профилем и соответствующими задними модулями перемещения, принятыми для угла падения коллимированного лазерного пучка 45°, как показано на схеме на Фигуре 6. Такой вариант осуществления следует понимать исключительно как иллюстративный и не ограничивающий реализацию изобретения. В другом предпочтительном варианте осуществления, где угол падения коллимированного лазерного пучка перпендикулярен или почти перпендикулярен поверхности элемента 200 в состоянии покоя, профиль отражающего элемента 200 является круговым профилем.
В варианте осуществления отражающего элемента с эллиптическим профилем, его большая ось равна 38 мм и малая ось равно 27 мм, что соответствует максимальному размеру поперечной апертуры лазерного пучка, падающего на зеркало, получаемого коллимационной оптической системой 120.
В частности, в предпочтительном варианте осуществления изобретения указанный деформируемый контролируемый отражающий элемент 200 поверхности включает в себя множество областей отражения, независимо перемещаемых посредством соответствующего множества модулей перемещения, которые содержат центральную область и множество рядов круговых кровельных секций, концентрических по отношению к упомянутой центральной площади. В текущем предпочтительном варианте выполнения количество рядов концентрических круговых кровельных секций составляет 6, а круговых кровельных секций - 8 для каждого ряда, высота круговых кровельных секций увеличивается от первого до третьего ряда и от четвертого до шестого ряда в радиальном направлении к внешней стороне отражающего элемента. Высота круговых кровельных секций четвертого ряда является промежуточной между высотой круговых кровельных секций первого и второго рядов. В предпочтительном варианте осуществления изобретения, с целью упрощения структуры управления отражающего элемента 200, согласно конструкции, множество круговых секций, образующих периферийную круговую головку, можно зафиксировать, а ряды внутренних круговых кровельных секций могут перемещаться таким образом, чтобы использовать все количество исполнительных механизмов, до 41.
В общем случае количество рядов круговых секций, количество круговых кровельных секций и высота круговых кровельных секций определяются в соответствии с геометрией отражающей поверхности, необходимой для получения заданных желательных поперечных распределений мощности лазерного пучка, посредством процедур имитации основных направлений поперечных распределений мощности лазерного пучка, падающего на отражающий элемент для выбранного количества областей отражения. Фактически, управляемая деформируемость поверхности отражения элемента 200 индуцирует регулируемые изменения интенсивности лазерного пучка на фокальной плоскости, действуя на фазу лазерного пучка. В текущем предпочтительном варианте деформация поверхности отражающего элемента 200 управляется таким образом, чтобы определять отражающую поверхность, приписываемую комбинации полиномов Цернике. Таким образом, распределение интенсивности лазерного пучка на фокальной плоскости в соответствии с изменениями фазы, контролируемыми движением областей отражения отражающего элемента 200, может быть успешно смоделировано с использованием математических методов расчета.
Геометрия разбиения поверхности отражающего элемента 200, показанного на Фигуре 7, соответствующая геометрии модулей перемещения областей отражения, была определена изобретателями посредством процедуры моделирования для получения различных форм поперечного распределения мощности с большей свободой при формировании луча, даже не связанной с сохранением ее вращательной симметрии. В противном случае, для применений, строго связанных с гауссовым распределением мощности, где не требуется изменение формы распределения мощности, а только его смещение относительно оси оптического распространения, можно использовать более простые геометрии, например, в равномерно разнесенные ряды, то есть, когда высота круговых кровельных секций является постоянной для всех рядов секций. Для применений, в которых должна сохраняться вращательная симметрия распределения мощности луча, можно предусмотреть множество областей отражения и соответствующих модулей перемещения в форме радиально независимых круговых кровель.
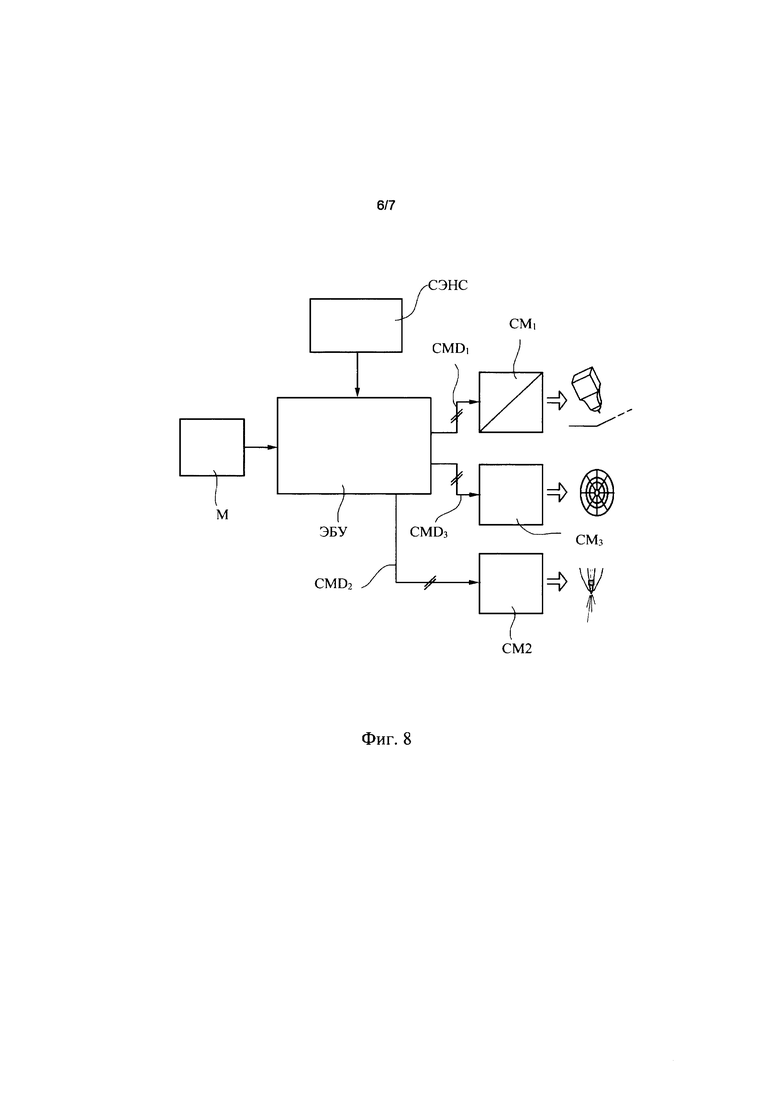
На Фигуре 8 показана принципиальная электрическая схема электронной системы управления установкой лазерной обработки металлических материалов для реализации способа в соответствии с изобретением.
Система содержит электронные устройства обработки и управления, показанные на чертеже совместно в ЭБУ, которые могут быть интегрированы в единый блок обработки на борту установки или реализованы в распределенной форме, то есть содержать модули обработки, расположенные в разных частях установки, например, в рабочей головке.
Устройство памяти М, связанное с электронными устройствами обработки и управления ЭБУ, хранит заданный шаблон обработки или программу, например, содержит заданную рабочую траекторию в форме инструкций перемещения для рабочей головки и/или для обрабатываемого материала и параметры физической обработки с указанием распределения мощности оптического пучка, интенсивности мощности пучка и количество активаций лазерного пучка в зависимости от рабочей траектории.
Электронные устройства обработки и управления ЭБУ предназначены для доступа к устройству памяти М для получения рабочей траектории и для управления применением обработки лазерным пучком вдоль указанной траектории. Управление применением лазерного пучка по заданной рабочей траектории включает в себя управление подачей потока защитного газа и управление излучением заданного распределения мощности лазерного пучка в направлении заданной рабочей области по заданному шаблону обработки или программе, то есть в соответствии с информацией о рабочей траектории и рабочими параметрами, полученными из устройств памяти.
Сенсорные устройства СЭНС (SENS) расположены в установке для определения взаимного положения рабочей головки и обрабатываемого материала в реальном времени, а также изменения такого положения со временем.
Электронные устройства обработки и управления ЭБУ выполнены с возможностью приема сигналов от сенсорных устройств СЭНС, указывающих взаимное положение рабочей головкой и обрабатываемого материала во времени, то есть изменение площади текущей рабочей плоскости и/или текущего направления рабочей траектории с течением времени.
Электронные устройства управления и управления ЭБУ содержат первый модуль управления СМ1 для контроля механических параметров обработки, расположенный с возможностью выдавать первые сигналы управления CMD1 на известный узел исполнительных устройств, содержащий исполнительное устройство перемещения рабочей головки по степеням свободы, разрешенным ему в соответствии с конкретным вариантом исполнения установки и исполнительных устройств для перемещения обрабатываемого материала относительно положения рабочей головки, выполненной с возможностью взаимодействия с приводным устройством для перемещения рабочей головки, чтобы выполнить запрограммированную рабочую траекторию на обрабатываемом материале в сопле рабочей головки. Эти приводные устройства не описаны подробно, поскольку они известны на известном уровне техники.
Электронные устройства обработки и управления ЭБУ содержат второй модуль управления СМ2 для контроля физических параметров обработки, выполненный с возможностью выдачи вторых сигналов управления CMD2 устройствам подачи потока газа и устройствам управления при генерации и передачи лазерного пучка.
Электронные устройства обработки и управления ЭБУ содержат третий модуль СМ3 для контроля параметров оптической обработки, предназначенный для выдачи третьих сигналов управления CMD3 на деформируемый контролируемый отражающий элемент 200 поверхности устройств формирования оптического пучка для реализации модулей перемещения независимо подвижных отражающих областей упомянутого элемента, то есть для управления их взаимным пространственным смещением (сдвигом вдоль оптической оси отражающего элемента или наклоном относительно него). Сигналы управления CMD3 обрабатываются с помощью компьютерной программы, содержащей один или несколько модулей кода с инструкциями модели или программы регулирования для реализации способа в соответствии с изобретением в соответствии с заранее заданным формированием лазерного пучка, который должен быть получен, т.е. устанавливающие заданное поперечное распределение мощности лазерного пучка и, следовательно, заданное положение оси оптического распространения лазерного пучка в зависимости от условий мгновенной обработки вдоль угла падения оси оптического распространения на материал, в области по меньшей мере одной рабочей плоскости металлического материала, где рабочая плоскость материала представляет собой плоскость поверхности материала или плоскость, которая изменяется по глубине в толщине материала, например для резки или сверления толстых материалов толщина обычно более чем в 1,5 раза больше длины релей сфокусированного луча (в стандартном случае толщины составляют от 4 мм и до 30 мм). Упомянутые сигналы управления CMD3 также обрабатываются компьютерной программой для установления заданного поперечного распределения мощности лазерного пучка в заданной окрестности оси потока защитного газа и в пределах области доставки указанного потока в соответствии с мгновенными рабочими условиями, т.е. площади текущей рабочей плоскости и/или текущего направления рабочей траектории на металлическом материале.
Поэтому электронные устройства обработки и управления ЭБУ расположены для обнаружения текущего положения и/или текущего направления перемещения оси потока защитного газа для управления относительным сдвигом оси потока защитного газа вдоль заданной рабочей траектории на металлическом материале и автоматического регулирования положения оси оптического распространения лазерного пучка или поперечного распределения мощности лазерного пучка в соответствии с текущим положением и/или обнаруженным текущим направлением перемещения оси потока защитного газа.
Положение оси оптического распространения лазерного пучка регулируется путем управления модулями перемещения областей отражения, чтобы выполнять заданные общие движения отклонения отражающего элемента в целом относительно соответствующего состояния покоя, которые определяют пространственное перемещение пятна лазерного пучка на обрабатываемом материале.
Согласно другому варианту осуществления изобретения, положение оси оптического распространения лазерного пучка регулируется так, чтобы оно было выборочно или попеременно в передней области и в задней области относительно текущего положения оси потока защитного газа вдоль рабочей траектории во время операции резания металлического материала. В предпочтительном варианте осуществления изобретения, это выполняют в соответствии с траекторией резания, например, в зависимости от скорости выполнения операции резания и толщины подлежащего разрезанию материала.
В случае «статической» модификации, в результате дисбаланса положения оптической оси лазерного пучка относительно оси симметрии потока защитного газа в направлении перехода упомянутого потока газа (т.е. площади падения оси симметрии потока газа на поверхность обрабатываемого материала в случае процесса резания), можно получить более высокую производительность с точки зрения скорости процесса. Такой дисбаланс создает область расплавленной канавки, попадающую в поток защитного газа, который больше, чем при симметричном случае совпадения осей. Другими словами, частота лазерного пучка на материале перед попаданием потока газа позволяет обеспечить более низкую подачу газа под давлением с той же скоростью, по сравнению с симметричным случаем совпадения осей, обеспечивая более низкое потребление газа, пропорциональное более низкому давлению.
В случае «динамической» модификации или режима «видимого луча», в результате осциллирующего движения оптической оси назад и вперед относительно направления распространения оси потока защитного газа, определяется, например, видимый пучок удлиненной квазиэллиптической формы, которая позволяет лучше освещать расплавленную канавку, то есть освещенность, которая в канавке длится дольше, что, в свою очередь, позволяет материалу более эффективно поглощать излучение в направлении распространения. Этот метод позволяет экономить электроэнергию, поскольку он увеличивает выход мощности лазерного пучка на ватт и экономит газ, поскольку он удерживает материал в менее вязком состоянии, по сравнению с известным уровнем техники, благодаря чему можно выталкивать расплавленный материал из канавки меньшим давлением газа.
В другом варианте осуществления изобретения, положение оптической оси распространения лазерного пучка регулируется так, чтобы оно следовало круговой траектории вокруг текущего положения оси потока защитного газа во время операции сверления металлического материала. Это позволяет создать «видимый пучок» с круговой симметрией большого диаметра, даже если начало было задано с гауссова луча меньшего диаметра, с двумя преимуществами. Первое преимущество заключается в том, что диаметр сверления увеличивается в конце процесса и, таким образом, позволяет в критической фазе в начале режущего движения лучше сочетать лазерный пучок и передний фронт в пределах толщины материала, а также существует больший поток газа, который позволяет более эффективно вытеснять расплавленный материал с самого начала. Второе преимущество заключается в том, что во время процесса сверления круговое перемещение обеспечивает преимущественное направление излучения на расплавленном материале, которое должно обязательно выйти из поверхности области обработки материала со стороны, где происходит сверление, что облегчает эффективность прогрессивного денудации более глубоких слоев материала и, в конечном счете, обеспечивает более быстрое разрушение общей толщины.
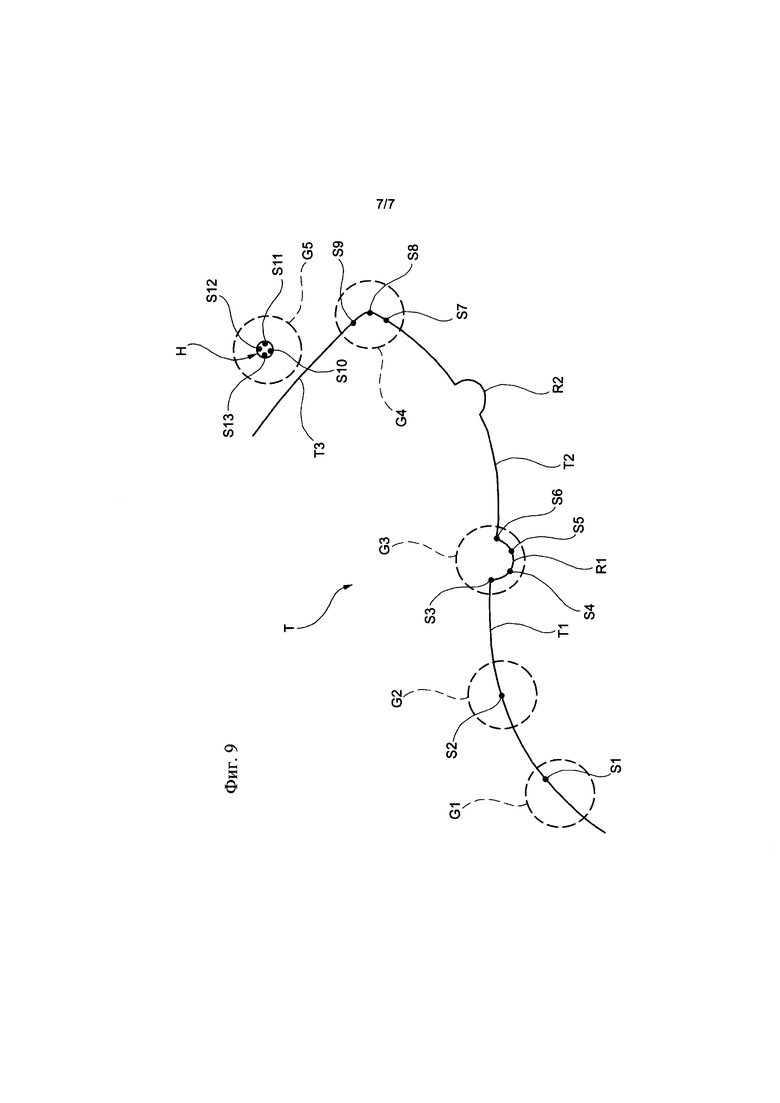
На Фигуре 9 показан пример обработки в соответствии со способом настоящего изобретения.
На Фигуре запрограммированный рабочая траектория обозначена Т. Рабочая траектория включает в себя режущий профиль, содержащий, например, ряд изогнутых участков T1, Т2 или прямых секций ТЗ, образующих замкнутую или открытую ломаную линию, и ряд выемок, например выемки с полукруглым профилем R1, R2. Рабочая траектория Т также включает в себя профиль кругового сверления, обозначенный Н, на заданном расстоянии от режущего профиля.
В некоторых иллюстративных положениях рабочей головки по упомянутой траектории (рабочая головка показана только в сочетании с начальным рабочим положением, чтобы не слишком усложнять графическое изображение), области подачи потока защитного газа на обрабатываемый материал, обозначены G1, …, Gn, а пятна падения лазерного пучка на обрабатываемый материал, описанные вокруг положений оптической оси лазерного пучка, обозначены S1, …, Sn. Следует отметить, что, как правило, для резки и/или сверления углеродистой стали толщиной от 4 мм до 30 мм, нержавеющей стали толщиной от 4 мм до 25 мм, алюминиевых сплавов толщиной от 4 мм до 15 мм, меди и латуни толщиной от 4 мм до 12 мм, стандартный размер области подачи потока защитного газа колеблется от 1,8 мм до 3 мм, а пятно падения лазерного пучка составляет от 0,05 до 0,25 мм
Для некоторых рабочих положений или областей вдоль рабочей траектории в качестве примера представлена соответствующая область подачи потока защитного газа на обрабатываемый материал (круглая, в наиболее общем варианте выполнения круглого сопла) и одно или больше пятен падения лазерного пучка (которые также проиллюстрированы круговой формой, в общем случае поперечного распределения мощности по гауссовой форме).
G1 указывает первую зону подачи потока защитного газа на участке перемещения лазерного пучка вдоль первого сегмента Т1 линии резания по заданной траектории Т. В этой рабочей области положение оптической оси распространения (распределения мощности) лазерного пучка регулируется так, чтобы пятно S1 падения луча на рабочую плоскость находилось в зоне перед текущим положением оси потока защитного газа, что соответствует барицентру зоны G1.
G2 указывает вторую зону подачи потока защитного газа на участке замедленного перемещения лазерного пучка вдоль сегмента Т1 линии резания по Т. В этой рабочей области положение оптической оси распространения (распределения мощности) лазерного пучка регулируется так, чтобы пятно S2 падения луча на рабочую плоскость существенно совпадало с текущим положением оси потока защитного газа, что соответствует барицентру зоны G2.
G3 указывает третью область поставки потока защитного газа в полукруглую выемку R1 траектории Т. В этой рабочей области положение оси оптического распространения (распределения мощности) лазерного пучка регулируется таким образом, что пятно падения луча на рабочую плоскость перемещается по желаемой траектории резания в области подачи потока защитного газа без движения упомянутой зоны, как указано в последующих положениях S3, S4, S5 и S6, в радиальном направлении на равном расстоянии от текущего положения оси потока защитного газа, который соответствует барицентру зоны G3, но угловое смещение от заднего положения в переднее положение относительно текущего направления рабочей траектории на металлическом материале.
G4 указывает четвертую зону подачи потока защитного газа при изменении направления между секцией Т2 и секцией Т3 профиля резания, причем изменение направления имеет малый радиус кривизны. В этой рабочей области положение оптической оси распространения (распределения мощности) лазерного пучка регулируется так, чтобы пятно падения луча на рабочую плоскость перемещалось по желаемой траектории резания в области подачи потока защитного газа без движения упомянутой зоны, как указано последующими позициями S7, S8 и S9, с радиальным расстоянием и угловым положением, отличным от текущего положения оси потока защитного газа, что соответствует барицентру зоны G4, т.е. соответственно задних, совпадающих и передних положений относительно текущего направления рабочей траектории на металлическом материале.
И в заключение, G5 обозначает пятую зону подачи потока защитного газа в кольцевом профиле Н сверления, который может быть достигнут на заданном расстоянии от траектории Т профиля резания, прерывая лазерное излучение в течение заданного времени. В этой рабочей области положение оси оптического распространения (распределения мощности) лазерного пучка регулируется так, чтобы пятно падения луча на рабочую плоскость перемещалось по круговой траектории в пределах области подачи потока защитного газа, возможно коаксиально оси потока защитного газа, которая соответствует барицентру зоны G5, без движения упомянутой зоны, которая обозначена следующими позициями S10, S11, S12 и S13.
Разумеется, без изменения принципа изобретения варианты осуществления и детали реализации могут широко варьироваться в зависимости от того, что описано и проиллюстрировано исключительно в качестве неограничивающего примера, не отходя тем самым от объема охраны изобретения, определенного по прилагаемой формуле изобретения.
Изобретение относится к способу и станку для лазерной обработки металлического материала и машиночитаемому носителю информации. Лазерный луч от источника излучения лазерного пучка подают вдоль оптической траектории переноса луча к рабочей головке, расположенной вблизи материала. Осуществляют коллимацию лазерного пучка вдоль оптической оси распространения, фокусирование коллимированного лазерного пучка в области рабочей плоскости материала, а также проведение сфокусированного лазерного пучка по рабочей траектории на металлическом материале. Отражение коллимированного луча осуществляют с помощью деформируемого контролируемого отражающего элемента поверхности, имеющего множество независимо подвижных областей отражения. Управляют расположением областей отражения для установления заданного поперечного распределения мощности луча на по меньшей мере одной рабочей плоскости металлического материала. Осуществляют подачу потока вспомогательного газа в направлении области рабочей плоскости металлического материала, перемещение оси потока вспомогательного газа относительно заданного рабочего пути и определение текущего положения и/или направления текущего перемещения оси потока вспомогательного газа. При этом осуществляют управление расположением упомянутых областей отражения для формирования упомянутого заранее заданного поперечного распределения мощности луча в области рабочей плоскости подачи упомянутого потока и автоматическую регулировку положения распространения оптической оси лазерного луча в зависимости от обнаруженного текущего положения и/или обнаруженного текущего направления поступательного перемещения оси потока вспомогательного газа. В результате предотвращается нарушение вращательной симметрии лазерного пучка и потока защитного газы, то есть отклонение от состояния совпадения между осями распространения лазерного излучения и осью выхода потока защитного газа, что приводит к повышению скорости обработки и качества обработки лазерным лучом. 3 н. и 9 з.п. ф-лы, 9 ил.
1. Способ лазерной обработки металлического материала (WP) с помощью сфокусированного лазерного луча (В) с заданным поперечным распределением мощности по меньшей мере на одной рабочей плоскости (π) металлического материала (WP), содержащий следующие этапы:
- формирование лазерного луча (В) в источнике излучения (10);
- подача лазерного луча (10), излученного указанным источником излучения (10) вдоль оптической траектории перемещения луча к рабочей головке (14), расположенной вблизи указанного металлического материала (WP);
- коллимация лазерного луча (В) вдоль оптической оси распространения, направленного на металлический материал (WP);
- фокусирование упомянутого коллимированного лазерного луча в области рабочей плоскости (π) упомянутого металлического материала (WP); и
- перемещение упомянутого сфокусированного лазерного луча по рабочей траектории (Т) на металлическом материале (WP), содержащей последовательно расположенные рабочие области (Т1, R1, Т2, R2, Т3, Н),
при этом способ содержит формирование лазерного пучка (В), включающее:
- отражение упомянутого коллимированного луча при помощи отражающего элемента (200) с деформируемой управляемой поверхностью, имеющей отражающую поверхность с непрерывной кривизной, включающую в себя множество независимо перемещающихся областей отражения (200а-200r), и
- управление расположением упомянутых областей отражения (200а-200r) для установления заданного поперечного распределения мощности луча (В) по меньшей мере на одной рабочей плоскости (π) металлического материала (WP) в зависимости от области текущей рабочей плоскости (π) и/или текущего направления рабочей траектории (Т) на металлическом материале (WP),
отличающийся тем, что способ дополнительно включает следующие этапы:
- подача потока вспомогательного газа в направлении указанной области рабочей плоскости (π) металлического материала (WP) вдоль оси потока вспомогательного газа,
- перемещение оси потока вспомогательного газа относительно заданного рабочего пути (Т) на металлическом материале (WP),
- определение текущего положения и/или направления текущего перемещения оси потока вспомогательного газа,
- управление расположением упомянутых областей отражения (200а-200r) для формирования упомянутого заранее заданного поперечного распределения мощности луча (В) в области рабочей плоскости (π) на металлическом материале (WP), находящейся в заранее заданной области вокруг оси потока вспомогательного газа и в зоне (G1-G4) подачи упомянутого потока,
- автоматическая регулировка положения распространения оптической оси лазерного луча (В) в зависимости от обнаруженного текущего положения и/или обнаруженного текущего направления поступательного перемещения оси потока вспомогательного газа.
2. Способ по п. 1, в котором управление расположением указанных областей отражения (200а-200r) контролируемой поверхности отражающего элемента (200) включает управление комбинацией перемещения упомянутых областей отражения (200а-200r) по отношению к отражающей эталонной плоской поверхности.
3. Способ по п. 2, в котором управление комбинацией перемещений указанных областей отражения (200а-200r) контролируемой поверхности отражающего элемента (200) включает управление движением перемещения указанных областей отражения (200а-200r) вдоль оптической оси отражающего элемента (200) и/или вращением упомянутых областей для обеспечения наклона относительно оптической оси отражающего элемента (200).
4. Способ по п. 1, в котором относительное перемещение оси потока вспомогательного газа вдоль заданной рабочей траектории (Т) на металлическом материале (WP), определение текущего положения и/или текущего направления перемещения оси потока вспомогательного газа и автоматическое управление поперечным распределением мощности лазерного луча (В) в зависимости от обнаруженного текущего положения и/или от обнаруженного текущего направления перемещения оси потока вспомогательного газа.
5. Способ по п. 1, в котором автоматическое управление положением оптической оси распространения лазерного луча (В) в зависимости от обнаруженного текущего положения и/или от обнаруженного текущего направления перемещения оси потока вспомогательного газа осуществляют на основе заданного шаблона или программы регулировки.
6. Способ по п. 4, в котором автоматическое управление поперечным распределением мощности лазерного луча (В) в зависимости от обнаруженного текущего положения и/или от обнаруженного текущего направления перемещения оси потока вспомогательного газа осуществляется по заданному шаблону или программе регулировки.
7. Способ по п. 1, в котором положение оптической оси распространения лазерного луча (В) регулируют таким образом, чтобы оно располагалось попеременно в передней области и в задней области относительно текущего положения оси потока вспомогательного газа вдоль рабочей траектории (Т) во время резки металлического материала (WP).
8. Способ по п. 1, в котором положение оптической оси распространения лазерного луча (В) регулируют таким образом, чтобы оно следовало круговой траектории (S10, S11, S12, S13) вокруг текущего положения оси потока вспомогательного газа при сверлении металлического материала (WP).
9. Способ по п. 1, в котором деформируемую контролируемую поверхность отражающего элемента (200), имеющего отражающую поверхность непрерывной кривизны, включающей в себя множество независимо движущихся участков отражения (200а-200r), создают при помощи соответствующего множества модулей движения, которые включают в себя центральный участок и множество рядов круговых секторов, концентрически расположенных к упомянутому центральному участку.
10. Способ по п. 9, в котором выполнено 6 рядов концентрических круговых секторов и 8 круговых секторов для каждого ряда, при этом высота круговых секторов увеличивается с первого по третий ряды и с четвертого по шестой ряды в радиальном направлении к внешней стороне отражающего элемента, высота круговых секторов четвертого ряда имеет среднее значение между высотой круговых секторов первого и второго рядов.
11. Станок для лазерной обработки металлического материала с помощью сфокусированного лазерного луча (В) с заданным поперечным распределением мощности по меньшей мере на одной рабочей плоскости (π) металлического материала (WP), содержит:
- источник (10) излучения лазерного луча;
- устройство (12а, 12b, 12с; 12d) подачи лазерного луча (В), излученного указанным источником излучения (10) вдоль оптической траектории перемещения луча к рабочей головке (14), расположенной вблизи указанного металлического материала (WP);
- оптическое средство (120) коллимации лазерного луча (В) вдоль оптической оси распространения, направленной на металлический материал (WP);
- оптическое средство (16, 140) фокусировки упомянутого коллимированного лазерного пучка (В) в области рабочей плоскости (π) упомянутого металлического материала (WP),
в котором по меньшей мере упомянутое оптическое устройство фокусировки упомянутого коллимированного лазерного луча (В) перемещает упомянутую рабочую головку (14) на контролируемое расстояние от упомянутого металлического материала (WP);
- средство регулировки взаимного положения упомянутой рабочей головки (14) и указанного металлического материала (WP), выполненное с возможностью перемещения упомянутого сфокусированного лазерного луча (В) вдоль рабочей траектории (Т) на металлическом материале (WP), содержащей последовательно расположенные рабочие области (Т1, R1, T2, R2, Т3, Н),
- оптическое средство (180) формирования лазерного луча (В), включающее деформируемую контролируемую поверхность отражающего элемента (200), имеющего отражающую поверхность непрерывной кривизны, включающей в себя множество независимо движущихся областей отражения (200а-200r), выполненных с возможностью отражения названного коллимированного лазерного луча (В), при этом расположение областей отражения (200а-200r) позволяет установить заранее выбранное поперечное распределение мощности луча (В) по меньшей мере на одной рабочей плоскости (π) металлического материала (WP), и
- электронные средства обработки и управления (ECU, СМ1, СМ2, СМ3), предназначенные для управления расположением указанных зон отражения (200а-200r) для установления заданного поперечного распределения мощности лазерного луча (В) по крайней мере на одной рабочей плоскости (π) металлического материала (WP) в зависимости от области текущей рабочей плоскости (π) и/или текущего направления рабочего траектории (Т) на металлическом материале (WP), отличающийся тем, что станок включает сопло (18) для подачи вспомогательного газа на рабочую плоскость материала (WP), при этом упомянутые электронные средства обработки и управления (ECU, СМ1, СМ2, СМ3) дополнительно предназначены для:
- перемещения оси потока вспомогательного газа относительно заданной рабочей траектории (Т) на металлическом материале (WP),
- определения текущего положения и/или текущего направления перемещения оси потока вспомогательного газа,
- автоматического управления положением оптической оси распространения лазерного луча (В) в зависимости от обнаруженного текущего положения и/или обнаруженного текущего направления перемещения оси потока вспомогательного газа.
12. Машиночитаемый носитель информации, содержащий запоминающее устройство, хранящее инструкции, побуждающие электронные средства обработки и управления (ECU, СМ1, СМ2, СМ3) станка по п. 11 выполнять этапы способа по любому из пп. 1-10.
| US 5101091 A, 31.03.1992 | |||
| US 20020008091 A1, 24.01.2002 | |||
| JP 2001038485 A, 13.02.2001 | |||
| US 4202605 A, 13.05.1980 | |||
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА ЛАЗЕРНОЙ РЕЗКИ ИЛИ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2375162C2 |
| УСТРОЙСТВО И СПОСОБ ЛАЗЕРНОГО СПЕКАНИЯ | 1994 |
|
RU2132761C1 |
| УСТАНОВКА ЛАЗЕРНОГО СКРАЙБИРОВАНИЯ ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ТРАНСФОРМАТОРНЫХ ЛИСТОВ ПОСРЕДСТВОМ ПЯТЕН ЭЛЛИПТИЧЕСКОЙ ФОРМЫ | 2009 |
|
RU2516216C2 |

