Данное изобретение относится к устройству и способу литья керамических изделий, таких как унитазы, которые требуют литейных форм, например, с более чем двумя частями. Более точно изобретение относится к литью таких изделий под давлением.
Традиционный способ изготовления керамических изделий заключается в использовании шликерного литья в гипсовые формы. В данном процессе глиняный шликер обезвоживают путем заливки его в гипсовую форму. Гипс абсорбирует воду, и поэтому его необходимо периодически сушить, что препятствует непрерывной работе. Следовательно, данный процесс является медленным, но он требует малых капитальных вложений.
Литье керамических шликеров под давлением представляет собой известный, но разработанный позднее, то есть в недавнем прошлом способ. Данный способ используется для изготовления разнообразных изделий керамической сантехники (раковин, унитазов и т.п.), столовой посуды и технических изделий. В данном способе микропористую литейную форму закрывают, используя механическое средство, и в закрытую литейную форму вводят глиняный шликер под давлением. Вода, содержащаяся в глиняном шликере, отфильтровывается через структуру литейной формы, оставляя глиняные детали с прочностью, достаточной для того, чтобы выдерживать вес самих этих деталей. Глиняные детали освобождают из литейной формы путем подачи сжатого воздуха через пористую структуру литейной формы, тем самым обеспечивая возможность их извлечения.
Литейные формы могут содержаться внутри металлических каркасов, которые используются для защиты их от внешних повреждений, для создания опоры для микропористого материала при воздействии на него внутреннего давления и для обеспечения возможности подвешивания литейных форм на машине в правильном положении.
Несмотря на то, что большое разнообразие геометрических форм может быть получено при использовании литейных форм, состоящих из двух частей, некоторые геометрические формы могут быть получены только при использовании литейных форм с более чем двумя частями.
Унитазы для туалетов (обычно называемые "унитазами") невозможно изготовить путем использования любого существующего способа при применении литейных форм, содержащих менее четырех частей. Более сложные конструкции требуют использования литейной формы, состоящей из пяти частей.
Это не создает существенных проблем при использовании традиционного шликерного литья. Однако машина для литья под давлением, предназначенная для изготовления "унитазов", в настоящее время требует наличия двух осей зажима для того, чтобы закрыть и удерживать состоящие из четырех частей литейные формы в заданном положении во время процесса фильтрации. Пример такой машины раскрыт в заявке номер 9721709 на патент Великобритании, поданной на имя заявителей данной заявки. Эта машина требует наличия гидроцилиндров, смонтированных снаружи по отношению к частям литейной формы для создания усилия зажима, действующего по второй оси, с целью противодействия давлению глиняного шликера, введенного в литейные формы во время процесса литья. Установленные снаружи гидроцилиндры, в свою очередь, смонтированы на упрочненном несущем узле, что неизбежно приводит к увеличению стоимости, сложности и габаритных размеров машины.
Целью настоящего изобретения является преодоление или, по меньшей мере, частичное устранение проблем, характерных для известного уровня техники.
В соответствии с первым аспектом настоящего изобретения разработано устройство для изготовления керамических изделий, содержащее две наружные охватывающие формы, расположенные внутри соответствующих корпусов форм и имеющие взаимодействующие сопрягаемые поверхности, и охватываемую форму, выполненную с возможностью размещения при использовании в формовой полости, образованной двумя охватывающими формами, при этом охватывающие формы выполнены с возможностью относительного смещения их вдоль первой оси, по существу перпендикулярной плоскости сопрягаемых поверхностей, так что охватывающие формы могут быть введены в контакт друг с другом, при этом изделие отливают между охватывающими формами и охватываемой формой, и при этом обеспечивается сдерживание сил, создаваемых находящимся под давлением шликером во время процесса изготовления, внутри корпусов форм.
Предпочтительно охватываемая форма может быть соединена с зажимным средством. Более предпочтительно, если зажимное средство будет при использовании расположено внутри формовой полости. Еще более предпочтительно, если внутреннее зажимное средство может быть выполнено и расположено таким образом, чтобы создавать усилие зажима, действующее по второй оси.
В соответствии с возможным, но необязательным признаком данного аспекта изобретения зажимное средство может быть расположено между поверхностью охватываемой формы и внутренней поверхностью, по меньшей мере, одной из охватывающих форм.
В соответствии со вторым возможным, но необязательным признаком данного аспекта изобретения текучая среда может быть введена в зажимное средство для создания усилия зажима. Предпочтительно зажимное средство может содержать нагнетаемую подушку. Более предпочтительно, если нагнетаемая подушка может содержать камеру, окруженную оболочкой из упругого материала. Еще более предпочтительно, если текучая среда может быть введена в камеру.
В соответствии с еще одним возможным, но необязательным признаком данного аспекта изобретения изделие может быть отлито в виде одной [цельной, неразъемной] детали.
В соответствии с дополнительным возможным, но необязательным признаком данного аспекта изобретения могут быть предусмотрены две охватываемые формы. Предпочтительно формы расположены с возможностью извлечения их в, по существу, противоположных направлениях.
В соответствии с еще одним дополнительным возможным, но необязательным признаком данного аспекта изобретения может быть предусмотрена третья охватываемая форма по третьей оси. Предпочтительно керамическое изделие может представлять собой унитаз, и третья охватываемая форма расположена таким образом, чтобы образовать участок сливной трубы унитаза.
В соответствии с еще одним дополнительным возможным, но необязательным признаком данного аспекта изобретения может быть разработана одноосная литейная машина, которая может содержать множество устройств, подвешенных к верхней балке.
В соответствии со вторым аспектом настоящего изобретения разработан способ изготовления керамических изделий, включающий в себя следующие операции: i) вставку охватываемой формы в огражденное пространство формовую полость, образованное двумя охватывающими формами, расположенными внутри соответствующих корпусов форм; ii) зажим охватываемой формы таким образом, чтобы обеспечить сопротивление повышенному давлению глиняного шликера, при этом охватываемая форма вставлена таким образом, чтобы сдерживать силы, действующие со стороны шликера, внутри корпусов форм; iii) введение глиняного шликера под давлением с тем, чтобы отлить изделие; iv) извлечение охватываемой формы из охватывающих форм. Предпочтительно охватываемая форма может быть зажата путем использования зажимного средства. Более предпочтительно, если зажимное средство может представлять собой нагнетаемую подушку.
В соответствии с возможным, но необязательным признаком данного аспекта изобретения могут быть предусмотрены две охватываемые формы. Предпочтительно охватываемые формы извлекают из охватывающих форм в, по существу, противоположных направлениях.
В соответствии с третьим аспектом настоящего изобретения разработана нагнетаемая подушка, предназначенная для использования при литье керамических изделий, которая содержит камеру, охваченную оболочкой из упругого материала, при этом текучая среда может быть введена под давлением в камеру, тем самым приводя к созданию усилия зажима, действующегоя, по существу, по одной оси. Предпочтительно камера может представлять собой спираль из упругих трубок. В альтернативном варианте камера может представлять собой упругую оболочку [resilient bag].
В соответствии с возможным, но необязательным признаком данного аспекта настоящего изобретения упругий материал может представлять собой резину. В соответствии со вторым возможным, но необязательным признаком данного аспекта изобретения в упругом материале может быть выполнено отверстие для прохода опорной трубы, на которой может быть смонтирована соответствующая присоединенная форма.
В соответствии с четвертым аспектом настоящего изобретения разработан способ формирования нагнетаемой подушки, предназначенной для использования в литейной машине, включающий в себя следующие операции: i) размещение свернутой в спираль трубки, имеющей закрытый и открытый конец, в форме; ii) заливку жидкости в форму с тем, чтобы окружить свернутую в спираль трубку; и iii) обеспечение возможности затвердевания жидкости с тем, чтобы образовать упругую оболочку, окружающую трубку, при этом текучая среда может быть введена в трубку через ее открытый конец после того, как только подушка подвергнется отверждению, с тем, чтобы вызвать расширение подушки.
Далее описаны приведенные в качестве примера варианты осуществления, которые приведены только в качестве примера, со ссылкой на сопровождающие чертежи, на которых:
фиг.1 представляет собой выполненное с частичным разрезом перспективное изображение унитаза с "коробчатым ободом" (box rim), изготовленного с использованием способа по известному уровню техники;
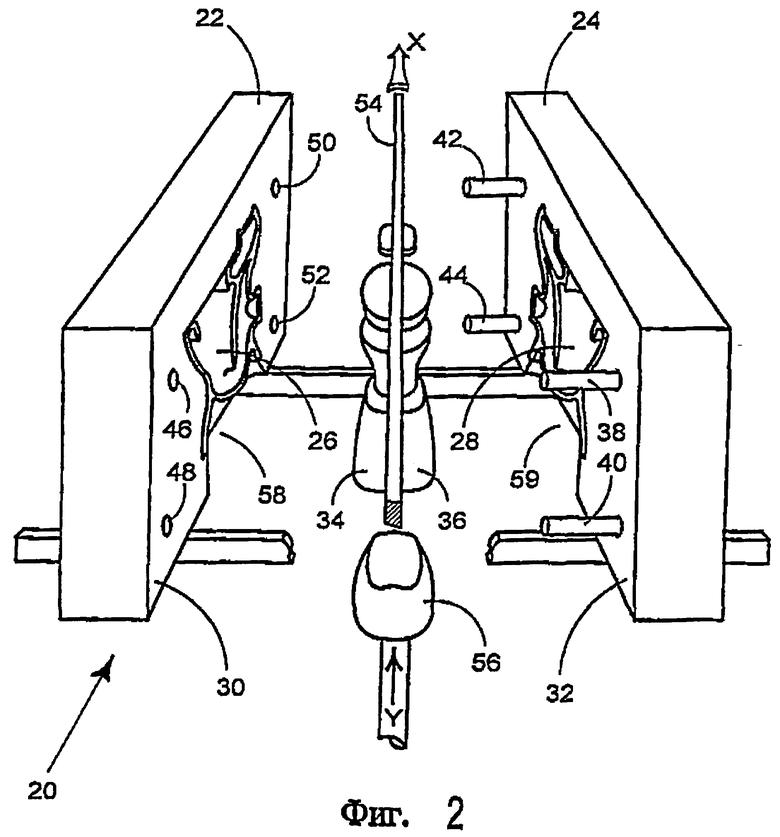
фиг.2 представляет собой перспективное изображение устройства для литья в соответствии с одним вариантом осуществления настоящего изобретения;
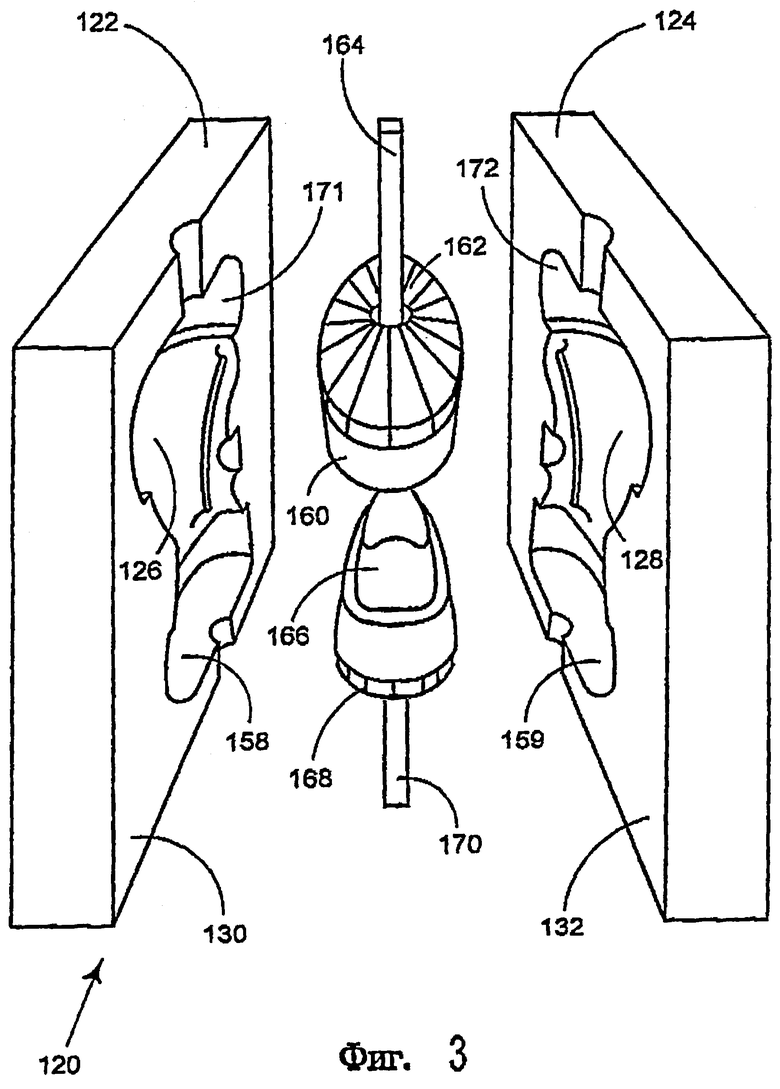
фиг.3 представляет собой перспективное изображение устройства для литья в соответствии со вторым вариантом осуществления настоящего изобретения;
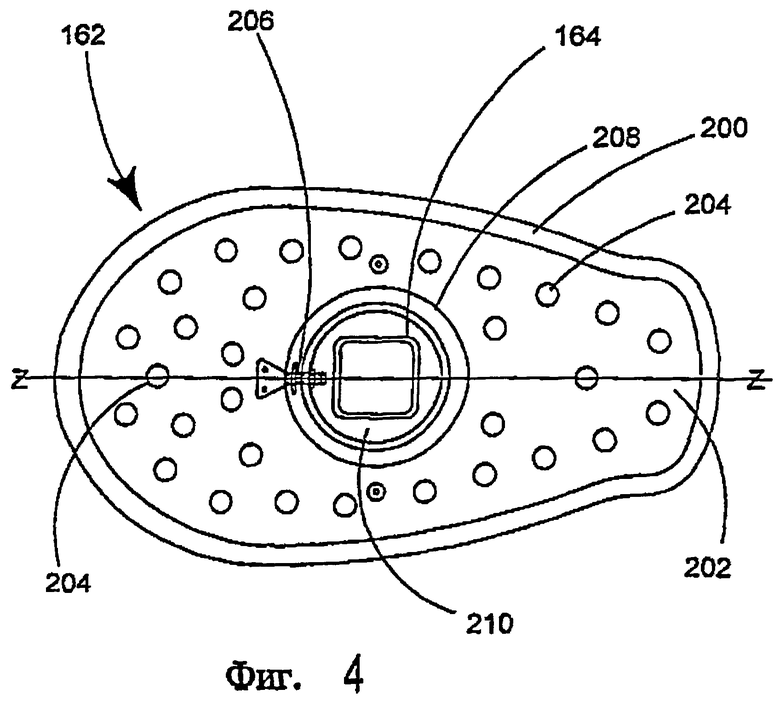
фиг.4 представляет собой горизонтальное сечение узла нагнетаемой подушки по второму варианту осуществления изобретения;
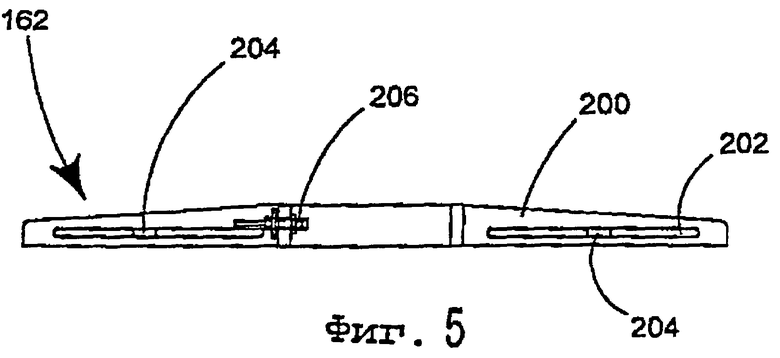
фиг.5 представляет собой сечение нагнетаемой подушки по фиг.4, выполненное по оси Z-Z.
Как показано на фиг.1, обычной практикой является изготовление американских унитазов 10 с "коробчатым ободом" путем отливки обода 12 отдельно от нижней части унитаза 16. Затем две части соединяют вместе после их изготовления путем смачивания поверхностей, подлежащих прилипанию друг к другу, глиняным шликером и путем ввода их в контакт друг с другом с поджимом, в результате чего образуется соединение 14. Части скрепляются для образования одного изделия, которое может быть подвергнуто сушке, обжигу и глазурованию путем использования известных способов. При использовании способов по известному уровню техники сложно и, следовательно, дорого изготавливать унитазы с "коробчатым ободом" в виде одной детали.
Как показано на фиг.2, две охватывающие формы 22, 24, образующие часть устройства 20 для литья под давлением, установлены на машине для литья под давлением (непоказанной) таким образом, что полости 26, 28 обращены друг к другу. Предпочтительно формы 22, 24 подвешены на литейной машине и установлены с возможностью плавного смещения в направлении, по существу перпендикулярном сопрягаемым поверхностям 30, 32 (известном как ось машины). Тем не менее предусмотрено, что другие схемы установки и крепления могут быть использованы в рамках объема изобретения.
Охватываемые формы 34, 36 установлены вплотную друг к другу между охватывающими формами 22, 24. Охватываемые формы 34, 36 предпочтительно подвешены на литейной машине посредством направляющей балки 54 и могут быть смещены в плоскости, по существу перпендикулярной оси машины. Вышеописанная конструкция может быть закрыта для образования полости, соответствующей половине унитаза, между каждой парой охватываемой и охватывающей форм 22, 34 и 24, 36.
В данном варианте осуществления четыре позиционирующих штифта 38, 40, 42, 44 проходят от одной охватывающей формы 24 мимо охватываемых форм 34, 36 в соответствующие втулки, вставленные в другую охватывающую форму 22. В альтернативных вариантах осуществления могут быть использованы другие позиционирующие средства, такие, как выступы и выемки. За счет этого формы можно неоднократно удерживать в положении, при котором они выставлены друг относительно друга в закрытом состоянии.
Охватывающие формы 22, 24 закрывают и зажимают путем использования любого пригодного способа, известного в данной области техники. Вводят под давлением шликер (непоказанный) и две части, образующие половины унитаза, отливают между охватываемыми и охватывающими формами за счет того, что обеспечивают возможность просачивания жидкости, содержащейся в шликере, через поры, предусмотренные в формах. Некоторые участки частей оказываются отлитыми между двумя поверхностями форм (сплошная отливка), а другие участки оказываются отлитыми только у одной поверхности форм (полая отливка) в зависимости от деталей конкретной геометрической формы, которая должна быть получена.
После обезвоживания шликера в достаточной степени и завершения процесса литья сжатый воздух вводят в структуру охватываемых форм 34, 36, и части (непоказанные) отделяют от охватываемых форм. Охватывающие формы 22, 24 смещают вдоль оси машины, при этом каждая из охватывающих форм 22, 24 содержит часть (непоказанную), представляющую собой половину унитаза. В этот момент охватываемые формы 34, 36 смещают в направлении Х вдоль направляющей балки 54 в сторону от оси машины.
Предусмотрено, что более одного устройства 20 для литья под давлением может быть установлено на машине с целью увеличения ее производительности и что охватываемые формы 34, 36 каждого устройства должны быть извлечены из охватывающих форм до указанной стадии.
После этого охватывающие формы 22, 24 снова зажимают вместе, используя пригодное средство, такое как гидроцилиндр (непоказанный). Позиционирующие штифты 38, 40, 42, 44 гарантируют то, что формы 22, 24 будут совмещены друг с другом, по существу в выставленном друг относительно друга положении. К обеим формам 22, 24 прикладывают небольшое усилие зажима, заставляющее половины унитаза прилипать друг к другу. При необходимости адгезия половин унитаза может быть усилена за счет покрытия сопрягаемой поверхности одной или обеих половин шликером.
Как только охватываемые формы 34, 36 будут извлечены и две охватывающие формы 22, 24 будут снова зажаты, предпочтительно создается полость 58 непосредственно под унитазом. Приспособление 58, изготовленное из пригодного абсорбирующего материала, например гипса или из абсорбирующего гидрофильного материала, предпочтительно вводят в эту полость 58 снизу в направлении, обозначенном стрелкой Y, для того чтобы создать опору для соединенного унитаза.
Затем необходимо только ввести сжатый воздух в каждую охватывающую полуформу 22, 24, тем самым отделяя соединенный унитаз от формы и оставляя его опирающимся на приспособление 56. Впоследствии приспособление может быть извлечено путем использования соответствующего механического устройства (непоказанного) для получения готового унитаза.
При необходимости можно использовать ручную мокрую обработку с применением губки для получения законченного унитаза, который готов для сушки, глазурования и обжига с использованием способов, известных в данной области техники.
Множество типов "чашеобразных" или других сложных керамических изделий могут быть изготовлены путем разделения их в вертикальном направлении на две части и соединения частей вместе для образования стандартного унитаза. Описанные выше устройство и способ обеспечивают автоматическое позиционирование (выставление) "половин" и позволяют прикладывать определенное сжимающее усилие для обеспечения точного регулирования образования соединения между двумя частями.
Одно особое преимущество данного способа заключается в том, что поскольку охватываемую форму отделяют и отводят в сторону от оси машины, можно отливать половину унитаза без изготовления отдельного коробчатого обода. Направление отделения форм естественным образом обеспечивает образование замкнутой коробчатой конструкции.
Некоторые конструкции унитазов требуют наличия более сложного заднего выходного канала, который может быть отлит путем вставки дополнительной детали в выемку, предусмотренную в охватывающих формах, и зажима ее в заданном положении.
В то время как изготовление стандартного "унитаза" в виде одной детали обязательно требует использования, по меньшей мере, четырех частей формы, на фиг.3 проиллюстрированы устройство 120 и способ, при которых не все из четырех частей закрывают с помощью внешнего "механического" зажима. Устройство может быть смонтировано на обычной, одноосной литейной машине с одной верхней балкой. Обычно множество таких устройств расположены последовательно на такой машине, так что некоторое количество унитазов можно отливать одновременно.
Охватывающие формы 122, 124 установлены внутри соответствующих корпусов форм (непоказанных) и выполнены с полостями 171, 172, 158, 159, в которые могут быть вставлены верхняя охватываемая форма 160 и нижняя охватываемая форма 166. Корпуса предусмотрены с целью придания необходимой прочности охватывающим формам с тем, чтобы они выдерживали усилия, создаваемые находящимся под давлением шликером в процессе литья. Верхняя и нижняя формы 160, 166 выполнены с возможностью образования хорошего уплотнения с соответствующими местами контакта на боковых формах и предназначены для образования соответственно обода и полого основания унитаза. Следует понимать, что в альтернативных вариантах осуществления могут быть предусмотрены одна или более аналогичных охватываемых форм для образования полых или "входящих" частей других керамических изделий.
В предпочтительном варианте осуществления внутренние зажимные средства также установлены внутри соответствующих полостей 158, 159 и 171, 172 и предпочтительно находятся в контакте соответственно с верхней поверхностью верхней охватываемой формы 160 и с нижней поверхностью нижней охватываемой формы 166. Предпочтительно через них проходят опорные трубы 164 и 170.
В своем простейшем варианте зажимное средство может представлять собой кольцевое уплотнение (непоказанное), выполненное из резины или аналогичного пригодного упругого материала, которое предпочтительно прикреплено к периферии верхней/нижней поверхности соответствующей охватываемой формы 160, 166. Когда охватываемые формы удерживаются внутри охватывающих форм 122, 124, кольцевое уплотнение служит для передачи усилия, созданного находящимся под давлением шликером, на соответствующую часть охватывающих форм 122, 124, в результате чего усилие сдерживается формами, а не передается на опорную каретку литейной машины.
Как показано, в частности, на фиг.4 и 5, в предпочтительном варианте осуществления зажимное средство содержит нагнетаемые подушки 162 и 168. Каждую подушку изготавливают, используя по существу идентичный способ. Поэтому более подробно будет описан только способ изготовления подушки 162. Подушка 162 содержит листообразный сердечник 202, предпочтительно изготовленный или из жесткого или из гибкого пластика, предпочтительно из непластифицированного поливинилхлорида или полиэтилена, имеющего относительно большое центральное отверстие 208 и множество выполненных в этом материале отверстий 204 с относительно меньшими размерами.
Сердечник 202 помещают в форму (непоказанную) для изготовления подушки. Соединитель 206, предназначенный для ввода текучей среды, закреплен в заданном месте на периферии центрального отверстия 208. Материал заливают вокруг сердечника и впоследствии дают ему возможность отвердеть с тем, чтобы образовать оболочку 200, которая охватывает сердечник со всех сторон и обладает упругими свойствами и большим относительным удлинением. Материалом, обладающим соответствующими свойствами, является резина. Форме для изготовления подушки предпочтительно придают такую геометрическую форму, чтобы она соответствовала контуру поверхности охватываемой формы 160, 166, в контакте с которой она в конце концов будет установлена, а также в ней предусматривают центральное отверстие 210 для размещения опорных труб 164, 170, которые соединяются с соответствующей охватываемой формой.
После отверждения материалы оболочки 200 и сердечника 202 не прилипают друг к другу, и входной соединитель 206 размещают так, чтобы он был расположен у поверхности контакта сердечника 202 и оболочки 200. Следовательно, как только текучая среда будет введена под давлением в подушку через входной соединитель 206, эта текучая среда обеспечит отделение оболочки от сердечника, вызывая расширение подушки по одной оси. Чрезмерное смещение в процессе манипулирования предотвращается за счет наличия резинового материала, который заполняет отверстия 204 меньшего размера, тем самым соединяя две поверхности оболочки 200 и удерживая их на заранее заданном расстоянии друг от друга.
За счет использования зажимного средства, которое может расширяться для создания "активно" действующего усилия зажима, которое противодействует давлению глиняного шликера, можно с большей точностью обеспечить допуски в готовом унитазе. Кроме того, извлечение из формы может быть выполнено с большей легкостью, поскольку можно обеспечить сброс давления в нагнетаемых подушках 162, 168 перед отделением охватывающих форм. Это приводит к уменьшению фрикционного сопротивления охватывающих форм во время отделения, которое в противном случае было бы создано за счет усилия зажима, обеспечиваемого прижимными подушками.
Путем регулирования твердости упругого материала и/или расстояния между отверстиями 204 можно изменять степень расширения и, следовательно, усилие, приложенное локально со стороны нагнетаемых подушек 162 и 168 в ограниченном пространстве. В альтернативных вариантах осуществления каждая подушка разделена на две или более камер, которые могут подвергаться повышению давления независимо друг от друга.
В альтернативном варианте осуществления (непоказанном) прижимная подушка может быть изготовлена путем сматывания в спираль отрезка растяжимой упругой трубки, который закрыт на одном конце, с образованием по существу плоской спирали. Затем спираль предпочтительно размещают в форме, соответствующей конечной заданной геометрической форме подушки. Затем вокруг спирали заливают такой материал как резину, обладающую соответствующей растяжимостью. Как только материл будет отвержден, текучая среда может быть введена под давлением в свернутую в спираль трубку, что заставляет подушку расширяться по существу по одной оси. Как и в предыдущем варианте осуществления, в подушке предпочтительно выполнено отверстие, предназначенное для того, чтобы обеспечить возможность прохода опорной трубы 164, 170 через него. В одной разновидности данного варианта осуществления свернутая в спираль трубка может быть заменена упругой оболочкой или упругим мешком (не показан).
Предусмотрено, что в других вариантах осуществления могут быть использованы другие внутренние зажимные средства, например гидравлические "диски", пьезоэлектрические устройства или другие известные устройства, которые могут создавать большое усилие, действующее по одной оси на сравнительно большой площади.
Показанные на фиг.3 охватывающие формы 122, 124 закрывают, например, под действием гидроцилиндра, смонтированного на задней бабке обычной одноосной литейной машины (непоказанной), при этом охватываемые формы 160 и 166 находятся между ними. Сжатие охватываемых форм предпочтительно регулируют с помощью прокладок, винтовых домкратов или других средств (непоказанных), которые обеспечивают возможность изменения расстояния между поверхностями контакта.
Как только будет обеспечен зажим по этой первой оси, давление в верхней и нижней подушках повышают путем использования текучей среды (жидкости или газа). В предпочтительном варианте осуществления использована жидкость под давлением, такая как вода, разбавленный водой гликоль, масло для гидравлических систем или любое пригодное вещество, которое не разрушает материал подушки. Повышение давления приводит к тому, что в ограниченном пространстве между охватывающими формами и соответствующей стенкой формы создается усилие, обеспечивающее зажим по второй оси (то есть по существу перпендикулярно направлению машины). Как рассмотрено выше, предпочтительно обеспечить "активное" приложение усилия к верхней и нижней форме с тем, чтобы противодействовать силам, создаваемым за счет повышенного давления глиняного шликера внутри полости формы.
Опорные трубы 164, 170 также предпочтительно служат в качестве каналов, обеспечивающих возможность поступления текучей среды в подушки 162 и 168, и в качестве каналов, подведенных к верхней и нижней формам с целью обеспечения отвода воды, которая просочилась сквозь формы во время процесса литья, а также они служат для обеспечения ввода сжатого воздуха с целью извлечения из формы, как описано ниже.
Внутренняя зажимная конструкция гарантирует то, что все усилия зажима "воспринимаются" внутри корпусов форм, а не передаются каретке, на которой смонтировано устройство. В свою очередь, это означает, что каретка не обязательно должна иметь такую конструкцию повышенной прочности, как в устройствах по известному уровню техники.
В особо предпочтительном варианте осуществления используется система управления (непоказанная), которая обеспечивает изменение усилия зажима, приложенного со стороны нагнетаемых подушек 162, 168, в ответ на изменения давления шликера внутри полости формы в течение всего времени литья. Это позволяет уменьшить нагрузки, действующие на формы, и улучшить контроль размеров готового изделия.
Как только будет обеспечен зажим по обеим осям, оставшиеся полости форм заполняют шликером, и происходит отливка. После обезвоживания и затвердевания давление в верхней и нижней подушках 162 и 168 сбрасывают, и одну из охватывающих форм 122 отсоединяют путем нагнетания сжатого воздуха в ее полости. После этого оставшуюся охватывающую форму 124 отсоединяют, используя тот же способ.
После этого готовый унитаз (непоказанный) оказывается подвешенным между верхней и нижней охватываемыми формами 160 и 166.
В предпочтительном варианте осуществления приспособление (непоказанное) смещают в заданное положение рукой или путем использования наружной руки робота, предназначенной для извлечения из формы, так, чтобы захватить отлитый унитаз. После этого верхняя форма 160 может быть отсоединена от унитаза путем нагнетания сжатого воздуха или другой пригодной текучей среды, как было указано выше, и может быть затем извлечена из изделия. После этого отлитую деталь предпочтительно поднимают, используя приспособление, и предпочтительно одновременно освобождают от нижней формы 166.
В предпочтительном варианте осуществления верхнюю и нижнюю формы удерживают на по существу С-образной раме, которая имеет такую конструкцию, которая позволяет поворачивать одну ее часть относительно другой, чтобы тем самым обеспечить возможность извлечения из формы.
После этого унитаз можно извлечь из устройства 120 для литья для выполнения операций отделки, обжига и глазурования.
Верхнюю и нижнюю формы 160, 166 смещают обратно в их заданные рабочие положения, и боковые (охватывающие) формы 122, 124 закрывают с целью возврата устройства 120 в его исходное положение, после чего цикл литья под давлением может быть повторен.
Если требуются унитазы с коробчатым ободом типа, показанных на фиг.1, унитаз 10 может быть изготовлен из двух частей. Нижняя часть 16 унитаза может быть изготовлена с помощью описанных выше устройства и способа, а ободочная часть 12 - путем использования известного способа. Затем две части могут быть "склеены" вместе по линии 14, используя жидкий шликер.
Некоторые типы унитазов имеют заднее сливное выходное отверстие, что требует наличия дополнительной оси зажима при их изготовлении. Вышеописанное устройство может быть приспособлено для этого за счет того, что оно будет иметь на С-образной раме дополнительную охватываемую форму, предпочтительно предусмотренную с дополнительной связанной с ней нагнетаемой подушкой и предназначенную для образования сливного выходного отверстия по этой третьей оси. При использовании охватываемая форма расположена между двумя дополнительными охватывающими формами, чтобы силы, создаваемые глиняным шликером, сформировались внутри корпусов форм.
Для начала нового цикла литья под давлением можно приводить в действие несколько комплектов устройств для литья на одной и той же машине, при этом данные устройства расположены таким образом, что можно одновременно отливать множество унитазов и извлекать их из форм последовательно или одновременно.
Следует понимать, что термины "верхняя" и "нижняя" использованы только для простоты описания и что ориентацию охватываемых форм и зажимных средств друг относительно друга можно изменять так, как требуется. Кроме того, в некоторых вариантах осуществления зажим не обязательно будет происходить внутри самой полости формы, но будет осуществлен за счет использования других пригодных средств, которые обеспечивают возможность сдерживания сил внутри корпуса формы.
Данное изобретение относится к устройству и способу литья керамических изделий, таких как унитазы, которые требуют литейных форм, например, с более чем двумя частями. Техническим результатом является преодоление или, по меньшей мере, частичное устранение проблем, характерных для известного уровня техники. Описано устройство для изготовления керамических изделий, содержащее две наружные охватывающие формы, имеющие взаимодействующие сопрягаемые поверхности, и охватываемую форму, выполненную с возможностью размещения, при использовании между охватывающими формами, при этом охватывающие формы выполнены с возможностью относительного смещения их в направлении, по существу перпендикулярном плоскости сопрягаемых поверхностей, в результате чего обеспечивается возможность образования уплотнения между охватывающими формами и охватываемой формой, отливки двух соответствующих частей изделия, удаления охватываемой формы и соединения двух частей. 3 н. и 23 з.п. ф-лы, 5 ил.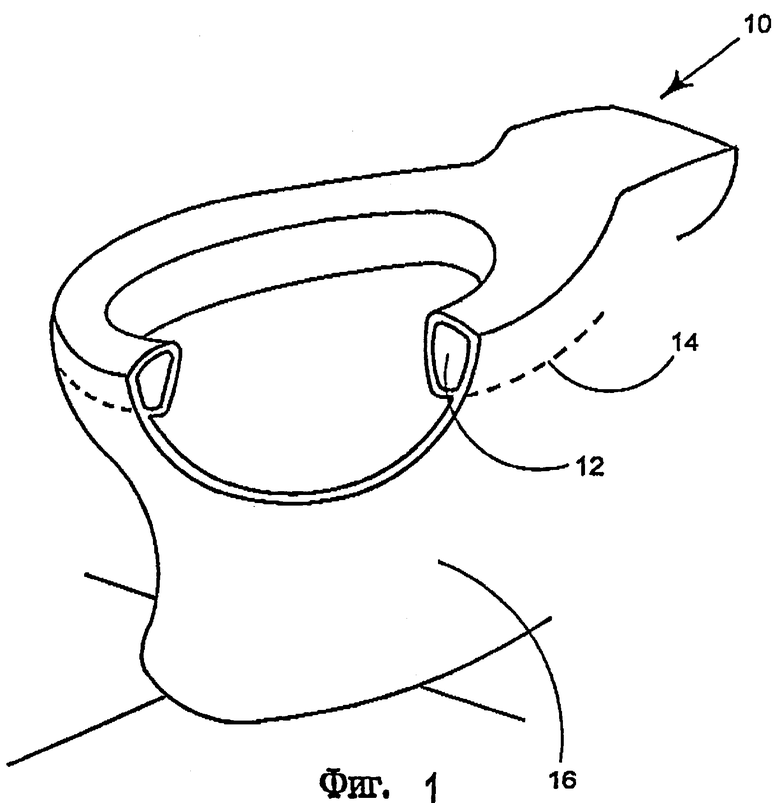
i) вставляют охватываемую форму в огражденное пространство, образованное двумя охватывающими формами, расположенными внутри соответствующих корпусов форм;
ii) зажимают охватываемую форму таким образом, чтобы обеспечить сопротивление повышенному давлению глиняного шликера, при этом охватываемая форма вставлена таким образом, чтобы обеспечить сдерживание сил, действующих со стороны шликера, внутри корпусов форм;
iii) вводят глиняный шликер под давлением с тем, чтобы отлить изделие;
iv) извлекают охватываемую форму из охватывающих форм.
Приоритет по пунктам:
| "Установка для литья санитарно- КЕРАМичЕСКиХ издЕлий | 1979 |
|
SU829432A1 |

