Область техники
Настоящее изобретение относится к способу литья под высоким давлением санитарно-технических керамических изделий.
Более конкретно, изобретение описывает улучшения способа, используемого в настоящее время для литья сантехнических керамических изделий под высоким давлением с использованием литейных форм из пористой смолы, состоящих из двух или более частей.
Изобретение относится также к литейной машине высокого давления для изготовления сантехнических керамических изделий. По сравнению с предшествующим уровнем техники машина имеет ряд модификаций, которые делают ее пригодной для осуществления способа согласно изобретению.
Предпосылки создания изобретения
В документе US 5.083.911 описывается способ литья под высоким давлением для изготовления сантехнических керамических изделий. Также подобный способ известен из US 5741388.
Диаграмма на фиг.1 показывает типичный пример графика давление/время в форме для литья под давлением. Более конкретно, способ согласно уровню техники включает следующие этапы, описанные ниже.
Части формы, или форм в случае машины с двумя или несколькими формами, закрывают и скрепляют друг с другом.
Другими словами, имеется этап закрытия форм, выполняемые на нем операции и занимаемое время зависят от типа установки (литейного стенда) и числа установленных форм.
Во время данного этапа давление не меняется и остается на уровне атмосферного давления.
За этапом закрытия формы следует этап промывки питательной трубы, ведущей в форму, новой керамической смесью. Смесь будет называться далее как "шликер".
Шликер предназначен для того, чтобы циркулировать внутри главной питательной трубы так, чтобы удалить любые загрязнения и кондиционировать саму трубу перед заполнением формы шликером.
Далее закрывают выпускной клапан и заполняют форму новым шликером. В то же самое время шликер также поступает в нагнетающее устройство, соединенное с трубой подачи шликера.
Во время данного этапа происходит повышение давления, представленное первым участком 1-1а на графике время/давление.
За этим следует первый этап формирования толщины сантехнического керамического изделия. На данном этапе стенки изделия наращивают толщину, при этом давление возрастает до заранее установленного уровня и в течение промежутка времени, соответствующего участку 1а-2 на графике давление/время.
Давление, приложенное к шликеру нагнетающим устройством, заставляет воду шликера проходить через поры формы и отводиться через проходы, специально образованные в форме. Данные проходы могут быть соединены с источником вакуума так, чтобы облегчить отвод воды из формы за счет эффекта всасывания.
Таким образом, образуется слой керамического материала, который осаждается и прилипает к внутренним стенкам формы, и начинается образование сантехнического изделия.
Далее следует второй этап формирования толщины сантехнического изделия при постоянном давлении в течение промежутка времени, соответствующего участку 2-3 графика фиг.1.
Когда керамический материал образовал слой предусмотренной толщины внутри формы, нагнетающее устройство отключают, данный этап соответствует участку 3-4 графика фиг.1.
Далее открывают выпускной клапан и открывают также клапан сжатого воздуха так, чтобы продуть сильную струю сжатого воздуха через изделие для того, чтобы вытеснить избыток шликера через дренажную трубу.
Данный этап представлен участками 4-5-6-7 на графике фиг.1, которые показывают промежуточное повышение давления, вызванное противодавлением, созданным выгружаемым избыточным шликером.
Далее, когда весь избыток шликера выгружен, выпускной клапан закрывают и вводят сжатый воздух, чтобы вновь создать давление на изделие.
Далее происходит первый этап уплотнения по толщине стенки сантехнического изделия путем повышения давления сжатого воздуха в течение промежутка времени, соответствующего участку 7-8 графика на фиг.1.
Затем следует второй этап уплотнения по толщине стенки сантехнического изделия путем нагнетания сжатого воздуха при постоянном давлении в течение промежутка времени, соответствующего участку 8-9 графика на фиг.1.
Затем изделие подвергают этапу декомпрессии: давление воздуха снижают от максимальной величины при уплотнении до величины, практически равной атмосферному давлению, что соответствует участку 9-10 графика фиг.1.
Последними этапами способа являются открытие формы (или форм в случае машины с двумя или несколькими формами) и извлечение изделия из формы.
Время и выполняемые операции при осуществлении этапов открытия формы и извлечения из формы зависят от типа установки (литейного стенда) и числа установленных форм, как и для этапа закрытия форм в начале способа литья, описанного выше.
Способ литья согласно уровню техники включает несколько этапов, при которых сантехническое изделие подвергают резким изменениям давления, а именно повышению и понижению. Пульсации, вызываемые такими изменениями давления в форме и в формируемом изделии, могут привести к затруднениям.
Эффективность форм из смолы может быть серьезно снижена главным образом за счет растрескивания самой формы или забивки открытых пор, которые управляют процессом фильтрации.
Повторяющееся напряжение, вызываемое пульсацией давления, таким образом приводит к повреждению не только самих форм, но также и отливаемых изделий в формах.
Другим недостатком, напрямую связанным с возникающим напряжением в сантехнических изделиях, является ограничение, которое накладывается на проектирование самих изделий, то есть на их геометрию и форму (толщина, радиус кривизны, переход от неограниченной к ограниченной толщине).
Кроме того, максимальное давление литья не может превышать определенные пределы так, чтобы избежать создания избыточного растяжения и усталостных циклов в формах и сантехнических изделиях.
Это также означает, что скорость литья не может быть дополнительно увеличена и потому производительность литейной машины остается относительно низкой.
Сущность изобретения
Одним объектом настоящего изобретения является усовершенствованный способ литья под высоким давлением для изготовления керамических сантехнических изделий, который делает возможным понизить или устранить пульсацию давления, воздействующего на формы и сантехнические изделия.
Другим объектом изобретения является способ литья под давлением для изготовления керамических сантехнических изделий, который делает возможным снижение производственного времени.
Соответственно одному своему аспекту настоящее изобретение предлагает способ литья под высоким давлением для изготовления керамических сантехнических изделий, как он определен в п.1 формулы изобретения.
Еще одним объектом изобретения является усовершенствованное литейное устройство для литья под высоким давлением для изготовления керамических сантехнических изделий, в котором пульсация давления во время циклов литья полностью устранена или значительно погашена.
Соответственно другому своему аспекту настоящее изобретение предлагает устройство для литья под давлением для изготовления керамических сантехнических изделий, как оно определено в п.6 формулы изобретения.
Зависимые пункты описывают предпочтительные осуществления изобретения.
Краткое описание чертежей
Предпочтительные осуществления изобретения далее описываются в качестве не ограничивающих примеров, со ссылкой на сопровождающие чертежи, на которых:
Фиг.1 является графиком, представляющим изменение давления во времени внутри формы устройства для литья под высоким давлением согласно уровню техники;
Фиг.2 является схематическим изображением устройства для литья под высоким давлением согласно изобретению;
Фиг.3 является графиком, представляющим изменение давления во времени внутри формы устройства для литья под высоким давлением во время цикла литья согласно уровню техники в сравнении с двумя различными циклами литья согласно изобретению; и
Фиг.4 является видом в разрезе части устройства для литья под высоким давлением согласно изобретению.
Подробное описание предпочтительных осуществлений изобретения
Со ссылкой на сопутствующие чертежи устройство для литья под высоким давлением 11 согласно изобретению включает форму 12, состоящую по меньшей мере из двух частей. Форма 12 образует внутри полость 13, внутри которой формируется сантехническое изделие 14.
В показанном примере устройство имеет одну единственную форму, но должно быть понятно, что настоящее изобретение может быть применено к устройствам с несколькими формами без существенного изменения литейного устройства или способа.
Полость 13 в форме 12 соединена первой трубой 15 с источником сжатого воздуха (не показан) и второй трубой 16 с источником 17 шликера. Через ответвление 18 второй трубы 16 избыточный шликер может быть выведен в выпускное устройство 19, описанное ниже более подробно.
Труба 16 соединена также с нагнетающим устройством 20, соединенным третьей трубой 21 с источником давления (не показан).
Известным образом нагнетающее устройство 20 подводит давление к полости 13 формы 12.
Выпускное устройство 19 включает, во-первых, полностью открываемый клапан 22 и, во-вторых, калиброванный клапан 23, причем каждый из клапанов 22 и 23 соединен с соответствующей емкостью.
Конструкция калиброванного клапана 23 показана на фиг.4 и включает задвижку 24 с обычным приводом, которая помещает выход из клапана 23, соединенного с ответвлением 18, в соединение с калиброванной трубой 25.
Более конкретно, труба 25 имеет отрезок длины "L", диаметр которого "D" таков, что предлагает постоянное заранее определенное сопротивление проходу шликера. Предпочтительно труба 25 является съемной и изготовлена из эластомерного материала так, чтобы лучше сопротивляться истиранию при прохождении шликера.
В частности, конструкция клапана 23 дает возможность поддерживать давление внутри полости 13 на уровне выше атмосферного давления. Получаемое давление является функцией давления внутри полости 13 и размеров "L" и "D" трубы 25.
Как показано на фиг.2, устройство 11 включает запорные вентили 26, 27 для прерывания потока сжатого воздуха и ряд вентилей 28, 29 и 30 на трубах, через которые проходит шликер. Кроме того, форма 12 и нагнетающее устройство 20 оборудованы соответствующими манометрами 31, 32.
Запорные вентили сжатого 26, 27 воздуха, вентили 28, 29 и 30 на трубе шликера, манометры 31, 32, и, в особенности, выпускное устройство 19, которое включает, во-первых, клапан 22 полного открытия и, во-вторых, калиброванный клапан 23, соединены с блоком 33, который управляет циклом изготовления сантехнического изделия.
Конструкция клапана 23 и режимы работы, управляемые блоком 33 управления, дают возможность осуществить производственный цикл без изменения давления между одним и другим этапами.
Два осуществления способа литья под высоким давлением согласно изобретению представлены на фиг.3 и сравнены с циклом согласно уровню техники, представленным на фиг.1.
Новые циклы согласно изобретению различаются операциями, которые осуществляются на этапах отвода и уплотнения.
В цикле согласно уровню техники за этапом формирования толщины следует этап декомпрессии устройства до величины давления, которое почти равно давлению, при котором осуществляют следующий этап отвода (2-3 атм). Разность давлений составляет приблизительно 70-80% от величины максимального давления литья.
Во время этапа отвода в устройстве происходит дополнительное изменение давления, либо подъем, либо падение.
По окончании этапа отвода избыточного шликера, при котором обычно давление падает до значений, приближающихся к нулю, устройство вновь создает давление в форме так, чтобы можно было осуществить этап уплотнения.
После уплотнения формы полностью декомпрессируют перед их открытием.
В первом осуществлении способа согласно изобретению (цикл "А") устройство поддерживают под давлением, которое практически равно максимальному давлению при литье (12-13 атм) даже во время этапов отвода избыточного шликера и уплотнения. Это достигается путем использования нового типа калиброванного клапана 23, который предотвращает падение давления в полости 13 формы 12 и в то же время позволяет отводить избыточный шликер.
Систему не декомпрессируют полностью до момента перед самым открытием форм.
Во втором осуществлении (цикл типа "В") имеется небольшое понижение давления в конце этапа формирования толщины.
Тем не менее, давление снижается в меньшей степени, чем в цикле, согласно уровню техники, и, более того, поддерживается на постоянном уровне во время этапов отвода избыточного шликера и уплотнения до момента перед самым открытием форм.
Ниже приведены две таблицы, показывающие пример цикла литья согласно уровню техники и пример нового цикла литья согласно изобретению.
Интервалы времени и диапазоны давления для разных этапов в каждом цикле существенно зависят от следующих характеристик: тип используемого литейного стенда, тип изготавливаемого сантехнического изделия, число установленных форм и технологические свойства применяемого шликера.
шликером
Этапы, обозначенные курсивом в таблицах, являются этапами, которые были модифицированы при переходе от цикла литья согласно уровню техники к новому циклу литья.
Изобретение обеспечивает важные преимущества, которые перечислены ниже:
а) Более короткий цикл литья. Уменьшение времени может быть определено как приблизительно 3-4 минуты (на существующих литейных машинах) в зависимости от типа используемого литейного стенда и шликера и от типа изготавливаемого изделия. Выраженное в процентах уменьшение времени цикла составляет 10-20%. Как известно, время цикла обратно пропорционально производительности литейного устройства, что означает, что новый цикл согласно изобретению повышает производительность литейного устройства.
b) Более длительный срок работы формы. Эффективность формы из смолы может быть серьезно понижена, главным образом, за счет растрескивания самой формы или забивки открытых пор, которые контролируют процесс фильтрации. Новый способ литья значительно уменьшает пульсацию давления, которой подвергается форма во время работы. Это уменьшает механическое напряжение, вызываемое повторяющееся сжатие и растяжение, уменьшая в результате повреждение формы из смолы.
c) Меньшее растягивающее напряжение сантехнического изделия во время цикла литья. По той же причине заготовки подвергаются меньшему растягивающему напряжению, уменьшая таким образом число отбраковываемых изделий.
d) Прямым следствием предшествующего пункта является большая степень свободы проектирования изделий сантехники. Известно, что литье под давлением заставляет сантехническое изделие аккумулировать напряжение, что должно быть принято во внимание при проектировании сантехнического изделия и что накладывает значительные ограничения на геометрические размеры и форму разрабатываемых изделий (толщину, радиус кривизны, переход от свободной к ограниченной толщине).
e) Пониженное накопление напряжений в изготавливаемом изделии означает, что проектировщики более свободны в выборе геометрии и внешнего вида сантехнических изделий, которые они разрабатывают.
f) Преимущество, перечисленное в пункте с), делает также возможным увеличить максимальное давление литья, используемое при изготовлении сантехнического изделия, в настоящее время ограниченное примерно 12-13 атм. Это уменьшает время цикла и тем самым увеличивает производительность литейной машины.
Изобретение, как оно описано выше, может быть модифицировано и адаптировано без отклонения от объема и идеи изобретения, как они описаны в формуле изобретения.
Более того, все детали изобретения могут быть заменены технически эквивалентными элементами.
Список условных обозначений
0-10 Точки на графике давление/время
11 Литейная машина высокого давления
12 Форма
13 Полость формы
14 Сантехническое изделие
15 Первая труба сжатого воздуха
16 Вторая труба шликера
17 Источник шликера
18 Ответвление второй трубы 16
19 Выпускное устройство
20 Нагнетающее устройство
21 Третья труба сжатого воздуха
22 Клапан полного открытия
23 Калиброванный клапан
24 Задвижка
25 Калиброванная труба
26-27 Запорные вентили сжатого воздуха
28-30 Вентили на трубе шликера
31-32 Манометры
33 Блок управления
Изобретение относится к области производства керамических изделий. Способ литья под высоким давлением включает этапы: закрытия формы; промывки труб шликером; заполнения формы шликером; первого формирования толщины сантехнического изделия путем повышения давления с использованием нагнетающего устройства; второго формирования толщины сантехнического изделия при постоянном давлении, создаваемом нагнетающим устройством; отвода неотвержденного избыточного шликера из формы; уплотнения сантехнического изделия посредством подачи сжатого воздуха в форму; декомпрессии формы до тех пор, пока давление в форме не станет практически равным атмосферному давлению; открывания формы; извлечения из формы образованного таким образом сантехнического изделия. Устройство для литья под высоким давлением содержит, по меньшей мере, одну форму, состоящую из, по меньшей мере, двух частей. При этом форма имеет полость, внутри которой формируется сантехническое изделие. Причем полость соединена первой трубой с источником сжатого воздуха и второй трубой с источником шликера. Технический результат заключается в увеличении скорости литья и производительности. 3 н. и 7 з.п. ф-лы, 4 ил, 2 табл.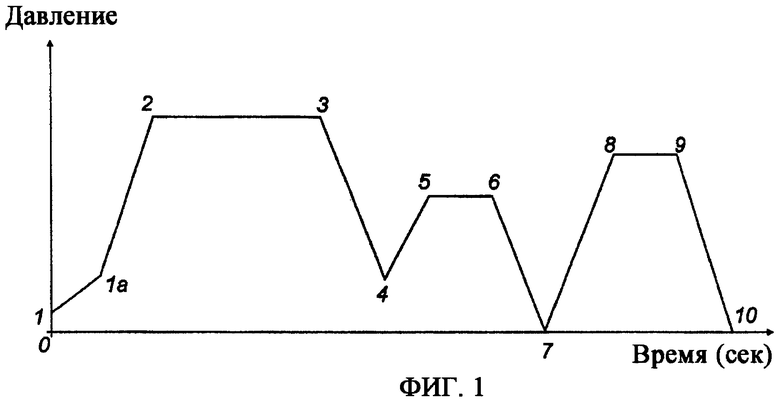
1. Способ литья под высоким давлением в устройстве (11) для изготовления изделий (14) керамической сантехники с использованием керамической смеси или шликера, при котором устройство (11) оборудовано одной или несколькими формами (12), состоящими из, по меньшей мере, двух частей, включающий этапы: закрытия формы (12); промывки труб (16, 18) шликером; заполнения формы (12) шликером; первого формирования толщины сантехнического изделия (14) путем повышения давления с использованием нагнетающего устройства (20); второго формирования толщины сантехнического изделия (14) при постоянном давлении, создаваемом нагнетающим устройством (20); отвода неотвержденного избыточного шликера из формы (12); уплотнения сантехнического изделия (14) посредством подачи сжатого воздуха в форму (12); декомпрессии формы (12) до тех пор, пока давление в форме не станет практически равным атмосферному давлению; открывания формы (12); извлечения из формы образованного таким образом сантехнического изделия (14), отличающийся тем, что второй этап формирования толщины изделия (14), и отвод избыточного шликера из формы (12), а также уплотнение изделия (14) осуществляют при постоянном давлении, равном по величине максимальному давлению на втором этапе формирования толщины изделия.
2. Способ по п.1, отличающийся тем, что величина максимального давления на втором этапе формирования толщины сантехнического изделия (14) находится между 12 и 35 атм.
3. Способ литья под высоким давлением в устройстве (11) для изготовления изделий (14) керамической сантехники с использованием керамической смеси или шликера, при котором устройство (11) оборудовано одной или несколькими формами (12), состоящими из, по меньшей мере, двух частей, включающий этапы: закрытия формы (12); промывки труб (16, 18) шликером; заполнения формы (12) шликером; первого формирования толщины сантехнического изделия (14) путем повышения давления с использованием нагнетающего устройства (20); второго формирования толщины сантехнического изделия (14) при постоянном давлении, создаваемом нагнетающим устройством (20); отвода неотвержденного избыточного шликера из формы (12); уплотнения сантехнического изделия (14) посредством подачи сжатого воздуха в форму (12); декомпрессии формы (12) до тех пор, пока давление в форме не станет практически равным атмосферному давлению; открывания формы (12); извлечения из формы образованного таким образом сантехнического изделия (14), причем отвод избыточного шликера из формы (12) и уплотнение изделия (14) осуществляют при давлении, которое ниже давления, создаваемого на втором этапе формирования толщины изделия, отличающийся тем, что между вторым этапом формирования толщины изделия и уплотнением изделия давление уменьшают без промежуточных стадий до величин, более низких, чем давление на этапе уплотнения сантехнического изделия (14).
4. Способ по п.3, отличающийся тем, что величина максимального давления на втором этапе формирования толщины сантехнического изделия (14) находится между 12 и 35 атм.
5. Способ по п.3, отличающийся тем, что величину максимального давления при отводе и уплотнении сантехнического изделия (14) устанавливают на уровне 75% от максимального давления на втором этапе формирования толщины сантехнического изделия (14).
6. Способ по п.3, отличающийся тем, что величину максимального давления при отводе шликера и уплотнении сантехнического изделия (14) устанавливают между 9 и 27 атм.
7. Устройство для литья под высоким давлением (11) для изготовления изделий (14) сантехнической керамики, содержащее, по меньшей мере, одну форму (12), состоящую из, по меньшей мере, двух частей, при этом форма (12) имеет полость (13), внутри которой формируется сантехническое изделие (14), причем полость (13) соединена первой трубой (15) с источником сжатого воздуха и второй трубой (16) с источником (17) шликера, причем вторая труба (16) соединена с выпускным устройством (19) и с нагнетающим устройством (20), причем устройство дополнительно содержит клапан (22) полного открытия, отличающееся тем, что устройство содержит калиброванный клапан (23), выполненный с возможностью создания постоянного, заранее заданного сопротивления прохождению шликера.
8. Устройство по п.7, отличающееся тем, что калиброванный клапан (23) содержит трубу (25) с отрезком длины L, и диаметром D для создания постоянного заранее заданного сопротивления прохождению шликера.
9. Устройство по п.8, отличающееся тем, что длина L и диаметр D трубы (25) имеют отношение L/D между 10 и 20.
10. Устройство по любому из пп.7-9, отличающееся тем, что клапан (23) содержит заменяемую трубу (25), изготовленную из эластомерного материала.
| US 5741388 А, 21.04.1998 | |||
| US 4207919 А, 17.06.1980 | |||
| Рабочая камера для нагнетания керамического шликера в форму машины для литья под давлением керамических масс | 1961 |
|
SU142177A1 |
| "Установка для литья санитарно- КЕРАМичЕСКиХ издЕлий | 1979 |
|
SU829432A1 |

