Изобретение относится к области радиоэлектронных технологий, а именно к способу ориентирования изделий различной формы, например радиоэлектронных компонентов, при их транспортировании, и может быть использовано в малогабаритных автоматах поверхностного монтажа.
Известен способ ориентирования изделий различной формы при их транспортировании /см. Пат. РФ 2128141 от 09.10.1995 г./, согласно которому сообщают изделию, находящемуся своей поверхностью на поверхности транспортирования, радиальное усилие, для чего поверхности транспортирования сообщают вращательное движение, а радиальное усилие формируют смещенным относительно оси вращения либо в сторону вращения, либо в противоположную сторону, в зависимости от направления транспортирования /прототип/.
Известный прототип имеет технологические возможности, которые заключаются в однозначности ориентирования изделий при ограниченном перемещении его на поверхности, что позволяет использовать его в технологии поверхностного монтажа путем расширения его технологических возможностей.
Технологическим результатом предложенного изобретения является расширение возможностей известного способа путем введения дополнительных операций, в частности, изделия, поданные россыпью на поверхность транспортирования, периодически и пошагово смещают в одном направлении и частично в обратном от центральной части поверхности транспортирования или к ней, при этом обеспечивают спиралевидный один или несколько каналов ориентированного смещения транспортируемых изделий к краю поверхности транспортирования или в обратном направлении, при этом периодическое и последовательное смещение осуществляют жестким, т.е. постоянным воздействием смещенным радиальным усилием на изделие или изделия, плавающим, т.е. дискретным усилием или тем и другим воздействием смещенных радиальных усилий.
Указанный технологический результат достигается следующим способом, согласно которому поверхности транспортирования сообщают вращательное движение, а изделию, находящемуся своей поверхностью на поверхности транспортирования, сообщают сформированное смещенное радиальное усилие, при этом изделия, поданные россыпью на поверхность транспортирования, периодически и пошагово смещают сформированным смещенным радиальным усилием в одном направлении и частично в обратном от центральной части поверхности транспортирования или к ней по одному или нескольким спиралевидным каналам для ориентированного смещения транспортируемых изделий к краю поверхности транспортирования или в обратном направлении, при этом периодическое и пошаговое смещение осуществляют при помощи направляющих, или направляющих, которые приподнимаются, при заданном количестве изделий, или тех и других направляющих.
При этом периодическое пошаговое смещение осуществляют последовательно до величины размера транспортируемого изделия.
При этом на выходе одного или нескольких каналов периодического и пошагового смещения осуществляют контроль ориентирования изделий с импульсным возвратом изделий в зону периодического и пошагового смещения.
При этом подачу изделий на поверхность транспортирования в соответствующих каналах для последующего смещения осуществляют при помощи направляющих, создающих смещенное радиальное усилие на поданную группу изделий.
При этом после ориентирования изделий в канале периодического и пошагового смещения каждое изделие разворачивают на ребро и направляют их в накопительный канал.
При этом на поверхности транспортирования формируют магнитный носитель информации и после подачи соответствующих изделий в соответствующие каналы на зафиксированный магнитный носитель осуществляют соответствующую запись параметров и количества изделий в соответствующих каналах для последующего считывания.
При этом после ориентирования изделий в канале периодического и пошагового смещения формируют непрерывную последовательность изделий на поверхности транспортирования, после чего путем фиксации последующего освобождают предыдущий в непрерывной последовательности изделий и подают его посредством поверхности транспортирования в зону электрического контроля, который осуществляют на поверхности транспортирования.
При этом подачу изделий в зону электрического контроля осуществляют путем смещенного радиального усилия или посредством свободного вращения изделия на поверхности транспортирования.
При этом подачу изделий в зону электрического контроля осуществляют путем принудительного вращения на поверхности транспортирования в направлении, обратном направлению вращения транспортируемой поверхности.
При этом для фиксирования непрерывной последовательности изделий каждое изделие дополнительно поджимают к поверхности транспортирования.
При этом в зоне электрического контроля параметров изделий поверхность транспортирования выполнена проводящей, при этом измерение осуществляют путем подключения контактной системы к изделию и проводящей поверхности с последующим вращением контактной системы в течение времени измерения с последующим возвратом в исходное положение.
При этом перед подачей изделия в зону электрического контроля параметров изделий его дополнительно разворачивают таким образом, что траектория контактов изделий при последующей подаче его соответствовала ориентации контактной системы.
При этом осуществляют подачу двух изделий в зону электрического контроля одновременно по смещенным друг относительно друга траекториям движения на поверхности транспортирования или со смещением по времени на время измерения при контроле.
При этом с выходов накопительных каналов одной или нескольких поверхностей транспортирования изделия посредством дополнительных поверхностей транспортирования переориентируют в дискретно расположенные последовательности изделий, каждая из которых соответствует одной или нескольким строчным последовательностям общего носителя, который смещают в параллельной плоскости по отношению к выходным изделиям дискретно расположенных переориентированных последовательностей изделий, при этом в момент совмещения соответствующих выходных изделий с соответствующими координатами их на общем носителе осуществляют перенос их с последующей фиксацией на общем носителе.
При этом смещение общего носителя осуществляют по линейному или дискретному закону с возможным поперечным гармоническим или возвратно-поступательным движением /дискретным смещением/ в пределах дискретности расположения выходных изделий в переориентированных последовательностях.
При этом перенос, фиксация и процесс переориентирования изделий в дискретно расположенные последовательности осуществляют независимо друг относительно друга.
При этом после окончания монтирования общего носителя изделиями осуществляют соответствующую запись на соответствующем магнитном носителе информации о количестве неиспользованных изделий в соответствующих каналах.
При этом одновременно с общим носителем смещают и магнитный носитель с информацией об архитектуре монтируемых изделий, который предварительно смещают с общим носителем.
При этом смещение общего носителя в очередное положение для очередного переноса изделий на него для фиксации осуществляют путем предварительного считывания информации о параметрах смещения во время предыдущего смещения.
При этом информацию о переносе изделия на общий носитель для фиксации считывают с магнитного носителя во время смещения общего носителя, а перенос и фиксацию изделий осуществляют в момент совмещения соответствующих координат на общем носителе и соответствующих выходных изделий дискретно расположенных переориентированных последовательностей изделий.
При этом алгоритмы переориентирования изделий в дискретно расположенные последовательности предварительно считывают с магнитного носителя, который совмещен с общим носителем.
При этом после переноса и фиксации изделий на общий носитель одной ориентацией его разворачивают и смещают повторно для переноса изделий ортогональной ориентации.
На фиг. 1 изображена поверхность транспортирования со смещенными радиальными направляющими, которые формируют жесткое периодическое и пошаговое смещение.
На фиг. 2 изображена поверхность транспортирования со смещенными радиальными направляющими, которые формируют плавающее периодическое и пошаговое смещение.
На фиг.3-5 изображена поверхность транспортирования со смещенными радиальными направляющими, которые формируют плавающее и жесткое воздействие.
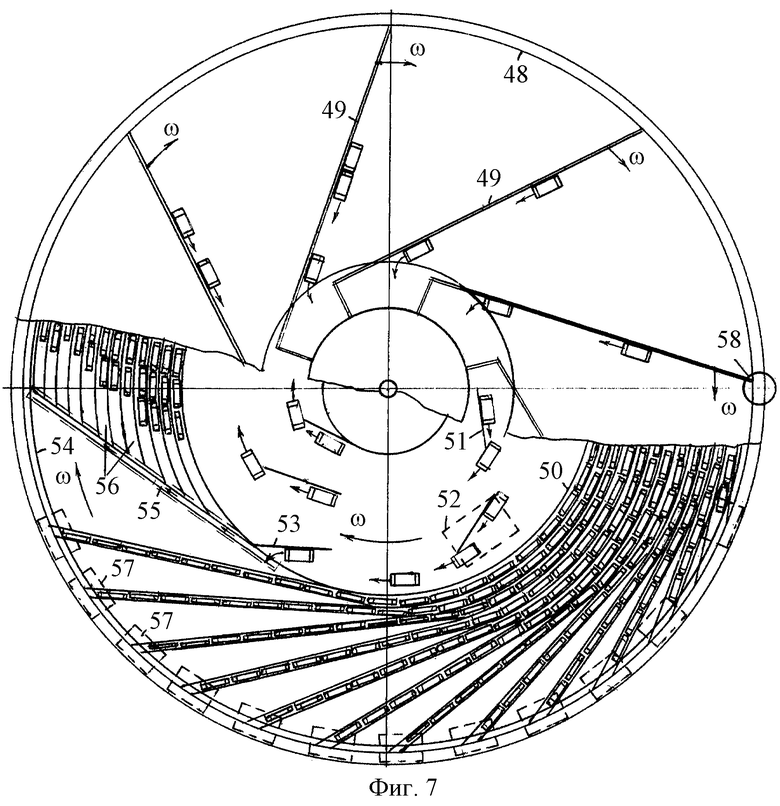
На фиг. 6 и 7 изображена конструкция кассеты для сориентированных последовательностей изделий.
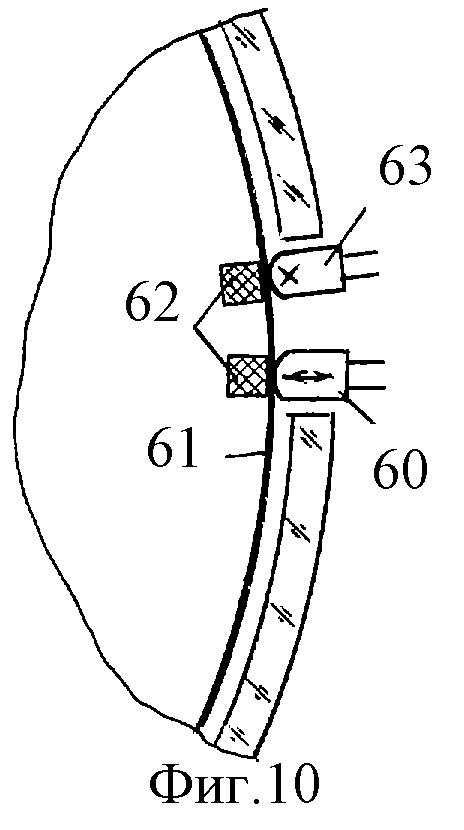
На фиг.8-10 изображен узел кассеты с ленточным магнитным носителем, который совмещен с поверхностью транспортирования.
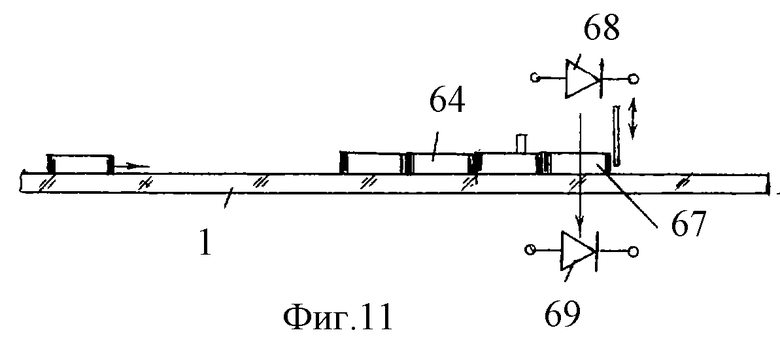
На фиг.11-28 изображены узлы кассеты с контактной системой.
На фиг.29 и 30 изображено устройство, реализующее предложенный способ в части формирования дискретных строчных последовательностей для переноса и фиксации изделий на общий носитель.
На фиг. 31-33 изображена конструкция, реализующая предложенный способ поверхностного монтирования изделий на общий носитель.
На фиг. 1 изображен диск 1, над поверхностью вращения которого расположены смещенные радиальные неподвижные направляющие 2-8, которые осуществляют жесткое периодическое и пошаговое смещение. Так, например, радиально смещенные направляющие 2, 4 и 8 реализуют жесткое периодическое и пошаговое смещение в одном направлении, а смещенные радиальные направляющие 3, 5 и 7 осуществляют смещение частично в обратном направлении.
На фиг. 2 изображен диск 1, над поверхностью вращения которого расположены смещенные радиальные направляющие 2, 9-12, из которых 2 и 12 осуществляют жесткое смещение, а 9, 10 и 11 осуществляют плавающее смещение и конструктивно выполнены, например, в виде флажка, расположенного под углом к поверхности транспортирования. При небольшом количестве изделий радиально смещенные направляющие 9-11 осуществляют последовательное смещение изделий, а как только на направляющие 9-11 поступает большое количество изделий, эти направляющие приподнимаются и "размазывают" эту группу изделий по поверхности для последующего смещения, т.е. осуществляют адаптивное смещение изделий.
На фиг.3 изображен диск 1 с возможностью вращения, над поверхностью которого расположены, чередуясь, последовательность плавающих радиально смещенных направляющих 13, 15 и 17 и направляющие с жестким смещением 14, 16, которые реализуют операцию периодического и пошагового смещения смещенным радиальным усилием в одном направлении 13, 15 и 17 и частично в обратном от центральной части поверхности транспортирования или к ней, при этом обеспечивается спиралевидный один или несколько каналов ориентированного смещения транспортируемых изделий к краю поверхности или в обратном направлении. Над поверхностью транспортирования также расположены управляемая направляющая 18, а за ней дискретизатор 19 и смещенная радиальная направляющая 20, затем канал дополнительной корректировки изделий 21 и канал приема изделий 22 с приемным устройством 23 для электрического измерения параметров изделий и выходной направляющей 24.
Управляемая направляющая 18 предназначена для установки и подачи изделий различных размеров на вход дискретизатора 19, который предназначен для формирования определенной группы изделий с одновременным устранением несориентированного изделия на входе.
Все вышесказанное можно упорядочно представить в виде последовательности операций.
Изделия, поданные россыпью на поверхность транспортирования, периодически и пошагово смещают сформированным смещенным радиальным усилием в одном направлении и частично в обратном от центральной части поверхности транспортирования или к ней, при этом обеспечивают спиралевидный один или несколько каналов ориентированного смещения транспортируемых изделий к краю поверхности транспортирования или в обратном направлении, при этом периодическое и пошаговое смещение осуществляют жестким, плавающим или тем и другим воздействием при формировании смещенного радиального усилия.
При этом периодическое и пошаговое смещение осуществляют путем группового, при наличии группы изделий, перемещения изделий с последующим частичным обратным перемещением всей группы до величины размера транспортируемого изделия относительно предыдущего перемещения (фиг.1).
При этом жесткое периодическое и пошаговое воздействие формируют независимо от количества поданных россыпью изделий.
При этом плавающее воздействие формируют адаптивным к количеству транспортируемых изделий.
При этом плавающее и жесткое воздействие формируют последовательно, при этом плавающее воздействие формируют в поступательном направлении, а жесткое - в частично обратном направлении.
При этом ни выходе каналов периодического и пошагового смещения одного или нескольких осуществляют либо жесткий контроль ориентирования изделий с импульсным возвратом несориентированных изделий (вход дискретизатора 19) в зону периодического и пошагового смещения, либо осуществляют адаптивный контроль перегрузки изделиями с последующим возвратом изделий в зону периодического и пошагового смещения.
Последнюю операцию рассмотрим более подробно.
На фиг.4 изображена поверхность транспортирования 1 с плавающими смещенными радиальными направляющими 25, 26, жесткие смещенные радиальные направляющие (СРН) 27, 28, плавающая СРН 29, которая выполняет адаптивный контроль перегрузки изделиями. Другими словами, как только на плавающую СРН 29 поступит наперед оговоренное количество изделий, СРН 29 приподнимается и все изделия осуществят последующий возврат изделий в зону периодического и пошагового смещения посредством СРН 30. При отсутствии перегрузки изделия по СРН 29 поступают на СРН 31 и далее на выход.
На фиг. 5 изображено устройство ориентирования изделий с последующим электрическим контролем параметров изделий. Устройство содержит плавающие СРН 32, 35 и жесткие СРН 33-34, 46 и 47 контактную систему, которая расположена на поверхности 1, при этом один контакт 44 выполняет также функцию СРН, а другой подвижный 45. На выходе СРН 42 расположен дискретизатор одиночной подачи изделий в контактную систему 44, 45. Изделие, которое поступает на контакт СРН 44 под воздействием смещенного радиального усилия разворачивается, после чего осуществляется электрический контроль параметров изделия, затем это изделие разворачивается дальше и поступает на СРН 47.
В многоканальных системах ориентирования имеет смысл ввести последовательность операций в виде.
Подачу изделий на поверхности транспортирования в соответствующий канал для последующего периодического и пошагового смещения осуществляют выборочно путем жесткого направленного воздействия сформированным смещенным радиальным усилием на поданную группу изделий.
Данная операция реализуется путем (фиг.1 и 2) установки одной СРН 2 с последующим дискретным смещением этой СРН 2, направляя изделия в заданный канал. Такая ситуация необходима в многоканальных кассетах для автоматов поверхностного монтажа.
На фиг.6 и 7 изображена конструкция кассеты для сориентированных последовательностей изделий. Кассета содержит корпус кассеты 48, над поверхностью которого расположены СРН 49 для подачи изделий в центральную часть диска 50, где расположены СРН 51, 53 (фиг.1, 2), узел электрического контроля параметров изделий 52. За пределами выступа на диске 50, который предназначен для разворота изделий на ребро (в этом случае увеличивается число как каналов 56, так и количество изделий). При попадании изделий на направляющую 53 оно разворачивается и поступает в управляемый канал 55, который расположен на поверхности диска 54, ну а по нему изделия попадают на вход наперед заданного канала 56. Следует отметить, что входы каналов 56 могут быть и равномерно распределены по периметру уступа диска 50. В этом случае увеличивается число СРН 53. На выходе каналов 54 расположены элементы поодиночной подачи изделий 57.
Для осуществления алгоритма укомплектовки кассеты и однозначного понимания того, что и в каком количестве находится в кассете на краю 58 диска 54 располагают магнитную ленту с совместным вращением с диском 50.
На фиг. 8-10 изображен узел кассеты с ленточным магнитным носителем 59, 61, который совмещен с поверхностью транспортирования 54, напротив расположены внешние магнитные головки 60 записи и считывания, а также стирающая головка 63. Принцип работы вполне очевидный. Диск 54 находится в постоянном вращении, следовательно, с магнитного носителя можно постоянно считывать информацию. Магнитная лента 59, 61 с диском 54 связана либо посредством мягкой основы (фиг.8), либо напротив головок 60 и 63 расположены прокладки 62 для плотного прижатия магнитной ленты 61 к головкам.
Вышесказанное имеет две группы последовательных операций, которые можно представить в следующем виде.
После ориентирования изделий в канале периодического и пошагового смещения каждое изделие разворачивают на ребро и направляют их в накопительный канал.
При этом на поверхности транспортирования фиксируют магнитный носитель информации и после подачи сориентированных изделий в соответствующие каналы на зафиксированный магнитный носитель осуществляют соответствующую запись параметров и количества изделий в соответствующих каналах для последующего считывания.
На фиг.11-13 изображен алгоритм поодиночной подачи изделий из канала 52, 37 (фиг. 7). Устройство, реализующее этот алгоритм, содержит последовательность изделий 64, упоры 65 и 66, последующее изделие 67, светодиод 68, фотодиод 69 и направляющую канала 70.
Работа такого устройства заключается в следующем. Упор 66 поджимает предыдущее изделие к направляющей канала 70, а упор 65 освобождает последующее изделие 67 и оно выходит из канала.
На фиг.13 изображено многоканальное устройство с тем же алгоритмом работы.
Последовательность операций вышесказанного имеет следующий вид.
После ориентирования изделий в канале периодического и пошагового смещения формируют непрерывную последовательность изделий на поверхности транспортирования, после чего путем фиксации последующего освобождают предыдущий в непрерывной последовательности изделий и подают его посредством поверхности транспортирования в зону электрического контроля, которое также осуществляют на поверхности транспортирования.
При этом подачу изделий в зону электрического контроля осуществляют либо путем смещенного радиального усилия, либо посредством свободного вращения изделия на поверхности транспортирования.
При этом подачу изделий в зону электрического контроля осуществляют путем принудительного вращения на поверхности транспортирования в направлении, обратном направлению вращения транспортируемой поверхности.
Вышеописанная последовательность операций поясняется дополнительно.
На фиг.14 и 15 представлено устройство, в котором используется смещенное радиальное усилие для подачи изделия в зону электрического контроля, для этого используется подъемная СРН 73 и подъемный контакт 71, который в момент подачи изделия 67 приподнимается, а после захода изделия 67 опускается и контакт 72 поджимает изделие 67 к контакту 71. После измерения контакт 72 возвращается в свое первоначальное положение, а СРН 73 приподнимается и изделие выходит.
На фиг.16 изображен вариант, когда изделие в контактную систему 75 подают путем принудительного вращения двумя упорами 74. После измерения изделие поступает посредством свободного вращения на СРН 76.
На фиг.17 и 18 изображен тот случай, когда изделия имеют незначительную толщину и в этом случае в канале транспортирования вводят ролики 77 для надежного формирования непрерывной последовательности изделий. В этом случае каждое изделие дополнительно поджимают к поверхности транспортирования для того, чтобы изделия не наползали друг на друга.
На фиг.19 изображена контактная система для дисковых изделий, у которых контакты расположены на двух плоскостях. Для этого случая в зоне электрического контроля параметров изделий поверхность транспортирования выполнена проводящей 80, при этом измерение осуществляют путем подключения контактной системы 81 к изделию 79 и проводящей поверхности 80 с последующим вращением контактной системы в течение времени измерения 82 с последующим возвращением в исходное положение.
На фиг.20-22 представлена ситуация, когда перед подачей изделия 85 после перебора упоров 83 в зону электрического контроля параметров изделий дополнительно изделие разворачивают таким образом (Г-образный упор 84), чтобы траектория контактов изделия при последующей подаче соответствовала ориентации контактной системы. Другими словами, после свободного последующего вращения контакты изделия были ориентированы в соответствии с ориентацией контактной системы 86.
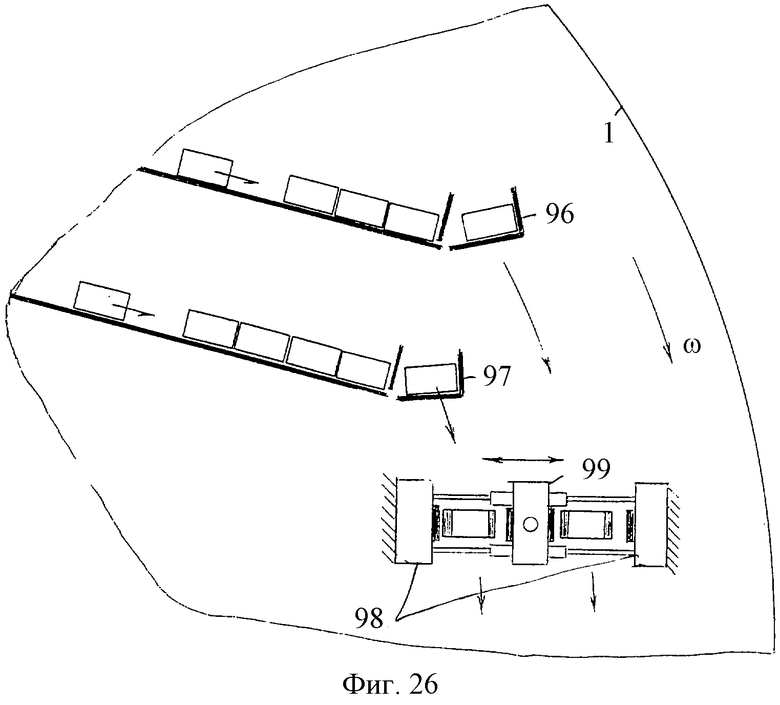
На фиг.23-26 представлен случай, когда осуществляют подачу в зону электрического контроля одновременно двух изделий либо по смещенным друг относительно друга траекториям движения при свободном вращении изделий на поверхности транспортирования, либо одна из них укорочена на время измерения. В устройстве (фиг. 24) на упоры 90 и 88 изделия 91 и 89 подают последовательно. После чего приподнимают направляющую 87 и изделия 89 и 91 при свободном вращении смещяются в зону общего контакта 92 и двух подвижных контактов 93. Каждый из контактов 94 и 95 осуществляет последовательное измерение изделия.
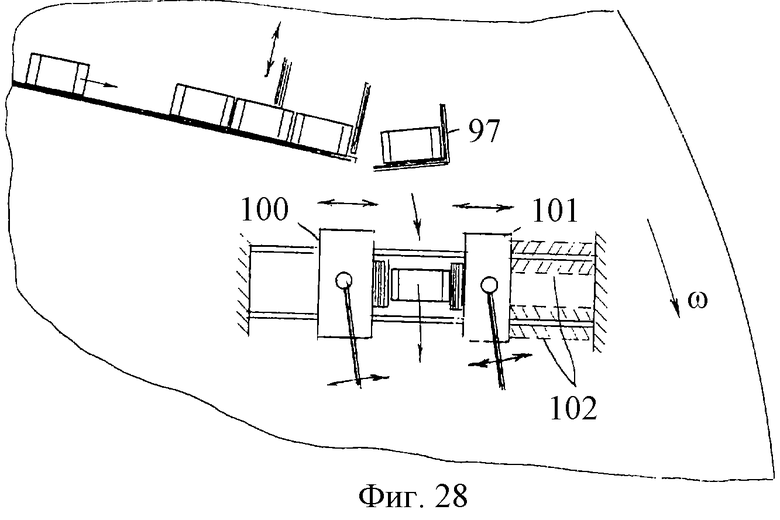
На фиг.25 и 26 реализована ситуация, когда траектория изделия в упоре 97 укорочена на время измерения в контактной системе 98 по отношению к траектории изделия в упоре 96. Другими словами, упоры 36 и 97 освобождают изделия одновременно, но изделия в контактную систему поступают последовательно, в результате чего подвижной контакт 99 осуществляет непрерывное последовательное измерение изделий.
На фиг. 27 и 28 изображена конструкция контактной системы 100 и 101 с подпружиниванием 102 пассивного контакта 101.
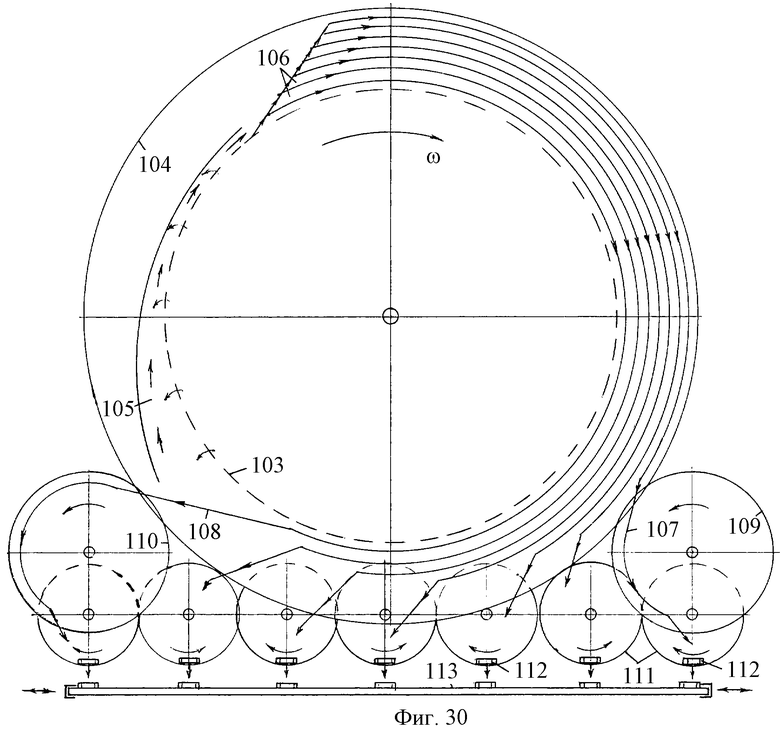
На фиг.29 и 30 изображено устройство, реализующее предложенный способ в части формирования дискретных строчных последовательностей для переноса и фиксации изделий на общий носитель. Устройство содержит пакет кассет 103, оперативный диск 104 с зоной приема 105 изделий из кассет 103, входы с индивидуальным управлением 106 строчных каналов 107, 108, дополнительные диски 109, 110, последовательность рабочих дисков 111 приема изделий строчных последовательностей с выходов каналов 107, 108 и установки их в позиции 112 для переноса их на общий носитель 113 для фиксации. При этом общий носитель 113 помимо поступательного смещения может осуществлять поперечное смещение 114, 115.
Данное устройство реализует последовательность операций.
С выходов накопительных каналов одной или нескольких поверхностей транспортирования изделий (кассеты 103) посредством дополнительных поверхностей транспортирования (104, 109-111) переориентируют в дискретно расположенные последовательности изделий 112, каждая из которых соответствует одной или нескольким строчным последовательностям общего носителя 113, который смещают в параллельной плоскости по отношению к выходным изделиям, дискретно расположенным переориентированным последовательностям изделий 112, при этом в момент совмещения соответствующих выходных изделий 112 с соответствующими координатами их на общем носителе 113 осуществляют перенос их с последующей фиксацией на общем носителе.
При этом смещение общего носителя осуществляют по линейному закону или дискретному закону с возможным поперечным гармоническим или возвратно-поступательным дискретным смещением в пределах дискретности расположения выходных изделий в переориентированных последовательностях.
При этом процесс монтирования изделий на общий носитель, т.е. перенос и фиксация и процесс переориентирования изделий в дискретно расположенные последовательности осуществляют независимо друг относительно друга.
При этом после окончания монтирования общего носителя изделиями осуществляют соответствующую запись на соответствующем магнитном носителе информации о количестве неиспользованных изделии в соответствующих каналах кассет.
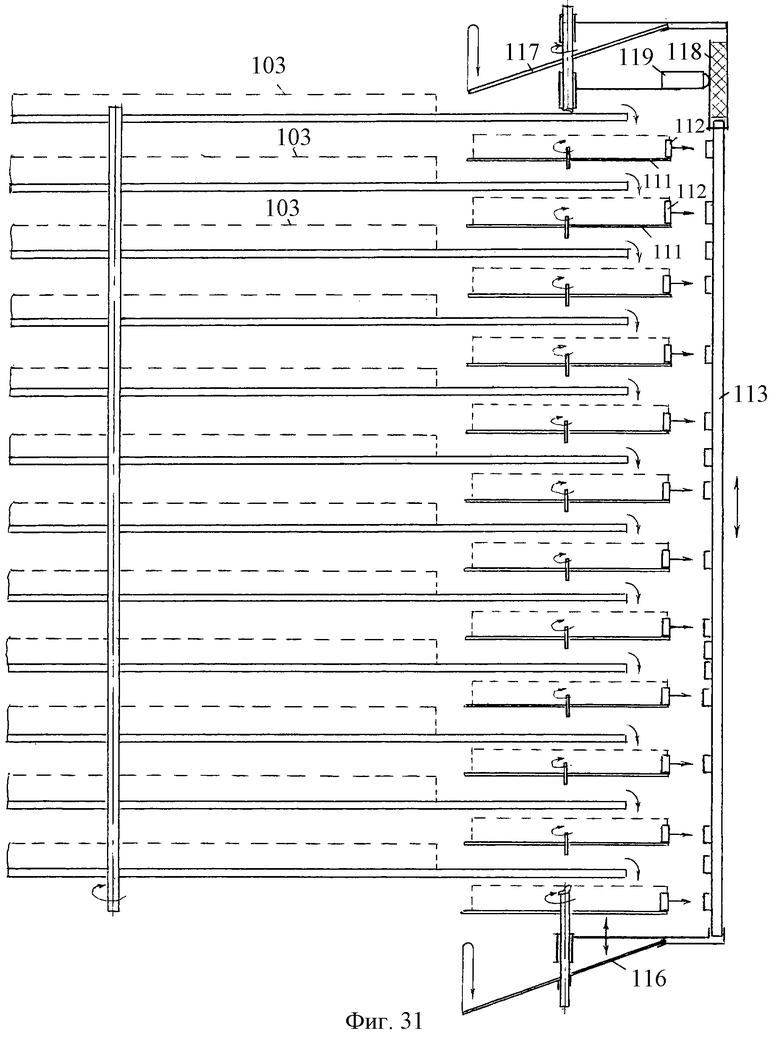
На фиг.31-33 изображена конструкция, реализующая предложенный способ поверхностного монтирования изделий на общий носитель. Устройство содержит пакеты рабочих дисков 111, функционально связанные с кассетами 103, и косо установленные диски 116, 117 с возможностью вращения. При этом общий носитель 113 расположен в направляющих 122 и 123 и функционально связан с приводом 120 и 121, которые осуществляют продольное смещение общего носителя 113. А диски при вращении осуществляют вертикальное смещение по закону фиг.33. Общий носитель 113 совмещен с магнитным информационным носителем 118, информацию с которого считывает магнитная головка 119, которая осуществляет формирование сигналов управления исполнительными элементами переноса изделий 112 на общий носитель 113.
Приведенная конструкция позволяет сформулировать заключительную группу последовательностей операций.
Одновременно с общим носителем смещают и магнитный носитель с информацией об архитектуре монтирования, который предварительно совмещают с общим носителем.
При этом смещение общего носителя в очередное положение для очередного переноса изделий на него для фиксации осуществляют путем предварительного считывания информации сигналов о параметрах смещения во время предыдущего смещения.
При этом информацию о переносе изделия на общий носитель для фиксации считывают с магнитного носителя во время смещения общего носителя, а перенос и фиксацию изделий осуществляют в момент совмещения соответствующих координат на общем носителе и соответствующих выходных изделий дискретно расположенных переориентированных последовательностей.
При этом алгоритм переориентирования изделий в дискретно расположенные последовательности предварительно считывают с магнитного носителя, который совмещен с общим носителем.
При этом после монтирования, т.е. переноса и фиксации изделий на общий носитель одной ориентации его разворачивают и смещают повторно для переноса и фиксации изделий другой ориентации.
Использование изобретения позволяет существенно расширить функциональные возможности и упростить процесс монтирования.
























Изобретение относится к области транспортирования, в частности, в области радиоэлектронных технологий, а,именно к способу ориентирования изделий различной формы, например радиоэлектронных компонентов, при их транспортировании, и может быть использовано в малогабаритных автоматах поверхностного монтажа. В способе ориентирования изделий различной формы при их транспортировании, согласно которому поверхности транспортирования сообщают вращательное движение, а изделию, находящемуся своей поверхностью на поверхности транспортирования, сообщают сформированное смещенное радиальное усилие, изделия, поданные россыпью на поверхность транспортирования, периодически и пошагово смещают сформированным смещенным радиальным усилием в одном направлении и частично в обратном от центральной части поверхности транспортирования или к ней по одному или нескольким спиралевидным каналам для ориентированного смещения транспортируемых изделий к краю поверхности транспортирования или в обратном направлении. Периодическое и пошаговое смещение осуществляют при помощи направляющих. Расширяются технологические возможности способа. 21 з.п. ф-лы, 33 ил.
| СПОСОБ ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ | 1995 |
|
RU2128141C1 |
| СПОСОБ ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ | 1998 |
|
RU2154011C2 |
| УСТРОЙСТВО ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ | 1997 |
|
RU2154010C2 |

