Изобретение относится к области радиоэлектронных технологий, а именно к способу и устройству ориентирования изделий различной формы, например радиоэлектронных компонентов, при их транспортировании, и может быть использовано в малогабаритных автоматах поверхностного монтажа.
Известен способ ориентирования изделий различной формы при их транспортировании (см. заявку №2001121959 от 07.08.2001 г.), согласно которому формируют строчные последовательности изделий в плоскости вращения с последующим переносом их на общий носитель элементом переноса, при этом вводят дополнительные элементы переноса изделий, образуя совокупность элементов переноса изделий, которые располагают либо в радиальных направлениях, либо в смещенных радиальных направлениях, причем ось вращения совокупности элементов переноса изделий располагают либо компланарно оси вращения одной или двум плоскостям формирования строчной последовательности изделий, либо соосно, над которой или которыми располагают совокупность элементов переноса изделий, при этом общий носитель располагают с возможностью непрерывного или дискретного смещения под сформированной совокупностью элементов переноса изделий и на него осуществляют перенос и фиксацию строчных последовательностей изделий с соответствующих элементов переноса изделий. При этом элемент переноса строчной последовательности изделий со стороны приема строчной последовательности выполняют со смачиваемой поверхностью (прототип).
Известный прототип имеет технологические возможности, которые заключаются в возможности использовать простейший элемент (смачиваемую поверхность) для приема и последующего переноса изделия строчной последовательности на поверхность общего носителя, что позволяет использовать его в технологии поверхностного монтажа, при этом надежность приема изделия различной формы существенно зависит от качества смачивания смачиваемой поверхности элемента переноса, т.е. смачиваемая поверхность элемента переноса изделия должна быть без капель воды, что позволяет широко использовать его в технологии поверхностного монтажа. Наличие капель воды на смачиваемой поверхности приводит к смещению изделия при его переносе на общий носитель, что недопустимо.
Технологическим и техническим результатом предложенного изобретения является повышение надежности известного способа за счет устойчивого и однозначного смачивания смачиваемых поверхностей элементов переноса для обеспечения надежного приема изделий строчной последовательности и переноса их на поверхность общего носителя.
Указанный технологический и технический результат достигается следующим способом и устройством.
Способ ориентирования изделий различной формы при их транспортировании, согласно которому формируют строчные последовательности изделий и посредством смоченной поверхности элементов переноса осуществляют перенос сформированной строчной последовательности, состоящей из нескольких изделий в соответствующие позиционные положения общего носителя, при этом перед приемом строчных последовательностей изделий элементы переноса предварительно смачивают, например водой, при этом процесс смачивания элементов переноса, расположенных вертикально в виде дискретной цилиндрической поверхности осуществляют путем накатывания увлажненной цилиндрической поверхности, обладающей капиллярными свойствами на смачиваемую поверхность элементов переноса, которую выполняют с возможностью вращения, после чего удаляют избыточную жидкость со смачиваемой поверхности элементов переноса путем последующего отжимания смачиваемой поверхности элементов переноса.
Устройство ориентирования изделий различной формы при их транспортировании, содержащее поверхность транспортирования изделий, над которой расположен узел формирования строчных последовательностей и узел приема и переноса изделий строчной последовательности на общий носитель в виде совокупности элементов переноса с узлом смачивания элементов переноса, при этом узел смачивания элементов переноса выполняют в виде цилиндрического объема с жидкостью, с внутренней и внешней стороны которого расположена замкнутая поверхность с капиллярными свойствами, при этом под цилиндрическим объемом расположен дополнительный объем для сбора жидкости, стекающей с внешней поверхности с капиллярными свойствами, а также с цилиндрическим объемом с жидкостью расположен дополнительный цилиндр с возможностью вращения для отжатия избыточной влаги, при этом каждый из них функционально связан с зубчатой шестеренкой совокупности элементов переноса для совместного вращения.
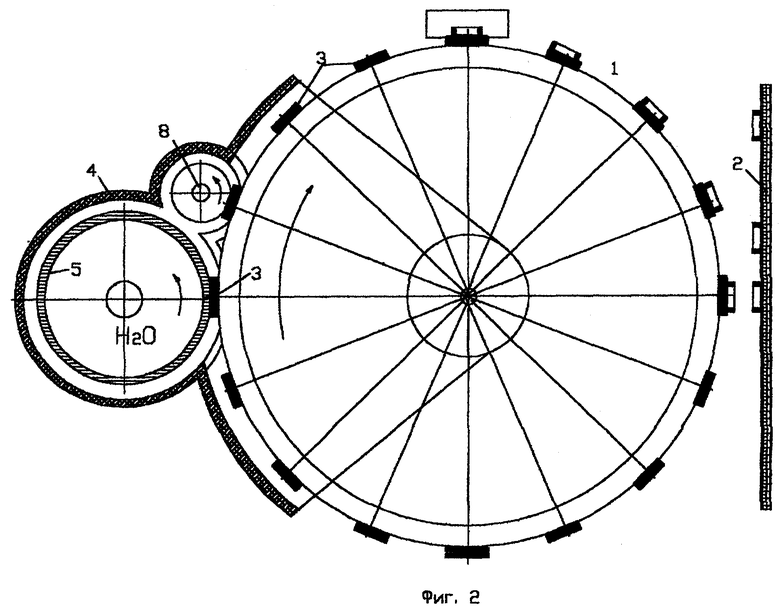
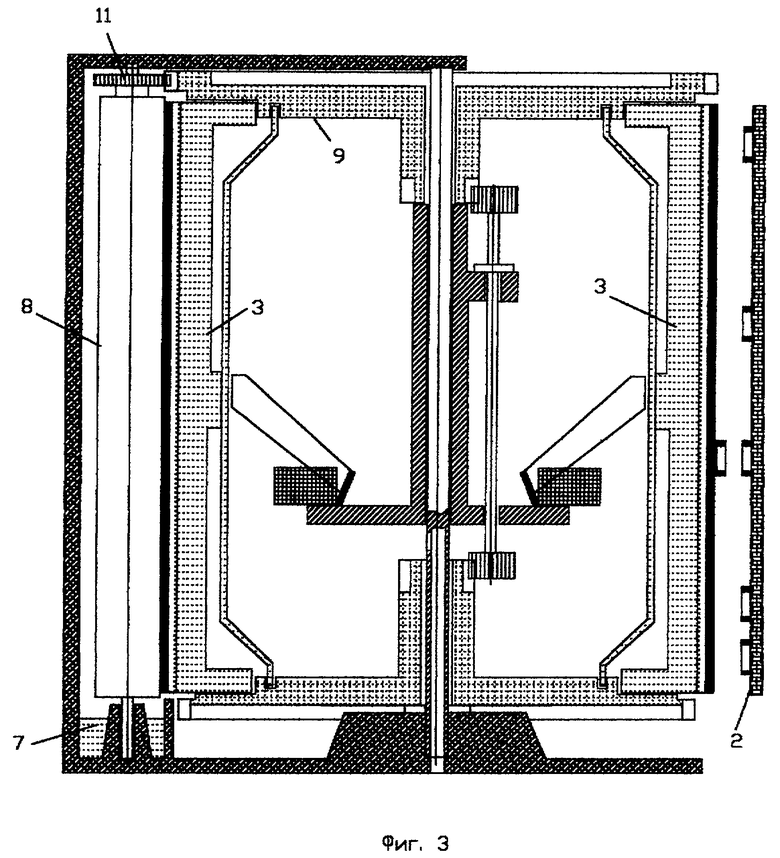
На фиг.1-3 изображены устройства, которые реализуют предложенный способ, обеспечивающий смачивание элементов переноса с использованием замкнутой смачивающейся поверхности, часть которой расположена в объеме с водой.
Устройство содержит поверхность транспортирования изделий, над которой расположен узел формирования строчных последовательностей и узел приема и переноса 1 изделий строчной последовательности на общий носитель 2 в виде совокупности элементов переноса 3 с узлом смачивания 4 элементов переноса 3, при этом узел смачивания 4 элементов переноса выполняют в виде цилиндрического объема с жидкостью, например водой, с внутренней и внешней стороны которой расположена замкнутая поверхность 6 с капиллярными свойствами, при этом под цилиндрическим объемом 5 расположен дополнительный объем 7 для сбора жидкости, стекающей с внешней поверхности 6 с капиллярными свойствами, а также соосно с цилиндрическим объемом 5 с жидкостью расположен дополнительный цилиндр 8 (фиг.3) с возможностью вращения для отжатия избыточной влаги с элементов переноса 3, при этом каждый из них функционально связан с зубчатой шестеренкой 9 совокупности элементов переноса 1 для совместного вращения. Так, в частности, цилиндрический объем 5 своей шестеренкой 10 функционально связан с шестеренкой 9 (фиг.1) для совместного вращения, аналогичным образом шестеренка 11 дополнительного цилиндра 8 (фиг.3) функционально связана с шестеренкой 9 для совместного вращения.
Работа предложенного устройства заключается в следующем. Перед приемом строчных последовательностей изделий элементы переноса 3 предварительно смачивают, например водой, при этом процесс смачивания элементов переноса расположенных вертикально в виде дискретной цилиндрической поверхности осуществляют путем накатывания увлажненной цилиндрической поверхности 6, обладающей капиллярными свойствами на смачиваемую поверхность элементов переноса 3, которую выполняют с возможностью вращения, после чего удаляют (фиг.3) избыточную жидкость со смачиваемой поверхности элемента переноса 3 путем последующего отжимания смачиваемой поверхности элемента переноса дополнительным цилиндром 8 при совместном вращении. Поскольку замкнутая поверхность 6 имеет капиллярные свойства, то жидкость с цилиндрического объема 5 будет перетекать в дополнительный объем 7, поэтому он нужен для сбора воды.
Затем формируют строчные последовательности изделий и посредством смоченной поверхности элемента переноса 3 осуществляют перенос сформированной строчной последовательности, состоящей из одного или нескольких изделий, в соответствующие позиционные положения общего носителя 2.
Использование изобретения позволяет повысить надежность работы малогабаритных автоматов поверхностного монтажа.
Изобретение относится к области радиоэлектронных технологий. Согласно способу ориентирования изделий различной формы при их транспортировании формируют строчные последовательности изделий и посредством смоченной поверхности элементов переноса осуществляют перенос сформированной строчной последовательности, состоящей из нескольких изделий, в соответствующие позиционные положения общего носителя. Перед приемом строчных последовательностей изделий элементы переноса предварительно смачивают, например водой. Процесс смачивания элементов переноса, расположенных вертикально в виде дискретной цилиндрической поверхности, осуществляют путем накатывания увлажненной цилиндрической поверхности, обладающей капиллярными свойствами, на смачиваемую поверхность элементов переноса, которую выполняют с возможностью вращения, после чего удаляют избыточную жидкость со смачиваемой поверхности элементов переноса путем последующего отжимания смачиваемой поверхности элементов переноса. Устройство ориентирования изделий различной формы при их транспортировании содержит поверхность транспортирования изделий, над которой расположен узел формирования строчных последовательностей и узел приема и переноса изделий строчной последовательности на общий носитель в виде совокупности элементов переноса с узлом смачивания элементов переноса. Узел смачивания элементов переноса выполняют в виде цилиндрического объема с жидкостью, с внутренней и внешней стороны которого расположена замкнутая поверхность с капиллярными свойствами. Под цилиндрическим объемом расположен дополнительный объем для сбора жидкости, стекающей с внешней поверхности с капиллярными свойствами, с цилиндрическим объемом с жидкостью расположен дополнительный цилиндр с возможностью вращения для отжатия избыточной влаги, при этом каждый из них функционально связан с зубчатой шестеренкой совокупности элементов переноса для совместного вращения. Технический результат - повышение надежности. 2 н.п. ф-лы, 3 ил.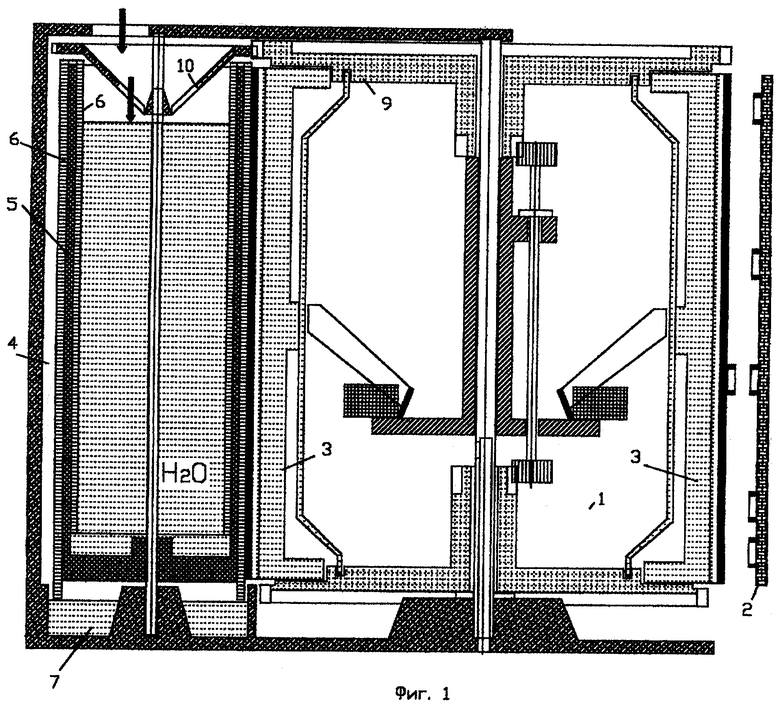
| СПОСОБ ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ ИМ.Л.П.ПЕТРЕНКО-ВЕРСИЯ VI | 2001 |
|
RU2203209C1 |
| СПОСОБ ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ | 1998 |
|
RU2154011C2 |
| УСТРОЙСТВО для ОРИЕНТАЦИИ И ТРАНСПОРТИРОВКИ | 0 |
|
SU330086A1 |
| РЕАКТОР С ПСЕВДООЖИЖЕННЫМ СЛОЕМ, ТРЕХФАЗНЫЙ ШЛАМОВЫЙ РЕАКТОР И СПОСОБЫ ОБЕСПЕЧЕНИЯ ИХ ФУНКЦИОНИРОВАНИЯ (ВАРИАНТЫ) | 2006 |
|
RU2391132C2 |

