Изобретение относится к технике-, индукционного нагрева и может быть использовано для нагревания краевой области изделий плоской и одновременно круглой конфигурации типа диск, плоское кольцо и т.п.
Известен индуктор для зонального нагрева изделий цилиндрической формы, состоящий из нескольких последцвательно соединенных элементарных катушек - индукторов, каждая из которых спрофилирована по форме изделия, т.е. образует дуги окружности в соответствии с его наружным диаметром. Кроме того, каждая элементарная катушка - индуктор - сжата так, что между двумя ее дугами образован щелевидный зазор и дугообразные перемычки. Элементарные индукторы имеют токоподводы с точками перегиба в местах их перехода в дуги oкpyж ocти 1.
Недостаток данного индуктора заключается в невозможности осуш.ествить при его использовании однонаправленную конвейерную подачу изделий, что резко усложняет задачу автоматизации процесса.
Наиболее близким к изобретению по технической сущности является щелевой индуктор для нагрева вращающихся деталей, выполненный в виде удлиненной петли, стороны которой изогнуты по дуге окружности, а концевой участок выполнен отогнутым 2.
Однако для нагрева краевой области деталей типа диск большого диаметра (например, при мм) известный индуктор оказывается абсолютно неэффективным, так как в этом случае одновременный нагрев принципиально возможен только в малой области детали.
Цель изобретения - повышение эффективности нагрева краевой области деталей типа диск.
Поставленная цель достигается тем, что в щелевом индукторе для нагрева вращающихся деталей, выполненном в виде удлиненной петли, стороны которой изогнуты по дуге окружности, а концевой участок выполнен отогнутым в плоскости, перпендикулярнои плоскости петли, при этом высота сегмента, образованного сторонами петли,-равна высоте концевого участка.
На фиг. 1 схематично показан предлагаемый индуктор; на фиг. 2 - то же, другой вариант; на фиг. 3 - установка индуктора в устройстве.
ИР г лтор содержит удлиненную петлю 1, стороны которой изогнуты по окружности, радиус которой лежит в вертикальной плоскости, а участок 2 по меньщей мере на одном из его концов с вершиной 3 отогнут в точках 4, и отогнутые в точках 5 токоподводы 6. Высота сегмента Н выполнена равной высоте h отогнутого участка.
Для одновременного нагрева двух изделий применяется индуктор в виде удвоенной петли 1 (фиг. 2) и отогнутыми участками на каждой петле индуктора.
работе конвейер 7 подает изделие (круг, ишйбу, кoльцo 8 к индуктору 9 так, что краевая область изделия свободно входит в зазор между дугами индуктора. Электрический ток, от источника питания протекая по индуктору, наводит (индуктирует) в краевой области изделия вихревые токи, Kotopbie разогревают эту краевую область. Одновременно электропривод 10, установленный на конвейере, вращает изделие вокруг его оси, так что изделие нагревается по всему периметру.
По достижении заданной температуры нагрева, что определяется либо бесконтактным термометром, либо по времени нагрева, конвейер получает команду и делает шаг перемещения. При этом изделие выводится из индуктора, а следующее :- занимает его место, и процесс повторяется.
Таким образом, предлагаемый индуктор позволяют изделию свободно «входить и «выходить из рабочего зазора между дугами индуктора при однонаправленном перемещении конвейера и максимально возможном двухстороннем охвате периметра изделия (теоретически до 0,5 длины окружности) на рабочей позиции нагрева, что повышает эффективность нагрева.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНДУКТОР ДЛЯ НАГРЕВА ВРАЩАЮЩИХСЯ ДЕТАЛЕЙ | 1996 |
|
RU2101883C1 |
| ИНДУКТОР ДЛЯ НАГРЕВА ВРАЩАЮЩИХСЯ ДЕТАЛЕЙ | 2004 |
|
RU2270534C1 |
| Индуктор Авербуха для нагрева дисков | 1985 |
|
SU1359915A1 |
| КОНТАКТНАЯ СИСТЕМА ВАКУУМНОЙ ДУГОГАСИТЕЛЬНОЙ КАМЕРЫ (ВАРИАНТЫ) | 2000 |
|
RU2178927C1 |
| Способ штамповки изогнутых деталей с фланцами | 1990 |
|
SU1766558A1 |
| Способ нагрева вращающихся изделий | 1990 |
|
SU1770387A1 |
| СИСТЕМА КРЕПЛЕНИЯ РЕЛЬСА К ОСНОВАНИЮ | 2009 |
|
RU2491382C2 |
| Роторно-конвейерная машина | 1985 |
|
SU1286428A1 |
| ЗАКРЫВАЮЩАЯ КРЫШКА С ДВОЙНЫМ УРОВНЕМ, А ТАКЖЕ ЕЕ ИЗГОТОВЛЕНИЕ | 2001 |
|
RU2284953C2 |
| ПРУЖИННОЕ КЛЕММНОЕ СОЕДИНЕНИЕ И СОЕДИНИТЕЛЬНАЯ КЛЕММА ДЛЯ ПРОВОДНИКОВ | 2014 |
|
RU2652780C2 |

ЩЕЛЕВОЙ ИНДУКТОР ДЛЯ НАГРЕВА ВРАЩАЮЩИХСЯ ДЕТАЛЕЙ, выполненный в виде удлиненной петли, стороны которой изогнуты по дуге окружности, а концевой участок выполнен отогнутым, отличающийся тем, что, с целью повышения эффективности нагрева краевой области деталей типа диска, концевой участок отогнут в плоскости, перпендикулярной плоскости петли, при этом высота сегмента, образованного сторонами петли, равна высоте концевого участка. (Л СП К5 4 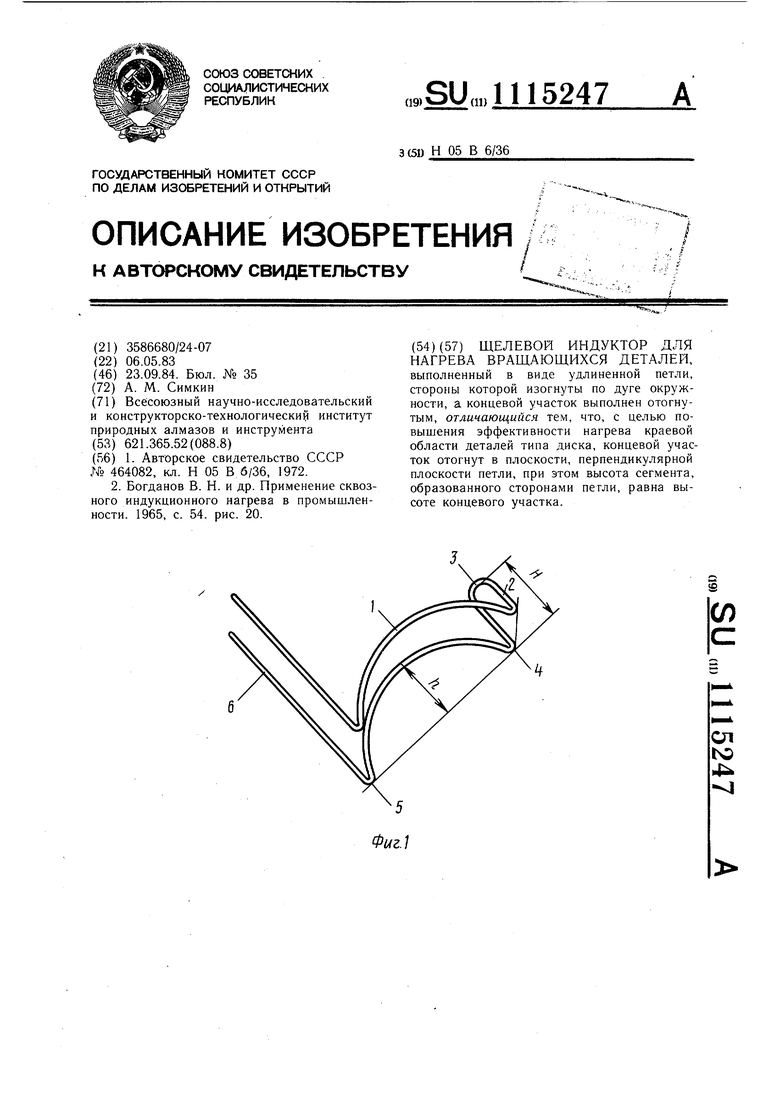
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Индуктор | 1972 |
|
SU464082A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Богданов В | |||
| Н | |||
| и др | |||
| Применение сквозного индукционного нагрева в промышленности | |||
| Приводный механизм в судовой турбинной установке с зубчатой передачей | 1925 |
|
SU1965A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| рис | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
