Группа изобретений относится к области волочильно-калибровочного производства, в частности к технологии подготовки поверхности заготовки к волочению и устройствам, реализующим такую технологию.
Известен способ подготовки поверхности заготовки к волочению, при котором на предварительно очищенную от окалины поверхность заготовки наносят подсмазочное покрытие в виде минерального или растительного масла или водной эмульсии одного из таких масел, причем подсмазочную жидкость предварительно вспенивают с помощью барботажа и после выдержки на воздухе заготовку с покрытием нагревают в течение регламентированного времени до регламентированной температуры для полимеризации подсмазочного материала, а затем на подсмазочное покрытие наносят порошкообразную смазку, например порошок натриевого мыла (см., например, SU а.с. №1103922, кл. В 21 С 9/00, 1984) /1/. Устройство для реализации способа содержит ванну с подсмазочной жидкостью, с вводной и выводной проводками перед и за ванной, и средства для протягивания заготовки через ванну, а также ряд дополнительных устройств - печь, барботажный аппарат /там же/.
Полимеризация подсмазочного материала имеет целью использовать более высокую адгезирующую способность, которая, как ранее установлено, присуща материалам, содержащим вещества большого молекулярного веса (см. М.Т.Кокрофт. Смазка в процессах обработки металлов давлением, М.: Металлургия, 1979, с.101) /2/. Особенно эффективно работает подсмазочное покрытие из такого материала в сочетании с нанесенной на него порошкообразной смазкой.
Указанный известный способ, хотя и обеспечивает высокое качество удержания смазки на поверхности заготовки, имеет низкую технологичность. Значительное число операций (введение в масло или эмульсию вспенивателя, вспенивание жидкости, дополнительная полимеризация подсмазочного материала нагревом и т.д.) делает процесс малопроизводительным и трудоемким. Соответственно и устройство для реализации способа достаточно сложно, дополнительно включает в себя печь и барботажный аппарат. Сам процесс нанесения покрытия посредством окунания заготовки в ванну малопроизводителен и требует большого избыточного количества подсмазочного материала.
Известен способ подготовки поверхности заготовки к волочению, включающий нанесение подсмазочного покрытия в виде термопластичного вещества большой молекулярной массы и последующее нанесение порошкообразной смазки (см., например, SU а.с. №1775201, кл. В 21 С 9/00, 1992) /3/. Устройство для реализации способа содержит ванну с полимером, средства для нагрева полимерного материала и средства для протягивания заготовки /там же/.
В указанном способе в качестве рабочего материала используется готовый полимер большой молекулярной массы, однако процесс его нанесения на поверхность заготовки по-прежнему достаточно трудоемок, т.к. предусматривает предварительный перевод полимерного материала в жидкое вязкотекучее состояние путем нагрева, нанесение его в этом состоянии на поверхность заготовки и, наконец, охлаждение заготовки с нанесенным подсмазочным покрытием до температуры, при которой полимер переходит вновь в эластичное пастообразное состояние, но стеклования его еще не происходит.
Условие использования полимера достаточно большой молекулярной массы вызвано требованием иметь некоторую разницу в температурах плавления и стеклования, которое выполняется, начиная с некоторого критического значения молекулярной массы, особого для каждого вида полимера.
Учитывая необходимость поддержания температуры заготовки перед нанесением подсмазочного покрытия выше температуры стеклования, а также сложность сохранения целостности и чистоты подсмазочного покрытия при хранении и повторном нагреве, описанный способ предназначен преимущественно для использования в потоке с волочением.
И хотя в итоге описанный известный способ позволяет стабилизировать процесс волочения и улучшить качество поверхности заготовки, еще одним его недостатком является большой расход полимера из-за неоправданно избыточной (более 20 мкм) толщины покрытия.
Наконец, при весьма высоких обжатиях или при волочении высокопрочных металлов, даже при использовании полимерного подсмазочного покрытия, эффективность способа может оказаться недостаточной из-за недостаточности сил сцепления полимерного покрытия с металлом, что обусловлено химической инертностью большинства полимеров, в том числе полиэтилена и полистирола. В приведенных примерах реализации способа обжатия не превышают 15%.
Кроме того, излишнее количество полимера, покрывающего изделие, нагревается от теплоты волочения и отгоняется из зоны формирования смазочного клина в волоке в зону нанесения смазочного порошка, где вскоре образуется остывающая эластичная масса из смеси полимера и смазочного порошка, препятствующая поступлению смазки в волоку, что также снижает эффективность процесса волочения.
Что касается устройства, реализующего данный способ, то оно, хотя и позволяет нагревать непосредственно в технологической линии жидкое покрытие, наносимое на поверхность заготовки перед волочением, однако, сам процесс нанесения подсмазочного покрытия в этом устройстве проводится традиционно, т.е. погружением заготовки в большой объем (ванну) жидкого материала, что предопределяет опять-таки большой расход этого материала при малом коэффициенте его реального использования. Необходимость использования средств нагрева полимерного материала дополнительно усложняет устройство.
Наиболее близким по технической сущности аналогом изобретения (прототипом) является известный способ подготовки поверхности длинномерной цилиндрической заготовки к волочению, включающий нанесение на поверхность заготовки канифоли в виде подсмазочного покрытия, с последующим нанесением на него порошкообразной смазки, (см., например, патент РФ №2118212, МКИ В 21 С 9/00, опубл. 27.08.98, бюл. №24) /4/.
Устройство для реализации способа содержит замкнутую камеру, имеющую в своей нижней части ванну с материалом, в состав которого входит канифоль, средства протягивания заготовки через камеру над этой ванной и вводную и выводную проводки перед и за камерой /там же/.
В известном способе нанесение подсмазочного покрытия осуществляют путем возгонки канифоли, находящейся в ванне в виде смолы, и осаждения получаемой капельно-жидкой смоляной взвеси на поверхность заготовки. Канифоль является одной из разновидностей смол, т.е. термопластичным веществом большой молекулярной массы. При этом температура возгонки канифоли ниже температуры ее химического разложения.
Отличительной особенностью смол является их высокая адгезионная способность (липкость) и высокая вязкость. Такие свойства смол предопределяют эффективность использования их в качестве подсмазочного покрытия, которое должно связывать порошкообразную смазку с поверхностью металла заготовки, и удерживать ее в условиях больших сдвиговых напряжений в очаге деформации при волочении.
Как правило, смолы большой молекулярной массы при нормальной температуре находятся в твердом состоянии. Наиболее доступной из числа подходящих природных смол является канифоль, получаемая из живичного сока хвойных деревьев, в составе которой содержится 80...92% смоляных кислот, 0,5...12% насыщенных и ненасыщенных жирных кислот, 8...20% неомыляемых соединений; температура размягчения 40...75°С, температура плавления - 100...140°С (Под ред. Кунянца И.Л. Химическая энциклопедия в 5-и томах, - М.: Изд-во "Советская энциклопедия", 1988 г., т.2, с.310) /5/.
Канифоль обычно используется в технике в качестве флюса при пайке металлических соединений легкоплавкими оловосодержащими припоями, при этом используется исключительная "металлофильность" канифоли: при растекании по поверхности металла, нагретого выше температуры плавления канифоли, она отделяет от него оксидную пленку и имеющиеся загрязнения, и изолирует металл от повторного окисления на воздухе, т.е. создает условия для успешного лужения металла припоем. Таким образом, канифоль исключительно хорошо связывается с металлом, проявляя свойства поверхностно-активного вещества, обусловленные ее "кислотной" природой. Это качество канифоли используется в способе-прототипе.
Недостатком способа-прототипа является его непригодность для последующего волочения высокопрочных металлов - высоколегированных (нержавеющих) сталей, титана, тантала, осмия, вольфрама, молибдена и пр. из-за слишком тонкого и нестабильного по толщине и сплошности подсмазочного покрытия, получаемого возгонкой и осаждением. Кроме того, канифоль после возгонки осаждается не только на поверхности заготовки, но и на внутренней поверхности камеры, в которой идет процесс нанесения подсмазочного покрытия, что приводит к ненужному перерасходу канифоли.
Недостатком устройства-прототипа является его сложность, поскольку оно дополнительно содержит нагревательные средства для возгонки канифоли.
Задачами изобретений являются:
- в части способа - повышение эффективности процесса волочения высокопрочных металлов за счет увеличения толщины и повышения степени сплошности подсмазочного покрытия, а также экономия смазочного материала - канифоли;
- в части устройства - упрощение конструкции, исключение из нее нагревательных средств.
В части способа указанные задачи решаются тем, что в способе подготовки поверхности длинномерной цилиндрической заготовки к волочению, включающем нанесение на ее поверхность подсмазочного покрытия в виде канифоли с последующим нанесением на него порошкообразной смазки, согласно изобретению подсмазочное покрытие наносят путем протирки поверхности заготовки пористыми тампонами, смоченными раствором канифоли, с последующей сушкой растворителя, и выполняют это в технологическом потоке с предварительной механической очисткой заготовки от окалины и с последующим ее волочением.
В части устройства указанные задачи решаются тем, что устройство для подготовки поверхности длинномерной цилиндрической заготовки к волочению, включающее в себя герметичную камеру, имеющую в своей нижней части ванну с материалом, в состав которого входит канифоль, средства протягивания заготовки через камеру над этой ванной, вводную и выводную проводки перед и за камерой, согласно изобретению оно снабжено, по меньшей мере, двумя размещенными в камере двухроликовыми проводками, последовательно расположенными вдоль оси протягивания и установленными под разными углами к горизонту, рабочие поверхности роликов снабжены тампонами, выполненными из мягкого и пористого материала, а в качестве материала, в состав которого входит канифоль, использован жидкий раствор канифоли, при этом нижние ролики каждой проводки частично погружены в этот раствор.
Кроме того, тампоны выполнены из фетра или войлока.
Кроме того, двухроликовые проводки могут быть расположены во взаимно-перпендикулярных плоскостях.
Кроме того, устройство может быть снабжено капиллярными трубками для подачи раствора канифоли из камеры приготовления раствора к тампонам верхних роликов.
Кроме того, камера может быть снабжена вытяжным устройством.
Кроме того, выводная проводка камеры может быть снабжена проходной трубкой, соединяющей окружающую среду с камерой.
Кроме того, камера может быть выполнена герметичной.
Сущность изобретений заключается в следующем. За счет использования полезных специфических свойств канифоли и особенностей процесса нанесения подсмазочного покрытия, появляется возможность достижения технического результата: повышение эффективности процесса волочения высокопрочных металлов благодаря увеличению толщины и повышению степени сплошности подсмазочного покрытия, при одновременной экономии материала этого покрытия: канифоли. При этом процесс нанесения подсмазочного покрытия на поверхность заготовки осуществляется в потоке с предварительной механической очисткой и с последующим волочением.
В устройстве для осуществления способа используется высокая смачивающая способность раствора канифоли, а мягкость, пористость и капиллярность материала тампонов и расположение двухроликовых проводок под разными углами к горизонту способствуют полному охвату тампонами поверхности заготовки, т.е. полному ее смачиванию раствором канифоли, и обеспечивают, тем самым, сплошность наносимого покрытия. Нанесение подсмазочного покрытия из раствора обеспечивает более толстый слой вещества на поверхности заготовки по сравнению со способом-прототипом, при котором слой подсмазочного вещества состоит из отдельных микроскопических капелек смолы, заведомо неравномерно распределенных по поверхности. Например, при окрашивании поверхностей при помощи валика всегда образуется более толстый ее слой, по сравнению с окрашиванием из краскопульта (при прочих равных условиях). Таким образом, получаемое по способу-изобретению подсмазочное покрытие характеризуется большей толщиной и степенью сплошности по сравнению с покрытием, получаемым по способу-прототипу.
Нанесение подсмазочного покрытия обычно осуществляется на поверхность, с которой предварительно удален слой окалины. Но такая заготовка, как правило, обладает повышенной твердостью при наличии в технологии очистки процесса деформационного окалиноломания, и поэтому такая заготовка труднее поддается последующему волочению. Кроме того, окалина, находящаяся на поверхности горячекатаной заготовки или заготовки, подвергшейся термической обработке, обладает значительной хрупкостью, твердостью и абразивностью. Поскольку после окалиноломателя окалина осыпается только частично, оставшийся на поверхности заготовки мелкий абразивный порошок приводит к быстрому износу волочильного инструмента. Вязкое смоляное подсмазочное покрытие, характеризующееся повышенной толщиной и сплошностью, может поглощать в себя пылевидные остатки окалины на поверхности механически очищенной заготовки и предотвратить контакт окалины с волочильным инструментом, тем самым способствуя успешности процесса волочения более прочных металлов, в первую очередь, механически очищенных от окалины.
Смолы (в том числе канифоль), являясь термопластичными веществами с высокой адгезионной способностью, при деформационном разогреве легко образуют пленочное покрытие. Кроме того, канифоль обладает довольно большой молекулярной массой, что обеспечивает покрытию необходимую вязкость. В процессе волочения весьма вязкое, прочно связанное с поверхностью металла смолистое подсмазочное покрытие хорошо воспринимает нанесенную на него технологическую смазку (главным образом, порошкообразную) и удерживает ее, что также дает возможность повышения эффективности процесса волочения заготовки из высокопрочных металлов.
Двухроликовые проводки, установленные в камере устройства для осуществления способа, имеют ролики с рабочими поверхностями, покрытыми фетром, войлоком или подобным материалом. За счет трения своей боковой поверхности о движущуюся заготовку, ролики вращаются. Нижние ролики частично окунаются в раствор канифоли, налитый в ванну в нижней части камеры, и впитывают его своей пористой и капиллярной рабочей поверхностью. Эти ролики, вращаясь, обеспечивают смачивание находящихся с ними в постоянном контакте рабочих поверхностей верхних роликов, и оба: нижний и верхний ролик каждой двухроликовой проводки обеспечивают постоянную протирку влажными тампонами, т.е. смачивание поверхности заготовки, проходящей между ними. Расположение пар роликов под разными углами к горизонту, в частности, взаимно-перпендикулярное расположение, и мягкость, податливость тампонов на рабочих поверхностях роликов обеспечивает плотное облегание и гарантированное смачивание всей боковой поверхности заготовки раствором канифоли, т.е. сплошность подсмазочного покрытия на заготовке.
Раствор канифоли может подаваться из исходной емкости капиллярными трубками непосредственно к верхним роликам, смачивая их тампоны.
Поскольку некоторые растворители (например, диэтиловый эфир, абс. этанол, ацетон, бензол) могут обладать резким, неприятным запахом и при испарении негативно воздействовать на слизистые оболочки верхних дыхательных путей человека, предусмотрено вытяжное устройство для отсасывания их паров из рабочей зоны.
Устройство для осуществления способа может быть также снабжено проходной трубкой, сквозь которую направляют выходящую из устройства заготовку (направление протягивания заготовки показано контурной стрелкой). В этом случае поток воздуха интенсифицируется в непосредственной близости от поверхности заготовки, что приводит к ускорению сушки раствора на поверхности, исключению образования капель раствора на поверхности и частичному возврату раствора в ванну. Это также обеспечивает повышение степени сплошности покрытия.
Изобретения поясняются чертежом, иллюстрирующим конкретный пример их использования, где показана схема устройства для осуществления способа.
Способ подготовки поверхности длинномерной цилиндрической заготовки к волочению осуществляется следующим образом.
Предварительно очищенную от окалины исходную горячекатаную заготовку 1 протягивают через камеру 2, содержащую в своей нижней части ванну 3 с раствором 4 канифоли. Этот раствор в виде подсмазочного покрытия наносится достаточно толстым слоем на поверхность заготовки 1 путем протирки ее влажными тампонами и затем высушивания. Оставшаяся после удаления растворителя в процессе сушки канифоль, имея высокие термопластические и адгезионные свойства, прочно сцепляется с поверхностью заготовки.
Далее в технологическом потоке на подготовленную таким образом поверхность заготовки наносится порошкообразная смазка для последующего волочения (на чертеже эти этапы не показаны).
Устройство для осуществления способа выполнено следующим образом. Непосредственно в камере 2, в нижней части которой в ванну 3 залит раствор 4 канифоли, размещены двухроликовые проводки, состоящие каждая из свободно вращающихся (неприводных) роликов: нижнего 5 и верхнего 6. Ролики проводок установлены, например, соответственно под углами 45° (первая проводка) и 135° (вторая проводка) к горизонту. Внешняя поверхность роликов плотно примыкает к заготовке и покрыта тампонами 7, выполненными из фетра или войлока, или другого подобного мягкого и пористого материала, обладающего капиллярными свойствами. Камера 2 сверху прикрыта герметичной крышкой 8 для предотвращения попадания испарений растворителя в атмосферу.
Ролики 5, 6 одной роликовой проводки контактируют между собой не только через заготовку 1, но и через тампоны 7. Это обеспечивает передачу раствора канифоли с нижних роликов 5 на верхние 6 и обратно при их вращении. Благодаря мягкости, пористости и капиллярности материала тампонов 7, а также благодаря расположению двухроликовых проводок с угловым разворотом по отношению одна к другой, подводимый раствор смачивает всю поверхность заготовки, каким бы ни был ее диаметр, обеспечивая сплошность подсмазочного покрытия.
Устройство имеет также вводную 9 и выводную 10 проводки соответственно на входе и на выходе камеры 2, которые оформлены в виде волок, чтобы замедлить износ этих отверстий камеры.
Сушка покрытия осуществляется естественным испарением. Благодаря специфическим свойствам растворителя (например, диэтилового эфира, абс. этанола, ацетона, бензола) испарение осуществляется интенсивно и не требует значительного времени, что позволяет осуществить все операции по подготовке поверхности в едином технологическом потоке с последующим волочением.
При нанесении на поверхность заготовки подсмазочного покрытия, раствор канифоли может подаваться из камеры 11 предварительного его приготовления на поверхность тампонов 7 капиллярными трубками 12, диаметр которых определяется капиллярными свойствами раствора, а их количество - необходимым расходом раствора.
Передача раствора в этом случае также может осуществляться из ванны 3 камеры 2 такими же капиллярными трубками (не показаны) на верхние ролики 6, а с него, за счет капиллярных свойств тампонов, на нижний ролик 5.
Камера устройства для нанесения подсмазочного покрытия 2 может быть присоединена к вытяжному устройству (не показано) посредством патрубка 13 с надетым на него шлангом, отсасывающему пары растворителя, обеспечивающему быструю сушку изделия и защищающему от них окружающее камеру пространство.
Выходная проводка 10 камеры 2 может быть снабжена проходной трубкой 14, обеспечивающей интенсификацию движения воздуха (показано стрелками) вблизи поверхности заготовки 1 и ускорение, за счет этого - сушки ее поверхности.
Устройство работает следующим образом.
В ванну 3 камеры 2 на уровне, ниже уровня оси протягиваемой заготовки 1, заливают жидкий раствор 4 канифоли, например, в ацетоне. Затем с помощью средств протягивания заготовки (не показаны) через вводную проводку 9, роликовые проводки с нижними 5 и верхними 6 роликами камеры 2 и выходную проводку 10 протягивают заготовку 1, преимущественно, из высокопрочного материала, например легированной стали, предварительно пропуская ее через окалиноломатель. После того, как передний конец заготовки зафиксирован в тянущем устройстве (например, в волочильном барабане, на чертеже не показанном), начинается процесс нанесения на поверхность заготовки жидкого раствора канифоли, посредством протирки влажными тампонами 7. В выводной проводке 10 и далее на пути к волочильному инструменту (на чертеже не показан) жидкий растворитель интенсивно испаряется, оставляя на поверхности заготовки высохший весьма вязкий подсмазочный слой канифоли. Далее, либо непосредственно перед волочильным инструментом, либо в отдельно стоящем устройстве, на подсмазочное покрытие наносят слой технологической смазки, преимущественно порошкообразной, например, натриевое или кальциевое мыло (т.е. порошки на основе стеаратов натрия или кальция). Заготовка с подготовленной таким образом поверхностью, на которой прочно удерживается смазка, поступает в волочильный инструмент, где подвергается эффективному обжатию и выдерживает значительные сдвигающие напряжения.
Таким образом, изобретения позволяют повысить эффективность процесса волочения высокопрочных металлов, в т.ч. из титана, тантала, осмия, нержавеющих сталей и др. металлов за счет увеличения толщины и повышения степени сплошности канифольного подсмазочного покрытия.
Использование изобретений в производстве проволоки и калиброванного металла позволит также шире использовать эффективные и экологически безопасные бескислотные (физические, механические) методы удаления окалины с поверхности длинномерного цилиндрического проката и заготовок в составе совмещенных с волочильными станами поточных линий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ЗАГОТОВКИ К ВОЛОЧЕНИЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2118212C1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ПЫЛЕВИДНЫХ ОСТАТКОВ ОКАЛИНЫ С ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2004 |
|
RU2273538C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 2001 |
|
RU2205711C1 |
| Способ волочения катанки | 2018 |
|
RU2696918C1 |
| ЛИНИЯ ОЧИСТКИ И ВОЛОЧЕНИЯ ПРОВОЛОКИ | 2002 |
|
RU2205080C1 |
| СПОСОБ АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ОТ ОКАЛИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2527556C2 |
| ЛИНИЯ ОЧИСТКИ И ВОЛОЧЕНИЯ КАТАНКИ | 2010 |
|
RU2438812C1 |
| Способ обработки катанки | 1981 |
|
SU1013011A1 |
| СПОСОБ КОНТАКТНОГО МЕДНЕНИЯ ПРОВОЛОКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2057190C1 |
| Смазка для холодного волочения металлов | 1990 |
|
SU1772141A1 |
Изобретение относится к области волочильно-калибровочного производства, в частности к технологии и устройствам для подготовки поверхности длинномерной цилиндрической заготовки к волочению применительно к процессу нанесения подсмазочного, а затем смазочного покрытий. Задача изобретения - повышение эффективности процесса волочения высокопрочных металлов. Способ включает нанесение подсмазочного покрытия в виде канифоли. Покрытие наносят на поверхность заготовки путем ее протирки мягкими пористыми тампонами, пропитанными раствором канифоли с последующей сушкой в технологическом потоке с предварительной механической очисткой заготовки от окалины и ее последующим волочением. Устройство для нанесения подсмазочного покрытия содержит герметичную камеру для протягивания через нее заготовки, с залитым в размещенную в ее нижней части ванну жидким раствором канифоли, последовательно размещенные в камере двухроликовые проводки, установленные под разными углами к горизонту. Ролики проводок покрыты мягким и пористым материалом, а нижние ролики частично погружены в раствор. Для подачи раствора могут быть использованы также капиллярные трубки. Изобретение обеспечивает возможность увеличения толщины и повышения степени сплошности наносимого подсмазочного покрытия из канифоли, а также упрощение используемой для этого конструкции. 2 н. и 6 з.п. ф-лы, 1 ил.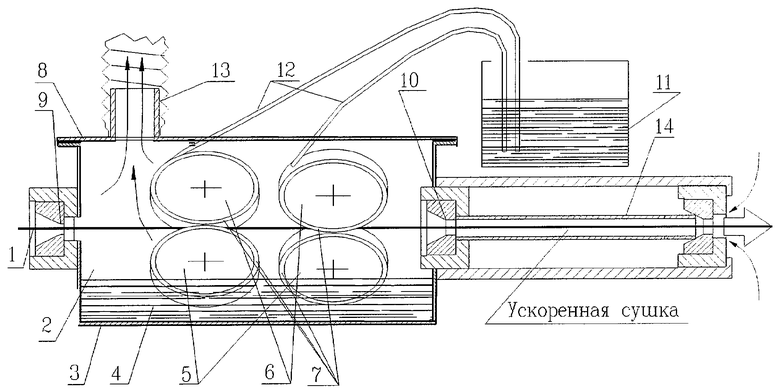
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ЗАГОТОВКИ К ВОЛОЧЕНИЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2118212C1 |
| Способ получения защитного слоя на металлических и других поверхностях | 1954 |
|
SU100477A1 |
| ЛИНИЯ ОЧИСТКИ И ВОЛОЧЕНИЯ ПРОВОЛОКИ | 2002 |
|
RU2205080C1 |
| US 3805738 A, 23.04.1974 | |||
| DE 4012962 A, 05.09.1991. | |||

