Изобретение относится к смазкам для холодного волочения стальной проволоки и калиброванной стали и может найти применение на предприятиях металлургической промышленности.
Для обеспечения высокой скорости обработки и стойкости деформирующего инструмента применяются смазки на основе натриевых или металлических(стеараты)солей гзысших жирных кислот в виде порошка.
Известна смазка для волочения, содержащая смесь мыльного порошка с известью, порошкообразной окисью железа и порошком алюмогеля.
Известна смазка для волочения, содержащая смесь мыльного порошка с наполнителем, в качестве которого служит высушенный и измельченный продукт нейтрализации отходов серно-кислотного травления.
Наиболее близкой по достигаемому результату к предлагаемой язляется смазка для волочения металлов, содержащая мыло и наполнитель, в качестве последнего содержит фосфогипс и концентрат сульфит- нодрожжевой бражки.
Недостатком этих смазок является то, что они могут обеспечить процесс волочения на достигнутом уровне, в основном, в сочетании с подсмазочным покрытием (бу- рирование, известкование, фосфатирова- ние и др.), т.к. не проявляют достаточной антифрикционной эффективности при волочении. В сзязи с этим, перед операцией холодного волочения требуется химическая обработка (травление и нанесение подс ма- зочного покрытия) поверхности металла, что
V4 х| К
повышает трудоемкость процесса производства холоднотянутой стали, усугубляются экологические проблемы
Цель изобретения - обеспечение холодного волочения металла без предварительного нанесения подсмазочного слоя, повышение антифрикционной эффективности смазки, независимо от вида обрабатываемой проволоки и калиброванного металла.
Поставленная цель достигается тем, что смазка на основе натриевых солей высших жирных кислот (далее по тексту - мыльный порошок) дополнительно содержит порошкообразные фосфат трехвалентного железа и фосфат цинка при следующем соотношении компонентов, мас.%: Фосфат железа (III) FePCM по ТУ 6-09-01-430-77 20...30 Фосфат цинка Zn3(PO)2 по ТУ 6-09-01-158-73 4 ..5 Натриевые соли высших жирных кислот по ТУ 17-РСФСР-12-3631-77 или 18-РСФСР-267/74 Остальное Введение фосфатов трехвалентного железа и цинка в смазочную композицию, благодаря их антифрикционным свойстаам, позволяет отказаться от предварительного нанесения подсмазочного слоя, что резко сократит расход химикатов, уменьшит число технологических операций, позволит поднять производительность процесса волочения металла, с которого окалина удаляется механическим способом.
Фосфат железа (FePCM) придает смазке большую прочность сцепления с металлом, т.к. обладает высокой адгезией к поверхности стали, износостойкостью и защитой от коррозии (третичные фосфаты железа имеют наиболее высокую коррозионную стойкость из всех фосфатов).
Фосфат цинка, обладая высокими антифрикционными свойствами, снижает коэффициент трения, повышает температуру плавления смазочной композиции. Обе добавки образуют с натриевыми солями высших жирных кислот в процессе волочения тончайшую пасту, прочно сцепленную с металлом и обладающую более низким коэффициентом трения, чем известные смазки, препятствуют комкованию и спеканию натриевых солей высших жирных кислот в процессе волочения, способствуют лучшему захвату смазки.
Предлагаемую смазку готовят следующим образом. В емкость с натриевыми солями высших жирных кислот (мыльным порошком) добавляют порошкообразные и Zri3(PO/i)2. предварительно высушенные при температуре 100,..105°С в течение 1,5...2,0 ч и размолотые до тонкодисперсного состояния. Приготовленный состав тщательно перемешивают до однородной
порошкообразной массы.
Смазку помещают в мыльницу, установленную непосредственно перед очагом деформации на оборудовании по производству проволоки или калиброванной ста0 ли.
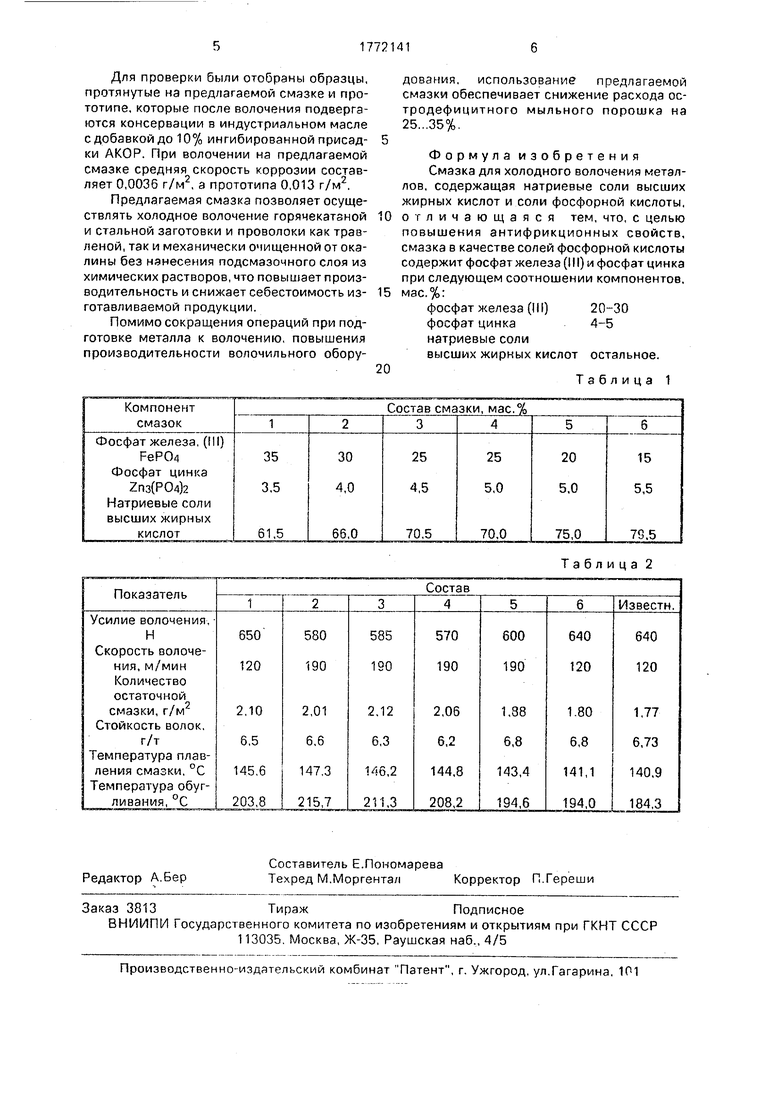
Составы смазок приведены в табл. 1. Уменьшение содержания фосфата железа в смазке менее 20% не обеспечивает достижение поставленной цели, т.е. устой5 чивого процесса волочения без нанесения подсмазочного слоя из-за недостаточности смазочного слоя. Увеличение содержания фосфата железа в смазке выше 30% не изменяет адгезии смазки к металлу, но при
0 этом повышается усилие волочения вследствие недостаточного количества органических смазочных веществ (мыла) в смазке.
Введение в смазку фосфата цинка менее 4 % недостаточно для снижения коэффи5 циента трения при волочении металла без подсмазочной пленки, а более 5% - не изменяет антифрикционную эффективность смазки, но повышает гигроскопичность состава.
0 Эффективность предлагаемой смазки с прототипом (состав, мас.%: фосфогипс - 30; концентрат сульфитнодрожжевой бражки - 0,5; мыло - остальное) сравнивали по усилию волочения, количеству остаточной сма5 эочной пленки на поверхности металла после волочения (увеличение количества остатков смазки на металле свидетельствует о повышении антифрикционной эффективности смазки). Смазки испытывали при холод0 ном волочении горячекатаной заготовки марки 10 кп, предварительно очищенной от окалины травлением без нанесения подсмазочной пленки по маршруту 7,5, 5,7, 4,8, 4,0 мм. Результаты испытаний приведены в
5 табл. 2.
Испытания показывают, что на предлагаемой смазке можно осуществить устойчивое волочение без нанесения подсмззочной пленки с заметным снижением усилия воло0 чения, в то время, как на известной, в тех же условиях волочение осуществляется с трудом (повышается усилие волочения, снижается скорость процесса, сам процесс волочения неустойчивый, происходят обры5 вы проволоки).
Толщина смазочной пленки при использовании предлагаемой смазки возрастает в 2 раза. Одновременно с этим значительно возрастает коррозионная стойкость металла, протянутая на предлагаемой смазке
Для проверки были отобраны образцы, протянутые на предлагаемой смазке и прототипе, которые после волочения подвергаются консервации в индустриальном масле с добавкой до 10% ингибированной присадки АКОР. При волочении на предлагаемой смазке средняя скорость коррозии составляет 0,0036 г/м2, а прототипа 0,013 г/м2.
Предлагаемая смазка позволяет осуществлять холодное волочение горячекатаной и стальной заготовки и проволоки как травленой, так и механически очищенной от окалины без нанесения подсмазочного слоя из химических растворов, что повышает производительность и снижает себестоимость изготавливаемой продукции.
Помимо сокращения операций при подготовке металла к волочению, повышения производительности волочильного обору0
5
0
дования, использование предлагаемой смазки обеспечивает снижение расхода остродефицитного мыльного порошка на 25...35%.
Формула изобретения
Смазка для холодного волочения металлов, содержащая натриевые соли высших жирных кислот и соли фосфорной кислоты, отличающаяся тем, что, с целью повышения антифрикционных свойств, смазка в качестве солей фосфорной кислоты содержит фосфат железа (111) и фосфат цинка при следующем соотношении компонентов, мас.%:
фосфат железа (III)20-30
фосфат цинка4-5
натриевые соли
высших жирных кислот остальное.
Таблица 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения смазки при холодной обработки металлов давлением | 1976 |
|
SU596315A1 |
| СМАЗКА ДЛЯ СУХОГО ВОЛОЧЕНИЯ ПРОВОЛОКИ | 1992 |
|
RU2032711C1 |
| СМАЗКА ДЛЯ СУХОГО ВОЛОЧЕНИЯ | 2001 |
|
RU2188226C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СЛОЯ-НОСИТЕЛЯ СМАЗОЧНОГО МАТЕРИАЛА, В ЧАСТНОСТИ, НА ПРОВОЛОЧНЫЙ МАТЕРИАЛ, ПОЛУЧАЕМЫЙ СПОСОБОМ ВОЛОЧЕНИЯ | 1994 |
|
RU2143957C1 |
| ВСЕСОЮЗНА!; ШШЖЯжшйр.^-^ II 1 111Г I I ИЦ,1 I Г<;ЛЖБИБ./1ИОТЕН:* ^• | 1973 |
|
SU368296A1 |
| Смазка для волочения проволоки | 1985 |
|
SU1355623A1 |
| СОСТАВ СМАЗКИ ДЛЯ ХОЛОДНОГО ВОЛОЧЕНИЯ ПРОВОЛОКИ | 1997 |
|
RU2126818C1 |
| "Смазка для сухого волочения черных и цветных металлов "Форсаж" | 1990 |
|
SU1735208A1 |
| Смазка для волочения труб | 1976 |
|
SU607839A1 |
| Смазка "СКАН" для волочения металлов | 1984 |
|
SU1221230A1 |
Сущность изобретения: смазка содержит фосфатжелеза(1)20-30%, фосфат цинка 4-5% и натриевые соли высших жирных кислот остальное. 2 табл.
Таблица 2
| Авторское свидетельство СССР | |||
| Смазка для обработки металлов давлением | 1982 |
|
SU1122690A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Плуг с фрезерным барабаном для рыхления пласта | 1922 |
|
SU125A1 |
| Смазка для холодной обработки металлов давлением | 1980 |
|
SU947182A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Смазка для холодного волочения проволоки | 1982 |
|
SU1097654A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
