Специально, хотя и не исключительно, изобретение особенно применимо в области загрузочных устройств, предназначенных для загрузки формовочных ячеек пресс-формы, и в общем, для укладки поверх предварительно уложенного слоя (состоящего из несущего материала с большей зернистостью) дополнительного слоя порошкового материала в виде, в общем, материала более тонкого помола и более высокого качества, предназначенного для образования декоративной лицевой поверхности плитки.
Устройства такого типа известны, обычно их называют устройствами двойной загрузки, и в них сочетают обычный лоток или тележку для загрузки пресс-формы с различными устройствами, среди которых используют небольшие ленточные конвейеры, работающие согласованно с лотком или тележкой, с помощью которых выполняют упомянутую выше операцию двойной загрузки путем укладки дополнительного слоя порошковых материалов в ячейку, предварительно заполненную из лотка.
Основной недостаток ранее известного способа заключается в значительной деформации, которой подвергается декоративный слой (в форме порошкового материала), когда его сбрасывают с конца конвейера во время перемещения последнего в горизонтальном направлении над формовочной ячейкой.
При выполнении этого прохода создается определенный эффект "водопада", вызывающий нежелательное перемешивание порошковых материалов, которое в дальнейшем усиливается из-за удара падающих порошковых материалов (вторая загрузка) о лежащие внизу порошковые материалы, уже уложенные на подложке ячейки во время первой операции загрузки. Желательное кинематическое решение должно быть таким, чтобы скорость перемещения (отвода) ленты конвейера была равна и противоположна по направлению скорости перемещения ленты, на которой уложены порошковые материалы. Это условие, однако, становится все более сложно выполнять с увеличением скорости.
Другой недостаток ранее известного способа заключается в том, что время разгрузки весьма значительно и ведет к увеличению длительности рабочего цикла.
Основной задачей настоящего изобретения является исключение указанных выше недостатков ранее известного способа путем создания способа укладки порошковых материалов, при котором не изменяют в сколько-нибудь значительной степени структуру слоя, который укладывают.
Преимущество изобретения заключается в том, что его можно использовать при любом существующем типе пресс-формы для керамики.
Другое преимущество изобретения заключается в том, что позволяет правильно и точно установить линию для декоративного оформления, непосредственно размещенную над верхней ветвью ленточного конвейера и состоящую из множества устройств для формирования декоративных слоев, посредством которых можно, таким образом, выполнять различные декоративные операции. Количество возможных декоративных операций, однако, не должно ни в коей мере влиять на продолжительность рабочего цикла.
Эти задачи и преимущества и другие побочные отличительные признаки достигают путем использования настоящего изобретения в том виде, как оно изложено в прилагаемой формуле изобретения.
Изобретение относится к способу загрузки пресс-форм для изготовления керамических плиток такого типа, при котором слой порошковых материалов, несущий декоративное оформление, укладывают на опорную поверхность ленточного конвейера, ленточный конвейер вводят в зону между нижней полуформой и верхней полуформой над ячейкой, размещенной в нижней полуформе, и слой порошковых материалов сбрасывают в ячейку, когда ленточный конвейер отводят, отличающемуся тем, что по крайней мере отвод разгрузочного конца ленточного конвейера производят без какого-либо относительного перемещения между опорной поверхностью и нижней частью слоя путем поступательного перемещения разгрузочного конца, который производят в направлении, параллельном опорной поверхности, причем отвод выполняют очень быстро.
Дополнительные отличительные особенности и преимущества настоящего изобретения будут лучше поняты при ознакомлении с приведенным ниже подробным описанием предпочтительного, но не исключительного, варианта выполнения изобретения, проиллюстрированного просто в качестве не ограничивающего примера прилагаемыми чертежами, на которых изображено
на фиг.1 - схематический вид сбоку;
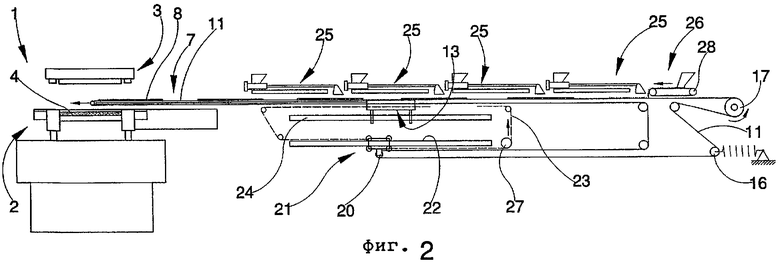
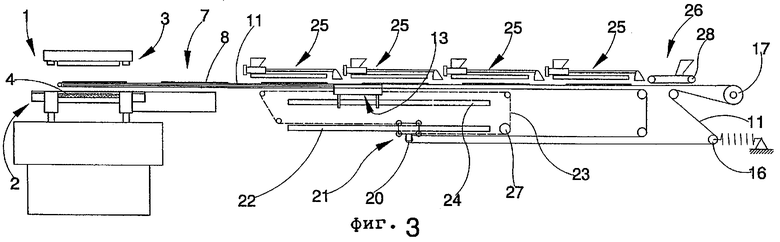
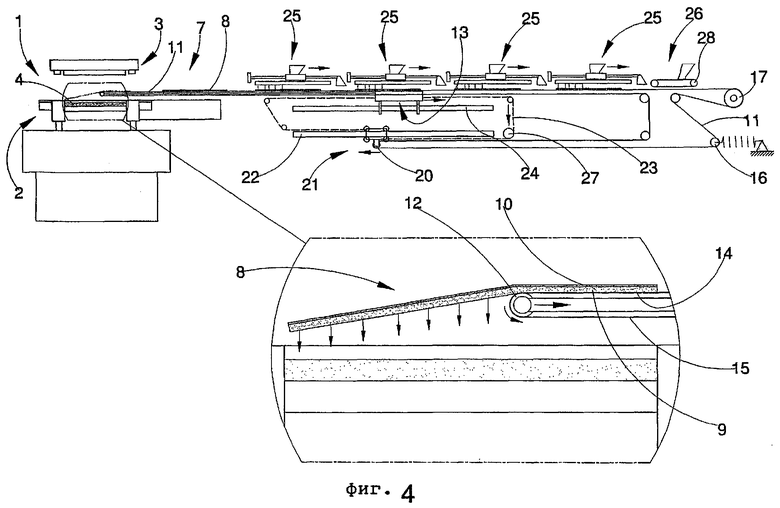
на фиг.2, 3 и 4 - вид, аналогичный приведенному на фиг.1, в трех различных позициях при выполнении операций;
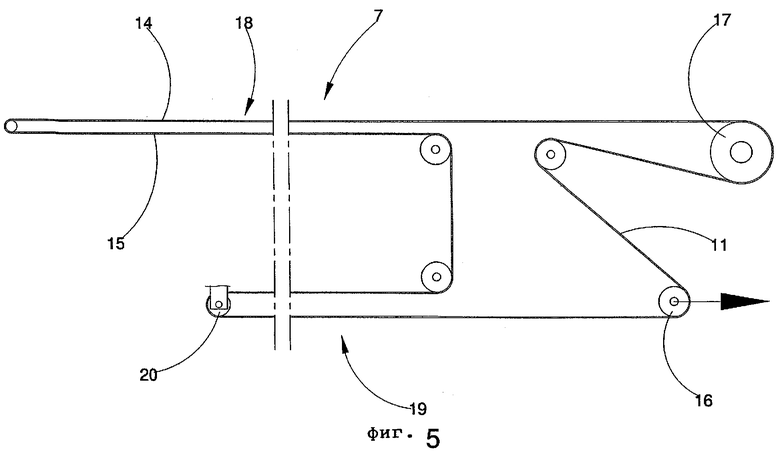
на фиг.5 - схематический подробный вид конвейерной ленты, отделенной от остального устройства.
На фиг.1 схематически показана пресс-форма для изготовления керамических плиток, включающая нижнюю полуформу 2, содержащую ячейку 4, предназначенную для приема порошковых материалов, которые должны быть подвержены прессованию, и верхнюю полуформу 3.
Обычный лоток 5 расположен в поднятом положении между нижней полуформой 2 и верхней полуформой 3, причем этот лоток 5 предназначен для укладки первого слоя порошкового материала в ячейку 4; этот порошковый материал служит "основанием" для второго слоя, обычно состоящего из материала более тонкого помола и лучшего качества и укладываемого более тонким слоем, который должен служить в готовом изделии лицевой декоративной поверхностью плитки. Второй слой загружают в ячейку 4 поверх нижнего слоя, уложенного ранее с помощью лотка 5, с использованием устройства согласно изобретению, специально предназначенного для выполнения этой второй операции загрузки.
Способ выполнения второй загрузочной операции включает формирование слоя 8 из порошковых материалов, имеющего декоративные особенности, на опорной поверхности ленточного конвейера 7, введение ленточного конвейера 7 между нижней полуформой 2 и верхней полуформой 3 над ячейкой 4, расположенной в нижней полуформе 2, после чего выполняют разгрузку этого слоя 8 в ячейку 4 одновременно с отводом ленточного конвейера 7. Изобретение отличается от ранее известного способа тем, что по крайней мере отвод разгрузочного конца ленточного конвейера 7 производят без относительного перемещения между опорной поверхностью и основанием слоя 8 путем поступательного перемещения разгрузочного конца, который производят параллельно опорной поверхности и который отличается тем, что выполняют его с высокой скоростью так, чтобы удалить опорную поверхность из-под слоя 8 порошковых материалов очень быстро, понуждая порошковые материалы падать вертикально вниз без трения относительно разгрузочного конца конвейера. В действительности разгрузочный конец конвейера отводят так быстро, что порошковые материалы, образующие слой 8, падают свободно и вертикально, когда из-под них удаляют опору.
Во время стадии разгрузки, показанной на фиг.3, приводное устройство 17 остается неактивным, в то время как каретку 13, а вместе с ней и разгрузочный конец ленточного конвейера 7 отводят очень быстро с помощью приводного ролика 27, которым приводят в движение ленту 23 конвейера. На этой стадии переносят различные декоративные узоры на различных декоративных станциях с помощью "сухих" распределителей 25 декоративных узоров.
Хорошее сцепление ленты 11 с головкой 12 обеспечивают с помощью натяжного приспособления 16 путем постоянного натяжения в направлении, указанном стрелкой.
Слой 8 содержит нижнюю часть 9, на которой расположен верхний декоративный слой 10, содержащий порошковые материалы, нанесенных в соответствии с предварительно заданными узорами.
Путем выполнения способа согласно изобретению слой порошковых материалов сбрасывают таким образом, что структура уложенных слоев не изменяется, особенно та его часть, которая образует декоративный узор.
Различные точки слоя 8 имеют параллельные и одинаковые траектории падения, что позволяет декоративной структуре, созданной в верхнем декоративном слое 10, оставаться неизменной. Кроме того, нижняя часть 9 выполняет роль некоторого буфера, смягчающего удар при столкновении с первым слоем материала, уже находящимся на подложке ячейки 4, и предотвращающего последующее перемешивание порошковых материалов в верхнем декоративном слое 10.
Описанный выше способ выполняют с помощью устройства для загрузки форм для изготовления керамических плиток, которое содержат по меньшей мере один ленточный конвейер 7, конечная часть которого, известная как разгрузочный конец, на котором лента 11 ленточного конвейера 7 огибает головку 12 и возвращается под углом около 180°, причем лента 11 прикреплена к каретке 13, которую можно по команде перемещать возвратно-поступательно вдоль направляющей 24 в направлении, параллельном опорной поверхности ленточного конвейера 7.
Бесконечная лента 11 содержит верхнюю ветвь 14, на которую укладывают порошковые материалы, и нижнюю ветвь 15, параллельную верхней ветви 14; лента 11, кроме того, сопряжена с натяжным приспособлением 16, с помощью которого ленточный конвейер поддерживают в натянутом состоянии.
Приводное устройство 17 также сопряжено с лентой 11 и с его помощью по команде можно управлять движением верхней ветви 14 ленты 11.
Лента 11 огибает ряд направляющих роликов, с помощью которых эффективно поддерживают сдвоенную верхнюю ветвь, обозначенную поз.18 на фиг.5, в положении, параллельном верхней ветви 14, и обеспечивают движение в том же направлении, вдоль которого движется верхняя ветвь 14, а сдвоенная нижняя возвратная ветвь 19, параллельная сдвоенной верхней ветви 18, образована путем огибания ленты вдоль дуги, составляющей около 180°, относительно головного ролика 20.
Головной ролик 20 является холостым и расположен на следящей каретке 21, которая установлена с возможностью свободного перемещения по направляющей 22 в направлении, параллельном направлению перемещения каретки 13.
Следящая каретка 21 и каретка 13 связаны между собой с возможностью возвратно-поступательного перемещения вдоль параллельных направляющих в противоположных направлениях в одинаковой степени. Приводной ролик 27 сопряжен со следящей кареткой 21 и кареткой 13 и по команде может понуждать обе каретки к перемещению.
Следящая каретка 21 и каретка 13 связаны между собой с возможностью возвратно-поступательного перемещения с помощью бесконечного ремня 23, огибающего ряд стационарно установленных роликов.
С помощью показанного на чертежах устройства можно вводить разгрузочный конец ленточного конвейера 7 в пространство между нижней полуформой 2 и верхней полуформой 3 и выводить его из этого пространства.
Кроме того, возможность выдерживания верхней ветви 14 ленты 11 в неподвижном состоянии во время фазы отвода и возможность перемещения ленты 11 и разгрузочного конца во время фазы ввода, а также специальная конфигурация ленточного конвейера 7 позволяют без проблем осуществлять правильно и точно установку линии для декоративного оформления, содержащую несколько "сухих" распределителей 25 декоративных узоров, с помощью которых, таким образом, можно выполнять различные декоративные узоры, непосредственно используя верхнюю ветвь 14 ленточного конвейера 7. Во время фазы ввода настоящего способа, показанной на фиг.2, вводят в действие устройство для укладки нижнего слоя 26 порошковых материалов, предназначенного для того, чтобы он составлял часть нижней части 9 слоя 8; это устройство расположено вверх по ходу процесса от "сухих" распределителей 25 декоративных узоров так, что эта нижняя часть 9 может быть уложена сначала.
Во время фазы ввода, показанной на фиг.2, вводят в действие приводной ролик 27 для того, чтобы переместить каретку 13, следствием чего является отвод следящей каретки 21. С помощью приводного устройства 17 приводят в движение ленту 11 так, что верхняя ветвь 14 перемещается с той же скоростью и синхронно с разгрузочным концом ленточного конвейера 7, и с помощью ролика 28 для привода малой конвейерной ленты устройства для укладки нижнего слоя 26 приводят в движение малую ленту синхронно с движением ленты 11 так, что с ее (малой конвейерной ленты) помощью можно уложить нижнюю часть 9 слоя 8.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАЗГРУЗОЧНАЯ КОНЦЕВАЯ РАМНАЯ КОНСТРУКЦИЯ ЛЕНТОЧНОГО КОНВЕЙЕРА ДЛЯ ЗАГРУЗКИ КЕРАМИЧЕСКИХ МАТЕРИАЛОВ В ФОРМУ | 2002 |
|
RU2292294C2 |
| СУШИЛКА ДЛЯ СЫПУЧИХ ТЕРМОЧУВСТВИТЕЛЬНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2489657C1 |
| ЛЕНТОЧНЫЙ КОНВЕЙЕР | 1991 |
|
RU2019473C1 |
| Промежуточный привод ленточного конвейера | 1989 |
|
SU1781148A1 |
| Автомат для расфасовки и упаковки сыпучих продуктов в пакеты с М-образными боковыми складками из рукавных термопластичных пленочных материалов | 1986 |
|
SU1369989A1 |
| РЕЛЬСОВАЯ КОНВЕЙЕРНАЯ СИСТЕМА | 2011 |
|
RU2600021C2 |
| Установка для загрузки и разгрузки транспортных средств | 1989 |
|
SU1640080A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ОБЖИГОВОЙ КОНВЕЙЕРНОЙ МАШИНЫ | 1994 |
|
RU2089806C1 |
| Ленточный конвейер | 1979 |
|
SU872404A1 |
| ТРАНСПОРТИРОВОЧНЫЙ УЗЕЛ, ПЕРЕНОСЯЩАЯ МАТЕРИАЛЫ КОНСТРУКЦИЯ, ПЕРЕНОСЯЩИЙ МАТЕРИАЛЫ УЗЕЛ, МОБИЛЬНОЕ ТРАНСПОРТИРОВОЧНОЕ УСТРОЙСТВО И СПОСОБ | 2015 |
|
RU2689646C2 |
Изобретение применимо в области загрузочных устройств, предназначенных для загрузки формовочных ячеек пресс-формы, для укладки поверх предварительно уложенного слоя (состоящего из несущего материала с большей зернистостью), дополнительного слоя порошкового материала в виде, в общем, материала более тонкого помола и более высокого качества, предназначенного для образования декоративной лицевой поверхности плитки. Технический результат заключается в том, чтобы скорость перемещения (отвода) ленты конвейера была равна и противоположна по направлению скорости перемещения ленты, на которой уложены порошковые материалы. В способе и устройстве согласно изобретению слой порошковых материалов, несущий узоры, укладывают на опорную поверхность ленточного конвейера, причем ленту конвейера вводят между нижней полуформой и верхней полуформой над ячейкой, расположенной в нижней полуформе, причем слой порошковых материалов загружают в ячейку путем быстрого отвода ленточного конвейера. Отвод разгрузочного конца ленточного конвейера выполняют без относительного перемещения между неподвижной поверхностью и нижней частью слоя порошковых материалов путем поступательного перемещения в направлении, параллельном неподвижной поверхности. 2 н. и 5 з.п. ф-лы, 5 ил.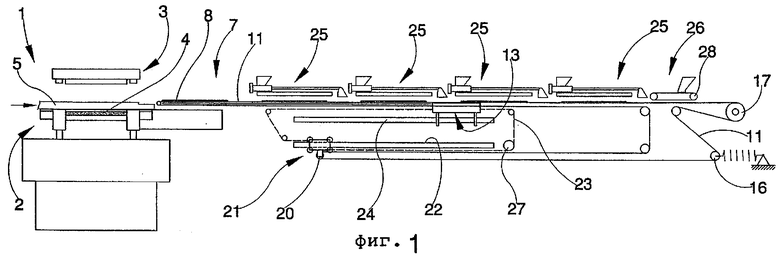
| Кипятильник для воды | 1921 |
|
SU5A1 |

