Заявляемые способ, устройство для формования термопластичного полимерного материала и состав термопластичного полимерного материала с вариантами реализации технических предложений относятся к технологии формования термопластичного полимерного материала, например, к инжекционному формованию и формованию экструзией. Преимущественно предлагаемое техническое решение относится к экструзии полиолефинов, в частности, полиэтилена, и может быть использовано при изготовлении полимерного профиля, изолирующего покрытия на электрическом кабеле, полимерного волокна, полимерной трубы и полимерной пленки, получаемой раздуванием трубы.
Полимеры, изготовленные с использованием металлоценовых катализаторов, характеризуются узким распределением молекулярного веса полимерных цепей и повышенной прочностью, но при обычных в индустрии скоростях переработки экструзией приобретают шероховатость, известную как "акулья кожа" или "змеиная кожа", "дробление расплава". Появление дефектов на поверхности изделий ограничивает скорость переработки пластиков. Наиболее распространенным в индустрии пластиком является полиэтилен. Полиэтилен, получаемый на металлоценовых катализаторах, вытесняет обычный линейный полиэтилен низкой плотности на рынке пленок. Полиэтилен используется в основном для производства пленки (около 60% от общего объема) методом экструзии и раздувания трубы. При экструзии полиэтилена с узким распределением молекулярного веса уже при небольших скоростях экструзии (около 10 мм/сек) поверхность трубы приобретает шероховатость, а получаемая раздуванием трубы тонкая пленка имеет пониженный блеск на отражение и рассеивает проходящий и отраженный свет, что снижает потребительское качество продукта.
Использование добавок фторированных углеводородов в полимерный материал для уменьшения шероховатости поверхности продукта и уменьшения загрязнения мундштука известно с 60-х годов [1]. Эти добавки осаждаются на поверхности устройств для формования и обеспечивают смазку этой поверхности. Например, в патенте [2] показано, что экструзия смесей эластомеров с добавками от 0,002 до 2 вес.% фторированных углеводородов со структурой полимерной цепи (CF2-CH2)n-(CF2-CF.CF3)m, где n/m - составляет около 7/3, и с температурой размягчения между 100°С и 300°С позволяет получать бездефектный продукт на повышенных скоростях экструзии.
Для использования в качестве добавок, снижающих шероховатость продукта, на рынке доступны следующие фторированные полимеры: "Viton® FreeFlow™" DuPont [3], "DYNAMAR" Dyneon (3M) [4], "KYNAR" Atofina Chemicals [5]. При использовании этих добавок в количестве более 0,04 вес.% возможно увеличить скорость экструзии полиэтилена в два - четыре раза без появления шероховатости поверхности продукта. Известно использование добавок ди-блок сополимеров PTFE и акриловых полимеров с торговой маркой "METABLEN - А" для использования при переработке полиолефинов [6].
Обобщая анализ аналогов предлагаемого технического решения, связанных с использованием фторированных полимеров, можно отметить, что их недостатком является дороговизна фторированных полимеров, а также недостаточная степень увеличения скорости бездефектной экструзии. Дополнительно, присутствие фторированных полимеров в пленке затрудняет сварку полиэтилена при изготовлении упаковки.
Промышленность использует смеси полимеров с антиоксидантами, стабилизаторами, добавками для уменьшения статического электричества, органическими и неорганическими наполнителями, красителями, пластификаторами, добавками, предотвращающими слипание полимерных изделий, например полимерной пленки (антиблоковые добавки), добавками, улучшающими переработку полимеров, например масла и т.д. При экструзии пластиков с наполнителями происходит быстрый унос тонких и текучих покрытий смазки на поверхности металла абразивными частичками. Скорость осаждения смазочных покрытий из фторированных полимеров при этом может быть меньше скорости их уноса даже при содержании добавок более 2 вес.%, что неприемлемо в промышленном производстве.
В промышленности обработки пластиков существует значительная потребность в относительно недорогих добавках, обеспечивающих получение продукта без ухудшения его механических или органолептических свойств. Особенно это актуально для получения пленок из полиолефинов, смесей и/или сополимеров полиолефинов и эластомеров. Силиконы и силиконовые каучуки - это недорогие и широко доступные химические вещества с широким диапазоном вязкости. Использование силиконов и силиконовых эластомеров в переработке пластиков хорошо известно. В [7, 8, 9] предложено использовать полисилоксаны в качестве антиблоковых добавок для предотвращения слипания полимерной пленки. Например, в описании к патенту [10] было предложено использование частиц неплавящегося силиконового полимера размером от 0,5 до 7 микрон для предотвращения слипания полимерной пленки (антиблоковые добавки) и в качестве добавок, позволяющих получить бездефектную поверхность при повышенных скоростях экструзии. Компания Dow Corning [11] производит такие порошки для добавок в смеси полимеров в количестве от 0,1 до 40 вес.%. Для уменьшения дробления расплава линейного полиэтилена низкой плотности (LLDPE) предлагается использование добавки от 0,2 до 10 вес.% суспензии порошка в LLDPE с названием "DOW CORNING® MB50-313 MASTERBATCH", содержащего 50 вес.% силоксанов. Для использования в качестве добавок доступны неплавящиеся (сшитые) полисилоксаны в виде порошка сферических частиц с размером от 2 до 6 мкм под маркой "Tospearl" от компании GE Silicones [12]. Известны технические решения [13, 14, 15, 16, 17], описывающие термопластичные смеси с реагирующими компонентами силиконовой резины при содержании эластомера от 1 до 60 вес.% от общего веса термопластичной смеси. После формования изделий из таких смесей эластомеры вулканизируют для получения трехмерной структуры из резины в термопластичной матрице. Введение силиконов в термопластичные смеси облегчает отделение изделия от пресс-формы и уменьшает абразивный износ и загрязнение поверхности изделий.
В описаниях к патентам [18, 19] было предложено использовать добавки полисилоксанов с полярными группами для улучшения механических и оптических характеристик пленки из полиолефинов. В описании к патенту [20] было предложено использовать органосилоксаны со структурой линейного диблок- сополимера в комбинации с органофосфорными соединениями. В описании к патенту [21] предложено использовать в качестве добавок диорганосилоксан с молекулярным весом более 10000 а.е., содержащий гидроксил- группы. В описании к патенту [22] предложено использовать в качестве добавок диблок-сополимер органосилоксана с молекулярным весом более 40000 и с, по крайней мере, одной гидроксил- группой. В описании к патенту [23] предложено использовать в случае мундштука с никелевым покрытием поверхности добавки органофосфорных соединений и добавки диорганосилоксана с молекулярным весом более 10000 и, по крайней мере, с одной гидроксил- группой.
Обобщая анализ аналогов предлагаемого технического решения, связанных с использованием в качестве добавок полисилоксанов для снижения шероховатости продукта, можно отметить, что предлагаемые для использования в качестве смазки соединения обеспечивают недостаточное увеличение скорости бездефектной экструзии.
Известны технические решения, в которых предложено использовать добавки невулканизированных фторированных эластомеров. В описании к патенту [24] раскрыто, что при экструзии полиолефинов добавки от 0,005 до 2 вес.% фторированных эластомеров с температурой плавления между 120°С и 300°С, но не выше, чем температура формования полимерного материала, позволяет получать бездефектный продукт при более высокой скорости экструзии. В описании к патенту [25] описано использование невулканизированного фторированного эластомера - сополимера тетрафлюороэтилена с перфлюоро-алкилэфиром в качестве добавок для улучшения качества тефлонового (PTFE) покрытия. В патенте [26] описан способ формования, включающий смешивание добавок невулканизированных эластомеров - сополимера тетрафлюороэтилена с перфлюоро-алкилвинилэфиром с термопластичным полимерным материалом в количестве от 0,05 до 0,5 вес.%, нагрев до плавления и экструзию полимерного материала.
Наиболее близким к предлагаемому техническому решению является описанный в патенте [27] способ экструзии расплава полимера с добавками фторированного полимера через мундштук, поверхность которого покрыта слоем, содержащим один или более оксидов металлов из группы: Ti, Zr, Cr, Fe, Ni, Pd, Pt, Cu, Ag, Au, Al, Si, причем фторированный полимер характеризуется повышенной адгезией к этому оксидному покрытию. В частном случае реализации в качестве фторированного полимера используется невулканизированный фторированный эластомер. Увеличение адгезии слоя смазки к поверхности позволяет уменьшить скорость уноса смазки расплавом полимерного материала.
В описании этого патента подробно излагается конструкция мундштука, характеризуемая тем, что мундштук имеет покрытие, содержащее оксиды металлов из указанной выше группы. Приводятся примеры нанесения окисного покрытия на поверхность металла.
В описании этого патента подробно излагается химическая структура добавок фторированных полимеров и фторированных эластомеров, содержащих полярные группы и способных химически реагировать или физически присоединяться к поверхности окисного покрытия, а именно: -COF, -SO3М, -OSO3М, -ОН, -СООМ, где М - водород, катион щелочного металла или катион аммония, -SO2F, -SO2Cl, -COOR, где R - алкил радикал с количеством атомов углерода до 3. В частности показано, что увеличение бездефектной скорости экструзии обеспечивают фторированные полимеры и фторированные эластомеры, обработанные неорганическими пероксидами и имеющие концевые полярные группы -СООН или -COF. В описании патента подробно излагается состав полимерной смеси, содержащей полимер или сополимер олефинов, добавки фторированных полимеров и наполнитель. Однако в описании к патенту нет указаний, как упругие свойства материала добавок влияют на качество формуемых изделий.
Обобщая анализ аналогов предлагаемого технического решения, связанных с использованием в качестве добавок невулканизированных фторированных эластомеров, можно отметить, что использование этих добавок не приводит к нанесению упругого покрытия на поверхность мундштука. Недостатком этих технических решений является недостаточная степень увеличения скорости бездефектной экструзии.
Обобщая анализ всех аналогов предлагаемого технического решения, можно отметить, что до настоящего времени неизвестны способы, позволяющие значительно увеличить скорость бездефектной экструзии, в особенности при экструзии полимеров, содержащих твердые абразивные частицы. Неизвестны также составы добавок, которые могли бы быть использованы для увеличения бездефектной скорости экструзии и одновременно не ухудшали бы качество продукта.
Заявляемые технические решения направлены на увеличение скорости бездефектной экструзии. Другими результатами предлагаемых технических решений являются: удешевление используемых добавок, снижение количества добавок при экструзии расплавов полимерного материала с наполнителями, упрощение конструкции оборудования для формования расплавов полимерных материалов, экономия энергии, необходимой для формования, улучшение внешнего вида и механических характеристик получаемых продуктов.
Указанный результат достигается тем, что способ формования термопластичного полимерного материала включает выдавливание расплава термопластичного полимерного материала с добавками эластомеров через устройство для формования термопластичного полимерного материала и создание в процессе выдавливания упругого покрытия, по крайней мере, на части поверхности устройства, находящейся в контакте с расплавом.
Указанный результат достигается также тем, что создание упругого покрытия осуществляют, по крайней мере, на части поверхности устройства для формования, примыкающей к выходу из формующего устройства, и с длиной не меньше 10% от ширины зазора для формования полимерного материала.
Указанный результат достигается также тем, что добавки эластомеров вносят в формуемый полимерный материал в количестве от 0,001 до 10 вес.%.
Указанный результат достигается также тем, что добавки эластомера вносят в процессе формования одного термопластичного полимерного материала с добавками эластомеров от 0,01 до 10 вес.%, а затем производят формование другого термопластичного полимерного материала с добавками эластомеров от 0,001 до 1 вес.% или без добавок.
Указанный результат достигается также тем, что создание упругого покрытия осуществляют путем осаждения добавок эластомеров из расплава формуемого термопластичного полимерного материала и их вулканизации.
Указанный результат достигается также тем, что создание упругого покрытия осуществляют путем осаждения добавок эластомеров из расплава формуемого термопластичного полимерного материала, а в качестве эластомеров используют термопластичные эластомеры.
Указанный результат достигается также тем, что в качестве термопластичных эластомеров используют эластомеры с температурой стеклования ниже температуры формования термопластичного полимерного материала и с малой адгезией к формуемому термопластичному полимерному материалу.
Указанный результат достигается также тем, что эластомеры выбирают из группы эластомеров, способных к вулканизации по реакциям поликонденсации или гидросилирования.
Указанный результат достигается также тем, что процесс формования термопластичного полимерного материала осуществляют с использованием устройства с покрытием, нанесенным, по крайней мере, на части его поверхности, находящейся в контакте с расплавом, и содержащим катализатор для соответствующей реакции вулканизации эластомеров,
Указанный результат достигается также тем, что покрытие, содержащее катализатор для соответствующей реакции вулканизации эластомеров, наносят в процессе формования термопластичного полимерного материала.
Указанный результат достигается также тем, что добавки эластомеров и катализатора для обеспечения их вулканизации вносят раздельно во времени.
Указанный результат достигается также тем, что добавки катализатора вносят в процессе формования одного термопластичного полимерного материала, а затем производят формование другого термопластичного полимерного материала.
Указанный результат достигается также тем, что расплав термопластичного полимерного материала дополнительно содержит добавки сшивающих агентов.
Указанный результат достигается также тем, что в качестве сшивающих агентов используют органические пероксиды с температурой разложения выше температуры формования, но ниже температуры разложения термопластичного полимерного материала.
Указанный результат достигается также тем, что вулканизацию эластомеров осуществляют путем их нагрева до температуры разложения указанных пероксидов, по крайней мере, в той части формующего устройства, которая примыкает к его выходу, например, к выходу из мундштука или фильеры.
Указанный результат также достигается использованием устройства для формования термопластичного полимерного материала с покрытием, нанесенным, по крайней мере, на части той поверхности устройства, которая предназначена для контакта с расплавом термопластичного полимерного материала, и содержащим катализатор для соответствующей реакции вулканизации эластомеров.
Указанный результат достигается также использованием устройства с покрытием, содержащим катализатор и выполненным из резины, эластичной при температуре формования полимерного материала.
Указанный результат достигается также использованием состава термопластичного полимерного материала, содержащего полиолефины и добавки эластомеров, причем в качестве эластомеров используют блок-сополимеры жестких полимеров (А) с температурой стеклования выше комнатной, но ниже температуры формования указанных полиолефинов, и мягких полимеров (В) с температурой стеклования ниже комнатной, причем блок-сополимеры выбирают со структурой линейного блок-сополимера А(ВА)n, где n>0, или (ВА)m, где m>1, или графтсополимера, когда к мягкому полимеру привиты, по крайней мере, два боковых сегмента жестких полимеров, при следующем соотношении компонентов:
термопластичные эластомеры - 0,001-10 вес.%
термопластичный полимерный материал - остальное.
Указанный результат достигается также использованием состава термопластичного полимерного материала с добавками термопластичных эластомеров, в котором в качестве жестких полимеров преимущественно используют полимеры из следующей группы: полиэфирсульфон, поливинилпирролидон, полиметилметакрилат, полистирол, жесткий полиимид, полиуретан, а в качестве мягких полимеров преимущественно используют полимеры из следующей группы: полидиметилсилоксан, полиметилфенилсилоксан, политетрафторэтилен, фторированный полиэтилен или мягкие сополимеры фторированных полиолефинов с соотношением атомов фтора к атомам углерода не менее 1:2.
Термин "термопластичный полимерный материал" или для краткости "термопластичный материал", "термопласт" означает материал на основе полимера, который размягчается и приобретает способность к пластической деформации при нагреве до температуры меньше температуры его термического разложения. Термин "пластичная деформация" означает необратимую деформацию под действием многократной или долговременной нагрузки без разрушения.
В общем случае термопластичный материал имеет в своем составе не только сам полимер, но и различные добавки: антиоксиданты, стабилизаторы, добавки для уменьшения статического электричества, органические и неорганические наполнители, красители, пластификаторы, добавки, предотвращающие слипание, например антиблоковые добавки для полимерной пленки, добавки, улучшающие переработку полимеров, например масла и т.д. Примеры полимерного материала включают, но не ограничены следующим списком: полиолефины, фторированные углеводородные полимеры, винил- полимеры, акриловые и метил- акриловые полимеры и эластомеры, полиацетаты и их сополимеры, полиэфиры, полиамиды, поликарбонаты, полисульфонаты и полиуретаны, термопластичные эфиры целлюлозы.
Прежде всего, предлагаемое техническое решение предназначено для использования при формовании полиолефинов. Примеры полиолефинов включают, но не ограничены полимерами и сополимерами этилена, пропилена, бутена, пентена, гексена, а также сополимерами молекул полиолефинов с силанами и с мономерами, содержащими полярные молекулы, которые включают, но не ограничены виниловым спиртом, акриловой кислотой, а также смесями этих полимеров. Практически предпочтительными материалами для экструзии являются: полиолефины и их сополимеры, полученные с использованием металлоценовых катализаторов и для которых характерно узкое распределение молекулярного веса. Предлагаемое техническое решение с некоторыми ограничениями может быть использовано для улучшения экструзии смесей сырых эластомеров с пероксидами, которые вулканизируются по свободно-радикальному механизму, или термопластичных эластомеров на основе блок сополимеров, или при экструзии смесей термопластичных полимеров с эластомерами.
В соответствии с предлагаемыми техническими решениями в процессе формования термопластичного полимерного материала осуществляется нанесение упругого покрытия на поверхность, которая находится в контакте с расплавом полимерного материала. Для увеличения бездефектной скорости экструзии достаточно наносить упругое покрытие вблизи выхода из формующего устройства с длиной покрытия не менее 10% от ширины зазора для формования термопластичного полимерного материала. Действительно, упругие напряжения в потоке полимерного материала сосредоточены вблизи выхода из формующего устройства и использование покрытия уже такой длины позволяет заметно увеличить скорость бездефектной экструзии толстостенной трубы или профиля. При увеличении длины упругого покрытия свыше 10% от ширины канала скорость бездефектной экструзии дополнительно возрастает. При длине упругого покрытия менее 10% от ширины канала увеличение бездефектной скорости экструзии не происходит.
Нанесение покрытия в процессе экструзии, например при экструзии через мундштук, может осуществляться при использовании современных конструкций мундштуков для изготовления многослойной пленки или мундштуков, содержащих пористые вставки для подачи смазки на поверхность, находящуюся в контакте с расплавом полимерного материала [28]. Однако, предпочтительным является нанесение и восстановление покрытия при осаждении добавок из расплава полимерного материала на поверхность, которая находится в контакте с расплавом. Температура формования полимерного материала должна быть выше соответствующей температуры плавления добавок или температуры стеклования добавок, т.е. при температуре формования добавки должны размягчаться и образовывать на поверхности слой термопластичного эластомера, или слой смеси компонентов сырых эластомеров, или слой смеси сырых эластомеров и сшивающих агентов. Взаимодействие осажденных эластомеров с поверхностью и вулканизация компонентов эластомеров в этом слое приводит к созданию упругого покрытия на поверхности. Скорость осаждения добавок растет пропорционально их количеству в полимерном материале. Скорость износа упругого покрытия определяется скоростью скольжения расплава полимерного материала на границе покрытия, наличием абразивных частиц в полимерном материале, адгезией упругого покрытия к поверхности и механическими свойствами упругого материала покрытия. Поэтому количество добавок подбирают для выполнения баланса между скоростью износа и скоростью осаждения покрытия для его восстановления. Наиболее предпочтительным представляется выбор из диапазона 0,001-10 вес.%.
Если количество добавок вводить менее 0,001%, то скорость осаждения покрытия будет настолько мала, что не будет компенсировать его износ. Введение добавок более 10% нецелесообразно из-за того, что из-за высокой скорости осаждения покрытие будет нарастать быстрее, чем изнашиваться, что может привести к нежелательному сокращению проходного сечения формующего устройства. Количество добавок подбирают для выполнения баланса между износом и осаждением покрытия из диапазона 0,001-1 вес.%.
Нанесение упругого покрытия может быть произведено в относительно коротких промежутках времени. В остальное время оборудование может быть использовано для экструзии полимерного материала без добавок или с малым количеством добавок. Например, для ускоренного нанесения упругого покрытия можно использовать смеси с большим - до 10 вес.% содержанием добавок, а затем использовать добавки в количестве не более 1 вес.%, а преимущественно 0,01-0,05 вес.%.
В технике экструзии добавки приготовляют в виде концентрированных смесей с полимерным материалом, а гранулы этого концентрата дозируют и смешивают с гранулами полимерного материала в экструдере. Приготовление концентрированных смесей добавок позволяет оптимизировать размер включений добавок в полимерный материал. Осаждение добавок на поверхность формующего устройства происходит в местах резкого сужения потока. Размер включений не может быть слишком малым (менее 0,1 мкм), так как в этом случае значительно снижается скорость осаждения добавок на стенки формующего устройства. Размер включений не может быть слишком большим (более 10 мкм), так как становится заметной неоднородность получаемого продукта. При оптимальном размере включений (от 0,1 до 10 мкм) доля добавок в термопластичном материале не может быть ниже 0,001 вес.% или более 10 вес.%. Действительно, эффективность осаждения добавок увеличивается с увеличением размера включений [29], и если доля добавок ниже 0,001 вес%, то при оптимальном размере включений в расплаве осаждение добавок на поверхность происходит неравномерно. А при доле добавок более 10 вес.% осаждение добавок приводит к неконтролируемым изменениям сечения потока и профиля продукта.
Нанесение упругого покрытия может быть произведено при использовании другого типа полимерного материала, чем для формования продукта. Например, для нанесения покрытия может быть использован дешевый полиэтилен низкой плотности (LDPE), а затем полученное упругое покрытие можно использовать при изготовлении прозрачной полиэтиленовой пленки из более дорогого полимерного материала, например металлоценового полиэтилена (mLLDE или mPE).
Термин "нанесение упругого покрытия" означает нанесение покрытия из материала, упругого по сравнению с термопластичным полимерным материалом, на жесткую поверхность или на слой другого или того же упругого материала, например, для восстановления изношенного покрытия или наращивания толщины уже имеющегося покрытия. В том числе можно наносить упругий материал одного сорта на упругий материал другого сорта. Например, наносить слой эластомера, устойчивого к абразивному износу, на слой эластомера другого сорта, который обладает повышенной адгезией к поверхности металла. Упругие свойства измеряются для характерного времени процесса. Термин "характерное время процесса" означает время изменения нагрузки (давления) в процессе. Характерное время периодических и квазипериодических процессов исчисляется как период осцилляций.
Полимерный материал при температуре выше температуры стеклования проявляет упругие свойства для коротких процессов и пластические свойства для длительных процессов. Для измерения соотношения между пластической и упругой деформацией и для определения динамических свойств материала его деформируют периодически, а именно: накладывают синусоидально изменяющуюся нагрузку [30, 31]. Если F - сила, приложенная к площади поверхности S в направлении параллельно этой поверхности, то напряжение сдвига σ=F/S. Тогда деформация сдвига  . Напряжение сдвига в вязко-упругом материале принято описывать с помощью G' - упругого модуля и G" - вязкого модуля. Тогда
. Напряжение сдвига в вязко-упругом материале принято описывать с помощью G' - упругого модуля и G" - вязкого модуля. Тогда  . На Фиг.1 графически представлено для температуры 165°С изменение упругого модуля G' и вязкого модуля G" с частотой воздействия
. На Фиг.1 графически представлено для температуры 165°С изменение упругого модуля G' и вязкого модуля G" с частотой воздействия  для линейного полиэтилена LL1201 XV, который мы использовали в примерах реализации предлагаемого технического решения. Кривые пересекаются при частоте около 7 Гц. В пределе малых частот воздействия вязкий модуль больше упругого модуля, то есть материал ведет себя как жидкость. В пределе высоких частот воздействия вязкий модуль меньше упругого модуля, т.е. материал ведет себя как твердое тело.
для линейного полиэтилена LL1201 XV, который мы использовали в примерах реализации предлагаемого технического решения. Кривые пересекаются при частоте около 7 Гц. В пределе малых частот воздействия вязкий модуль больше упругого модуля, то есть материал ведет себя как жидкость. В пределе высоких частот воздействия вязкий модуль меньше упругого модуля, т.е. материал ведет себя как твердое тело.
Как показано ниже в примере 1, при экструзии расплава этого полиэтилена при температуре 165°С возникают дефекты поверхности с частотой их появления около 20 Гц. Причина появления дефектов может объясняться следующим образом. На выходе из мундштука поверхностный слой продукта ускоряется и растягивается. Упругая энергия растяжения может высвобождаться в периодических переходах "прилипание-скольжение", т.е. скачкообразных сдвигах поверхностного слоя материала вдоль поверхности мундштука вблизи его выхода, и в разрушении (дроблении) поверхностного слоя полимера трещинами. Соотношение между упругим и вязким модулем (G'/G") для расплава полимерного материала на частоте возникновения дефектов равно значению К. Очевидно, что значение К может меняться от одного полимерного материала к другому и при изменении температуры формования. Для использованного в примерах реализации полиэтилена LL1201 К=1,4. Выберем величину К в качестве фактора, определяющего упругие свойства материала. Материал покрытия должен быть упругим по сравнению с расплавом полимера, т.е. отношение упругого модуля к вязкому модулю должно быть больше соответствующей величины для полимера в К раз на частоте появления дефектов. Будем считать, что материал покрытия является упругим материалом по сравнению с расплавом полимера, если (С'покрытие/С"покрытие)>K·(G'полимер/G" полимер)=К2. Тогда на частоте появления дефектов упругий материал для покрытия характеризуется соотношением G'/G">К2. Можно ожидать, что в связанной механической системе "полимер - упругое покрытие" произойдет демпфирование колебаний.
Дополнительно для получения покрытия на поверхности необходимо, чтобы и в пределе малых частот материал покрытия являлся упругим по сравнению с расплавом полимерного материала. С учетом фактора, определяющего упругие свойства материала, это означает, что в пределе малых частот (длительного времени) воздействия для покрытия отношение упругого модуля к вязкому модулю (G'покрытие/G''покрытие)0>K·(G'полимер/G''полимер)0=KL, где (G'полимер/G"полимер)0=L - отношение упругого модуля к вязкому модулю для расплава полимерного материала в пределе низких частот воздействия.
Таким образом, материал для упругого покрытия в количественном отношении должен удовлетворять следующим двум условиям:
(G'покрытие/G"покрытие)>К2, где К=(G'полимер/G"полимер) для характерной частоты возникновения дефектов,
(G'покрытие/G"покрытие)0>KL, где L=(G'полимер/G"полимер)0 на малых частотах воздействия.
Если для нанесения покрытия используют материал, который имеет малую адгезию к термопластичному полимерному материалу, то расплав полимера скользит вдоль такой поверхности. Скольжение одного материала вдоль другого происходит в результате упругой деформации поверхностного слоя материалов и периодических сдвигов вдоль поверхности контакта в результате распространения трещин сдвига. Скорость скольжения соответствует сумме сдвигов за единицу времени. Скольжение расплава полимерного материала вдоль поверхности уменьшает растяжение поверхностного слоя продукта на выходе из мундштука. Однако и в этом случае на более высоких скоростях происходит дробление расплава, если амплитуда сдвигов велика и пиковые значения нагрузки при растяжении поверхностного слоя продукта превышает прочность материала. Для увеличения бездефектной скорости экструзии необходимо уменьшить амплитуду сдвигов расплава вдоль стенки и увеличить частоту этих сдвигов, чтобы уменьшить пиковые значения нагрузки при растяжении в поверхностном слое продукта. Поскольку трещины сдвига распространяются вдоль поверхности контакта, то толщина упругого покрытия не так важна, как длина упругого покрытия на поверхности. Упругое покрытие не теряет своих свойств, т.е. может обратимо деформироваться вплоть до толщины, сопоставимой с длиной молекулы эластомера. Хотя упругую деформацию такого тонкого слоя чрезвычайно трудно измерить, природа упругих свойств покрытия качественно не изменяется на указанных масштабах.
На фиг.2 представлено изменение упругого и вязкого модуля G', G" с частотой воздействия f для невулканизированного фторированного эластомера "Viton® FreeFlow™ SC-PW", который мы использовали в примере 1 для увеличения скорости бездефектной экструзии. Такой материал обладает малой адгезией к расплаву полиэтилена, но увеличение максимальной скорости бездефектной экструзии при использовании этого материала для покрытия невелико, т.к. на частоте появления дефектов (20 Гц) соотношение между упругим модулем и вязким модулем G'/G"<К2. Известно, что применение добавок невулканизированного фторированного эластомера Dynamar для увеличения скорости бездефектной экструзии более эффективно, чем использование добавок Viton [1]. На фиг.3 представлено изменение упругого и вязкого модуля G', G" с частотой воздействия f для невулканизированного фторированного эластомера Dynamar. Из графиков видно, что отношение упругого модуля к вязкому модулю на характерной частоте появления дефектов для этого материала больше, чем для материала Viton (G'/G">К2), однако не выполняется условие (G'/G")0>KL.
Неожиданно мы обнаружили, что при выполнении обоих условий: G'/G">К2 и (G'/G")0>KL для материла покрытия, максимальная скорость бездефектной экструзии значительно увеличивается по сравнению с техническими решениями, известными из уровня техники.
Термины "резина", "упругий материал" и "эластичный материал" в технической литературе - синонимы. Однако на практике резиной (эластомером) называют не только такой материал, который уже обладает упругими (эластичными) свойствами, но и такой, который может приобретать упругие свойства в результате химической и/или тепловой обработки. Поэтому следует различать сырую резину (латекс, сырой эластомер), не имеющую связей между молекулами, которая является пластическим материалом, и собственно резину (упругий эластомер), которая имеет связи между молекулами. Эти связи могут быть ковалентными, водородными, ионными и физическими. Ковалентные связи соединяют атомы, которые имеют общие электроны. Вулканизированный эластомер, в котором между молекулами есть ковалентные связи, не плавится при нагреве, хотя изменяет свои упругие свойства. Его можно рассматривать как одну молекулу с очень большим молекулярным весом и сложной трехмерной структурой. Вулканизированный эластомер получают химической и/или тепловой обработкой сырого эластомера. Например, сырой эластомер смешивают со сшивающими агентами и катализаторами процесса вулканизации и нагревают.
Используемую на практике терминологию осложняет тот факт, что на практике вулканизированным эластомером или резиной называют не только сам эластомер, но и смесь эластомера с наполнителями, антиоксидантами, маслами, и т.д. Поэтому термин "вулканизированный эластомер" соответствует термину "резина", подразумевая, что он в общем случае имеет сложную композицию. На фиг.4 и фиг.5 графически представлено изменение упругого и вязкого модуля с частотой воздействия для вулканизированных силиконовых эластомеров. Видно, что для вулканизированных эластомеров G'/G">К2 и (G'/G")0>KL. Поэтому вулканизированные эластомеры могут эффективно применяться в качестве материала для упругого покрытия, что продемонстрировано в примерах реализации предлагаемого технического решения.
Эластомер, в котором полимерные цепи соединены связями, более слабыми по сравнению с ковалентными связями, размягчается при нагреве и называется термопластичным эластомером. На фиг.6 и фиг.7 графически представлено изменение упругого и вязкого модуля с частотой воздействия для термопластичных силиконовых эластомеров ТПЭ-120 и ТПЭ-80 производства компании Wacker при 165°С. Эти эластомеры размягчаются при температуре ниже температуры формования. Видно, что для этих термопластичных эластомеров выполняются условия G'/G">К2 и (G'/G")0>KL, т.е. они могут быть использованы для нанесения упругого покрытия. На фиг.8 представлено изменение отношения упругого модуля к вязкому модулю для полиэтилена и ряда эластомеров.
Для переработки и формования указанных термопластичных полимерных материалов используется оборудование, преимущественно изготовленное из металла, например, мундштуки, фильеры, трубы, корпуса и винты экструдеров. Обычно используемые металлы включают инструментальную и легированную сталь, нержавеющую сталь, бронзу, медь, никель. Дополнительно, поверхности металлов могут иметь покрытия для уменьшения абразивного износа и коррозии, например, гальванические покрытия из хрома, платины и родия.
Молекулы упругого покрытия могут прикрепляться к поверхности посредством ковалентных, водородных и ионных связей. В случае, если молекулы эластомеров, осажденные на поверхность, связаны с поверхностью только слабыми силами межмолекулярного притяжения (Ван-дер-Ваальсовы силы), то нельзя говорить о покрытии, а только о подвижном слое смазки на поверхности, так как под воздействием движения расплава полимерного материала происходит передвижение молекул вдоль поверхности, т.е. материал деформируется пластически (течет вдоль поверхности). Молекулы термопластичных эластомеров связываются с поверхностью посредством прочных водородных или ионных связей. В пределе тонких слоев термопластичный эластомер образует упругое покрытие, схожее по физическим свойствам с тонким слоем вулканизированной резины. Поэтому эти эластомеры могут эффективно применяться в качестве материала для упругого покрытия, что и продемонстрировано в примерах реализации предлагаемого технического решения.
Термопластичные эластомеры, приобретающие при нагреве способность к пластической деформации, разделяются по своему строению на два класса: блок сополимеры (с водородной или физической связью между молекулами) и иономеры.
Водородные связи - это притяжение атома водорода, который связан с электроотрицательным атомом в одной молекуле к электроотрицательным атомам в другой молекуле. Ионные связи возникают из-за притяжения полярных ионных групп разных молекул. Физические связи - это связи, возникающие между молекулами из-за разделения сегментов молекул блок- сополимеров в объеме.
В простом сополимере мономеры двух типов перемешаны в беспорядке или чередуются. В блок- сополимере мономеры одного типа соединены в длинную цепочку, а цепочки двух или более мономеров соединены концами. Сополимеры могут проявлять совершенно разные свойства при том же химическом составе, но разном взаимном расположении мономеров. Блок- сополимеры с двумя блоками применяются как поверхностно-активные вещества для приготовления суспензий и эмульсий. Сополимеры с тремя (или больше) блоками преимущественно применяются как термопластичные эластомеры (ТПЭ, термопластичные резины). Они содержат "жесткие" сегменты с температурой стеклования выше комнатной температуры и "мягкие" сегменты с температурой стеклования значительно меньше комнатной. Соответственно, блок- сополимеры характеризуются двумя значениями температуры стеклования. В таких системах жесткие сегменты группируются вместе и образуют индивидуальные микрофазы в среде мягких сегментов, подобные мицеллам в эмульсиях. Соединение жестких сегментов в микрофазу работает как физическая связь для мягких сегментов полимерной цепи и обеспечивает упругость материала. На повышенных температурах микрофазы жестких сегментов размягчаются, что позволяет перерабатывать термопластичный эластомер подобно обычному термопласту. Однако при небольшом превышении температуры стеклования жестких сегментов, жесткие сегменты удерживаются вместе из-за несовместимости с мягкими сегментами, что увеличивает отношение упругого модуля к вязкому модулю для ТПЭ по сравнению с остальными полимерами. При дальнейшем повышении температуры мицеллы распадаются. Блок сополимеры с числом блоков более двух могут иметь линейную структуру или структуру графт- сополимера, когда к мягкому полимеру привиты жесткие сегменты. Хорошо известны примеры три-блок сополимеров:
- ТПЭ-С - блок- сополимеры на основе стирола: стирол-бутадиен-стирол (SBS), стирол-изопрен-стирол (SIS) и стирол-этилен-бутадиен-стирол (SEBS),
- ТПЭ-Е - блок- сополимеры жестких и мягких полиэфиров,
- ТПЭ-А - блок- сополимеры жесткого полиамида и мягкого многоатомного спирта (полиоля).
Термопластичные эластомеры со структурой линейных три-блок сополимеров коммерчески доступны под десятками торговых наименований, например: VECTOR® [32], Styroflex® [33], KRATON® [34], Evoprene® [35] и т.д.
Полиуретановые блок- сополимеры также состоят из "мягких" сегментов с низкой температурой стеклования и "жестких" сегментов, которые имеют температуру стеклования намного выше комнатной температуры. Мягкие сегменты - это обычно полиэфир- или полиэфир-диол с молекулярным весом от 500 до 5000 а.е., преимущественно от 1000 до 2000 а.е. Жесткие сегменты обычно включают ароматический или алифатический диизоцианат в соединении с низкомолекулярным диолем или диамином. Комбинация этих "мягких" и "жестких" сегментов образует блок сополимер типа (АВ)n, где n>1. Большинство полимеров термодинамически несовместимо и их смеси разделяются. Даже если полимеры являются частью одной молекулы - блок- сополимера, они могут разделяться в объеме. Полиуретаны проявляют двухфазную объемную микроструктуру из-за химической несовместимости между мягкими и твердыми сегментами. В случае полиуретанов жесткие сегменты объединяются в полукристаллические домены, а мягкие сегменты формируют аморфную матрицу вокруг. Объединение жестких сегментов в микрофазу обеспечивает физическую связь между молекулами. Помимо физической связи между молекулами полиуретаны имеют сильные водородные связи. Свойства полиуретановых эластомеров и их химическая структура подробно раскрыты в технической литературе [36, 37].
В отличие от этих известных применений блок- сополимеров в качестве добавок для изготовления ударопрочных композиций, например для изготовления ударопрочного полистирола, в предлагаемом техническом решении предпочтительно, чтобы как жесткие, так и мягкие сегменты молекул блок- сополимеров характеризовались малой адгезией к полимерному материалу. Для мягких сегментов блок- сополимеров малую адгезию к полиолефинам имеют силоксаны и фторированные углеводороды. Силоксаны содержат два или более атомов кремния, связанных посредством одного или нескольких атомов кислорода. Коммерчески доступны и наиболее дешевы полисилоксаны со структурой полидиметил-силоксанов, полидифенилсилоксанов, полиметилфенилсилоксанов, например продукты под торговой маркой SILRES® от фирмы Wacker [38]. Полиметилфенил-силоксан и полидиметилсилоксан имеют очень гибкую ("мягкую") молекулярную цепь, т.к. соседние связи между атомами кремния и кислорода могут подобно ножницам изменять угол между ними. Эти полимеры характеризуются чрезвычайно низкой температурой стеклования (-86°С и -123°С, соответственно). Полидифенилсилоксан аналогично полистиролу имеет "жесткую" структуру цепи, температуру стеклования выше комнатной (49°С) и обеспечивает физическую связь между полимерными цепями. Термопластичные резины на основе блок сополимеров, например три-блок сополимер со структурой АВА, где А - полидифенилсилоксан, В - полидиметилсилоксан, могут быть получены аналогично [39], используя кинетически контролируемую полимеризацию. Блок сополимеры на основе полисилоксанов со структурой АВА и (АВ)n, где n>1, упомянуты в [40]. Известны термопластичные эластомеры, включающие полидиметилсилоксан и жесткие органические сегменты. Морфология и механические свойства сополимеров типа АВА и (АВ)n, где А - полистирол, В - полидиметилсилоксан, n>1, были впервые изучены в начале 80-х годов в работах [41, 42]. Морфология и механические свойства блок сополимеров полидиметилсилоксанов с полиуретанами и с мочевиной были изучены в работах [43, 44, 45]. Показано, что в объеме этих термопластичных полимеров происходит микрофазное разделение, что обеспечивает упругие свойства материала. Термопластичные эластомеры на основе этих блок сополимеров имеют намного более лучшие механические свойства по сравнению с обычными силиконовыми резинами. Многочисленные примеры термопластичных блок сополимеров на основе силоксанов, стирола и его производных представлены в патентах [46, 47]. Морфология и свойства эластомеров на основе блок сополимеров полидиметилсилоксана с полиуретанами и мочевиной были детально изучены в работе [48]. Структура и свойства блок сополимеров силоксанов и полиуретанов изложена в патентах [49, 50, 51]. Морфология некоторых других блок сополимеров полидиметилсилоксана изучена в [52].
Использование в качестве добавок термопластичных эластомеров с химической структурой блок сополимеров из жестких полимеров (А) и мягких полимеров (В), где жесткие полимеры характеризуются температурой стеклования выше комнатной, но ниже температуры формования указанных полиолефинов, позволяет наносить упругое покрытие осаждением добавок, т.к. при температуре формования такие эластомеры способны к пластической деформации. Использование в блок сополимерах мягких эластомеров с температурой стеклования ниже комнатной улучшает упругие свойства покрытия. Использование линейных блок сополимеров А(ВА)n, где n>0, или (ВА)m, где m>1, или графт- сополимеров, когда к мягкому полимеру привиты, по крайней мере, два боковых сегмента жестких полимеров, улучшает упругие свойства покрытия и увеличивает бездефектную скорость экструзии. Преимущественно, для нанесения упругих покрытий следует использовать термопластичные эластомеры с температурой стеклования жестких сегментов выше температуры плавления полимерного материала, так как отношение упругого модуля к вязкому модулю возрастает с уменьшением разницы между температурой стеклования добавок и температурой формования. Отношение упругого модуля к вязкому модулю возрастает также при использовании в качестве мягких сегментов полимеров с температурой стеклования намного меньше комнатной температуры. Значения температуры стеклования для некоторых полимеров приведены для сравнения в Таблице 1.
Использование в качестве жестких сегментов полимеров из следующей группы: полиэфирсульфон, поливинилпирролидон, полиметилметакрилат, полистирол, жесткий полиимид, полиуретан, позволяет увеличить адгезию покрытия к металлам и упругие свойства покрытий, т.е. уменьшить износ покрытия и увеличить скорость бездефектной экструзии. Использование в качестве мягких полимеров полимеров из следующей группы: полидиметилсилоксан, полиметилфенилсилоксан, политетрафторэтилен, фторированный полиэтилен, мягкие сополимеры фторированных полиолефинов с соотношением атомов фтора к атомам углерода не менее 1:2, позволяет уменьшить адгезию упругого покрытия к расплаву полиолефинов, т.е. увеличить скорость бездефектной экструзии.
Многие сорта резины с ковалентными связями или вулканизированные эластомеры теряют свои упругие свойства при нагреве, становятся липкими и разлагаются при температуре 180-200°С, характерной для переработки полимерных материалов экструзией. Среди сортов вулканизированных эластомеров (резины), сохраняющих упругость при температуре формования термопластичных полимерных материалов, можно выделить две наиболее стойкие к нагреву и эластичные при температуре формования термопластичного материала группы:
- фторированная резина, т.е. резина, полученная вулканизацией фторированных эластомеров с молекулярным весом не менее 10000 при соотношении числа атомов фтора к атомам углерода не менее 1:2, в частности, резина, полученная вулканизацией полностью фторированных эластомеров,
- силиконовая резина, т.е. резина, полученная вулканизацией силиконовых эластомеров, и в частности, фторированная силиконовая резина, т.е. резина, полученная вулканизацией фторированных силиконовых эластомеров с соотношением количества атомов фтора к атомам углерода не менее 1:2.
Термин "вулканизация резины" может быть определен как реакция, в которой материал приобретает способность к обратимой деформации под действием многократной нагрузки в результате образования ковалентных связей между молекулами. Существует три основных механизма вулканизации силиконовых эластомеров, фторированных эластомеров, фторированных эластомеров, модифицированных силаном, и сополимеров фторированных полимеров с силаном:
- свободно-радикальный механизм,
- поликонденсация,
- гидросилирование.
Вулканизация фторированных эластомеров и полисилоксанов может происходить по свободно-радикальному механизму при нагреве в присутствии сшивающих агентов, например, при тепловом разложении органических пероксидов (сшивающих агентов). Существуют неспецифичные и специфичные к винил группе пероксиды. Пероксиды, специфичные к винил- группе, обеспечивают вулканизацию эластомеров, содержащих винил- группы. Оптимальное соотношение между количеством сырых эластомеров и пероксидов известно из технической и патентной литературы. Серьезный недостаток в использовании органических пероксидов для вулканизации в том, что они могут производить полимеризацию не только эластомера, но и самого термопластичного материала.
Пероксиды широко используются также для модификации полиолефинов органо-функциональными силанами, например винилтриметокси- силаном или винилтриэтокси- силаном. Присоединение органофункциональных силанов с легкогидролизуемыми группами к полимерным молекулам, например молекулам фторированных эластомеров или молекулам полисилоксанов, позволяет проводить вулканизацию сырого эластомера по реакции поликонденсации, т.е. в присутствии паров воды. Химическая композиция используемых в промышленности пероксидов и силанов и технология модификации полимеров силанами подробно изложены в [53].
Композиции на основе силоксанов, модифицированных силаном, или сополимеров силоксанов и органо-функциональных силанов, часто используются в адгезивах, вулканизирующихся под действием паров воды на воздухе при комнатной температуре по реакции поликонденсации. Для того чтобы предотвратить вулканизацию под действием паров воды во время хранения, в составе таких композиций дополнительно присутствуют легкогидролизуемые органо-функциональные силаны с температурой кипения в диапазоне 120-160°С, например триметоксисилилпропан. Такие добавки реагируют с водой, проникающей в упаковку, и предотвращают вулканизацию полимерных молекул. На открытом воздухе летучие силаны испаряются из композиции и полимеры вулканизируются. Полупродуктами процесса сшивки являются летучие соединения, например, спирты, уксусная кислота и амины.
Вулканизация фторированных эластомеров, модифицированных органо-функциональными силанами, сополимеров фторированных эластомеров и органо-функциональных силанов, силоксанов, модифицированных органо-функциональными силанами и сополимеров силоксанов и органо-функциональных силанов может происходить в присутствии паров воды и катализатора. Такие эластомеры можно использовать в качестве однокомпонентной добавки. Вулканизация смеси легкогидролизуемых силанов и фторированных эластомеров с гидроксил группами или полисилоксанов с гидроксил группами также может происходить по реакции поликонденсации, т.е. в присутствии паров воды. Смеси таких эластомеров с силанами можно использовать в качестве двухкомпонентной добавки.
Резина, как и большинство полимерных материалов, проницаема для паров воды, поэтому при условии попадания паров воды на выход формующего устройства, например, мундштука, вулканизация соответствующих сырых эластомеров или смеси эластомеров с силанами, способных к вулканизации в присутствии воды по реакции поликонденсации, может происходить не только на выходе мундштука, но и на некотором расстоянии от выхода. Если не принимать специальные меры для осушки воздуха, обдувающего выход формующего устройства, то пары воды, нормально присутствующие в воздухе, обеспечивают вулканизацию покрытия вблизи выхода из формующего устройства. Длина слоя вулканизированной резины вблизи выхода определяется скоростью диффузии паров воды в резине и увеличивается со временем. Для диффузии паров воды внутрь резины на глубину 2 мм требуется более 2 часов. Толщина образующегося покрытия в этом случае будет переменной, а именно - с увеличением толщины покрытия в сторону выхода из формующего устройства, например, выхода из мундштука. Если не принимать специальные меры по удалению воды из полимерного материала, то вулканизация под действием паров воды, растворенных в полимерном материале, может происходить и внутри экструдера. Содержание паров воды в таких неполярных полимерах, как полиолефины, составляет 30-60 частей на миллион, а для сополимеров с полярными группами типа этилвинилацетат составляет 300-400 частей на миллион.
Скорость реакции поликонденсации значительно возрастает в присутствии катализатора. Для реакции поликонденсации известны катализаторы на основе соединений, включающих, но не ограниченных металлами и соединениями металлов из следующей группы: олово (Sn), титан (Ti), свинец (Pb), кобальт (Со), кадмий (Cd), кальций (Са), цирконий (Zr).
Другой способ вулканизации силиконовых эластомеров, фторированных эластомеров и фторированных силиконовых эластомеров, содержащих винил-группы, - это гидросилирование (hydrosilation) - т.е. реакция с силоксанами, содержащими группы кремний-водород Si-H. Соотношение между силоксанами, содержащими Si-H группы, и полимерами, содержащими винил- группы, может колебаться в широком диапазоне от 1:1 до 1:100. Гидрид- и винил- группы могут быть частями одной полимерной цепочки силиконового эластомера или фторированного силиконового эластомера. Реакция значительно ускоряется при увеличении температуры и в присутствии катализатора (платинового или родиевого комплекса, хотя существуют и другие катализаторы на основе металлов платиновой группы). В патенте [54] показано, что каталитической активностью обладает чистый металл платины, например платина, осажденная на активированный уголь или мелкодисперсную окись алюминия. В патенте [55] показана каталитическая активность диоксида платины. Выполнение той поверхности устройств для формования расплава полимера, которая предназначена для контакта с расплавом полимера, с добавками металлов и/или соединений металлов, а также их сплавов, включающих металлы из платиновой группы: платина (Pt), палладий (Pd), родий (Rh), иридий (Ir), рутений (Ru), осмий (Os), обеспечивает вулканизацию слоя силиконовой резины в реакции гидросилирования на поверхности. Гальванические покрытия на основе платины, палладия и родия позволяют получить прочную, износостойкую поверхность с хорошей адгезией силиконов к такой поверхности.
Возможен вариант, в котором на резину одного сорта наносится упругое покрытие из резины другого сорта. В частности на поверхности силиконовой резины может происходить осаждение и вулканизация фторированной силиконовой резины или фторированной резины на основе углеводородов. Известно, что сорта силиконовой резины, способной к вулканизации под действием паров воды, имеют хорошую адгезию к металлу и окислам металлов и могут быть использованы для увеличения адгезии поверхности к другим сортам силиконовой резины. На поверхность такой силиконовой резины может происходить осаждение фторированных эластомеров, например фторированных силиконов, способных к вулканизации в присутствии паров воды. Использование такого многослойного упругого покрытия позволяет уменьшить абразивный износ. В другом варианте на поверхность вулканизированной силиконовой резины происходит осаждение упругого покрытия из термопластичной силиконовой резины. В следующем варианте, на поверхность сначала наносят слой упругого покрытия из силиконовой резины, содержащей в качестве наполнителя или добавок соединения или порошок металлов и сплавов металлов платиновой группы. Такой слой силиконовой резины может быть нанесен осаждением добавок, способных к вулканизации в реакции поликонденсации. Тогда на поверхности такой резины может происходить вулканизация силиконов другого сорта, а именно - тех силиконов, которые способны к вулканизации по реакции гидросилирования. Слой силиконовой резины, содержащей добавки катализаторов, может быть нанесен в процессе формования термопластичного материала, или специально может быть изготовлен мундштук и другое оборудование для формования с указанным резиновым покрытием на поверхности, предназначенной для контакта с расплавом полимерного материала.
Осаждение и вулканизация резины может происходить при раздельной во времени подаче компонентов эластомеров, например, в качестве добавок эластомера в полимерном материале сначала подают силиконы, содержащие ненасыщенные связи углерод-углерод (С=С) с катализатором реакции гидросилирования, а затем силиконы, содержащие связи кремний-водород (Si-H). Соответственно, наоборот, можно сначала подавать силиконы, содержащие связи кремний-водород (Si-H) с катализатором реакции гидросилирования, а затем силиконы, содержащие ненасыщенные связи углерод-углерод (С=С). Можно наносить упругое покрытие, чередуя добавки в процессе формования. Таким образом, происходит послойное осаждение и перемешивание компонентов эластомера на поверхности мундштука. Реагирующие компоненты эластомеров могут быть раздельно перемешаны с полимерным материалом и приготовлены в виде гранул для хранения и дозирования. В этом случае может производиться раздельная во времени подача гранул с разными добавками, а смешивание и вулканизация эластомеров обеспечивается лишь на поверхности устройств для формования расплава термопластичного полимерного материала, которые находятся в контакте с расплавом полимерного материала.
Нанесение на поверхность металлов упругих покрытий, которые изолируют металл от контакта с расплавом полимерного материала, обеспечивает многочисленные технические преимущества, в частности: увеличение бездефектной скорости экструзии продукта, уменьшение давления прессования, уменьшение потребляемой при формовании мощности, уменьшение температуры формования, уменьшение термического разложения полимерного материала в застойных зонах, улучшение внешнего вида изделий, уменьшение абразивного износа металла, уменьшение коррозии металла от контакта с расплавом полимерного материала и жидкостями для охлаждения и обработки продукта.
Обобщая анализ предлагаемых технических решений, можно отметить, что упругое покрытие наносится на поверхность, находящуюся в контакте с расплавом полимерного материала, преимущественно путем осаждения добавок эластомеров из расплава термопластичного материала. В качестве добавок наиболее целесообразно использовать следующие эластомеры:
- Термопластичные эластомеры, которые размягчаются, но сохраняют упругие свойства при температуре формования. Такие эластомеры обеспечивают нанесение упругого покрытия на поверхности, находящейся в контакте с расплавом. Использование термопластичных эластомеров - это наиболее простой способ нанесения упругого покрытия.
- Эластомеры, которые вулканизируются по реакции гидросилирования или по реакции поликонденсации.
В качестве добавок можно использовать двухкомпонентные смеси при условии совместной или раздельной подачи компонентов смеси. В качестве добавок можно использовать катализаторы соответствующих реакций и наносить катализатор на поверхности, находящиеся в контакте с расплавом. При условии использования органических пероксидов в качестве сшивающих агентов, нанесение упругого покрытия обеспечивается нагревом стенки мундштука выше температуры разложения пероксидов, но ниже температуры разложения термопластичного полимерного материала, например, вблизи выхода из мундштука [56].
Сущность заявляемых изобретений поясняется примерами реализации и графическими материалами. На фиг.1 представлены кривые изменения упругого и вязкого модуля для расплава полиэтилена в зависимости от частоты деформации при температуре 165°С. На фиг.2 представлены кривые изменения упругого и вязкого модуля для фторированного полимера VITON в зависимости от частоты деформации при температуре 165°С. На фиг.3 представлены кривые изменения упругого и вязкого модуля для фторированного полимера DYNAMAR в зависимости от частоты деформации при температуре 165°С. На фиг.4 представлены кривые изменения упругого и вязкого модуля для силиконовой резины RT-601 в зависимости от частоты деформации при температуре 165°С. На сриг.5 представлены кривые изменения упругого и вязкого модуля для силиконовой резины Sil Gel 612 в зависимости от частоты деформации. На фиг.6 представлены кривые изменения упругого и вязкого модуля для термопластичного эластомера ТПЭ-120 в зависимости от частоты деформации при температуре 165°С. На фиг.7 представлены кривые изменения упругого и вязкого модуля для термопластичного эластомера ТПЭ-80 в зависимости от частоты деформации при температуре 165°С. На фиг.8 представлены кривые отношения упругого модуля к вязкому модулю для термопластичных эластомеров ТПЭ-140, ТПЭ-160, невулканизированного эластомера Dynamar и полиэтилена LL1201 в зависимости от частоты деформации при температуре 165°С. На фиг.9 представлен схематически вариант выполнения устройства для экструзии с использованием металлического или стеклянного мундштука для экструзии круглого стержня. На фиг.10 представлен схематически вариант выполнения мундштука для экструзии тонкостенной трубы. На фиг.11 представлены характеристические кривые изменения давления при увеличении скорости экструзии полиэтилена через мундштук, изготовленный из нержавеющей стали без покрытия (сплошная кривая). Кривая изменения частоты появления дефектов на поверхности продукта при увеличении скорости экструзии представлена пунктиром. На фиг.12 представлены характеристические кривые изменения давления при увеличении скорости экструзии полиэтилена через мундштук, изготовленный из нержавеющей стали без покрытия (сплошная кривая), с тонким слоем невулканизированного эластомера VITON (0,3 мкм, пунктир), с тонким слоем невулканизированного эластомера Dynamar (0,3 мкм, точки) и с тонким покрытием упругим термопластичным эластомером ТПЭ-160 (0,09 мкм, штрих-пунктир). Крестами помечены моменты появления дефектов поверхности.
Предлагаемые технические решения предназначены для использования при формовании термопластичных полимерных материалов.
Пример 1
Способ реализовывали с использованием устройства для формования термопластичного полимерного материала, включающего формующее устройство в виде мундштука для экструзии полиэтилена, представленного схематично на фиг.9.
Устройство содержит несущий корпус 1 с приспособлениями для его крепления к экструдеру, монтажную шпильку 2, обойму 3, укрепленную на несущем корпусе, кольцевую пластину 4 для установки мундштука, винты 5 для крепления кольцевой пластины 4 и обоймы 3 к несущему корпусу 1, мундштук 6 в виде трубки для выдавливания стержня. На внутренней поверхности мундштука нанесено покрытие 7, которое может быть каталитическим покрытием, или покрытием, содержащим оксиды металлов для улучшения адгезии эластомеров к металлической поверхности, или упругим покрытием. В частности, упругое покрытие может быть выполнено с добавками катализаторов соответствующей реакции вулканизации эластомеров. Устройство содержит датчик давления 8 и резьбовую крышку 9.
При реализации способа устройство функционирует следующим образом. В загрузочную емкость формующего устройства с поршневым экструдером (на чертежах не показаны, как не относящиеся к существу предложения) загружают формуемый материал и выдавливают его с заданной скоростью через мундштук 6. В случае использования каталитического покрытия оно взаимодействует с добавками эластомеров, введенными в формуемый материал, что вызывает их вулканизацию и осаждение на участках покрытия. В случае использования упругого покрытия, нанесенного другими методами, это покрытие, взаимодействуя с формуемым материалом, обеспечивает осаждение на участках покрытия добавок из формуемого материала для компенсации износа покрытия.
Использованный полиэтилен LL1201 XV производства компании ExxonMobil [57], характеризуется следующими параметрами: плотность - 0,926 г/см3, точка плавления - 123°С, индекс расплава - 0,7 г за 10 минут, рекомендуемая производителем температура экструзии - 180-200°С. Для экструзии был использовали поршневой экструдер производства компании Loomis [58] с диаметром камеры для материала - 60 мм, с длиной - 200 мм, с максимальным давлением в камере - 400 атм. Для экструзии использовали мундштуки с диаметром цилиндрической полости для движения расплава 6 мм и длиной 32 мм и 48 мм.
При экструзии полиэтилена через мундштук из нержавеющей стали длиной 48 мм с нарастанием скорости от 2 до 300 мм/сек при превышении критической скорости экструзии продукт имел неровную поверхность. Критическая скорость появления квазипериодических поверхностных дефектов для полиэтилена без добавок эластомеров при температуре 165°С составила 5,4 мм/сек. На фиг.11 представлен график изменения давления при увеличении скорости экструзии (сплошная кривая). Временные частоты поверхностного рельефа на продукте в [Гц], т.е. отношение скорости экструзии в [мм/сек] к периоду поверхностного рельефа в [мм] были измерены и представлены пунктиром. Наблюдаемая частота появления дефектов лежит в диапазонах от 13 до 40 Гц при среднем значении частоты около 20 Гц. Отношение упругого модуля к вязкому модулю для расплава полиэтилена на частоте 20 Гц составляет К=1,4.
Затем для экструзии использовали мундштук из нержавеющей стали длиной 32 мм с тонким слоем фторированных эластомеров марки "Viton® FreeFlow™ SC-PW", "DYNAMAR" Dyneon (3М) и термопластичных эластомеров на основе силоксанов. Для нанесения слоя эластомеров на внутреннюю поверхность мундштук 6 отсоединяли от экструдера и заполняли расплавленными эластомерами. Затем мундштук присоединяли к экструдеру, нагревали до температуры формования и проводили экструзию расплава полиэтилена со скоростью около 2 мм/сек в течение 30 мин. В результате эластомер выдавливался наружу и уносился расплавом полиэтилена, но на стенках мундштука оставался тонкий слой эластомеров. Затем проводили экструзию полиэтилена с нарастанием скорости от 2 до 400 мм/сек. На фиг.12 представлены графически кривые изменения давления на мундштуке при увеличении скорости экструзии (характеристические кривые) для мундштука без покрытия (сплошная кривая), со слоем эластомера Viton (пунктир), со слоем эластомера Dynamar (штрих-пунктир) и со слоем термопластичного эластомера ТПЭ-160 (точки). Крестами на кривых помечено возникновение дефектов на поверхности. Видно, что при использовании термопластичного эластомера ТПЭ-160 наблюдается наибольшая бездефектная скорость экструзии. При измерении характеристических кривых через мундштук продавливали около 0,4 кг расплава полиэтилена. После проведения экструзии мундштук снимали и путем измерения электрической емкости проводили оценку толщины покрытия на поверхности металла.
Для сравнения стойкости слоя эластомеров к износу через тот же мундштук проводили экструзию второй раз. При повторном эксперименте было получено, что при использовании термопластичного эластомера ТПЭ-160 значение бездефектной скорости экструзии изменилось с 142 до 105 мм/сек, а толщина слоя изменилась с 0,09 до 0,07 мкм, в то время как при использовании невулканизированного эластомера Dynamar бездефектная скорость экструзии изменилась с 107 до 79 мм/сек, а толщина слоя изменилась с 0,3 до 0,07 мкм. Динамическая вязкость термопластичного эластомера ТПЭ-160 намного меньше, чем соответствующее значение фторированного эластомера Dynamar. Стойкость слоя ТПЭ-160 к износу позволяет говорить о нанесении тонкого покрытия из этого термопластичного эластомера на внутреннюю поверхность мундштука. При использовании термопластичного эластомера ТПЭ-160, характеристики которого удовлетворяют обоим условиям G'/G">К2 и (G'/G")0>KL, необходимым для нанесения упругого покрытия, можно говорить о нанесении тонкого упругого покрытия. А при использовании невулканизированного эластомера Dynamar, для которого не выполняется условие (G'/G")0>KL, можно говорить только о слое смазки на внутренней поверхности мундштука. Другие термопластичные эластомеры (ТПЭ-80, ТПЭ-120, ТПЭ-140), характеристики которых удовлетворяли обоим указанным условиям, необходимым для нанесения упругого покрытия, также показали хорошую стойкость покрытия к износу и высокие значения бездефектной скорости экструзии.
Значения толщины покрытия после проведения экструзии, критической скорости появления дефектов при использовании стального мундштука без покрытия и с покрытиями, динамической вязкости материала покрытия на характерной частоте 20 Гц и отношения упругого модуля к вязкому модулю на характерной частоте 20 Гц и на частоте 0,06 Гц приведены в Таблице 2 для сравнения. Двумя звездочками помечены две последние строки таблицы, в которых приведены значения толщины покрытия и критической скорости экструзии после двух последовательных экструзий. Приведенные значения динамической вязкости соответствуют соотношению G"/ω, [Pa·s], ω=2πf для частоты f=20 Гц.
Пример 2
Способ реализовывали с использованием устройства для формования термопластичного полимерного материала, представленного схематично на фиг.9 и включающего формующее устройство в виде стеклянного мундштука длиной 32 мм и диаметром 6 мм. Проводили экструзию полиэтилена без добавок с нарастанием скорости при температуре 165°С. Для чистой стеклянной трубки критическая скорость появления дефектов составила 6,7 мм/сек. Затем мундштук покрывали слоем эластомеров так же, как описано в примере 1. В качестве эластомеров использовали фторированный эластомер марки "Viton® FreeFlow" производства компании DuPont или термопластичный эластомер марки "ТПЭ-120" производства компании Wacker-Chemie GmbH. В случае использования фторированного эластомера Viton критическая скорость появления дефектов составила 17,8 мм/сек. После экструзии 1 кг полиэтилена на поверхности продукта появились дефекты на скорости 10 мм/сек. После экструзии 2 кг полиэтилена критическая скорость появления дефектов на поверхности продукта практически совпадала с появлением дефектов в случае использования чистой стеклянной трубки.
В случае использования термопластичного эластомера ТПЭ-120 критическая скорость появления дефектов составила около 110 мм/сек. Полиэтилен смешали с добавками, содержащими окись титана так, что доля абразивных частиц в полиэтилене составила 4 вес.%. После экструзии 1 кг полиэтилена с абразивными добавками и 6 кг полиэтилена без добавок критическая скорость появления дефектов составила 65,3 мм/сек. Таким образом, устойчивость упругого покрытия, полученного с использованием термопластичного эластомера ТПЭ-120, к износу абразивными частицами значительно выше, чем стойкость слоя фторированного эластомера Viton.
Пример 3
Способ реализовывали с использованием устройства для формования термопластичного полимерного материала, представленного схематично на фиг.9 и включающего формующее устройство в виде стеклянного мундштука без покрытия. В камеру экструдера загружали гранулы полиэтилена, перемешанные с силиконовым эластомером в виде вязкой жидкости. В качестве силиконового эластомера использовали однокомпонентный силиконовый компаунд марки "N10" производства компании Wacker [59]. Доля добавок силиконового компаунда в полиэтилен составила около 5 вес.%. Полимерный материал с добавками нагревали до 180°С и производили экструзию около 0,4 кг полиэтилена LL1201 XV с добавками силиконового компаунда через мундштук со средней по сечению мундштука скоростью продукта 5 мм/сек. Затем камеру вновь наполняли гранулами полиэтилена, но уже без добавок силиконового компаунда, нагревали до плавления полиэтилена и равномерного распределения температуры в камере. Торец мундштука в это время обдували воздухом при температуре около 200°С. Через 8 часов производили экструзию с нарастанием скорости продукта от 2 до 300 мм/сек и фиксировали момент появления дефектов на поверхности продукта. Было зарегистрировано, что дефекты появляются на поверхности продукта при скорости экструзии 150 мм/сек. Проводили экструзию 2 кг полиэтилена без добавок - изменения критической скорости появления дефектов в последовательных экспериментах не зарегистрировано.
Камеру экструдера и мундштук очистили механически и отжигом в печи при температуре 500°С. Затем в камеру загрузили гранулы полиэтилена, перемешанные с силиконовым эластомером при доле добавок около 10-12 вес.%. После экструзии около 0,4 кг смеси камеру заполнили чистым полиэтиленом и через 8 часов провели экструзию расплава полиэтилена. Выходящий продукт сильно отклонялся от оси в сторону, что указывает на то, что толщина упругого покрытия на поверхности мундштука неравномерна. Очевидно, что использование добавок в количестве более 10 вес.% нежелательно из-за неконтролируемого изменения сечения канала мундштука.
Пример 4
Способ реализовывали с использованием устройства для формования термопластичного полимерного материала, представленного схематично на фиг.9 и включающего формующее устройство в виде латунного мундштука с гальваническим покрытием платиной. В камеру экструдера загружали гранулы полиэтилена, перемешанные с эластомером на основе графт- сополимеров силоксанов с полиуретанами производства компании Сурел [60] без добавок катализатора реакции вулканизации. Использованный эластомер имеет хорошую адгезию к металлической поверхности и способен к вулканизации по реакции гидросилирования в присутствии металлов платиновой группы. Доля добавок полиуретан-силиконового компаунда в полиэтилен составила около 1 вес.%. Полимерный материал с добавками нагревали до 180°С и производили экструзию около 0,4 кг полиэтилена LL1201 XV с добавками этого эластомера через мундштук со средней по сечению мундштука скоростью продукта 5 мм/сек. Затем камеру вновь наполняли гранулами полиэтилена, но уже без добавок, нагревали до плавления полиэтилена и равномерного распределения температуры в камере. Проводили экструзию полиэтилена без добавок с нарастанием скорости при температуре 165°С. Было зарегистрировано, что дефекты появляются на поверхности продукта при скорости экструзии около 120 мм/сек. Проводили экструзию 2 кг полиэтилена без добавок - изменения критической скорости появления дефектов в последовательных экспериментах не зарегистрировано.
Пример 5
Способ реализовывали с использованием устройства для формования термопластичного полимерного материала, включающего формующее устройство в виде мундштука для экструзии полиэтилена, представленного схематично на фиг.10, с использованием шнек экструдера. Устройство содержит несущий корпус 10 с верхней кольцевой вставкой 11 и внутренней вставкой 12, закрепленной на оси мундштука с помощью трех стержней 13. Нижняя вставка имеет резьбовое отверстие для крепления мундштука к экструдеру. На поверхности верхней кольцевой вставки 11 нанесено покрытие 15, а на поверхности внутренней вставки 12 нанесено покрытие 16. Покрытия 15 и 16 могут быть каталитическим покрытием, или покрытием, содержащим оксиды металлов для улучшения адгезии эластомеров к металлической поверхности, или упругим покрытием. В частности, упругое покрытие может быть выполнено с добавками катализаторов соответствующей реакции вулканизации эластомеров. Устройство содержит нагреватели 17.
При реализации способа устройство функционирует следующим образом. В загрузочную емкость формующего устройства с поршневым экструдером (на чертежах не показаны, как не относящиеся к существу предложения) загружают формуемый материал и выдавливают его с заданной скоростью через мундштук. В случае использования каталитического покрытия оно взаимодействует с добавками эластомеров, введенными в формуемый материал, что вызывает их вулканизацию и осаждение на участках покрытия. В случае использования упругого покрытия, нанесенного другими методами, это покрытие, взаимодействуя с формуемым материалом, обеспечивает осаждение на участках покрытия добавок из формуемого материала для компенсации износа покрытия.
Зазор между верхней кольцевой вставкой и внутренней центральной вставкой выполнен 0,8 мм. Верхняя кольцевая вставка выполнена с возможностью перемещения для регулировки зазора. Через отверстие в одном из стержней крепления внутренней вставки сжатый воздух поступает внутрь для раздувания трубы полиэтилена и получения тонкой пленки. Твердые покрытия 15 и 16 выполнены с целью снижения износа мундштука. Например, покрытие может быть выполнено гальваническим осаждением платины или родия. Такое покрытие не только обладает высокой твердостью, но и каталитической активностью, необходимой для вулканизации эластомеров по реакции гидросилирования.
Расплав полиэтилена, показанный на фиг.10 серым цветом, продавливали снизу вверх по каналу через кольцевой зазор диаметром 50 мм и формовали тонкостенную трубу, выходящую из мундштука наружу. Для подачи расплава полиэтилена использовали установку производства компании Goettfert [61], которая включала шнек экструдер с диаметром винта D=30 мм, скоростью вращения до 100 оборотов в мин, максимальным давлением прессования 1000 атм. Использовался полиэтилен низкой плотности полиэтилена LDPE и линейный полиэтилен низкой плотности на основе металлоценовых катализаторов Exceed 1018 ЕВ производства компании ExxonMobil. Использованный полиэтилен 1018 ЕВ характеризуется следующими параметрами: плотность - 0,918 г/см3, точка плавления - 118°С, индекс расплава - 1 г за 10 минут, рекомендуемая производителем температура экструзии - 190-220°С. При температуре расплава 170°С дробление расплава наблюдалось при скорости вращения шнека 10 оборотов в мин и скорости экструзии продукта около 2 мм/сек.
В камеру шнек экструдера загружали гранулы полиэтилена низкой плотности (LDPE). В качестве силиконового эластомера использовался двухкомпонентный силиконовый компаунд марки "ELASTOSIL RT 601" производства компании Wacker. Сначала компонент В (силаны с катализатором вулканизации) смешали с гранулами полимерного материала в количестве 1 г добавки на 3 кг гранул. Доля добавок компонента в полиэтилен составила 0,03 вес.%. Провели экструзию 1 кг гранул полиэтилена с добавками. Затем провели экструзию 1 кг полиэтилена без добавок, что позволило очистить экструдер от полимера, содержащего добавки компонента В. Затем компонент А смешали с гранулами полиэтилена в количестве 1 г компонента А (силоксаны с ненасыщенной связью С=С) на 1 кг гранул, т.е. при доле добавок силиконового компаунда в полиэтилен 0,1 вес.%. Зарегистрировано, что через 10 мин после подачи компонента А давление прессования уменьшилось на 8%, а усилие вращения винта экструдера уменьшилось на 23%. Выходящий продукт не имел шероховатости на внешней поверхности. Затем вместо полиэтилена низкой плотности (LDPE) в камеру шнек экструдера загрузили гранулы металлоценового полиэтилена (mLLDPE) марки Exceed 1018 ЕВ. Выходящий продукт не имел шероховатости на внешней поверхности. Трубу раздували в пленку сжатым воздухом. Пленка имела ровную поверхность при максимально достижимой на данном экструдере скорости экструзии материала 8,7 мм/сек или 60 г/мин, т.е. при значительно более высокой скорости экструзии, чем без покрытия. Износа покрытия в течение 1 часа экструзии не обнаружено.
Таким образом, нанесение упругого покрытия в процессе формования расплава полимерного материала с добавками, в частности, с последовательной добавкой компонентов при экструзии, позволяет производить скоростную экструзию бездефектного продукта.
Пример 6
Способ реализовывали формованием через кольцевой мундштук, показанный схематически на фиг.10, с использованием шнек экструдера, описанного в примере 4. В камеру шнек экструдера, загружали гранулы полиэтилена низкой плотности (LDPE). В качестве силиконового эластомера использовался двухкомпонентный силиконовый компаунд марки "ELASTOSIL RT 601" производства компании Wacker [35]. Сначала компонент А (силоксаны с ненасыщенной связью С=С) смешали с гранулами полиэтилена в количестве 0,5 г на 1 кг гранул, т.е. при доле добавок силиконового компаунда в полиэтилен 0,05 вес.%. Провели экструзию 1 кг гранул полиэтилена с добавками. Затем компонент В (силаны с катализатором вулканизации) смешали в гранулами полимерного материала в количестве 0,1 г добавки на 1 кг гранул, т.е. при доле добавок компонента 0,01 вес.%. Провели экструзию 1 кг гранул полиэтилена с добавками при скорости экструзии 10 мм/сек или 72 г/мин. Минимальное время прохождения экструдера при данной скорости составляет около 2 мин 20 сек. Однако в экструдере есть зоны смешивания, где материал циркулирует при данной скорости экструзии до 10-15 мин. В предыдущем примере для очистки экструдера от полимерного материала с добавками производили экструзию полиэтилена без добавок. В данном примере очистки не производили, поэтому примерно через 3 мин после подачи полиэтилена с добавками компонента В шероховатость поверхности выходящего продукта резко возросла. Это можно объяснить смешиванием обоих компонентов внутри экструдера и вулканизацией резины. Вулканизированная резина, содержащаяся в выходящем продукте, не проскальзывает вдоль покрытия на поверхности мундштука и увеличивает шероховатость поверхности выходящего продукта. Через примерно 10 мин поверхность выходящего продукта стала гладкой, что указывает на уменьшение содержания вулканизированной силиконовой резины в выходящем продукте. Затем провели экструзию полиэтилена без добавок. Поверхность выходящего продукта не имела шероховатости. Таким образом, видно, что одновременная подача компонентов силиконовой резины может быть использована для нанесения покрытия на поверхность мундштука, но во время экструзии полимера, содержащего в качестве добавок оба компонента резины, поверхность продукта имеет повышенную шероховатость.
Пример 7
Способ реализовывали формованием через кольцевой мундштук, показанный схематически на фиг.10, с использованием шнек экструдера, описанного в примере 4. В камеру шнек экструдера загружали гранулы полиэтилена низкой плотности (LDPE) с добавками однокомпонентного силиконового эластомера "N10" производства компании Wacker [35]. Компаунд был разбавлен ксиленом в соотношении 2 части разбавителя на 1 часть компаунда и перемешан с гранулами полиэтилена. Доля добавок силиконового компаунда в полиэтилен составила 0,01 вес.%. Через 60 мин экструзии зарегистрировано уменьшение шероховатости на поверхности выходящего продукта и уменьшение давления прессования на 1,4%. Затем провели экструзию полиэтилена без добавок. За 120 мин экструзии увеличения шероховатости или изменения давления прессования не обнаружено. Это показывает, что если полимерный материал не содержит абразивных частиц, то износ упругого покрытия невелик и для компенсации износа упругого покрытия достаточно использования добавок в количестве 0,001%.
Предлагаемое техническое решение может быть эффективно использовано также при экструзии пленки и волокон из растворов полимеров, белков и вискозы. Слой резины на поверхности металла не только увеличивает скорость бездефектной экструзии и уменьшает потери на трение, но также позволяет уменьшить коррозию металла мундштука или фильеры из-за разложения полимерного материала или контакта металла с жидкостями в коагулирующих ваннах. Предлагаемые технические решения могут быть использованы при инжекционном формовании, например для снижения давления прессования в экструдере, улучшении заполнения формы и облегчения отделения изделия от пресс-формы.
Необходимо отметить, что из уровня техники не следует очевидным образом, что нанесение упругого покрытия на внутренней поверхности мундштука в процессе экструзии пластиков увеличивает скорость бездефектной экструзии расплавов полимеров по сравнению со случаем использования добавок невулканизированных фторированных эластомеров. Таким образом, предлагаемое техническое решение отвечает требованию изобретательского уровня.
Предлагаемые технические решения обладают очевидными существенными отличиями от прототипа. А именно, в процессе формования производят нанесение упругих покрытий на поверхность мундштука, находящуюся в контакте с расплавом полимерного материала.
Предлагаемый в настоящем техническом решении способ динамического нанесения упругого покрытия, устройство для его осуществления и состав термопластичного материала с вариантами их реализации не были известны из патентной и специальной литературы.
В примерах реализации продемонстрировано достижение технического результата - увеличение скорости бездефектной экструзии полиэтилена, как наиболее типичного и широко используемого полимерного материала.
Примеры реализации доказывают промышленную применимость заявленных способа формования термопластичного полимерного материала, устройства для формования термопластичного полимерного материала и состава термопластичного полимерного материала с вариантами их реализации.
Таким образом, предлагаемые технические решения являются новыми, отвечают требованию изобретательского уровня, могут быть применены в промышленности, а также обеспечивают улучшение качества изделий, экономию энергии и увеличение скорости производства, то есть отвечают всем требованиям, предъявляемым к изобретению.

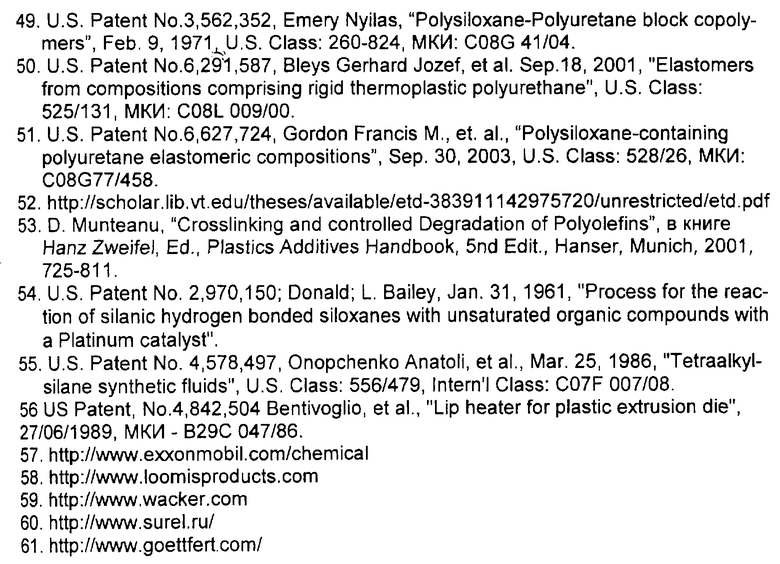

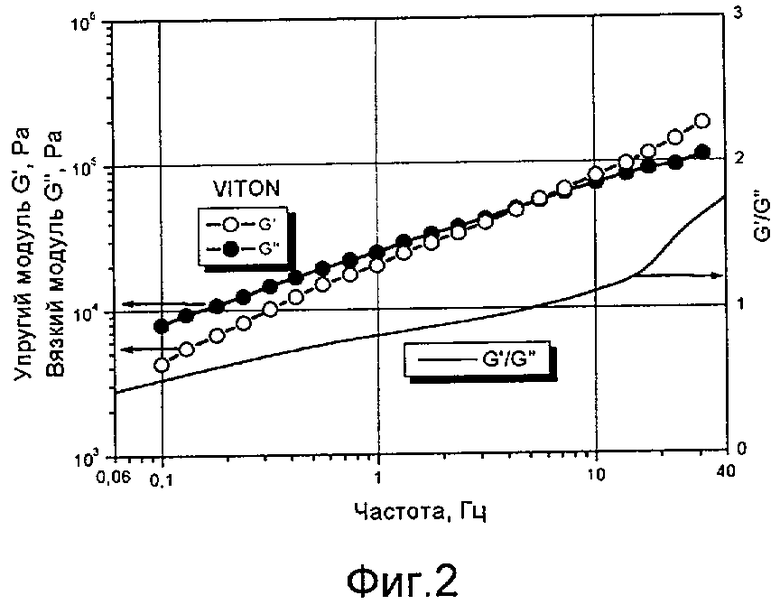
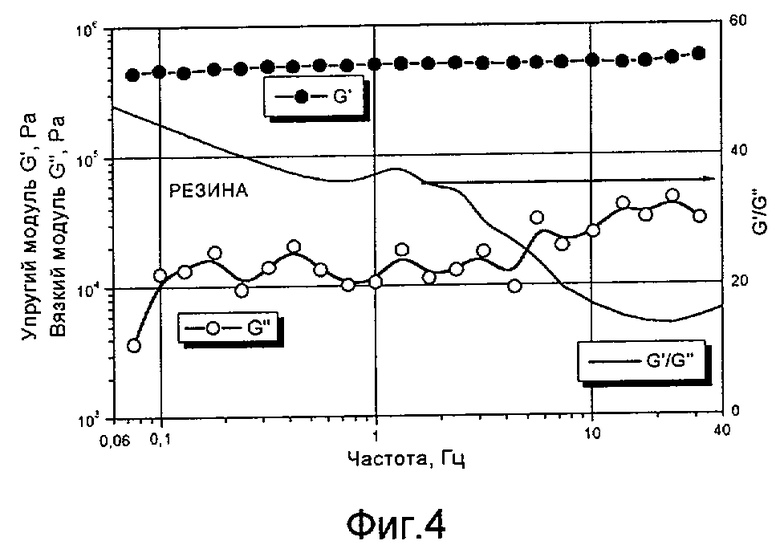
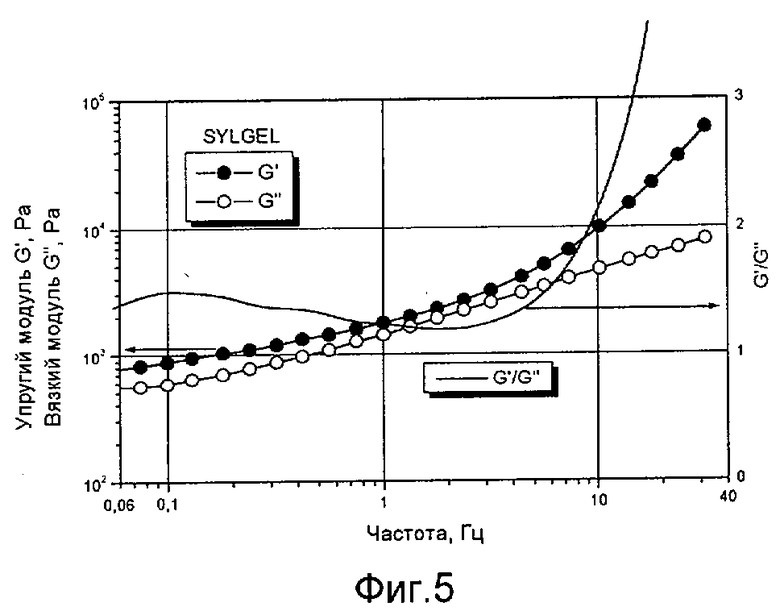
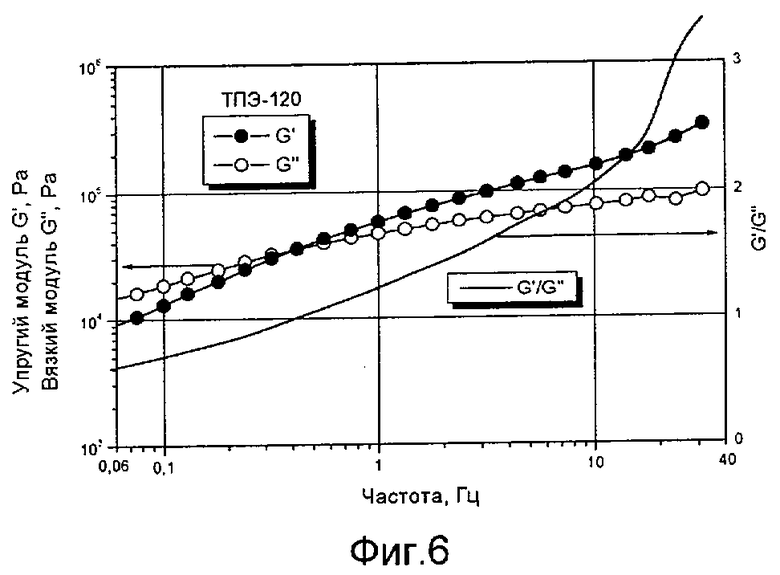
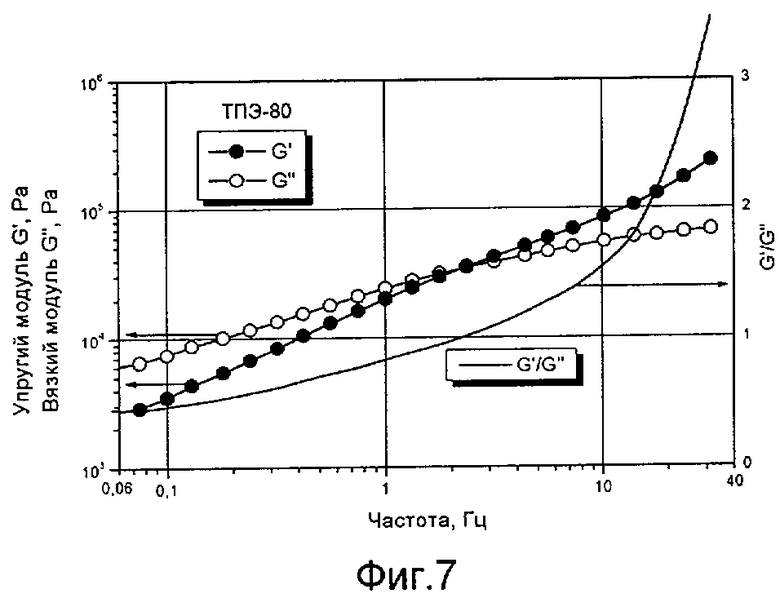



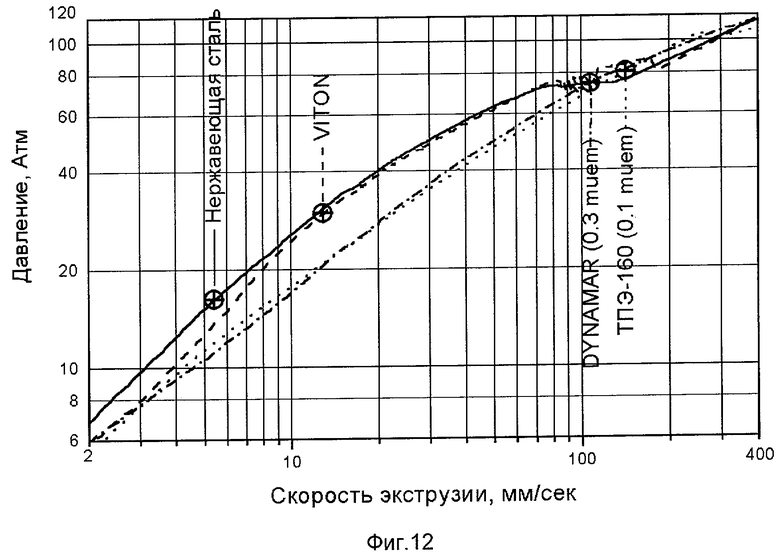
Техническое решение по изобретению относится к формованию расплавов полимеров, а преимущественно к формованию экструзией, и специально к экструзии полиолефинов, в частности полиэтилена, и может быть использовано при изготовлении полимерного профиля, изолирующего покрытия на электрическом кабеле, полимерного волокна, полимерной трубы и полимерной пленки, получаемой раздуванием трубы. Технический результат - увеличение скорости бездефектной экструзии. В процессе формования расплавов полимера на поверхность формующего устройства, находящуюся в контакте с расплавом полимера, наносят упругое покрытие. Способ формования термопластичного полимерного материала включает экструзию расплава термопластичного полимерного материала с добавками эластомеров через устройство для экструзии и нанесение в процессе выдавливания упругого покрытия, по крайней мере, на части находящейся в контакте с расплавом поверхности, примыкающей к выходу из устройства и с длиной не меньше 10% от ширины зазора для формования полимерного материала. Преимущественно упругое покрытие наносят осаждением добавок из расплава полимерного материала на указанную поверхность. В качестве материала для упругого покрытия выбирают термопластичные эластомеры, упругие по сравнению с расплавом полимерного материала, или эластомеры, приобретающие упругость в результате вулканизации. В последнем случае проводят динамическую вулканизацию слоя эластомера в процессе экструзии. Устройство для экструзии термопластичного полимерного материала с упругим покрытием, нанесенным в процессе выдавливания термопластичного полимерного материала, по крайней мере, на части той поверхности устройства, которая предназначена для контакта с расплавом термопластичного полимерного материала, и содержащим катализатор для соответствующей реакции вулканизации эластомеров. Состав для формования термопластичного полимерного материала и одновременного нанесения упругого покрытия на поверхность устройства, которая предназначена для контакта с расплавом, содержащим полиолефины и добавки эластомеров, характеризующийся тем, что в качестве эластомеров используют блок-сополимеры жестких полимеров (А) с температурой стеклования выше комнатной, но ниже температуры формования указанных полиолефинов, и мягких полимеров (В) с температурой стеклования ниже комнатной, причем блок-сополимеры выбирают со структурой линейного блок-сополимера А(ВА)n, где n>0, или (ВА)m, где m>1, или графт- сополимера, когда к мягкому полимеру привиты, по крайней мере, два боковых сегмента жестких полимеров, при следующем соотношении компонентов: термопластичные эластомеры - 0,001 - 10 вес.%; термопластичный полимерный материал - остальное. Частные случаи реализации предлагаемого технического решения характеризуют материал для покрытий и экструзии, условия осуществления способа и технические детали устройства для формования термопластичного материала. 3 н. и 15 з.п.ф-лы, 12 ил., 2 табл.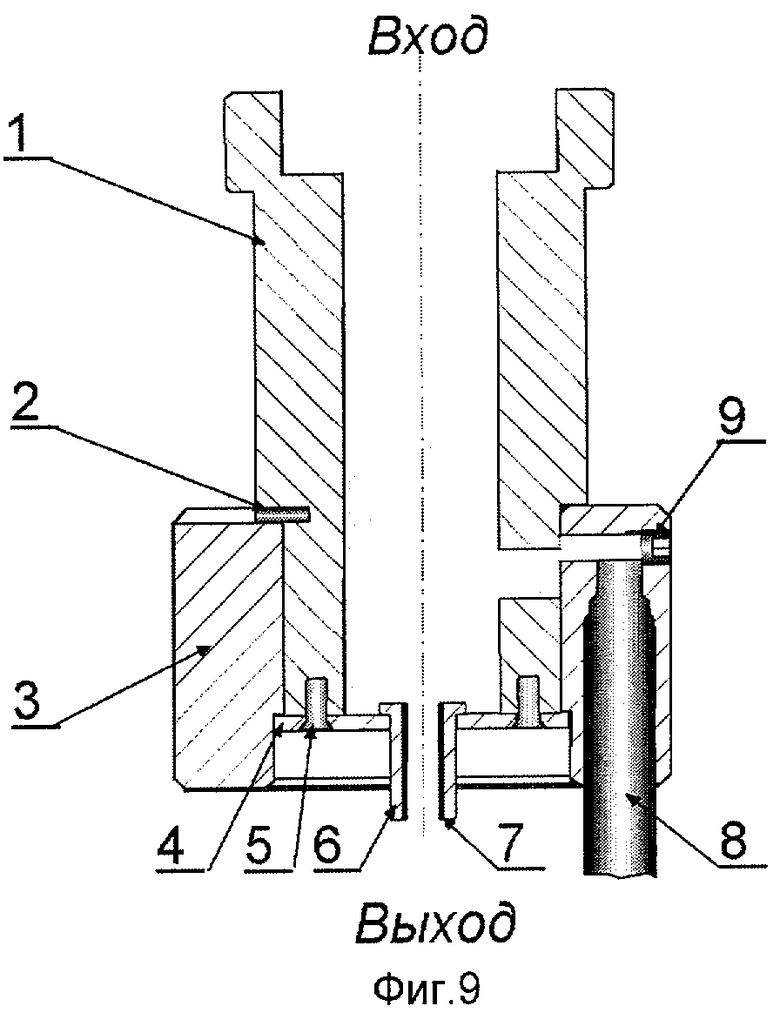
Приоритет по пунктам:
| WO 8809716 A1, 15.12.1988.US 5008056 A, 16.04.1991.US 4615858 A, 07.10.1986.US 4329310 A, 11.05.1982.RU 2195469 C2, 27.12.2002. |

