Изобретение относится к способу изготовления порционных упаковок с пастообразным содержимым, в частности колбас, в пленочном рукаве из снабженной на одной стороне соединительным слоем лентообразной плоской пленки, которую разматывают с запаса и сгибают в продольном направлении в рукав таким образом, что соединительный слой оказывается снаружи, а продольные кромки продольных краев противоположны друг другу, после чего способную к соединению или снабженную соединительным слоем полосу кладут в продольном направлении на оба продольных края и соединяют с ними и образованный пленочный рукав непосредственно вслед за этим заполняют содержимым.
Из US-A-4528225 известно изготовление пленочного рукава за счет того, что снабженную на одной стороне соединительным слоем лентообразную плоскую пленку разматывают с запаса и сгибают в продольном направлении в рукав таким образом, что соединительный слой оказывается снаружи, а продольные кромки продольных краев противоположны друг другу, после чего способную к соединению или снабженную соединительным слоем полосу кладут в продольном направлении на оба продольных края и соединяют с ними. Готовый рукав затем свертывают в рулон, с тем чтобы впоследствии использовать в другом месте для изготовления порционных упаковок.
Соединение продольных краев пленочной ленты посредством соединительной полосы позволяет использовать пленку, снабженную соединительным слоем только на одной стороне, и решает проблему, возникающую у известного из ЕР-В 105558 и ЕР-В 177992 способа, за счет того, что продольные края соединяют между собой внахлест посредством термосварки. Для получения воздухо- и влагонепроницаемого сварного шва пленка должна быть свариваемой с обеих сторон, поскольку при нахлесте краев пленки наружная поверхность вступает в контакт с внутренней поверхностью.
Поэтому в таких случаях используются трехслойные пленки из средней пленки-основы и свариваемых слоев с обеих сторон. Такие пленки не только дороги в изготовлении, но и имеют тот дополнительный недостаток, что в колбасном производстве набитый в пленочный рукав фарш недостаточно прилипает к свариваемому слою, так что содержимое в процессе варки отделяется и образуются пузыри, заполняющиеся жиром или желатином фарша; это нежелательно уже по визуальным причинам. Поэтому обращенную к содержимому поверхность пленки механически или химически обрабатывают для повышения адгезии фарша. Так, например, в DE 19618172 А1 предусмотрено, что внутреннюю (впоследствии) поверхность рукавной упаковочной оболочки обрабатывают коронным разрядом, с тем чтобы обеспечить адгезию фарша с внутренней поверхностью пленочного рукава. Все это требует дополнительных затрат.
С другой стороны, при описанном выше изготовлении пленочного рукава по US-A-4528225 невозможна обработка его внутренней поверхности, которая оказывает механические или вкусовые влияния на содержимое, т.е. колбасный фарш, например повышает адгезию фарша или отдает вкусовые вещества содержимому. Такая обработка, осуществляемая в большинстве случаев в виде нанесения покрытий, разрушается при свертывании готового пленочного рукава в рулон и в остальном не имеет длительной прочности.
Технический результат предлагаемого способа изготовления порционных упаковок состоит в упрощении способа и повышении его экономичности.
Указанный технический результат достигается с помощью способа изготовления порционных упаковок с пастообразным содержимым, в частности колбас, в пленочном рукаве из снабженной на одной стороне соединительным слоем плоской лентообразной пленки, при котором предусматривается разматывание пленки с запаса, отделение от одного ее края полосы, сгибание пленки в продольном направлении в рукав таким образом, что соединительный слой размещается снаружи, а кромки ее продольных краев располагаются друг напротив друга, при этом отделенную от пленки полосу отклоняют так, что ее соединительный слой обращен к внешней стороне согнутой в рукав пленки, накладывают в продольном направлении на оба продольных края пленки и соединяют с ними, и непосредственно вслед за этим образованный пленочный рукав заполняют содержимым.
Таким образом, может использоваться также обработанная, например покрытая, пленка такого рода, и далее в процессе заполнения можно корректировать размер пленочного рукава, так что незамедлительно могут быть компенсированы допуски на ширину пленки или на ее механические свойства.
Соединительная полоса, используемая для соединения удерживаемых наготове встык продольных кромок пленочного рукава, может быть размотана с отдельного запаса. Полимерная пленка состоит преимущественно из материала с поверхностью, к которой прилипает колбасный фарш и которая не требует дополнительной обработки. Это может быть, например, полиамид, однако пригодны также ПВХ и ПВДХ, далее смешанные пленки (бленды) или пленки из иономерного полимера, например сурлин®.
Ниже изобретение поясняется на примерах выполнения с помощью чертежей, на которых изображают:
- фиг.1: схематично в перспективе устройство, предназначенное для осуществления способа;
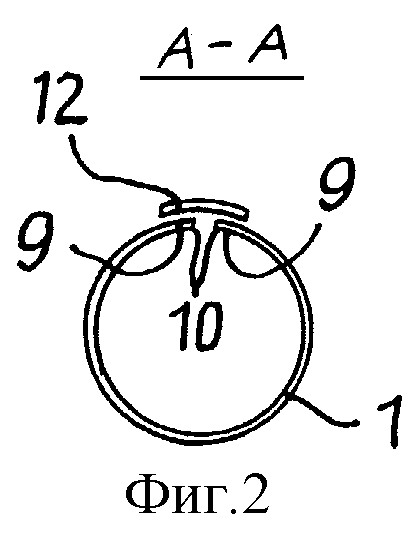
- фиг.2: сечение полученного при этом пленочного рукава по линии А-А на фиг.1;
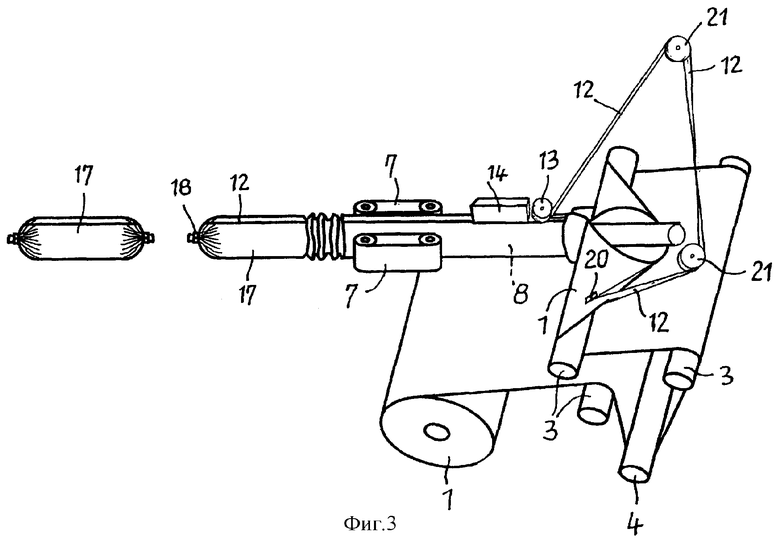
- фиг.3: соответствующую фиг.1 видоизмененную форму выполнения устройства для осуществления видоизмененного способа.
Лентообразную, уже снабженную на одной стороне свариваемым слоем плоскую пленку 1 разматывают с запаса в виде рулона и с помощью огибных роликов 3, а также передвижного ролика 4 тянут по формующему плечу 5, а также через формующую манжету 6, а именно с помощью параллельных транспортных лент 7 вдоль направляющей трубы 8, которая закрыта согнутой в рукав пленкой 1. Формующее плечо 5 в сочетании с формующей манжетой 6 заставляет обе продольные кромки 10 продольных краев 9 пленки 1 лежать друг против друга ("встык") на направляющей трубе 8 (на фиг.2 не показана), причем свариваемый слой пленки 1 оказывается снаружи.
С рулона 11 разматывают пленочную полосу 12, а именно посредством ролика 13, который кладет полосу 12 на продольные края 9 пленки 1, перекрывая их, как это видно на фиг.2. Полоса 12 состоит из свариваемого материала, например также из пленки-основы со свариваемым слоем, обращенным к продольным краям 9 пленки 1. Сварочный брус 14 прочно соединяет полосу 12 с обоими продольными краями 9 пленки 1 и создает за счет этого пленочный рукав 15, который непрерывно, приблизительно длиной 2000 м, поступает через сосбаривающий его накопительный участок 16 на участок набивки (не показан), на котором изготавливают порционные упаковки 17, например колбасы, путем набивки содержимого в пленочный рукав 15, завязывания и укупорки (скобки 18).
Изготовленный согласно фиг.3 пленочный рукав 15 не отличается от изготовленного по фиг.1 и изображенного на фиг.2 в сечении пленочного рукава, однако полосу 12 не разматывают здесь с особого запаса, а отделяют на одном краю пленки 1 от нее с помощью ножа 20 и подают посредством огибных роликов 21 с вращением к ролику 13. Таким образом, имеющаяся в распоряжении длина полосы 12 всегда соответствует имеющейся в распоряжении длине пленки 1, и не требуется никакой особой подготовки и загрузки устройства для изготовления этими обеими составными частями пленочного рукава 15.
Изобретение относится к изготовлению порционных упаковок с пастообразным содержимым, в частности колбас. Согласно способу при формировании пленочного рукава из снабженной на одной стороне соединительным слоем лентообразной плоской пленки последнюю разматывают с запаса и сгибают в продольном направлении в рукав таким образом, что соединительный слой оказывается снаружи. При этом продольные кромки продольных краев располагают противоположно друг другу, после чего предварительно отделяют от пленки полосу, снабженную соединительным слоем, кладут в продольном направлении на оба продольных края и соединяют с ними, а затем образованный пленочный рукав непосредственно вслед за этим заполняют содержимым. Изобретение позволяет упростить способ изготовления упаковок и повысить его экономичность. 1 з.п. ф-лы, 3 ил.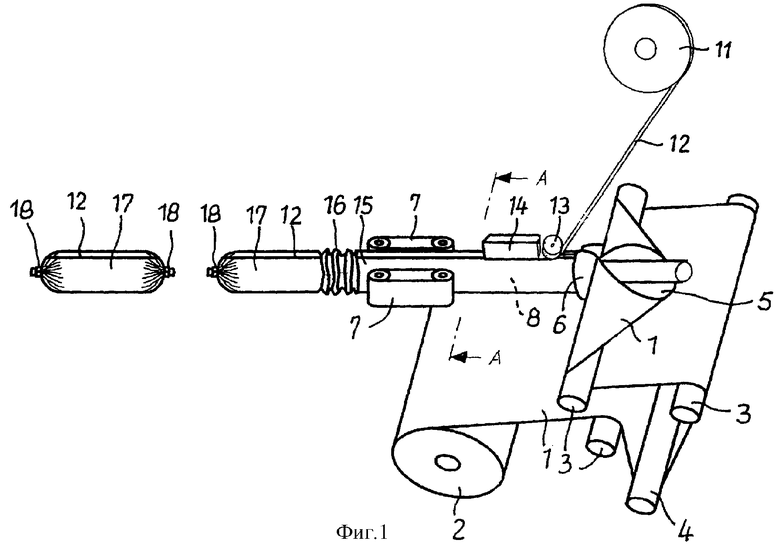
| US 4528225 А, 09.07.1995 | |||
| US 4410011 А, 18.10.1983 | |||
| US 4940614 А, 10.07.1990 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ИСКУССТВЕННОЙ КОЛБАСНОЙОБОЛОЧКИ | 0 |
|
SU287537A1 |
| US 4563231 A, 07.01.1986. | |||

