Изобретение относится к способу изготовления порционных упаковок с от вязкотекучего до пастообразного наполнителем, таким как колбасный фарш, жир, мастика и пр., в пленочном рукаве, формируемом до помещения наполнителя внутрь сваркой или термосваркой продольных кромок ленты из пленки, сматываемой с питателя и свернутой в виде рукава, в который под давлением периодически подаются порции наполнителя, после чего пленочный рукав запечатывается с образованием складчатого конца, а также к устройству для изготовления порционных упаковок пленочном рукаве.
Известно изготовление необходимой для производства колбас или подобных порционных упаковок рукавной оболочки на месте путем непрерывной прямошовной сварки или термосварки свернутой в виде рукава ленты из пленки. В такого рода известном из европейского патента №0908103 А1 способе ленту из пленки с помощью механизмов подачи протягивают по формовочному выступу через секцию сварки или термосварки, при этом формовочный выступ концентрически охватывает загрузочную трубу для подачи наполнителя, а сварочное или термосварочное устройство и механизмы подачи действуют в направлении загрузочной трубы. Полученный таким образом пленочный рукав механизмами подачи направляется в буферную секцию, в которой он складывается в виде гармошки. С другой стороны буферной секции он из нее вытягивается при заполнении порции внутрь закрытого с одной стороны пленочного рукава через устройство для торможения рукава, расположенное на выходе загрузочной трубы, пока не будет закончен упомянутый процесс заполнения, и порция может быть заделана.
Такой технологический процесс требует дорогостоящих аппаратов и средств технического управления, так как процессы заделывания пленочного рукава и его заполнения необходимо контролировать и управлять ими раздельно, поскольку при изменении скорости заполнения, размера порции и пр. расход пленочного рукава в единицу времени колеблется в относительно широком диапазоне. Однако обеспечение постоянной скорости изготовления пленочного рукава по многим причинам не представляется возможным или является очень дорогостоящим.
Изобретение ставит своей задачей устранение этого недостатка.
Поставленная задача решается тем, что в способе изготовления порционных упаковок с наполнителем от вязкотекучего до пастообразного, таким как колбасный фарш, жир, мастика и пр. в пленочном рукаве, формируемом до помещения внутрь наполнителя путем сварки или термосварки продольных кромок снимаемой с питателя и согнутой в виде рукава ленты из пленки и периодически заполняемом под давлением порциями наполнителя, после чего пленочный рукав закрывают с образованием складчатого конца, при этом пленочный рукав непосредственно за счет давления наполнения вытягивается из секции сварки или термосварки в секцию наполнения, и лента из пленки вытягивается из питателя в секцию сварки или термосварки, согласно изобретению, сварку или термосварку продольных кромок ленты из пленки проводят на длине пленки из ленты, соответствующей, по меньшей мере, длине порционной упаковки, только во время остановки подачи пленочного рукава во время стационарного заделывания порционной упаковки после ее заполнения.
Такая реализация способа приводит к тому, что пленочный рукав под действием давления наполнения непосредственно поступает из секции сварки или термосварки в секцию наполнения, а лента из пленки подается из питателя в секцию сварки или термосварки. Таким образом, автоматически постоянно изготавливается только такое количество пленочного рукава, которое необходимо для процесса заполнения. При этом предпочтительнее применять периодический способ получения пленочного рукава вместо непрерывного, причем перерывы во время заделывания, как правило, настолько кратковременны (как правило, значительно меньше 1 с), что отсутствует опасность перегрева находящегося в секции сварки или термосварки пленочного материала. Кроме того, не требуются специальные механизмы подачи для вытягивания заделанного пленочного рукава из секции сварки или термосварки и последующая подача ленты из пленки из накопителя. Также отпадает необходимость в буферном запасе, образование и демонтаж которого также часто связано с трудностями.
В соответствии с этим предусмотрено, чтобы сварка или термосварка продольных кромок ленты из пленки происходила при ее прохождении через секцию сварки или термосварки во время помещения наполнителя внутрь пленочного рукава, при этом продольные кромки соединяют между собой, в частности, посредством скользящего по ним нагревательного башмака или направленного на них горячего воздуха. Также возможно, чтобы продольные кромки соединялись между собой обогреваемой, бесконечной вращающейся, захватываемой (приводимой в действие) краями пленки под действием фрикционного замыкания лентой.
Предпочтительно, когда сваривающий или термосваривающий брус, выполненный стационарным относительно подачи ленты из пленки, но с возможностью перемещения перпендикулярно ей во время заделывания заполненной упаковки, прижимают к продольным кромкам сформированной в виде рукава ленты из пленки и снова отводят вверх не позднее начала заполнения следующей упаковки.
Это позволяет действовать таким образом, чтобы сварка или термосварка продольных кромок ленты из пленки осуществлялась по длине ленты из пленки, соответствующей, по меньшей мере, длине порционной упаковки, только во время прекращения подачи пленочного рукава и ленты при стационарном заделывании порционной упаковки сразу после ее заполнения, при этом предпочтительно, чтобы стационарный по отношению к подаваемой ленте из пленки, но подвижный перпендикулярно ей сваривающий или термосваривающий брус прижимался во время заделывания заполненной упаковки к продольным кромкам ленты из пленки, сформированной в виде рукава, и снова отводился вверх перед началом заполнения следующей упаковки. Хотя сварка или термосварка пленки в состоянии покоя и была известна при заделывании пакетов, однако при изготовлении сплошного пленочного рукава она известна не была.
Поставленная задача решается также тем, что в устройстве для изготовления порционных упаковок с наполнителем от вязкотекучего до пастообразного, таким как колбасный фарш, жир, мастика и пр., содержащем соединенную с фасовочной машиной загрузочную трубу, концентрично охватывающий эту трубу формовочный выступ для формирования снимаемого с питающего рулона пленочного рукава с приданием рукавной формы, сварочное или термосварочное устройство, предназначенное для соединения друг с другом соседние продольные кромки пленочного рукава на загрузочной трубе, и расположенное в направлении выталкивания за выходным отверстием загрузочной трубы устройство для отрезания и заделывания пленочного рукава позади каждой полностью заполненной упаковки, согласно изобретению, сварочное или термосварочное устройство содержит радиально подвижный по отношению к загрузочной трубе сваривающий или термосваривающий брус с минимальной длиной, соответствующей общей длине упаковки и отрезка заделывания, и с возможностью прижатия к продольным кромкам сформированной в виде рукава ленты из пленки только во время остановки подачи пленочного рукава во время стационарного заделывания порционной упаковки после ее заполнения.
В качестве альтернативы могут применяться стационарный, установленный с возможностью скольжения на продольных кромках плоской пленки нагревательный башмак, стационарный, направленный на продольные кромки плоской пленки источник горячего воздуха или нагревательная лента, свободно вращающаяся между двумя направляющими роликами и одной своей ветвью прилегающая к продольным кромкам плоской пленки.
Изобретение поясняется чертежами с помощью схематически показанных примеров выполнения используемых элементов фасовочного устройства. При этом изображено на:
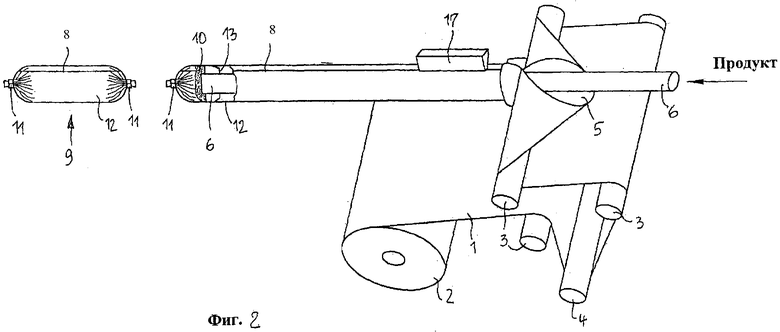
фиг.1 - устройство с подъемным сваривающим или термосваривающим брусом;
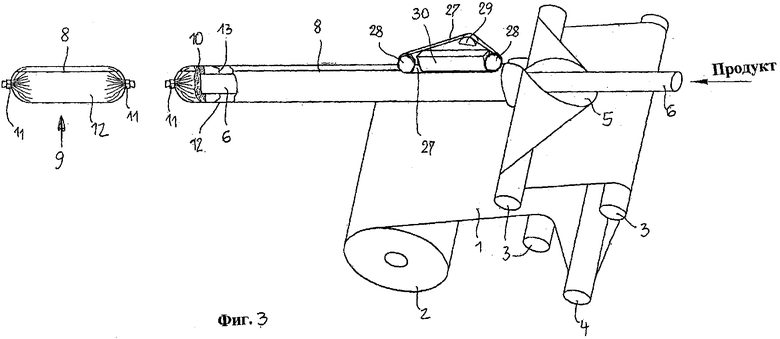
фиг.2 - устройство со стационарным нагревательным башмаком, прилегающим со скольжением к пленке;
фиг.3 - устройство с вращающейся нагревательной лентой.
Во всех случаях лента 1 из пленки сматывается из накопителя в форме рулона 2 и по направляющим роликам 3 и натяжному ролику 4 поступает к формовочному выступу 5, с помощью которого лента 1 из пленки концентрично изгибается по отношению к загрузочной трубе 6 в форму рукава. Сведенные вместе продольные кромки ленты 1 из пленки сваривают или термосваривают с образованием шва 8. Брус 7 выполнен нагревательным (не показано) и при заделывании прижимается к продольным кромкам ленты 1 из пленки.
Последнее выполняют при заделывании (в случае необходимости при отделении) готовой упаковки 9; этот процесс показан на фиг.1 европейского патента №0908103 А1, в то время как на приложенных здесь же чертежах показано заполнение следующей порционной упаковки. Из выходного отверстия загрузочной трубы 6 наполнитель 10 нагнетается в пленочный рукав 12, заделанный с одного конца зажимом 11. В результате пленочный рукав 12 протягивается через (расположенное в данном случае внутри) устройство 13 для торможения кишечной оболочки, но настолько, насколько это требуется для заполненной и заделанной упаковки. После того как порция наполнителя - при необходимости отмеренная в непоказанной фасовочной машине - будет вытолкнута, процесс заполнения приостановится, при необходимости на очень короткое время, и будет проведено заделывание. В это время при необходимости в фасовочной машине может быть отмерена и подготовлена следующая порция наполнителя.
В схематически изображенном на фиг.1 устройстве секция сварки или термосварки состоит, по существу, из обогреваемого термосваривающего бруса 7, который - как показано стрелкой 7а - может отводиться вверх из положения упора на сведенных вместе продольных кромках ленты 1 из пленки. Во время работы радиальное движение термосваривающего бруса 7 по отношению к загрузочной трубе 6 задается таким образом, чтобы он всегда прижимался к продольным кромкам ленты из пленки в том случае, когда пленочный рукав 12 при заполнении упаковки 9 снимается с загрузочной трубы 6 и поэтому последовательно стягивается с рулона 2 питателя ленты из пленки, термосваривающий брус 7 отводится вверх в том случае, когда процесс заполнения заканчивается и пленочный рукав 12 пережимается между двумя последовательными упаковками 9 для заделывания посредством зажима 11 с получением складчатого конца. Длина термосваривающего бруса 7 соответствует, по меньшей мере, длине пленочного рукава 12, необходимой для упаковки 9 и ее заделанных концов.
Нагревательный башмак 17, образующий в варианте выполнения устройства, согласно изобретению, на фиг.2 секцию сварки или термосварки, по своей конструкции соответствует в значительной степени нагревательному брусу 7 в первом варианте выполнения, однако он выполнен заметно более коротким, расположен стационарно и может быть установлен по отношению к продольным кромкам ленты 1 из пленки и загрузочной трубе 6 таким образом, что может быть расположен на пленочном материале с возможностью скольжения. Во всяком случае во время протекающего с высокой частотой (например, 400/мин) процесса заполнения отсутствует опасность перегрева при очень кратковременных операциях заделывания на месте нахождения нагревательного башмака 17 во время перерыва. Нагревательный брус 17 может быть также выполнен в виде сопла для подачи горячего воздуха, направляющего под давлением горячий воздух на заделываемые продольные кромки ленты 1 из пленки.
В примере выполнения на фиг.3 сварочное или термосварочное устройство состоит, по существу, из нагревательной ленты 27, проходящей по направляющим роликам 28 и натяжному устройству 29, обогреваемой нагревательным устройством 30 и захватываемой в результате трения лентой 1 из пленки в том случае, когда сформированный из нее пленочный рукав 12 при заполнении упаковок 9 стягивается с загрузочной трубы 2.
В способе изготовления порционных упаковок из от вязкотекучего до пастообразного наполнителя, такого как колбасный фарш, жир, мастика и пр., в пленочном рукаве (12), формируемом до помещения наполнителя (10) внутрь путем сварки или термосварки продольных кромок снимаемой с питателя и согнутой в виде рукава ленты (1) из пленки. Пленочный рукав периодически заполняется под давлением порциями наполнителя, после чего заделывается с образованием складчатого конца. Пленочный рукав (12) под давлением заполнения непосредственно подают из секции сварки или термосварки в секцию заполнения и последовательно вытягивают ленту (1) из пленки с питателя в секцию сварки или термосварки. При этом сварку или термосварку продольных кромок ленты (1) из пленки проводят на длине ленты из пленки, соответствующей, по меньшей мере, длине порционной упаковки, только во время остановки подачи пленочного рукава во время стационарного заделывания порционной упаковки после ее заполнения. Описано также устройство для осуществления этого способа. 2 н. и 1 з.п. ф-лы, 3 ил.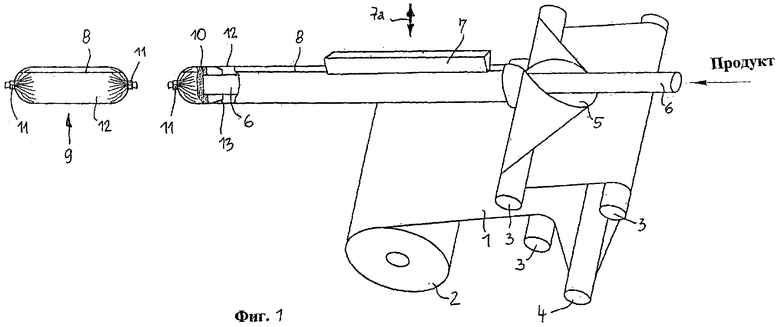
| ЭЛЕКТРОННЫЙ ПРОЖЕКТОР | 0 |
|
SU177992A1 |
| Устройство для измерения диаграмм направленности ультразвукового преобразователя | 1987 |
|
SU1511674A1 |
| GB 595797 А, 17.12.1947 | |||
| US 5524418 А, 11.06.1996 | |||
| Устройство для управления преобразователем постоянного напряжения в постоянное | 1983 |
|
SU1144174A1 |
| US 6302027 B1, 16.10.2001. | |||

