Изобретение относится к области металлургии, а точнее к средствам для преобразования (дробления, грануляции) металла в дискретные жидкие металлические структуры (жидкие металлические агломераты) для последующего преобразования их в металлическое волокно, фибру, металлическую шерсть, металлические чешуйки.
Известно средство для изготовления металлической фибры [1], содержащее низковакуумную камеру, две индукционные катушки, установленные внутри указанной камеры горизонтально с зазором между собой и с возможностью нагрева вертикально опускаемой в этом зазоре металлической плиты, а также вращающийся диск (фрезу), установленный с возможностью регулируемого вращения с высокой скоростью и снабженный множеством лезвий (ножей).
Недостатком известного средства для изготовления дискретных протяженных металлических структур (металлических гранул) является невоспроизводимость весогабаритов формируемых гранул с характерным размером менее 500 мкм из-за нарастающих во времени различий во взаимодействии источника металла (металлической плиты) с режущими лезвиями, наследование структурой полученных далее металлических волокон макронеоднородных свойств исходной металлической плиты и повышенная их трещиноватость вследствие неравновесных условий формирования в части неизотропности механического воздействия при резе разогретой металлической плиты.
Наиболее близким по технической сущности и достигаемому результату является средство для дуговой диспергации металла [2], состоящее из источника электрического питания, двух электродов, установленных с возможностью сближения, и огнеупорной камеры с выполненным в ее стенке по меньшей мере одним отверстием, образующее которого снабжена заложенным около поверхности нагревателем в виде резистивной спирали или кольцевого пленочного сопротивления. Помимо этого, одна из обмоток трансформатора источника электрического питания расположена возле огнеупорной камеры так, чтобы «создать магнитное дутье» в сторону отверстия.
Недостатком средства-прототипа является то, что оно формирует металлические расплавленные структуры (гранулы, капли и/или брызги расплавленного металла) в очень широком (равном почти двум порядкам) интервале весогабаритных параметров (гранулометрический разброс) и с большим разбросом кинетических энергий (скоростей удаления с зоны оплавления торцов электродов).
В основу изобретения положена задача повышения качества дискретных металлических тонкодисперсных структур (волокна, фибры, шерсти, чешуйчатых частиц) за счет существенного снижения их гранулометрического разброса в жидком состоянии и воспроизводимого стуктурирования по фазовому составу.
Техническим результатом настоящего изобретения является автокалибровки дискретных жидких металлических структур на вращающемся дисковом диспергаторе до монокапельного состояния и нивелирование их кинетических энергий (скоростей) при перемещении за пределы дискового диспергатора вследствие устранения сплошности гарнисажа и взаимодействия с парогазовой смесью, насыщенной парами диспергируемого металла.
Указанный технический результат достигается тем, что средство для диспергации металла содержит корпус, выполненный в виде рабочей камеры с регулируемой температурой заданного участка стенки, блок формирования газовой среды в объеме рабочей камеры, источник электрического питания, по меньшей мере два электрода, и средства непрерывной подачи диспергируемого металла, а также содержит привод вращения в горизонтальной плоскости, снабженный системами управления и электропитания, причем рабочая камера выполнена в виде составного стакана, образованного внешним и внутренним элементами, с углом наклона извне стенки внешнего элемента от 16 до 135 градусов относительно плоскости вращения, причем составной стакан скреплен донной частью внешнего элемента с охлаждаемым валом привода вращения в горизонтальной плоскости, а внешний элемент составного стакана выполнен из металла с проточкой для прохождения хладагента, при этом внутренний элемент составного стакана изготовлен из высокотемпературной керамики и снабжен фаской, сформированной на верхней кромке стакана под углом от 2 до 68 градусов относительно плоскости его вращения.
Желательно, чтобы один из электродов был выполнен не расходуемым.
Предпочтительно, чтобы нерасходуемый электрод был соединен с внешним элементом составного стакана.
Имеет значение, чтобы нерасходуемый электрод был введен в рабочий объем камеры сквозь донную часть высокотемпературной керамики.
Целесообразно, чтобы блок формирования газовой среды был снабжен источником газа из ряда гелий, аргон, водород, пропан, бутан, метан.
Желательно блок формирования газовой среды оснастить узлом регенерации.
Известно техническое решение, в котором струя расплава металла, подаваемая из объемного питателя на горизонтальную поверхность вращающегося дискового диспергатора, выполненного в виде турбинки с заданным числом перегородок (лопастей), на поверхности которых струя дробится (гранулируется, распыляется или диспегрируется) полем механических сил на дискретные жидкие металлические структуры [А.С. СССР №1823293, МПК6 B 22 F 9/10, «Устройство для получения тонкодисперсных чешуйчатых частиц», авторов Петухова И.И. и Ефанова В.В., опубл. 25.07.1995 г.]. Однако в указанном техническом решении не раскрыты автокалибровка дискретных жидких металлических структур и нивелирование по кинетической энергии дискретных жидких металлических структур, покидающих поверхность вращающегося дискового диспергатора, что позволяет сделать вывод о том, что заявленный объект изобретения соответствует критериям «новизна» и «изобретательский уровень».
Заявленное изобретение иллюстрируется следующими чертежами:
- на фиг.1 схематично представлен общий вид средства для диспергации металла;
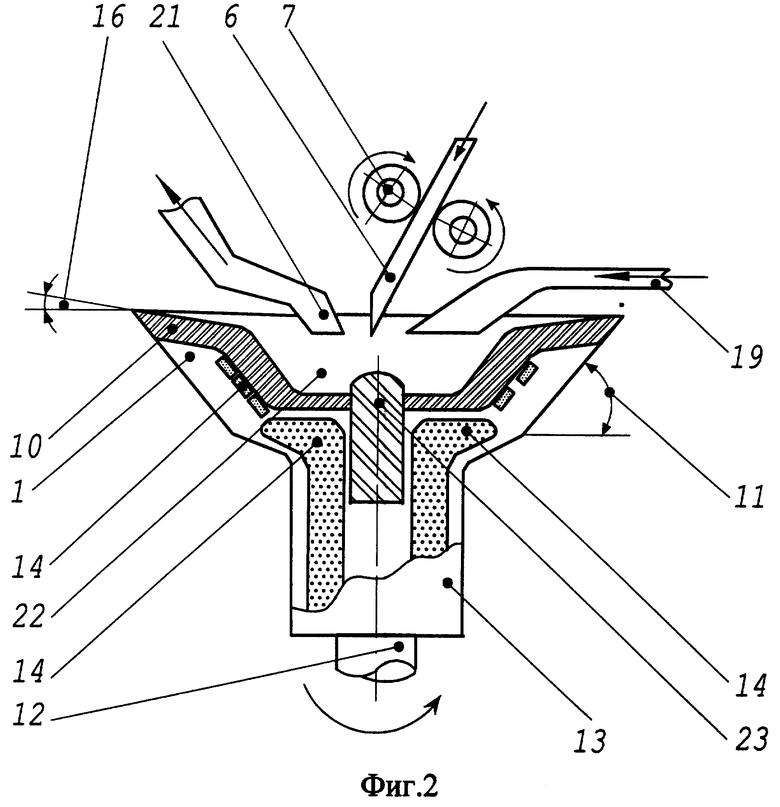
- на фиг.2 условно изображена рабочая камера с нерасходуемым электродом, закрепленным в ее донной части.
Перечень позиций:
1. Внешний элемент.
2. Блок формирования газовой среды.
3. Токоподводы.
4. Источник электрического питания.
5. Нерасходуемый электрод.
6. Расходуемый электрод.
7. Средство непрерывной подачи диспергируемого металла.
8. Привод вращения.
9. Блок управления.
10. Внутренний элемент.
11. Угол наклона извне стенки внешнего элемента
12. Крепление составного стакана камеры.
13. Вал.
14. Хладагент.
15. Узел регулирования температуры.
16. Фаска.
17. Газовая арматура.
18. Смеситель.
19. Патрубок формирователя газовой среды.
20. Узел регенерации.
21. Трубопровод узла регенерации.
22. Рабочий объем камеры.
23. Нерасходуемый электрод из вольфрама.
Средство для диспергации металла содержит внешний элемент 1 (Фиг.1 и 2), выполненный из жаропрочной конструкционной стали, блок формирования газовой среды 2 (Фиг.1), снабженный соответсвующей запорной арматурой (не показана), токоподводы 3 (Фиг.1), представляющие собой изолированный медный кабель с контактором, источник электрического питания 4 (Фиг.1), нерасходуемый электрод 5 (Фиг.1), расходуемый электрод 6 (Фиг.1 и 2), изготовленный из металла, который подлежит преобразованию (грануляции) в дискретные жидкие металлические структуры, средство непрерывной подачи диспергируемого металла 7 (Фиг.1 и 2), как правило представляющее собой трайб-аппарат, привод вращения 8 (Фиг.1), выполненный в виде реверсивного электрического мотора с редуктором и снабженный средством регулирования оборотов в блоке управления 9 (Фиг.1), внутренний элемент 10 (Фиг.1 и 2), сформованный из высокотемпературной керамики и помещенный в стакан внешнего элемента 1 (Фиг.1, 2), угол наклона которого извне стенки внешнего элемента 11 (Фиг.1 и 2) является конструктивно изменяемым параметром, вал 13 (Фиг.1 и 2), хладагент 14 (Фиг.1 и 2), обеспечивающий регулируемое поддержание температуры в зависимости от команд с узла регулирования температуры 15 (Фиг.1), кромка внутреннего элемента 10 (Фиг.1 и 2) снабжена фаской 16 (Фиг.1 и 2), обеспечивающей контролируемый улет дискретных жидких металлических структур с поверхности вращающегося дискового диспергатора (не показано).
Для формирования желаемой газовой атмосферы над рабочей поверхностью внутреннего элемента 10 (Фиг.1 и 2) в виде динамического слоя газа, преобразуемого затем электрической дугой в ходе формирования дискретных жидких металлических структур в парогазовую смесь, содержащую пары металла расходуемого электрода 6 (Фиг.1 и 2), средство для диспергации металла содержит газовую арматуру 17 (Фиг.1), соединяющую блок формирования газовой среды со смесителем 18 (Фиг.1), оснащенным патрубком формирования газовой среды 19 (Фиг.1 и 2). Для стабилизации состава парогазовой смеси в процессе работы средство также оснащено узлом регенерации 20 (Фиг.1), который посредством трубопровода 21 (Фиг.1 и 2) обеспечивает удаление из рабочего объема камеры 22 (Фиг.1 и Фиг.2) отработанной парогазовой смеси. В качестве нерасходуемого электрода средство может содержать электрод из вольфрама (Фиг.2).
ПРИМЕР 1. Работа средства для диспергации металла осуществляется следующим образом. В нем применен внешний элемент 1 (Фиг.1, 2) с углом наклона стенки 11 (Фиг.1, 2) 16°, а внутренний элемент 10 (Фиг.1, 2) составного стакана рабочей камеры выполнен поверхностно-изоморфным к внешнему элементу 1 (Фиг.1, 2) из высокотемпературной керамики с фаской 20. В средство непрерывной подачи диспергируемого металла 7 (Фиг.1, Фиг.2) заправляют проволоку из нержавеющей стали (содержание углерода 0,02-0,2% мас., никеля 3-20% мас., хрома 12-28% мас., причем сумма никеля и хрома находится в интервале 20-35% мас.) диаметром 5,2 мм. В блоке управления 9 (Фиг.1) задают темп подачи расходуемого электрода 6 (Фиг.1, 2) 0,15 м/с.
Из блока управления 9 (Фиг.1) запускают привод вращения 8 (Фиг.1), устанавливая частоту вращения, равной 850 об/мин.
Блок формирования газовой среды 2 (Фиг.1) коммутируют на подачу аргона в рабочий объем камеры 22 (Фиг.1, 2) по газовой арматуре 17 (Фиг.1) и через смеситель 18 (Фиг.1 в количестве 30 л/мин. Выходящий через патрубок формирования газовой среды 19 (Фиг.1, 2) в рабочий объем камеры 22 (Фиг.1, 2) аргон формирует динамический защитный поток газовой среды над рабочей поверхностью внутреннего элемента 10 (Фиг.1, 2) составного стакана рабочей камеры.
Посредством узла регулирования температуры 15 (Фиг.1) устанавливают необходимую скорость прокачки хладагента 14 (Фиг.1, 2) через соответствующие полости в конструкции средства для поддержания температуры поверхности внутреннего элемента 10 (Фиг.1, 2) в рабочем объеме камеры 22 (Фиг.1, 2), равной 0,6 температуры плавления используемого для формирования расплава металла. Помимо этого прокачкой хладагента 14 (Фиг.1, 2) обеспечивают исключение аномального (разрушающего) перегрева привода вращения 8 (Фиг.1) благодаря подавлению теплопередачи части энергии дуги к приводу вращения 8 (Фиг.1) по валу 13 (Фиг.1). Частично последняя из задач решается выполнением крепления составного стакана камеры к валу 13 (Фиг.) в виде пористой (поры свыше 75% об.) керамической теплоизолирующей вставки.
Запускают в работу узел регенерации 20 (Фиг.1, 2), благодаря которому по трубопроводу узла регенерации 21 (Фиг.1, 2) производят откачку отработанной части парогазовой смеси из рабочего объема камеры 22 (Фиг.1, 2) со скоростью 30 л/мин, таким образом сохраняя толщину динамического газового слоя защитной атмосферы постоянной.
Блоком управления 9 (Фиг.1) через источник электрического питания 4 (Фиг.1) по токоподводам 3 (Фиг.1) на расходуемый (Фиг.1, 2) и нерасходуемый 5 (Фиг.1) электроды падают напряжение 55 В, формируя таким образом электрическую дугу с потреблением тока 480 А и с одновременным включением приводов средства непрерывной подачи диспергируемого металла 7 (фиг.1, 2). В результате электротермического оплавления торца расходуемого электрода 6 (Фиг.1, 2) происходит интенсивное образование жидкой фазы в форме капель, а также брызг и пара диспергируемого металла. Жидкая фаза в виде капель и брызг расплавленного металла с высокой скоростью бомбардируют рабочую поверхность внутреннего элемента 10 (Фиг.1, 2). Испытывая соударение с его поверхностью на скорости от 500 до 1000 м/с, указанные дискретные жидкие металлические структуры дополнительно дробятся на более мелкие жидкие капли, захватываемые рабочей поверхностью по адсорбционному механизму. Пары металла формируют совместно с аргоном термодинамически неравновесную парогазовую смесь, активно влияющую на адсорбирующие свойства рабочей поверхности внутреннего элемента 10 (Фиг.1, 2).
Упавшие на рабочую поверхность внутреннего элемента 10 (Фиг.1 и 2) и дополнительно распылившиеся на ней исходные капли расплава металла снова агломерируют в жидкие металлические сфероподобные образования, которые по достижении определенного размера, подвергаются преобладающему воздействию поля механических сил от вращающегося внутреннего элемента 10 (Фиг.1, 2) и благодаря этому сбрасываются с рабочей поверхности под углом к ней, задаваемым фаской 16 (Фиг.1, 2).
Вследствие локального взаимодействия с рабочей поверхностью поступающего на нее расплава металла в окружении парогазовой среды, содержащей пары диспергируемого металла, а также в силу интенсивной бомбардировки этой поверхности каплями и брызгами расплавленного металла, обладающими высокой кинетической энергией, на рабочей поверхности внутреннего элемента 10 (Фиг.1, 2) не происходит образования сплошного слоя гарнисажа, что с, одной стороны, вызывает автокалибровку дискретных жидких металлических структур до монокапельного состояния, определяемого характеристиками упомянутого поля механических сил, а со второй стороны, влечет за собой, нивелирование их кинетических энергий, с которыми агломераты покидают рабочий объем камеры 22 (Фиг.1, 2). Оба указанных фактора благодаря снижению гранулометрического разброса до 6% способствуют воспроизводимой структуризации данной продукции из металла (гранул, волокна, шерсти, фибры и т.д.) по фазовому составу.
ПРИМЕР 2.
Порядок работы средства для диспергации металла аналогичен изложенной в предыдущем примере последовательности. Выбирают внешний элемент 1 (Фиг.1, 2) с углом наклона стенки 11 (Фиг.1, 2) 135°, а внутренний элемент 10 (Фиг.1, 2) составного стакана рабочей камеры выполнен поверхностно-изоморфным к внешнему элементу 1 (Фиг.1, 2) из высокотемпературной керамики с фаской 68°. В средство непрерывной подачи диспергируемого металла 7 (Фиг.1, 2) заправляют проволоку из свинца диаметром 12 мм. В блоке управления 9 (Фиг.1) задают темп подачи расходуемого электрода 6 (Фиг.1, 2) 0,05 м/с.
Из блока управления 9 (Фиг.1) запускают привод вращения 8(Фиг.1), устанавливая частоту вращения, равной 6000 об/мин.
Блок формирования газовой среды 2 (Фиг.1) коммутируют на подачу метана в рабочий объем камеры 22 (Фиг.1, 2) по газовой арматуре 17 (Фиг.1) и через смеситель 18 (Фиг.1) в количестве 9 л/мин. Выходящий через патрубок формирования газовой среды 19 (Фиг.1, 2) в рабочий объем камеры 22 (Фиг.1, 2) метан формирует динамический защитно-восстановительный поток газовой среды над рабочей поверхностью внутреннего элемента 10 (Фиг.1, 2) составного стакана рабочей камеры.
Посредством узла регулирования температуры 15 (Фиг.1) устанавливают необходимую скорость прокачки хладагента 14 (Фиг.1, 2) через соответствующие полости в конструкции средства с целью поддержания температуры поверхности внутреннего элемента 10 (Фиг.1, 2) в рабочем объеме камеры 22 (Фиг.1, 2), равной 1,1 температуры плавления используемого для формирования расплава свинца. Помимо этого прокачкой хладагента 14 (Фиг.1, 2) обеспечивают исключение аномального (разрушающего) перегрева привода вращения 8 (Фиг.1) благодаря подавлению теплопередачи части энергии дуги к нему по валу 13 (Фиг.1). На решение задачи устранения перегрева привода вращения направлено и использование пористой (поры свыше 75% об.) керамической теплоизолирующей вставки в качестве крепления составного стакана камеры 12 (Фиг.1) к валу 13 (Фиг.1, 2).
Запускают в работу узел регенерации 20 (Фиг.1, 2), благодаря которому по трубопроводу узла регенерации 21 (Фиг.1, 2) производят откачку отработанной части парогазовой смеси из рабочего объема камеры 22 (Фиг.1, 2), поддерживая таким образом толщину динамического газового слоя защитно-восстановительной атмосферы постоянной.
Блоком управления 9 (Фиг.1) через источник электрического питания 4 (Фиг.1) по токоподводам 3 (Фиг.1) на расходуемый (Фиг.1, Фиг.2) и нерасходуемый 5 (Фиг.1) электроды падают напряжение 60 В, формируя таким образом электрическую дугу с потреблением тока 350 А с одновременным включением приводов средства непрерывной подачи диспергируемого металла 7 (Фиг.1, 2). В результате электротермического оплавления торца расходуемого электрода 6 (Фиг.1, 2) происходит образование жидкой фазы и паров диспергируемого свинца. Жидкая фаза представляет собой капли и брызги расплавленного свинца, с высокой скоростью бомбардирующие рабочую поверхность внутреннего элемента 10 (Фиг.1, 2). Испытывая соударение с его поверхностью на скорости от 500 до 600 м/с, указанные дискретные жидкие металлические структуры дополнительно дробятся на значительно более мелкие жидкие капли свинца, захватываемые рабочей поверхностью по адсорбционному механизму. Пары металла формируют совместно с метаном термодинамически неравновесную парогазовую смесь, активно воздействующую на адсорбирующие свойства рабочей поверхности внутреннего элемента 10 (Фиг.1, 2).
Находящиеся на рабочей поверхности внутреннего элемента 10 (Фиг.1, 2) капли расплава свинца агломерируют в жидкие металлические сфероподобные монообразования, которые по достижении размера 60 мкм, подвергаются определяющему воздействию поля механических сил вращающегося внутреннего элемента 10 (Фиг.1, 2) и благодаря им сбрасываются с рабочей поверхности под углом, задаваемым фаской 16 (Фиг.1, 2).
Вследствие локального взаимодействия с рабочей поверхностью поступающего на нее расплава металла в парогазовой среде, также содержащей пары того же металла, а также в силу интенсивной бомбардировки этой поверхности каплями и брызгами расплавленного металла, обладающими высокой кинетической энергией, на рабочей поверхности внутреннего элемента 10 (Фиг.1, 2) не происходит образования сплошного слоя гарнисажа, что с, одной стороны, вызывает автокалибровку дискретных жидких свинцовых структур до монокапельного состояния, определяемого характеристиками упомянутого поля, а со второй стороны, влечет за собой, нивелирование их кинетических энергий, с которыми агломераты покидают рабочий объем камеры 22 (Фиг.1, 2). Оба указанных фактора впоследствии способствуют в силу снижения гранулометрического разброса до 4,8% воспроизводимой структуризации данной продукции из свинца (гранул, волокна, шерсти, фибры и т.д.) по фазовому составу.
ПРИМЕР 3
Для диспергации меди применен внешний элемент 1 (Фиг.1, 2) с углом наклона стенки 11 (Фиг.1, 2) 70°, а внутренний элемент 10 (Фиг.1, 2) составного стакана рабочей камеры выполнен поверхностно-изоморфным к внешнему элементу 1 (Фиг.1, 2) из высокотемпературной керамики с фаской 45° (Фиг.1, 2). В средство непрерывной подачи диспергируемого металла 7 (Фиг.1, 2) заправляют проволоку из меди диаметром 3 мм. В блоке управления 9 (Фиг.1) задают темп подачи расходуемого электрода 6 (Фиг.1, 2) 0,2 м/с. Из блока управления 9 (Фиг.1) запускают привод вращения 8 (Фиг.1), устанавливая частоту вращения, равной 4500 об/мин. Блок формирования газовой среды 2 (Фиг.1) коммутируют на подачу смеси водорода и гелия (содержащей 80% об. гелия) в рабочий объем камеры 22 (Фиг.1, 2) по газовой арматуре 17 (Фиг.1) и через смеситель 18 (Фиг.1) в количестве 12 л/мин. Выходящая через патрубок формирования газовой среды 19 (Фиг.1, 2) в рабочий объем камеры 22 (Фиг.1, 2) газовая смесь формирует динамический защитно-восстановительный поток газовой среды над рабочей поверхностью внутреннего элемента 10 (Фиг.1, 2) составного стакана рабочей камеры.
Посредством узла регулирования температуры 15 (Фиг.1) устанавливают необходимую скорость прокачки хладагента 14 (Фиг.1, 2) через соответствующие полости в конструкции средства с целью поддержания температуры поверхности внутреннего элемента 10 (Фиг.1, 2) в рабочем объеме камеры 22 (Фиг.1, 2), равной 0,75 температуры плавления используемого для формирования расплава металла. Помимо этого прокачкой хладагента 14 (Фиг.1, 2) обеспечивают исключение аномального (разрушающего) перегрева привода вращения 8 (Фиг.1) благодаря подавлению теплопередачи части энергии дуги к нему по валу 13 (Фиг.1). Частично последняя из задач решается выполнением крепления составного стакана камеры к валу 13 в виде пористой (поры свыше 75% об.) керамической теплоизолирующей вставки.
Запускают в работу узел регенерации 20 (Фиг.1, 2), благодаря которому по трубопроводу узла регенерации 21 (Фиг.1, 2) производят откачку отработанной части парогазовой смеси из рабочего объема камеры 22 (Фиг.1, 2), поддерживая таким образом толщину динамического газового слоя защитно-восстановительной атмосферы постоянной.
Блоком управления 9 (Фиг.1) через источник электрического питания 4 (Фиг.1) по токоподводам 3 (Фиг.1) на расходуемый (Фиг.1, 2) и нерасходуемый 5 (Фиг.1) электроды падают напряжение 58 В, формируя таким образом электрическую дугу с потреблением тока 600 А с одновременным включением приводов средства непрерывной подачи диспергируемой меди 7 (Фиг.1, 2). В результате электротермического оплавления торца медного расходуемого электрода 6 (Фиг.1, 2) происходит образование жидкой фазы и паров диспергируемого металла. Жидкая фаза представляет собой капли и брызги расплавленной меди, с высокой скоростью бомбардирующие рабочую поверхность внутреннего элемента 10 (Фиг.1, 2). Испытывая соударение с его поверхностью на скорости от 700 до 1000 м/с, указанные дискретные жидкие медные структуры дополнительно дробятся на значительно более мелкие жидкие капли, захватываемые рабочей поверхностью по адсорбционному механизму. Пары металла формируют совместно с газовой смесью «водород-гелий» термодинамически неравновесную парогазовую смесь, активно влияющую на адсорбирующие свойства рабочей поверхности внутреннего элемента 10 (Фиг.1, 2). Находящиеся на рабочей поверхности внутреннего элемента 10 (Фиг.1, 2) капли расплава меди агломерируют в жидкие металлические сфероподобные монообразования, которые по достижении определенного размера, подвергаются воздействию поля механических сил вращающегося внутреннего элемента 10 (Фиг.1, 2) и благодаря ему сбрасываются с рабочей поверхности под углом, задаваемым фаской 16 (Фиг.1, 2).
Вследствие локального взаимодействия с рабочей поверхностью поступающего на нее расплава меди в парогазовой среде, также содержащей пары того же металла, а также в силу интенсивной бомбардировки этой поверхности каплями и брызгами расплавленной меди, обладающими высокой кинетической энергией, на рабочей поверхности внутреннего элемента 10 (Фиг.1, 2) не происходит образования сплошного слоя гарнисажа, что с, одной стороны, вызывает автокалибровку дискретных жидких медных структур до монокапельного состояния, определяемого характеристиками упомянутого поля, а, со второй стороны, влечет за собой, нивелирование их кинетических энергий, с которыми агломераты меди покидают рабочий объем камеры 22 (Фиг.1, 2). Оба указанных фактора впоследствии способствуют в силу снижения гранулометрического разброса до 3% воспроизводимой структуризации продукции при отверждении.
Источники информации
1. Заявка РФ на изобретение №2002125454/0, МПК7 В 23 Р 17/06, «Способ изготовления металлического волокна и устройство для его осуществления», автор Парк Йанг-За, опубл. 20.04.2004 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОГО ВОЛОКНА | 2004 |
|
RU2277999C2 |
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОГО ВОЛОКНА | 2004 |
|
RU2278000C2 |
| МЕТАЛЛИЧЕСКОЕ ВОЛОКНО В.А.ШЕЙНЕРТА | 2004 |
|
RU2278180C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ВОЛОКНА ИЗ РАСПЛАВА | 2003 |
|
RU2250154C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ВОЛОКНА | 2003 |
|
RU2243858C1 |
| МЕТАЛЛИЧЕСКОЕ ВОЛОКНО | 2003 |
|
RU2253690C2 |
| Заземляющее устройство электрооборудования в грунтах высокого удельного сопротивления | 2023 |
|
RU2821018C1 |
| Многофункциональная энергетическая установка | 2022 |
|
RU2792208C1 |
| Устройство ячейки трансформатора напряжения 35 кВ (КРУН) | 2022 |
|
RU2794132C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ИЛИ РАФИНИРОВАНИЯ МЕТАЛЛОВ И СВЯЗАННЫЕ С НИМ СПОСОБЫ | 2004 |
|
RU2383636C2 |
Изобретение относится к металлургии, к устройствам для изготовления металлических порошков. Предложенное средство, содержащее корпус, выполненный в виде рабочей камеры с регулируемой температурой заданного участка стенки, блок формирования газовой среды в объеме рабочей камеры, источник электрического питания, по меньшей мере, два электрода, и средства непрерывной подачи диспергируемого металла, согласно изобретению, дополнительно содержит привод вращения в горизонтальной плоскости, снабженный системами управления и электропитания, а рабочая камера выполнена в виде составного стакана, образованного внешним и внутренним элементами, с углом наклона извне стенки внешнего элемента от 16 до 135 градусов относительно плоскости вращения, причем составной стакан скреплен донной частью внешнего элемента с охлаждаемым валом привода вращения в горизонтальной плоскости, а внешний элемент составного стакана выполнен из металла с проточкой для прохождения хладагента, при этом внутренний элемент составного стакана изготовлен из высокотемпературной керамики и снабжен фаской, сформированной на верхней кромке стакана под углом от 2 до 68 градусов относительно плоскости его вращения. Обеспечивается автокалибровка дискретных частиц волокна и стабилизация процесса производства. 5 з.п. ф-лы, 2 ил.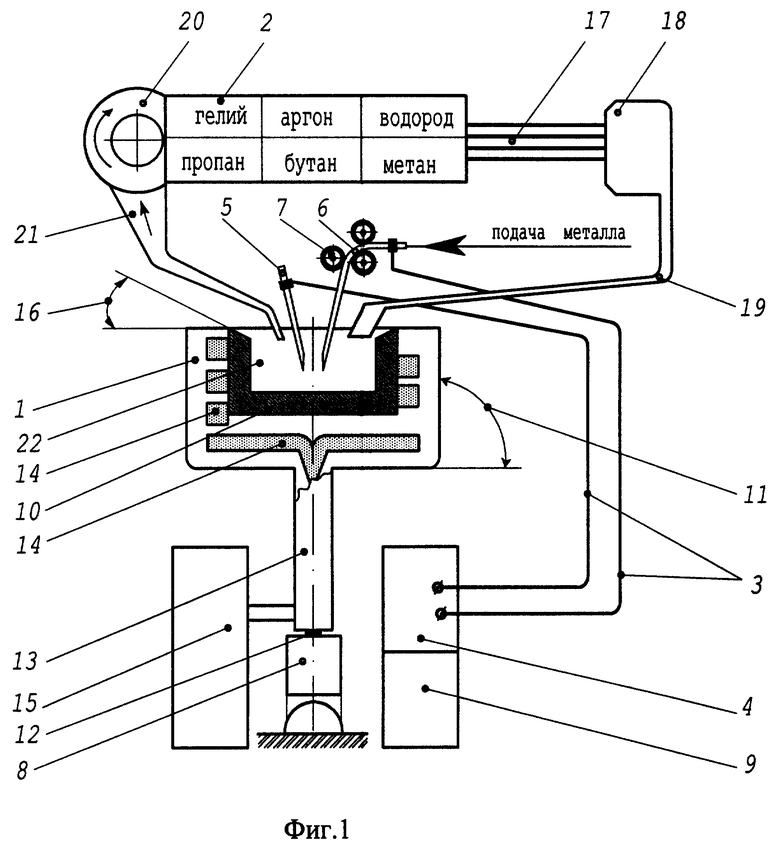
| Устройство для получения металлических порошков | 1950 |
|
SU98050A1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО РАСПЫЛЕНИЯ МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2171160C1 |
| Устройство для получения волокнистых материалов из расплава | 1982 |
|
SU1090502A1 |
| JP 4202611 A, 23.07.1992 | |||
| US 4242344 A, 15.07.1980. | |||

