Изобретение относится к области металлургии, а конкретно, к изготовлению металлического волокна, обладающего аморфной и/или мелкокристаллической структурой.
Известно устройство для изготовления металлического волокна из металлического расплава /1/.
Известное устройство состоит из двух расположенных с возможностью регулирования зазора друг подле друга цилиндрических охлаждаемых кристаллизаторов, снабженных независимыми приводами вращения как по часовой, так и против часовой стрелки.
Известное устройство позволяет производить непосредственно из расплава плоское металлическое волокно на основе железа, бронзы и олова толщиной до 1,2 мкм.
Однако упомянутое выше устройство для изготовления металлического волокна обладает рядом недостатков. Во-первых, оно позволяет производить только плоское металлическое волокно. Во-вторых, диапазон дисперсности производимого металлического волокна весьма низок (не более 10-12). И, наконец, кристаллизация металлического волокна на цилиндрических поверхностях валков-кристаллизаторов, вращающихся в противоположные стороны, не обеспечивает стабильного воспроизведения геометрических параметров производимого металлического волокна, в частности, его коэффициента формы.
Наиболее близким по существу технического решения и достигаемому результату является устройство для изготовления металлического волокна /2/, конструкция которого принята в качестве прототипа заявленного технического решения.
Устройство состоит из корпуса, питателя металлического расплава и двух дисковых кристаллизаторов, внутреннего и внешнего, установленных с регулируемым технологическим зазором соосно друг другу и снабженных приводами, обеспечивающими независимое вращение рабочей поверхности каждого из дисковых кристаллизаторов либо по часовой, либо против часовой стрелки. Данное устройство позволяет получать металлическое волокно с большим отношением длины к ширине, формировать в нем смешанную аморфно-мелкокристаллическую структуру и посредством жестко заданной базовым конструктивом формы поверхности дисковых кристаллизаторов переходить к получению металлического волокна серповидного профиля в сечении.
Недостатком устройства является относительно узкий диапазон дисперсности изготавливаемого металлического волокна, не превышающий двух порядков, а также невозможность получения иных, отличных от серповидного профиля в сечении, периодических структур металлического волокна.
Задачей, на решение которой направлено настоящее изобретение, является расширение номенклатуры производимого металлического волокна посредством прецизионного воспроизведения как его формы, так и структуры в широком интервале значений.
Таким образом, техническим результатом, ожидаемым от использования заявленного изобретения, является расширение диапазона дисперсности производимого металлического волокна от трех и более порядков, расширение интервала значений его коэффициента формы, а также увеличение числа профилей сечения металлического волокна.
Указанный технический результат достигается тем, что устройство для изготовления металлического волокна, содержащее корпус, питатель металлического расплава, внешний и внутренний дисковые кристаллизаторы, установленные соосно с возможностью независимого вращения рабочих поверхностей относительно друг друга, и приводы вращения внешнего и внутреннего дисковых кристаллизаторов, дополнительно снабжено по меньшей мере двумя калибраторами, выполненными в виде металлических пластин и установленными на рабочей поверхности внешнего дискового кристаллизатора, при этом рабочая поверхность внутреннего дискового кристаллизатора содержит коаксиальное конусное углубление.
Целесообразно также, чтобы калибраторы были установлены на рабочей поверхности внешнего дискового кристаллизатора в интервале от 1 до 48 градусов относительно радиуса внешнего дискового кристаллизатора.
Желательно калибраторы установить на рабочей поверхности внешнего дискового кристаллизатора в интервале от 0,6 до 71 градуса относительно перпендикуляра к рабочей поверхности.
Предпочтительно коаксиальное конусное углубление выполнить на рабочей поверхности внутреннего дискового кристаллизатора таким образом, что угол у основания конуса находится в интервале от 0,5 до 84 градусов.
Представляется целесообразным внешний и внутренний дисковые кристаллизаторы снабдить средствами охлаждения.
Рекомендуется приводы вращения внешнего и внутреннего дисковых кристаллизаторов выбрать из ряда: механический привод, электрический привод, пневматический привод, гидравлический привод.
Кроме того, имеет смысл снабдить корпус термостойким экраном для остановки полета металлического волокна.
Желательно питатель металлического расплава снабдить средством подогрева.
Обеспечению решения задачи сопутствует выбор средств подогрева из ряда: индукционный подогрев, подогрев лазерным лучом, резистивный подогрев, радиационный подогрев, подогрев газовой горелкой.
Желательно питатель металлического расплава снабдить средством создания избыточного давления инертного и/или восстановительного газа над поверхностью металлического расплава.
Приведенные выше признаки необходимы и достаточны для достижения технического результата и надежного функционирования заявленного устройства в части решения поставленной задачи. Из существующего уровня техники авторами не было установлено известных технических решений, содержащих признаки, эквивалентные отличительным признакам заявленного технического решения и обуславливающие достижение заявленного технического результата, отражающего решение давно известной проблемы при сопутствующем достижении особо хороших свойств производимой продукции.
Краткое описание чертежей.
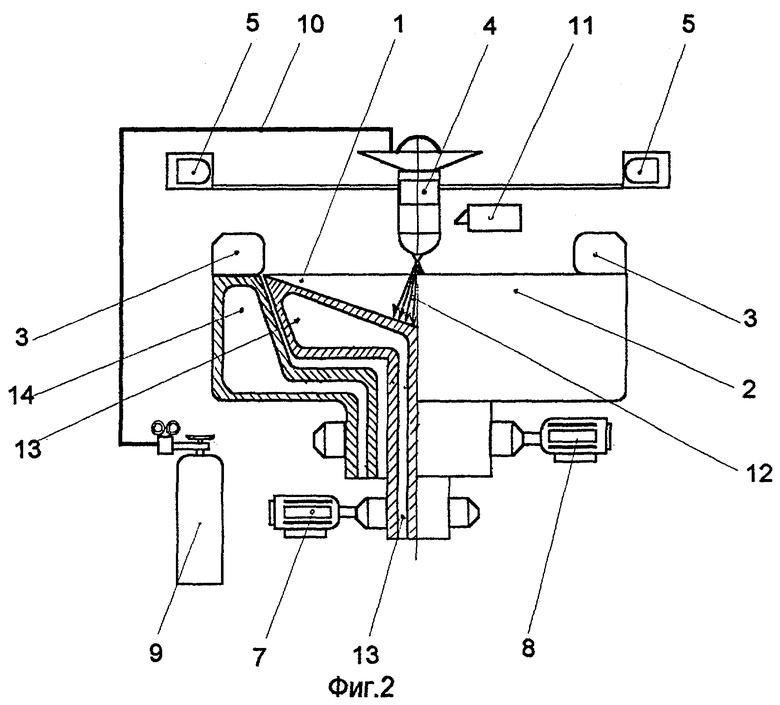
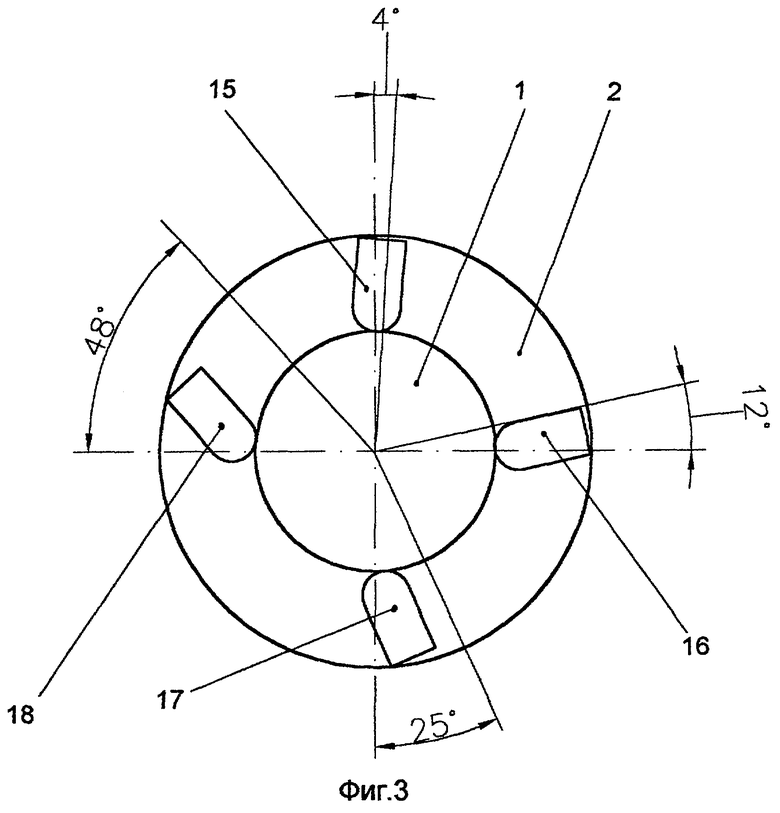
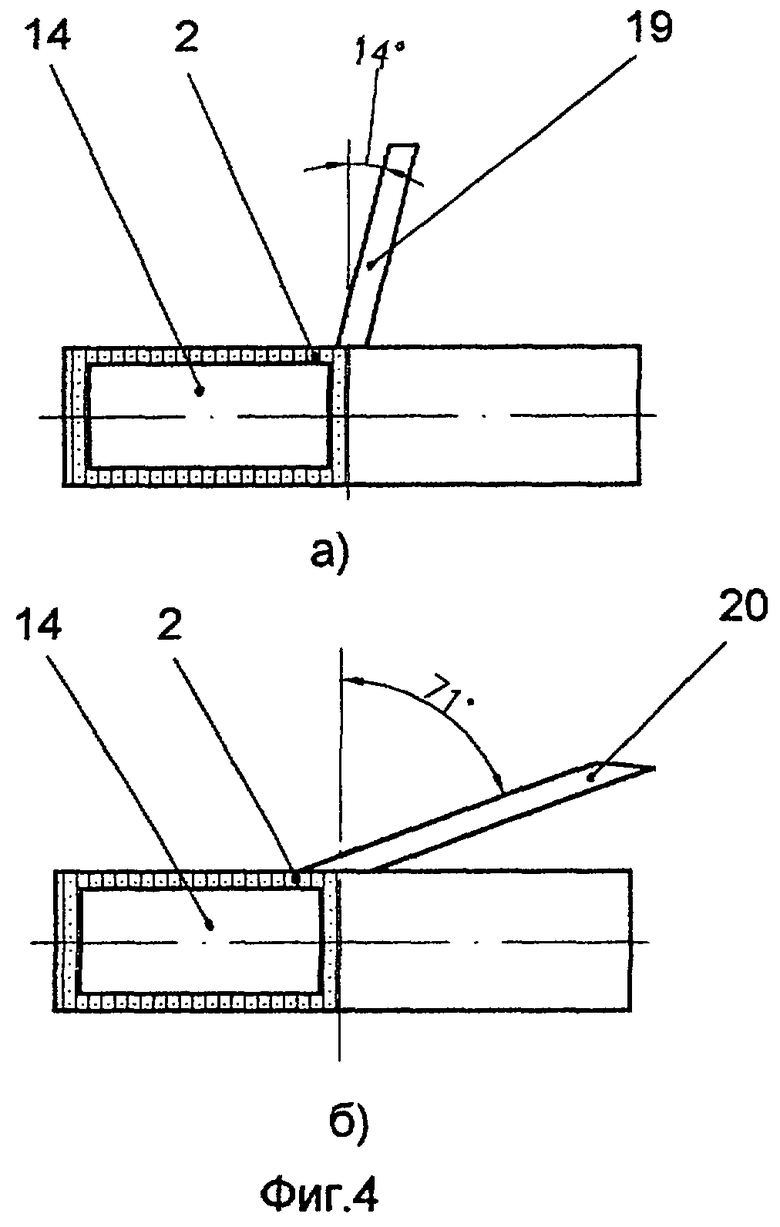
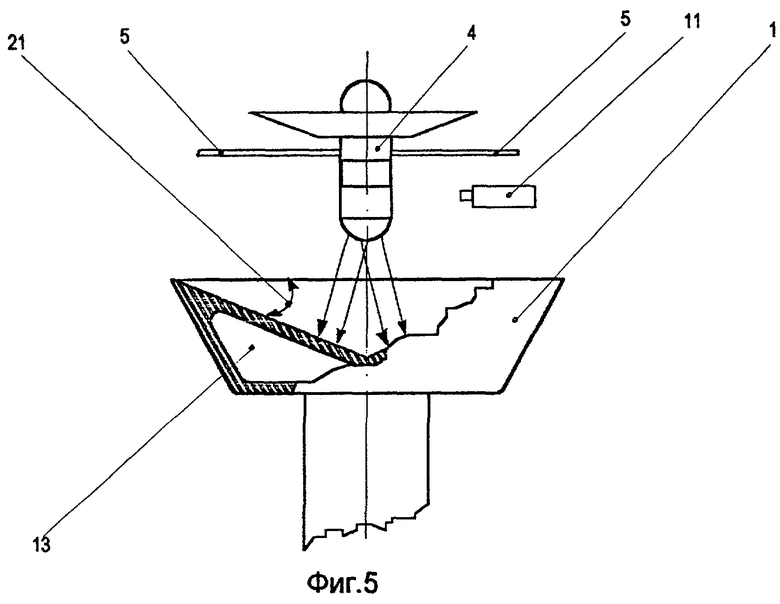
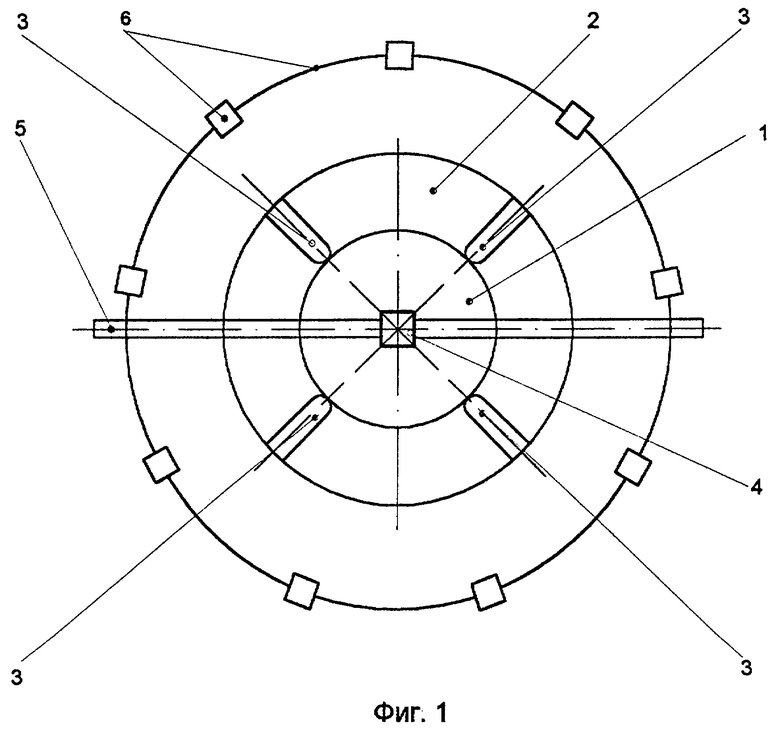
На фиг.1 схематично представлено устройство для изготовления металлического волокна (вид сверху), на фиг.2 схематично представлено устройство для изготовления металлического волокна (вид сбоку), на фиг.3 схематично представлен внешний дисковый кристаллизатор с четырьмя вариантами позиционирования на его рабочей поверхности калибратора (вид сверху), на фиг.4 схематично представлен фрагмент внешнего дискового кристаллизатора с двумя вариантами размещения на его рабочей поверхности калибратора (вид сбоку), на фиг.5 схематично представлен профиль с сечением внутреннего дискового кристаллизатора (вид сбоку).
Перечень позиций:
1. Внутренний дисковый кристаллизатор.
2. Внешний дисковый кристаллизатор.
3. Калибратор.
4. Питатель металлического расплава.
5. Привод перемещения питателя металлического расплава.
6. Корпус с термостойким экраном для сбора металлического волокна.
7. Привод вращения внутреннего дискового кристаллизатора.
8. Привод вращения внешнего дискового кристаллизатора.
9. Средство создания избыточного давления инертного и/или восстановительного газа.
10. Трубопровод подачи инертного и/или восстановительного газа в питатель металлического расплава.
11. Средство подогрева питателя металлического расплава.
12. Струя металлического расплава.
13. Канал охлаждения во внутреннем дисковом кристаллизаторе.
14. Канал охлаждения во внешнем дисковом кристаллизаторе.
15. Калибратор с углом поворота на 4° по часовой стрелке.
16. Калибратор с углом поворота на 12° против часовой стрелки.
17. Калибратор с углом поворота на 25° против часовой стрелки.
18. Калибратор с углом поворота 48° по часовой стрелке.
19. Калибратор, наклоненный на угол 14° относительно перпендикуляра к рабочей поверхности внешнего дискового кристаллизатора.
20. Калибратор, наклоненный на угол 71° относительно перпендикуляра к рабочей поверхности внешнего дискового кристаллизатора.
21. Угол у основания конуса коаксиального углубления на рабочей поверхности внутреннего дискового кристаллизатора.
Пример 1
Устройство для изготовления металлического волокна содержит соосно установленные внутренний 1 и внешний 2 дисковые кристаллизаторы (фиг.1), изготовленные из материала с высокой теплопроводностью, например, из бериллиевой бронзы. На внешнем дисковом кристаллизаторе 1 (фиг.1) из бериллиевой бронзы симметрично относительно центра закреплены четыре калибратора 3 (фиг.1), выполненные, например, из того же материала. Над рабочей поверхностью внутреннего дискового кристаллизатора 1 (фиг.1) расположен питатель металлического расплава 4 (фиг.1), выполненный, например, из высокотемпературной керамики в форме тигля объемом 5000 см3 со съемной герметичной крышкой, содержащий выходное сопло площадью 0,45 мм2. Для обеспечения возвратно-поступательного перемещения питателя металлического расплава 4 (фиг.1) над рабочей поверхностью внутреннего дискового кристаллизатора 1 (фиг.1), питатель металлического расплава 4 (фиг.1) оснащен приводом 5 (фиг.1). С целью исключения заброса готовой продукции за пределы технологической зоны устройства, его корпус дополнен термостойким экраном для сбора металлического волокна 6 (фиг.1), произведенным, например, из листовой стали (Ст.3) толщиной 1-1,5 мм с возможностью водяного охлаждения посредством прикрепленного к нему змеевика-теплоотвода (не показан). Для обеспечения независимого реверсивного управляемого вращения как внутреннего, так и внешнего дисковых кристаллизаторов 1 и 2 (фиг.1), устройство оснащено соответственно электрическим приводом вращения внутреннего дискового кристаллизатора 7 (фиг.2) и электрическим приводом вращения внешнего дискового кристаллизатора 8 (фиг.2).
Средство создания избыточного давления инертного и/или восстановительного газа 9 (фиг.2), представляющее собой, например, восьмидесятилитровый газовый баллон со сжатым инертным газом (например, аргоном), снабженный редуктором и двумя манометрами, соединенное с питателем металлического расплава 4 (фиг.2) посредством трубопровода подачи инертного и/или восстановительного газа 10 (фиг.2), в совокупности со средством подогрева питателя металлического расплава 11 (фиг.2), выполненным, например, в виде пропан-бутановой газовой горелки с температурой пламени свыше 1900°С, позволяют обеспечить истечение устойчивой непрерывной струи металлического (например, состава Fe72Ni9B11Si8) расплава 12 (фиг.2) из выходного сопла питателя 4 (фиг.2) на рабочую поверхность внутреннего дискового кристаллизатора 1 (фиг.2), снабженного каналом охлаждения 13 (фиг.2, фиг.5). Сходным по выполняемой функции каналом охлаждения 14 (фиг.2, фиг.4) снабжен и внешний дисковый кристаллизатор 2 (фиг.2). Установленные на рабочей поверхности внешнего дискового кристаллизатора 2 (фиг.3) четыре калибратора могут быть закреплены на ней в интервале углов от 1 до 48 градусов относительно линии радиуса внешнего дискового кристаллизатора. В частных случаях исполнениях устройства для изготовления металлического волокна, как это схематично представлено на фиг.3, угловое смещение относительно упомянутой линии радиуса может составлять величину четыре градуса 15 (фиг.2), двенадцать градусов 16 (фиг.2), двадцать пять градусов 17 (фиг.2) и сорок восемь градусов 18 (фиг.2). Калибратор 3 (фиг.4) также закрепляется с отклонением от перпендикуляра к рабочей поверхности внешнего дискового кристаллизатора 2 (фиг.4) на угол от 0,6 до 71 градуса. На фиг.4 схематично представлены частные случаи установки калибратора 3 (фиг.1) под углом четырнадцать градусов 19 (фиг.4-а) и под углом семьдесят один градус относительно перпендикуляра к рабочей поверхности внешнего дискового кристаллизатора 2 (фиг.4). Закрепление калибратора после его установки на рабочей поверхности внешнего дискового кристаллизатора под выбранными углами может быть произведено любым из известных способов, например, контактной электросваркой. На рабочей поверхности внутреннего дискового кристаллизатора выполняется коаксиальное конусное углубление с углом у основания конуса 21 (фиг.5) в интервале от 0,5 до 84 градусов.
Работа устройства для изготовления металлического волокна из расплава происходит следующим образом. На ось устройства (не показана) помещают внутренний дисковый кристаллизатор 1 (фиг.2), снабженный коаксиальным конусным углублением с углом у основания конуса коаксиального конусного углубления на его рабочей поверхности 21 (фиг.5), равным ноль целых пять десятых градуса.
Затем симметрично центру внешнего дискового кристаллизатора 2 (фиг.3) устанавливают и закрепляют четыре пластины калибратора 17 (фиг.3), которые повернуты на угол двадцать пять градусов относительно радиуса против часовой стрелки. При этом обеспечивают фиксацию их наклона на угол семьдесят один градус относительно перпендикуляра к рабочей поверхности внешнего дискового кристаллизатора 2 (фиг.4) до положения занимаемого кристаллизатором 20 (фиг.4-6). Затем внешний дисковый кристаллизатор 2 (фиг.2) закрепляют на оси устройства (не показана). После чего к внутреннему дисковому кристаллизатору 1 (фиг.2) и внешнему дисковому кристаллизатору 2 (фиг.2) присоединяют электрические приводы вращения 7 и 8 (фиг.2) соответственно и обеспечивают подачу в каналы охлаждения 13 и 14 (фиг.2) обоих дисковых кристаллизаторов в качестве охладителя требуемого количества воды. За счет работы привода перемещения питателя металлического расплава 5 (фиг.3) позиционируют упомянутый питатель над центром внутреннего дискового кристаллизатора 1 (фиг.5).
После этого включают электрический привод вращения внутреннего дискового кристаллизатора 7 (фиг.2) и устанавливают скорость вращения внутреннего дискового кристаллизатора по часовой стрелке W1. Затем включают электрический привод вращения внешнего дискового кристаллизатора 8 (фиг.2) и устанавливают скорость вращения внешнего дискового кристаллизатора против часовой стрелки W2. При этом обеспечивают выполнение условия W1=W2.
Запускают работу средства подогрева питателя металлического расплава 11 (фиг.2), затем последовательно из промышленной печи плавления по термостойкой раздаточной линии (не показаны) заполняют допустимый объем питателя металлического расплава 4 (фиг.2 и Фиг.5) расплавом состава Fe72Ni9B11Si8 (температура плавления около 1726 градусов Цельсия), закрывают герметичную крышку (не показана) питателя металлического расплава 4 (фиг.2), снабженную вводом трубопровода подачи инертного и/или восстановительного газа 10 (фиг.2), и редукторами (не показаны), которым оснащено средство создания избыточного давления инертного и/или восстановительного газа 9 (фиг.2), устанавливают избыточное давление над поверхностью расплава Fe72Ni9B11Si8, равное 0,7 атм. Благодаря этому обстоятельству струя металлического расплава 12 (фиг.2) выталкивается из выходного сопла и достигает рабочей поверхности внутреннего дискового кристаллизатора 1 (фиг.2), где расплав состава Fe72Ni9B11Si8 под воздействием результирующей силы от сложения центробежной силы вращающегося диска внутреннего кристаллизатора 1 (фиг.5) и силы тяжести расплава частично покрывает его коническую поверхность тонкой подвижной пленкой в ходе перемещения к внешнему дисковому кристаллизатору 2 (фиг.2).
Достигнув рабочей поверхности последнего, расплав состава Fe72Ni9B11Si8 под тепломеханическим воздействием четырех кристаллизаторов 3 (фиг.1) и соответствующим влиянием охлаждаемой рабочей поверхности внешнего дискового кристаллизатора 2 (фиг.1) отверждается в виде металлического волокна со смешанной аморфно-мелкокристаллической структурой, сбрасываемого затем под воздействием центробежных сил с рабочей поверхности вращающегося внешнего дискового кристаллизатора на корпус с термостойким экраном для сбора изготовленного металлического волокна 6 (фиг.1).
Пример 2
Устройство для изготовления металлического волокна содержит соосно установленные внутренний 1 и внешний 2 дисковые кристаллизаторы (фиг.1), изготовленные, например, из молибдена (температура плавления 2620 градусов Цельсия). На внешнем дисковом кристаллизаторе 1 (фиг.1) закреплены два калибратора 3 (фиг.1), выполненные из пластин чистой меди. Над рабочей поверхностью внутреннего дискового кристаллизатора 1 (фиг.1) расположен питатель металлического расплава 4 (фиг.1), выполненный, например, из кварца в форме цилиндрического тигля со съемной герметичной крышкой объемом 2500 см3, содержащий выходное сопло площадью 0,25 мм2.
Для обеспечения возвратно-поступательного перемещения над рабочей поверхностью внутреннего дискового кристаллизатора 1 (фиг.1) питатель металлического расплава 4 (фиг.1) оснащен приводом 5 (фиг.1). С целью исключения заброса готовой продукции за пределы технологической зоны устройства, его корпус дополнен термостойким экраном для сбора металлического волокна 6 (фиг.1), изготовленным, например, из листовой меди толщиной 2-3 мм с возможностью охлаждения СОЖ (смазочно-охлаждающей жидкостью) посредством прикрепленного к экрану змеевика-теплоотвода (не показан). Для обеспечения независимого реверсивного управляемого вращения как внутреннего, так и внешнего дисковых кристаллизаторов 1 и 2 (фиг.1), устройство оснащено соответственно пневматическим приводом вращения внутреннего дискового кристаллизатора 7 (фиг.2) и аналогичным по принципу действия пневматическим приводом вращения внешнего дискового кристаллизатора 8 (фиг.2).
Средство создания избыточного давления инертного и/или восстановительного газа 9 (фиг.2) представляет собой в конкретном случае воплощения, например, два сорокалитровых газовых баллона, один со сжатым до давления 250 атм инертным газом, например, гелием, а второй - с восстановителем, например, водородом, снабженных редукторами с необходимым числом манометров и объединенных в единую газовую систему, соединенное с питателем металлического расплава 4 (фиг.2) посредством трубопровода подачи газовой смеси “гелий-водород” в соотношении 15% на 85% 10 (фиг.2) и в совокупности со средством подогрева питателя металлического расплава 11 (фиг.2), например, представленного в виде источника мощного лазерного излучения, позволяют обеспечить истечение устойчивой непрерывной струи металлического (например, алюминиевого) расплава 12 (фиг.2) из выходного сопла питателя 4 (фиг.2) на рабочую поверхность внутреннего дискового кристаллизатора 1 (фиг.2), снабженного каналом охлаждения 13 (фиг.2, фиг.5). Сходным по выполняемой функции каналом охлаждения 14 (фиг.2, фиг.4) снабжен и внешний дисковый кристаллизатор 2 (фиг.2). Установленные на рабочей поверхности внешнего дискового кристаллизатора 2 (фиг.3) два калибратора закрепляются на ней в положении исходя из требований, определяемых конструкцией алюминиевого волокна, в интервале углов от одного до сорока восьми градусов относительно линии радиуса внешнего дискового кристаллизатора. В рассматриваемом случае исполнения устройства для изготовления металлического волокна, угловое смещение кристаллизатора относительно упомянутой линии радиуса составляет величину один градус. Помимо этого, калибратор 3 (фиг.1) также устанавливается с отклонением от перпендикуляра к рабочей поверхности внешнего дискового кристаллизатора 2 (фиг.4) на угол четырнадцать градусов 19 (фиг.4-а) относительно перпендикуляра к рабочей поверхности внешнего дискового кристаллизатора 2 (фиг.4). Закрепление калибратора после его установки на рабочей поверхности внешнего дискового кристаллизатора под выбранными углами может быть произведено любым из известных способов, например, сваркой трением. На рабочей поверхности внутреннего дискового кристаллизатора также имеется коаксиальное конусное углубление с углом у основания конуса 21 (фиг.5) в интервале от 0,5 до 84 градусов.
Работа устройства для изготовления металлического волокна из расплава осуществляется следующим образом. На ось устройства (не показана) помещают внутренний дисковый кристаллизатор 1 (фиг.2), снабженный коаксиальным конусным углублением с углом у основания конуса коаксиального конусного углубления на рабочей поверхности 21 (фиг.5), равным восьмидесяти четырем градусам. Затем симметрично диаметру внешнего дискового кристаллизатора 2 (фиг.3) устанавливают и закрепляют две медные пластины калибраторов 3 (фиг.1), которые повернуты на угол величиной один градус относительно радиуса против часовой стрелки (не показано). При этом дополнительно обеспечивают фиксацию их наклона на угол четырнадцать градусов относительно перпендикуляра к рабочей поверхности внешнего дискового кристаллизатора 2 (фиг.2). Затем внешний дисковый кристаллизатор 2 (фиг.2) закрепляют на оси устройства (не показана). После чего к внутреннему дисковому кристаллизатору 1 (фиг.2) и внешнему дисковому кристаллизатору 2 (фиг.2) присоединяют пневматические приводы вращения 7 и 8 (фиг.2) соответственно и обеспечивают подачу в каналы охлаждения 13 и 14 (фиг.2) обоих дисковых кристаллизаторов в качестве охладителя требуемого количества СОЖ. За счет управляемой работы привода перемещения питателя металлического расплава 5 (фиг.5) позиционируют упомянутый питатель над центром внутреннего дискового кристаллизатора 1 (фиг.5).
Включают пневматический привод вращения внутреннего дискового кристаллизатора 7 (фиг.2) и устанавливают скорость вращения внутреннего дискового кристаллизатора по часовой стрелке, равной W1. Затем включают пневматический привод вращения внешнего дискового кристаллизатора 8 (фиг.2) и устанавливают скорость его вращения против часовой стрелки равной W2. При этом обеспечивают выполнение условия соотношения скоростей вращения W1>W2. После чего запускают работу лазерной установки как избранного средства подогрева питателя металлического расплава 11 (фиг.2), затем последовательно из промышленной печи плавления по термостойкой раздаточной линии (не показаны) заполняют допустимый объем питателя металлического расплава 4 (фиг.2 и Фиг.5) расплавом алюминия (температура плавления около 660 градусов Цельсия), закрывают и фиксируют герметичную крышку (не показана) питателя металлического расплава 4 (фиг.2), снабженную сильфонным вводом трубопровода подачи инертного и/или восстановительного газа 10 (фиг.2), и редукторами (не показаны), которыми оснащено средство создания избыточного давления инертного и/или восстановительного газа 9 (фиг.2), устанавливают избыточное давление газовой смеси “гелий-водород” над поверхностью расплава алюминия, равное 0,35 атм. Благодаря этому обстоятельству струя металлического расплава 12 (фиг.2) устойчиво достигает рабочей поверхности внутреннего дискового кристаллизатора 1 (фиг.2) и расплавленный металл под воздействием результирующей силы от сложения центробежной силы и силы тяжести вытесненного из питателя расплава тонкой пленкой покрывает часть его конической поверхности в процессе перемещения к внешнему дисковому кристаллизатору 2 (фиг.2). Достигнув рабочей поверхности последнего, расплав алюминия под тепломеханическим воздействием пластин двух медных кристаллизаторов 3 (фиг.1) и известного влияния охлаждаемой рабочей поверхности внешнего дискового кристаллизатора 2 (фиг.1) отверждается в виде высокодисперсного алюминиевого волокна со смешанной аморфно-мелкокристаллической структурой, сбрасываемого затем под воздействием центробежной силы вращающегося диска внешнего кристаллизатора на корпус с термостойким экраном для сбора изготовленного металлического волокна 6 (фиг.1).
Пример 3
Устройство для изготовления металлического волокна содержит соосно установленные внутренний 1 и внешний 2 дисковые кристаллизаторы (фиг.1), изготовленные из материала с высокой температурой плавления, например, из тантала (температура плавления 2996 градусов Цельсия). На внешнем дисковом кристаллизаторе 1 (фиг.1) симметрично центра закреплены три калибратора 3 (фиг.1), выполненные, например, из того же тантала. Над рабочей поверхностью внутреннего дискового кристаллизатора 1 (фиг.1) расположен питатель металлического расплава 4 (фиг.1), например, выполненный из кварца в форме тигля со съемной герметизирующей крышкой объемом 3800 см3, содержащий выходное сопло площадью 1,5 мм2. Для перемещения над рабочей поверхностью внутреннего дискового кристаллизатора 1 (фиг.1) питатель металлического расплава 4 (фиг.1) оснащен возвратно-поступательным приводом 5 (фиг.1). С целью исключения заброса готовой продукции за пределы технологической зоны устройства, его корпус дополнен термостойким экраном для сбора металлического волокна 6 (фиг.1), произведенным, например, из базальтовых плит толщиной 6-8 мм, скрепленных между собой с возможностью жидкостного охлаждения посредством пронизывающего эти плитки змеевика-теплоотвода (не показан). Для обеспечения независимого реверсивного управляемого вращения как внутреннего, так и внешнего дисковых кристаллизаторов 1 и 2 (фиг.1), устройство оснащено соответственно гидравлическим приводом вращения внутреннего дискового кристаллизатора 7 (фиг.2) и гидравлическим приводом вращения внешнего дискового кристаллизатора 8 (фиг.2).
Средство создания избыточного давления инертного и/или восстановительного газа 9 (фиг.2), представляющее собой, например, восьмидесятилитровый баллон со сжатым восстановителем (например, водородом), снабженный редуктором и двумя манометрами, соединенное с питателем металлического расплава 4 (фиг.2) посредством трубопровода подачи инертного и/или восстановительного газа 10 (фиг.2), в совокупности со средством подогрева питателя металлического расплава 11 (фиг.2), например, в виде ВЧ-индуктора с частотой индукционного тока 400 кГц, позволяют обеспечить истечение устойчивой непрерывной струи металлического (например, серебряного) расплава 12 (фиг.2) из сопла питателя 4 (фиг.2) на рабочую поверхность внутреннего дискового кристаллизатора 1 (фиг.2), снабженного каналом охлаждения 13 (фиг.2, фиг.5). Сходным по выполняемой функции каналом охлаждения 14 (фиг.2, фиг.4) снабжен и внешний дисковый кристаллизатор 2 (фиг.2). Установленные на рабочей поверхности внешнего дискового кристаллизатора 2 (фиг.3) пластинчатые калибраторы закрепляются на ней в необходимом положении исходя из требований, определяемых конструкцией серебряного волокна, в интервале углов от 1 до 48 градусов относительно линии радиуса внешнего дискового кристаллизатора. В частном случае исполнения устройства для изготовления серебряного волокна, как это схематично представлено на фиг.2, угловое смещение относительно упомянутой линии радиуса может составлять величину сорок восемь градусов 18 (фиг.2). Калибратор 3 (фиг.1) устанавливается с отклонением от перпендикуляра к рабочей поверхности внешнего дискового кристаллизатора 2 (фиг.4) на угол ноль целых шесть десятых градуса относительно перпендикуляра к рабочей поверхности внешнего дискового кристаллизатора 2 (фиг.4). Закрепление пластинчатого калибратора после его установки на рабочей поверхности внешнего дискового кристаллизатора под выбранными углами может быть произведено любым из известных способов, например, винтом или винтами (не показано). На рабочей поверхности внутреннего дискового кристаллизатора выполнено коаксиальное конусное углубление с углом у основания конуса 21 (фиг.5) в интервале от 0,5 до 84 градусов.
Работа устройства для изготовления серебряного волокна из расплава осуществляется следующим образом. На ось устройства (не показана) помещают внутренний дисковый кристаллизатор 1 (фиг.2), снабженный коаксиальным конусным углублением с углом у основания конуса коаксиального конусного углубления на рабочей его поверхности 21 (фиг.3), равным сорок три градуса. Затем симметрично центра внешнего дискового кристаллизатора 2 (фиг.3) устанавливают и закрепляют три калибратора 17 (фиг.3), которые повернуты на угол сорок восемь градусов относительно радиуса по часовой стрелке. При этом обеспечивают фиксацию их наклона на угол ноль целых шесть десятых градуса относительно перпендикуляра к рабочей поверхности внешнего дискового кристаллизатора 2 (фиг.4). Затем внешний дисковый кристаллизатор 2 (фиг.2) закрепляют на оси устройства (не показана). После чего к внутреннему дисковому кристаллизатору 1 (фиг.2) и внешнему дисковому кристаллизатору 2 (фиг.2) присоединяют гидравлические приводы вращения 7 и 8 (фиг.2) соответственно и обеспечивают подачу в каналы охлаждения 13 и 14 (фиг.2) обоих дисковых кристаллизаторов в качестве охладителя фреона. За счет работы привода возвратно-поступательного перемещения питателя металлического расплава 5 (фиг.5) позиционируют упомянутый питатель со смещением на сорок процентов величины радиуса от центра внутреннего дискового кристаллизатора 1 (фиг.5).
Включают гидравлический привод вращения внутреннего дискового кристаллизатора 7 (фиг.2) и устанавливают скорость вращения внутреннего дискового кристаллизатора по часовой стрелке W1. Затем включают гидравлический привод вращения внешнего дискового кристаллизатора 8 (фиг.2) и устанавливают скорость его вращения W2 по часовой стрелке. При этом достигают выполнение условия W1<W2.
Запускают работу средства подогрева питателя металлического расплава 11 (фиг.2), то есть подают электрическое питание на ВЧ-генератор, затем последовательно из промышленной печи плавления по термостойкой раздаточной линии (не показаны) заполняют допустимый объем питателя металлического расплава 4 (фиг.2 и Фиг.5) расплавом серебра (температура плавления около 950 градусов Цельсия), закрывают съемную герметизирующую крышку (не показана) питателя металлического расплава 4 (фиг.2), снабженную вводом от трубопровода подачи инертного и/или восстановительного газа 10 (фиг.2), и редуктором (не показан), которым оснащено средство создания избыточного давления инертного и/или восстановительного газа 9 (фиг.2), устанавливают избыточное давление над поверхностью расплава серебра вблизи 0,4 атм. Благодаря этому обстоятельству струя серебряного расплава 12 (фиг.2) без разрыва сплошности достигает рабочей поверхности внутреннего дискового кристаллизатора 1 (фиг.2) и расплавленное серебро под воздействием результирующей силы от сложения центробежной силы и силы тяжести выдавленного из питателя расплавленного серебра тонкой пленкой частично покрывает его коническую поверхность в процессе перемещения к внешнему дисковому кристаллизатору 2 (фиг.2). Достигнув рабочей поверхности последнего, серебряный расплав под тепломеханическим воздействием трех кристаллизаторов 3 (фиг.1) и известного влиянием охлаждаемой рабочей поверхности внешнего дискового кристаллизатора 2 (фиг.1) диспергируется и отверждается в серебряное волокно, сбрасываемое после отверждения под воздействием центробежных сил вращения диска внешнего кристаллизатора 2 (фиг.5) на корпус с термостойким экраном для сбора изготовленного металлического волокна 6 (фиг.1).
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Авторское свидетельство СССР №1662747, кл. В 22 D 11/06, от 03.10.1986 г., опубл. 15.07.1991 г. Бюл. №26,
2. Авторское свидетельство СССР №1685594, кл. В 22 D 11/06, от 25.02.1988 г., опубл. 23.10.1991 г. Бюл. №39 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ВОЛОКНА ИЗ РАСПЛАВА | 2003 |
|
RU2250154C2 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОГО ВОЛОКНА | 2004 |
|
RU2277999C2 |
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОГО ВОЛОКНА | 2004 |
|
RU2278000C2 |
| СРЕДСТВО ДЛЯ ДИСПЕРГАЦИИ МЕТАЛЛА | 2004 |
|
RU2274516C2 |
| МЕТАЛЛИЧЕСКОЕ ВОЛОКНО | 2003 |
|
RU2253690C2 |
| МЕТАЛЛИЧЕСКОЕ ВОЛОКНО В.А.ШЕЙНЕРТА | 2004 |
|
RU2278180C2 |
| СПОСОБ ПРЯМОГО ВОССТАНОВЛЕНИЯ МЕТАЛЛОВ ИЗ ДИСПЕРСНОГО РУДНОГО СЫРЬЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2296166C2 |
| СПОСОБ ПРЯМОГО ВОССТАНОВЛЕНИЯ МЕТАЛЛОВ ИЗ ДИСПЕРСНОГО РУДНОГО СЫРЬЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2296165C2 |
| СПОСОБ ПРЯМОГО ВОССТАНОВЛЕНИЯ ЖЕЛЕЗА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2360975C2 |
| Способ изготовления кристаллизатора для непрерывной разливки металлов | 1980 |
|
SU908491A1 |
Изобретение относится к металлургии, к изготовлению металлического волокна, обладающего аморфной и/или мелкокристаллической структурой. Предложенное устройство, содержащее корпус, питатель металлического расплава, внешний и внутренний дисковые кристаллизаторы, установленные соосно с возможностью независимого вращения рабочих поверхностей относительно друг друга, и приводы вращения внешнего и внутреннего дисковых кристаллизаторов, согласно изобретению, дополнительно снабжено, по меньшей мере, двумя калибраторами, выполненными в виде металлических пластин и установленными на рабочей поверхности внешнего дискового кристаллизатора, при этом рабочая поверхность внутреннего дискового кристаллизатора содержит коаксиальное конусное углубление. Обеспечивается расширение номенклатуры производимого волокна. 9 з.п. ф-лы, 5 ил.
| Устройство для непрерывного литья металлических волокон | 1988 |
|
SU1685594A1 |
| Устройство для получения металлического волокна | 1987 |
|
SU1835333A1 |
| Устройство для литья тонких металлических заготовок | 1990 |
|
SU1834744A3 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ВОЛОКОН | 1994 |
|
RU2099163C1 |
| JP 4202611 A, 23.07.1992 | |||
| US 4242344 А, 15.07.1980. | |||

