Настоящее изобретение относится к производству пищевых продуктов, а именно к внесению приправы и транспортировке таких продуктов, как закуски.
Пример линии для производства таких закусок, как картофельные чипсы, приведен в патентной публикации JP № 4-35132, которая описывает способ внесения приправ с использованием цилиндрического (галтовочного) барабана с отверстиями на обоих концах. А именно, барабан установлен так, что ось вала наклонена под определенным углом, а не является горизонтальной, причем барабан вращается вокруг вала и изделия подаются в него через верхнее отверстие. Когда изделия галтуются вследствие вращения барабана, наклон барабана вызывает перемещение изделий вниз, и изделия выходят из барабана через нижнее отверстие. Одновременно в барабан через верхнее отверстие подают изделия вместе с приправами в количестве, соответствующем количеству подаваемых изделий. С момента попадания изделий в барабан до момента их выхода из барабана изделия галтуются и в течение этого времени перемешиваются с приправами, становясь, таким образом, приправленными. Помимо этого, пропорция приправ, подаваемых к изделиям, т.е. пропорция смеси, подбирается оптимально, таким образом, приправы вносятся в изделия как раз в подходящей степени.
В описанном выше уровне техники барабан установлен перед взвешивающим устройством по ходу потока и изделия с внесенными при помощи барабана приправами соответственно подаются во взвешивающее устройство. В этом случае порции изделий с внесенными в барабане приправами подают во взвешивающее устройство непрерывно таким образом, что во взвешивающем устройстве не возникает недостатка изделий. В соответствии со скоростью работы взвешивающего устройства или скоростью работы упаковочного устройства, расположенного вслед за взвешивающим устройством по ходу потока, группы изделий, в которые внесена приправа, непрерывно выходят из нижнего отверстия барабана, а группы еще не приправленных изделий и приправа непрерывно поступают через верхнее отверстие барабана. Другими словами, в данном случае группы изделий непрерывно проходят через барабан, сверху вниз от переднего конца барабана к его заднему, по ходу потока, концу. Кроме того, количество подаваемой приправы соответствует количеству подаваемых в барабан изделий, причем количество подаваемых приправ увеличивается при большем количестве подаваемых изделий и уменьшается при небольшом количестве подаваемых изделий, т.е. количество подаваемых приправ задается таким образом, чтобы всегда поддерживать заданную оптимальную пропорцию смеси.
В этой связи, поскольку изделия непрерывно входят и выходят из барабана, в котором выполняется внесение приправ, количество изделий, находящихся в барабане и время, в течение которого каждое изделие находится в барабане, не являются постоянными. Иногда количество изделий в барабане уменьшается или период пребывания изделий в барабане увеличивается, таким образом приводя к получению изделий с большим количеством внесенных приправ. Кроме того, иногда количество изделий в барабане увеличивается или период пребывания изделий в барабане уменьшается, таким образом приводя к получению изделий с меньшим количеством внесенных приправ. В вышеупомянутой публикации указывается, что изменение длительности процесса внесения приправ обеспечивается посредством регулирования угла наклона барабана. Однако такой результат является усредненным для группы изделий; при использовании барабана упомянутой конструкции практически невозможно регулировать время процесса внесения приправ для каждого отдельного изделия в барабане. Поскольку барабан имеет такую конструкцию, что существует возможность свободного выхода изделий из его нижнего отверстия в любой момент времени, то соответственно одни изделия гарантированно выходят раньше, тогда как другие изделия гарантированно выходят позже. В результате, например, изделия, которые выходят из барабана раньше, имеют более короткий период пребывания в барабане, т.е. процесс внесения приправ (время контакта изделий с приправами) укорачивается. С другой стороны, когда количество изделий, остающихся в барабане, уменьшается из-за изделий, вышедших из барабана раньше, соотношение приправы увеличивается, и, следовательно, внесение приправ усиливается.
Другими словами, при использовании галтовочного барабана известного уровня техники, имеющего цилиндрическую конструкцию с отверстиями с двух концов, как указано выше, соотношение подачи изделий и приправ (соотношение смеси) поддерживается в вышеописанном оптимальном соотношении, если общую скорость потока (скорость транспортировки) отдельной группы изделий принять как среднюю скорость изделия. Однако у отдельных изделий такой группы по существу неизбежна некоторая неравномерность во внесении приправ, когда некоторые изделия приправлены сильнее, а другие - слабее. Следовательно, уровень техники не обеспечивает равномерного внесения приправ в каждое изделие в заданной оптимальной пропорции.
Одной из задач настоящего изобретения является равномерное внесение приправы в каждое изделие в заданной оптимальной пропорции, в процессе внесения приправы в изделия при их транспортировке без внесения в любое изделие приправы в слишком больших или в слишком малых количествах.
Устройство для внесения приправы по п.1 формулы изобретения является устройством, транспортирующим изделия от входной части, в которую подаются изделия, к разгрузочной части при одновременном внесении приправы в изделия, и содержащим средство транспортировки и средство подачи приправы. Средство транспортировки принимает каждую группу изделий, поданную во входную часть, в секцию и транспортирует каждую группу изделий к разгрузочной части. Средство подачи приправы подает приправу в каждую группу изделий.
Согласно изобретению группа изделий, поданная во входную часть, и приправа, поданная средством подачи приправы, объединяются вместе в виде единой группы и могут транспортироваться к разгрузочной части отдельно и изолированно от других групп изделий. Другими словами, в период от момента поступления группы изделий и приправы до и до момента их выгрузки, выход изделий из этой группы и ввод в нее новых изделий невозможен. После того как группа изделий и приправа поступили в устройство для внесения приправы (независимо от того, в каком порядке их подают), они не покидают устройства для внесения приправ и новые изделия и приправы не добавляются, даже частично, в процессе их транспортировки. Изделия и приправа, изначально поданные в устройство для внесения приправ в виде отдельной группы, транспортируются к разгрузочной части при сохранении указанного состояния. Следовательно, период пребывания внутри устройства для внесения приправ, т.е. длительность процесса внесения приправ (время контакта изделий с приправами), является одинаковым для каждого изделия в группе изделий и скорость подачи и соотношение изделий и приправы поддерживаются на одинаковом уровне. Следовательно, в каждое отдельное изделие приправа может быть внесена одинаково, без ее внесения в слишком большом или слишком малом количестве. Кроме того, в каждое отдельное изделие приправа может быть внесена одинаково в оптимальной пропорции, если группу изделий и приправу изначально подали в вышеописанной оптимальной пропорции.
Устройство для внесения приправы по п.2 формулы изобретения является устройством по п.1, в котором средство транспортировки имеет множество перегородок, распределяющих секции. Перегородки обеспечены и расположены между входной частью и разгрузочной частью. Кроме того, средство транспортировки транспортирует группу изделий, перемещая перегородки от входной части к разгрузочной части с группой изделий, размещенной в секции.
Поскольку согласно этому варианту группа изделий транспортируется посредством перемещения перегородок, конструкция устройства для внесения приправ упрощается. Другими словами, группа изделий изолирована и размещена в секции, отделенной перегородками, и эта секция перемещается посредством перемещения перегородок с изолированной группой изделий между ними, тем самым транспортируя группу изделий к разгрузочной части. Таким образом, перегородки одновременно выполняют две совмещенные функции разделения и транспортировки, упрощая конструкцию устройства для внесения приправ.
Устройство для внесения приправы по п.3 формулы изобретения является устройством по п.2, в котором средство транспортировки содержит шнек, трубу и привод. Шнек продолжается между входной частью и разгрузочной частью. Шнек установлен внутри трубы. Привод вращает шнек вокруг оси. Кроме того, шнек имеет спиральную лопасть, которая образует множество перегородок. Секция представляет собой пространство, распределенное спиральной лопастью в трубе.
В этом варианте конструкция средства транспортировки является дополнительным вариантом выполнения, в котором перемещение перегородок обеспечивается вращением шнека. Другими словами, спиральная лопасть шнека образует множество перегородок и множество секций (количество которых зависит от количества поворотов спиральной лопасти), разделенных спиральной лопастью и образованных по осевому направлению внутри трубы. Когда группа изделий и приправа поступают в секцию, они отделяются и изолируются от других групп, при этом они объединяются вместе в виде отдельной группы, причем выход из группы имеющихся изделий и поступление в нее новых изделий исключены, пока происходит транспортировка. Кроме того, когда шнек вращается вокруг оси в трубе, то вращение спиральной лопасти перемещает перегородки и секции вместе в осевом направлении. В этом случае направление перемещения от входной части к разгрузочной части определяется путем выбора направления вращения, тем самым позволяя транспортировать группы изделий от входной части к разгрузочной части с изолированной группой изделий.
Кроме того, множество секций может быть образовано при использовании только одного комплекта, включающего шнек и трубу, и множество групп изделий, размещенных отдельно в каждой секции, может одновременно параллельно транспортироваться к разгрузочной части друг за другом.
Устройство для внесения приправы по п.4 формулы изобретения является устройством по п.3, в котором шнек продолжается по существу горизонтально между входной и разгрузочной частями.
Поскольку шнек и труба, которые являются относительно длинными объектами, установлены таким образом, что они продолжаются по существу в горизонтальном, а не в вертикальном направлении, в настоящем изобретении высота устройства для внесения приправы сохраняется небольшой. В этом варианте, группа изделий, подаваемая в устройство для внесения приправы, распределяется тонким слоем в горизонтальном направлении и не образует плотного скопления, приправа в достаточной степени контактирует с изделием, находящимся в группе изделий, тем самым обеспечивая внесение приправы в достаточной степени. Напротив, поскольку галтовочный барабан, используемый в данной области, транспортирует изделия путем их падения и свободного скольжения вниз под действием силы тяжести, этот барабан не сможет выполнять функцию транспортировки, если его установить горизонтально, и, следовательно, неизбежно требуется устанавливать барабан с некоторым наклоном. В результате высота барабана в вертикальном направлении увеличивается и изделия внутри группы изделий с трудом могут оказаться снаружи (на поверхности) этой группы, тем самым ухудшая равномерность внесения приправы.
Устройство для внесения приправы по п.5 формулы изобретения является устройством по п.4, в котором секция является пространством ниже вращаемого вала шнека.
Внутри спирального пространства настоящее изобретение использует пространство ниже вращаемого вала шнека в качестве секции, которая принимает группу изделий и приправу, отдельно от других групп изделий, с учетом того, что каждое из отдельных пространств, разделенных спиральной лопастью, не является замкнутым, но эти пространства являются взаимно соединенными по спирали; а также то, что группа изделий и приправа скапливаются в нижней части внутри трубы; и то, что группа изделий и приправа ограничены спиральной лопастью по меньшей мере в области ниже вращаемого вала шнека, и не могут перемещаться ни назад, ни вперед между смежными секциями.
Устройство для внесения приправ по п.6 формулы изобретения является устройством по п.4 и п.5, дополнительно содержащим разгрузочное отверстие и средство вращения трубы. Разгрузочное отверстие обеспечено на внешней поверхности трубы в разгрузочной части. Средство вращения трубы приводит трубу во вращение вокруг оси. Дополнительно, средство вращения трубы управляет выгрузкой группы изделий посредством селективной установки, путем вращения трубы, разгрузочного отверстия в нижнем положении для высыпания изделий и в других позициях.
В настоящем изобретении разгрузочное отверстие образовано в трубе, в которой установлен шнек, и труба приводится во вращение, тем самым управляя выгрузкой группы изделий с внесенной приправой посредством изменения положения разгрузочного отверстия. Следовательно, можно по желанию переключаться между выгрузкой (высыпанием), так как шнек и труба расположены приблизительно в горизонтальном направлении, и группа изделий высыпается из устройства для внесения приправ, когда разгрузочное отверстие оказывается внизу, и отсутствием выгрузки (положение, отличающееся от нижнего), например, выполняя функцию синхронизированного бункера. Кроме того, поскольку эта конструкция интегрирована в устройство для внесения приправ, она более компактна, чем отдельно обеспеченный обычный синхронизированный бункер.
Кроме того, когда группа изделий транспортируется при вращении шнека, группы изделий в смежных секциях, благополучно достигающие разгрузочной части, к сожалению, будут непрерывно выгружаться без какой-либо паузы, если разгрузочное отверстие постоянно расположено снизу. Напротив, по изобретению, каждая отдельная группа изделий в смежных секциях изолируется путем переключения разгрузочного отверстия между положением выгрузки (нижнее положение) и другими положениями (положения отсутствия выгрузки), например, путем переключения разгрузочного отверстия в позицию отсутствия выгрузки, когда следующая секция достигает разгрузочной части, позволяя производить выгрузку групп изделий, отделенных от смежных групп изделий, из устройства для внесения приправ по одной группе за один прием. Соответственно, настоящее изобретение позволяет, например, выгружать группу изделий из разгрузочной части, поддерживая при этом количество изделий, подаваемых во входную часть.
Устройство для внесения приправ по п.7 формулы изобретения является устройством по п.4 или п.5, дополнительно содержащим входное отверстие и средство вращения трубы. Входное отверстие обеспечено наличием на периферийной поверхности трубы во входной части. Средство вращения трубы вращает ее вокруг оси. Дополнительно, это средство путем вращения трубы управляет подачей групп изделий, селективно устанавливая путем вращения трубы входное отверстие в верхнее положение для засыпания изделий и в другие положения.
Когда группа изделий транспортируется при вращении шнека, имеется возможность, что группа изделий будет разделена спиральной лопастью при ее последовательном прохождении мимо входного отверстия, если оно постоянно расположено вверху (поскольку шнек и труба продолжаются приблизительно в горизонтальном направлении, существует возможность засыпания группы изделий в устройство для внесения приправ в любой момент через входное отверстие, если оно постоянно располагается вверху). Если это происходит, то единая группы изделий, предназначенная для размещения в отдельной секции, к сожалению, будет разделена лопастью и разместиться в двух смежных секциях, нарушая регулирование размера группы изделий в каждой секции.
Устройство по изобретению не допускает такую ошибочную подачу группы изделий с ее разделением в несколько смежных секций. Это обеспечивается путем переключения входного отверстия как между положением подачи (верхнее положение), так и другими положениями (отсутствия подачи), например путем переключения входного отверстия в положение отсутствия подачи, когда спиральная лопасть следующей секции закрывает входное отверстие.
Устройство для внесения приправ по п.8 формулы изобретения является устройством по п.4 или п.5, дополнительно содержащим разгрузочное отверстие и средство вращения трубы. Разгрузочное отверстие обеспечено на периферийной поверхности трубы в разгрузочной части. Входное отверстие обеспечено на периферийной поверхности трубы во входной части. Средство вращения трубы приводит трубу во вращение вокруг оси. Дополнительно, это средство путем вращения трубы одновременно управляет выгрузкой и подачей группы изделий путем селективной установки разгрузочного отверстия в нижнем положении для высыпания изделий и в других положениях, а также селективной установки входного отверстия в верхнем положении для засыпания изделий и в других положениях.
Этот вариант упрощает управление путем вращения трубы для выгрузки группы изделий по п.6 формулы изобретения и управление подачей группы изделий по п.7 формулы изобретения посредством совместного изменения положения разгрузочного и входного отверстий (одновременно).
Устройство для внесения приправы по п.9 формулы изобретения является устройством по любому из пп.1-8, дополнительно включает устройство перемешивания. Это устройство перемешивает группу изделий и приправу в процессе их транспортировки к разгрузочной части.
Согласно этому варианту, группа изделий, подаваемая в устройство для внесения приправ, перемешивается с приправой в процессе транспортировки, тем самым гарантированно приправляя группу изделий. В этом случае, поскольку группа изделий и приправа перемешиваются в каждой секции в состоянии, при котором они объединены в отдельные группы, каждое отдельное изделие гарантированно приправляется без выхода имеющихся изделий или без поступления новых изделий или приправ в эту группу.
Устройство для внесения приправ по п.10 формулы изобретения является устройством по любому пп.4-8 формулы изобретения, дополнительно содержащим средство перемешивания. Это средство перемешивает группу изделий и приправу в процессе транспортировки группы изделий с внесенной приправой к разгрузочной части. Средство перемешивания включает гребенку, обеспеченную на спиральной лопасти. Средство перемешивания выполняет перемешивание группы изделий и приправы в нижней части трубы путем воздействия на группу изделий и на приправу указанной гребенкой при вращении шнека. Средство вращения шнека снижает скорость вращения шнека, когда гребенка выполняет указанное воздействие.
Этот вариант обеспечивает средство перемешивания для варианта, в котором средство транспортировки включает шнек и перемешивает группу изделий и приправу в нижней части секции путем воздействия на них гребенкой, предусмотренной на спиральной лопасти шнека. В результате этого воздействия изделия переворачиваются и достигается одинаковое приправление изделий без какой-либо неравномерности между отдельными изделиями или даже разными областями отдельного изделия. Кроме того, поскольку перемешивание группы изделий и приправы выполняется медленно, достигается еще более однородное внесение приправ без какой-либо неравномерности. Дополнительно, настоящее изобретение избегает таких проблем, как подбрасывание изделий гребенкой при высоких скоростях и перемещение изделий в смежную секцию.
Устройство для внесения приправ по п.11 формулы изобретения является устройством по любому из пп.6-8 формулы изобретения, дополнительно содержащим средство перемешивания. Это средство перемешивает группу изделий и приправу в процессе их транспортировки к разгрузочной части. Средство перемешивания содержит гребенку, обеспеченную на спиральной лопасти. Это средство выполняет перемешивание группы изделий и приправы в нижней части трубы путем воздействия гребенки на группу изделий и приправу при вращении шнека. Средство вращения шнека снижает скорость вращения шнека, когда гребенка выполняет это воздействие. Средство вращения трубы изменяет положение разгрузочного и входного отверстий синхронизированно со снижением скорости вращения шнека при помощи средства вращения шнека, когда гребенка выполняет перемешивание.
Этот вариант также использует работу средства вращения трубы для изменения положения разгрузочного и входного отверстий путем вращения трубы. В настоящем изобретении положение разгрузочного и входного отверстий изменяется синхронно с изменением скорости вращения шнека для выполнения перемешивания. В результате, достаточно изменять положения разгрузочного и входного отверстий с низкой скоростью (вращения трубы). Можно легко изменить направление вращения трубы на противоположное, а также можно начать вращение остановленной трубы с небольшим усилием.
Устройство для внесения приправ по п.12 является устройством по любому из пп.4-11, в котором труба является прозрачной.
Этот вариант позволяет наблюдать снаружи за содержимым трубы или устройства для внесения приправ. В результате можно выяснить состояние процесса и можно определить, правильно ли работает устройство или имеются проблемы. Кроме того, если, например, подача группы изделий и приправы выполняется вручную, то прозрачность трубы позволяет верно выбрать момент каждой подачи в зависимости от положения шнека и спиральной лопасти.
Устройство для внесения приправ по п.13 формулы изобретения является устройством по любому пп.1-12, дополнительно содержащим средство электрического заряжания. Это средство электрически заряжает по меньшей мере группу изделий или приправу.
Благодаря этому приправа прилипает к изделиям, используя электростатическое взаимодействие, и процесс приправления завершается за короткий промежуток времени. Кроме того, это способствует равномерному приправлению изделий и более прочному сцеплению приправы с изделием.
Устройство для внесения приправ по п.14 является устройством по п.13, в котором труба является электрическим изолятором.
Труба в данном варианте устройства является электрическим изолятором, т.е. диэлектриком, и, следовательно, она не проводит электрический ток. В результате предотвращается прилипание электрически заряженной группы изделий или приправы к трубе и группа изделий и приправ хорошо рассыпается, таким образом, способствуя достаточному контакту и достаточному перемешиванию изделий и приправы. Кроме того, приправа, например, не комкуется или не скапливается на внутренней поверхности трубы, таким образом исключая образование комков приправы, прилипающих к изделиям.
Устройство для внесения приправ по п.15 формулы изобретения является устройством по п.1, в котором средство подачи приправ подает количество приправ соответственно количеству изделий в группе.
Таким образом, в этом варианте количество подаваемой приправы соответствует размеру группы изделий, подаваемой в устройство для внесения приправ; если подаваемая группа изделий является большой, то соответственно увеличивается количество подаваемой приправы, а если подаваемая группа изделий небольшая, то соответственно снижается количество подаваемой приправы, таким образом постоянно поддерживается заданное оптимальное соотношение. Таким путем каждое отдельное изделие в каждой группе изделий или каждой секции приправляется правильно.
Кроме того, количество изделий в группе может определяться по весу группы изделий, или может быть заранее заданной, фиксированной величиной.
Устройство для внесения приправ по п.16 формулы изобретения является устройством по п.1, дополнительно содержащим средство управления. Средство управления управляет средством транспортировки таким образом, что группа изделий с внесенной приправой, совершает возвратно-поступательное перемещение к разгрузочной части и к входной части.
Поскольку группа изделий совершает возвратно-поступательное перемещение к разгрузочной части и к входной части при ее транспортировке, то общая протяженность транспортировки группы изделий и общий путь перемещения секции увеличивается и, тем самым, существенно увеличивается период пребывания и взаимодействия группы изделий и приправы. В результате период пребывания и время перемешивания группы изделий с приправой являются удовлетворительными, и достигается равномерное гарантированное внесение приправы без получения сильноприправленных или слабоприправленных участков. Кроме того, группа изделий и приправы (или секция) совершает возвратно-поступательное перемещение, соответствующее данной задаче, таким образом увеличивая общую протяженность транспортировки и пути перемещения без увеличения фактической длины устройства для внесения приправ. В результате не возникает проблем с установкой устройства для внесения приправ, т.к. для этого не требуется большой площади.
Устройство для внесения приправ по п.17 формулы изобретения является устройством по п.16, в котором средство транспортировки содержит шнек, трубу и привод. Шнек продолжается между входной частью и разгрузочной частью. Шнек установлен внутри трубы. Привод вращает шнек вокруг оси. Кроме того, шнек имеет спиральную лопасть, образующую множество перегородок. Средство управления вращает шнек в обычном и обратном направлениях, управляя его приводом.
В этом варианте секция образуется спиральной лопастью шнека, а группа изделий транспортируется при помощи вращения шнека и, таким образом, она может совершать возвратно-поступательное перемещение к разгрузочной части и к входной части при обычном и обратном вращении шнека. Таким образом, почти все конструктивные элементы, включенные в п.16 формулы изобретения, обеспечиваются единственным узлом, включающим шнек и трубу, что упрощает конструкцию устройства для внесения приправ.
Устройство для внесения приправ по п.18 формулы изобретения является устройством по п.17, в котором шнек продолжается приблизительно горизонтально между входной частью и разгрузочной частью.
Устройство для внесения приправ по п.19 формулы изобретения является устройством по п.16, в котором средство подачи приправ, в соответствии с возвратно-поступательным перемещением группы изделий, может подавать приправы несколько раз в одну и ту же группу изделий.
В этом варианте можно наносить несколько слоев приправы на группу изделий. В результате в изделия можно подать несколько приправ или подать несколько раз одну и ту же приправу. Кроме того, может быть получен комбинированный вкус при подаче разных приправ. Кроме того, это позволяет сократить количество средств подачи приправ.
Устройство для внесения приправ по п.20 является устройством по п.16, дополнительно содержащим средство перемешивания. Средство перемешивания установлено на спиральной лопасти и перемешивает группу изделий и приправу в процессе их транспортировки к разгрузочной части. Привод управляется таким образом, что скорость вращения шнека снижается, когда средство перемешивания перемешивает группу изделий с приправой.
Поскольку группа изделий и приправа перемешиваются в процессе их транспортировки, каждое отдельное изделие в группе изделий перекатывается и переворачивается, тем самым исключая ситуацию, когда, например, приправа наносится только на одну сторону изделия. В результате приправа наносится на все изделие целиком без каких-либо неравномерностей, таким образом правильно приправляя изделие. Кроме того, если такое перемешивание выполняется, например, плоской пластиной, то эффективность нанесения приправы усиливается, позволяя еще надежнее наносить приправу на каждое отдельное изделие без какой-либо неравномерности.
Кроме того, поскольку перемешивание группы изделий и приправы при помощи средства перемешивания выполняется медленно в течение длительного времени, то приправа вносится в группу изделий особенно надежно и на каждое отдельное изделие приправа наносится без какой-либо неравномерности. Кроме того, поскольку средство перемешивания не подбрасывает изделие на большой скорости, то практически не существует риска перемещения изделий в смежные секции через винтообразное пространство. Кроме того, настоящее изобретение предотвращает возникновение таких проблем, как ударный контакт средства перемешивания с изделиями, который может разламывать, раскалывать и разрушать изделия.
Устройство для внесения приправ по п.21 формулы изобретения является устройством по п.1, в котором площадь секции при виде сверху увеличивается в процессе транспортировки группы изделий с приправой к разгрузочной части.
Поскольку упомянутая площадь поверхности секции увеличивается в процессе транспортировки группы изделий с приправой, в этом варианте группа изделий, отделенная и помещенная в секцию, распределяется тонким слоем без образования скоплений и приправа хорошо наносится на каждое отдельное изделие в этой группе. В результате время пребывания и время перемешивания группы изделий с приправой являются достаточными и обеспечивается гарантированное равномерное внесение приправы без получения сильноприправленных и слабоприправленных частей.
Устройство для внесения приправ по п.22 формулы изобретения является устройством по п.21, в котором средство транспортировки содержит шнек, трубу и привод. Шнек продолжается между входной частью и разгрузочной частью. Шнек установлен внутри трубы. Привод вращает шнек вокруг оси. Кроме того, шнек имеет спиральную лопасть, образующую множество перегородок. Секция представляет собой пространство, отделенное спиральной лопастью в трубе. Расстояние межу перегородками спиральной лопасти увеличивается по мере транспортировки группы изделий с приправой к разгрузочной части.
В этом варианте секция образуется спиральной лопастью шнека, группа изделий транспортируется при помощи вращения шнека, и видимая сверху площадь секции увеличивается путем увеличения расстояния между перегородками спиральной лопасти. Таким образом, почти все конструктивные элементы, включенные в п.21 формулы изобретения, обеспечиваются единственным узлом, включающим шнек и трубу, таким образом упрощая конструкцию устройства для внесения приправ.
Устройство для внесения приправ по п.23 формулы изобретения является устройством по п.22, дополнительно содержащим перемешивающую пластину. Эта пластина предусмотрена на спиральной лопасти между перегородками, расстояние между которыми увеличено, и перемешивает группу изделий и приправу.
В этом варианте, поскольку группа изделий и приправа перемешиваются в процессе их транспортировки, каждое отдельное изделие в группе изделий перекатывается и переворачивается, таким образом исключая ситуацию, при которой, например, приправа наносится только на одну сторону изделия. Соответственно, приправа наносится на все изделие целиком без какой-либо неравномерности, таким образом надежно приправляя изделия. Кроме того, когда перемешивание выполняется, например, плоской пластиной, то эффективность нанесения усиливается, позволяя еще надежнее наносить приправу на каждое отдельное изделие без какой-либо неравномерности.
Кроме того, поскольку при перемешивании изделий возможно подбрасывание изделий пластиной, то существует риск перемещения изделий в смежную секцию через винтообразное пространство. Однако, как обсуждалось выше, поскольку видимая сверху площадь секции увеличивается в процессе транспортировки группы изделий с приправой, толщина горки изделий в группе (высота группы изделий) уменьшается, тем самым снижая риск перемещения изделий в смежные секции через винтообразное пространство, даже если, например, изделия подбрасываются пластиной. Следовательно, скорость перемешивания, обеспечиваемого пластиной, т.е. скорость вращения шнека, может быть увеличена, тем самым улучшая производительность устройства для внесения приправ.
Устройство для внесения приправ по п.24 формулы изобретения является устройством по п.23, в котором пластина является приблизительно вертикальной перед тем как она оказывается непосредственно над осью шнека вследствие вращения шнека.
В этом варианте перемешивающая пластина занимает приблизительно вертикальное положение перед тем как она оказывается непосредственно над осью шнека вследствие вращения шнека. Соответственно, изделия, поднятые пластиной, в этой точке все падают вниз. Следовательно, этот вариант практически устраняет риск перемещения изделий, перемешиваемых пластиной, в смежную секцию через винтообразное пространство при перемещении на самой пластине. В результате скорость перемешивания пластиной (скорость вращения шнека) может быть увеличена, таким образом улучшая производительность устройства для внесения приправ.
Устройство для внесения приправ по п.25 формулы изобретения является устройством по п.23, в котором концевая часть пластины в направлении вращения находится вблизи внутренней поверхности трубы и является более тонкой, чем другие части пластины.
В этом варианте, поскольку концевая часть пластины в направлении вращения находится вблизи внутренней поверхности трубы, то изделия в секции в трубе могут подбираться и перемешиваться пластиной в большом количестве без ускользания изделий. Кроме того, поскольку в данном случае концевая часть пластины является относительно тонкой, то в этом случае ослабляется удар при контакте пластины и изделия; изделия легче захватываются пластиной, тем самым избегая разламывания, раскалывания и разрушения.
Устройство для внесения приправ по п.26 формулы изобретения является устройством по п.23, в котором привод управляется таким образом, что скорость вращения шнека снижается в период, когда пластина перемешивает группу изделий и приправу.
Поскольку в этом варианте перемешивание группы изделий и приправы все время выполняется медленно, приправа вносится в группу изделий гораздо более равномерно и каждое отдельное изделие приправляется без какой-либо неравномерности. Кроме того, поскольку пластина не подбрасывает изделия на высокой скорости, то практически не существует риска перемещения изделий в смежную секцию через винтообразное пространство. Кроме того, этот вариант предотвращает ударный контакт изделий с пластиной, который может разламывать, раскалывать и разрушать изделия.
Устройство для внесения приправ по п.27 формулы изобретения является устройством по п.1, в котором средство транспортировки содержит шнек, трубу и привод. Шнек продолжается приблизительно горизонтально между входной частью и разгрузочной частью. Шнек установлен внутри трубы. Привод вращает шнек вокруг оси. Кроме того, шнек имеет спиральную лопасть, образующую множество перегородок. Секция является пространством, отделенным спиральной лопастью в трубе. Кроме того, на части спиральной лопасти, отделяющей секцию, в которой размещена группа изделий с приправой, предусмотрена пластина, которая перемешивает приправу и группу изделий.
В этом варианте группа изделий и приправа перемешиваются в процессе их транспортировки в устройстве для внесения приправ, в котором секция образована при помощи спиральной лопасти шнека, а группа изделий с приправой транспортируется при помощи вращения шнека. Соответственно, каждое отдельное изделие в группе переворачивается, тем самым предотвращая, например, для каждого отдельного изделия нанесение приправы только на одну сторону изделия, таким образом гарантируя равномерное нанесение приправы на все изделие без какой-либо неравномерности. Кроме того, когда такое перемешивание выполняется, например, плоской пластиной, то эффективность перемешивания увеличивается, тем самым более надежно приправляя каждое отдельное изделие без какой-либо неравномерности.
Устройство для внесения приправ по п.28 формулы изобретения является устройством по п.27, в котором пластина расположена приблизительно вертикально перед тем как она оказывается непосредственно над валом шнека вследствие вращения шнека.
Устройство для внесения приправ по п.29 формулы изобретения является устройством по п.27, в котором концевая часть пластины в направлении вращения находится вблизи внутренней поверхности трубы и является более тонкой, чем другие части пластины.
Устройство для внесения приправ по п.30 формулы изобретения является устройством по п.27, в котором привод управляется таким образом, что скорость вращения шнека снижается в период, когда пластина перемешивает группу изделий и приправу.
Система производства продуктов по п.31 формулы изобретения включает в себя устройство для внесения приправ и взвешивающее устройство. Устройство для внесения приправ является устройством по любому из пп. 1-30 формулы изобретения. Взвешивающее устройство расположено в месте выполнения процесса, предшествующего внесению приправы в группу изделий устройством для внесения приправы, и подает взвешенные изделия к устройству для внесения приправы.
В этом варианте изделия для внесения приправы в устройстве по изобретению заранее взвешиваются взвешивающим устройством. Соответственно, приправа не прилипает к взвешивающему устройству, облегчая его очистку. Кроме того, при смене вида изделий и приправы можно исключить такую операцию, как удаление приправ, прилипших к взвешивающему устройству во время изготовления предыдущих продуктов. В частности, если взвешивающее устройство является большим, комбинированным устройством, снабженным множеством бункеров и лотков, то полезный эффект минимизации или исключения указанной операции очистки является особенно значительным.
Система производства продуктов по п.32 формулы изобретения является системой по п.31, в которой средство подачи приправы подает приправу в группу изделий с учетом данных о весе изделий взвешивающим устройством. Например, средство подачи приправы регулирует количество приправы, основываясь на данных взвешивания изделий.
В этом варианте приправа подается в количестве, соответствующим количеству изделий в группе, поданной в устройство для внесения приправ; если количество изделий в этой группе является большим, то и количество подаваемой приправы является большим, а если количество изделий в этой группе является небольшим, то, соответственно, количество подаваемой приправы также является небольшим. Таким образом, поддерживается заранее заданное оптимальное соотношение и каждое отдельное изделие в каждой группе или в каждой секции приправляется должным образом.
Система производства продуктов по п.33 формулы изобретения является системой по п.31, дополнительно содержащей упаковочное устройство. Это устройство расположено в месте выполнения процесса, осуществляемого после внесения приправы в изделия устройством для внесения приправ, и упаковывает изделия, выгружаемые из устройства для внесения приправ. Кроме того, взвешивающее устройство определяет вес изделий для одной упаковки, разделяет изделия весом для одной упаковки в виде множества групп изделий и подает их в устройство для внесения приправ.
В этом варианте изделия разделяются на небольшие группы, что дает в результате лучшее перемешивание и внесение приправ. Например, если одна упаковка содержит 100 грамм продукта, то взвешивающее устройство взвешивает 100 грамм изделий, разделяет эти изделия на две 50-граммовые группы изделий и подает их в устройство для внесения приправ или разделяет их на четыре 25-граммовые группы изделий и подает их в устройство для внесения приправ. Поскольку размер одной группы изделий, отделяемой и транспортируемой устройством для внесения приправ, можно сделать небольшим без ограничений веса одной упаковки в упаковочном устройстве, то изделия могут хорошо перемешиваться и покрываться приправой в виде небольших групп даже если, например, вес одной упаковки является большим. Кроме того, если выгрузка изделий с нанесенной приправой из устройства для внесения приправы в упаковочное устройство происходит раздельно, например на две группы изделий, то эти две отдельные группы изделий последовательно выгружаются, после чего вставляется временной интервал, разделяющий текущую секцию и переднюю секцию следующей одной упаковки. Таким образом, поддерживается размер одной упаковки, отвешенной взвешивающим устройством и выгружаемой в упаковочное устройство. Кроме того, временной интервал между смежными единичными упаковками предотвращает попадание изделий в сварные швы в упаковочном устройстве.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 - схема системы производства продукта согласно первому варианту выполнения настоящего изобретения.
Фиг.2 - продольное сечение (вид сбоку) устройства для внесения приправы, используемого в системе производства продуктов.
Фиг.3 - сечение системы производства продукта при виде спереди (относительно направления потока изделий) со стороны стрелки I на Фиг.2.
Фиг.4 - сечение системы производства продукта при виде спереди (относительно направления потока изделий) со стороны стрелки II на Фиг.2.
Фиг.5 - сечение системы производства продукта при виде спереди (относительно направления потока изделий) со стороны стрелки III на Фиг.2.
Фиг.6 - сечение системы производства продукта при виде спереди (относительно направления потока изделий) со стороны стрелки IV на Фиг.2.
Фиг.7 - временной график работы каждого компонента устройства для внесения приправы.
Фиг.8 - схематичная диаграмма, показывающая работу каждого компонента устройства для внесения приправ.
Фиг.9 - схема взвешивающего устройства, имеющего конструкцию с двумя лотками, используемую во втором варианте изобретения.
Фиг.10 - схема основных частей системы производства продукта, включающей устройство для подачи электрического заряда, используемое в третьем варианте изобретения.
Фиг.11 - увеличенный вид основных частей средства подачи приправ четвертого варианта изобретения.
Фиг.12 - схема всей системы производства продуктов согласно четвертому варианту изобретения.
Фиг.13 - вид сбоку в сечении устройства для внесения приправы, используемого в системе производства продуктов.
Фиг.14 - сечение устройства для внесения приправы при виде спереди (относительно направления потока изделий) со стороны стрелки V на Фиг.13.
Фиг.15 - сечение устройства для внесения приправы при виде спереди (относительно направления потока изделий) со стороны стрелки VI на Фиг.13.
Фиг.16 - сечение устройства для внесения приправы при виде спереди (относительно направления потока изделий) со стороны стрелки VII на Фиг.13.
Фиг.17 - сечение устройства для внесения приправы при виде спереди (относительно направления потока изделий) со стороны стрелки VIII на Фиг.13.
Фиг.18 - временной график основных операций устройства для внесения приправы для случая, когда группа изделий транспортируется только в сторону разгрузочной части и там выгружается.
Фиг.19 - рабочая диаграмма основных операций устройства для внесения приправы в случае, в котором группа изделий перемещается только в сторону разгрузочной части и там выгружается.
Фиг.20 - временной график в форме таблицы, описывающий один из примеров типичных операций устройства для внесения приправы в случае, когда группа изделий совершает возвратно-поступательные перемещения и в сторону разгрузочной части, и в сторону входной части, а затем выгружается.
Фиг.21 - схема всей системы производства продукта согласно шестому варианту изобретения.
Фиг.22 - вид сбоку в сечении устройства для внесения приправ, используемого в системе производства продуктов.
Фиг.23 - временной график в форме таблицы, подобный графику по Фиг.20, описывающий один из примеров типичных операций устройства для внесения приправ в случае, когда группа изделий совершает возвратно-поступательные перемещения и в сторону разгрузочной части, и в сторону входной части, а затем транспортируется на выгрузку.
Фиг.24 - временной график в форме таблицы, подобный графику по Фиг.23, в случае, когда присутствует только одно устройство для подачи приправ.
Фиг.25 - схема всей системы производства продукта согласно седьмому варианту изобретения.
Фиг.26 - сечение устройства для внесения приправы, используемого в системе производства продуктов.
Фиг.27 - сечение устройства для внесения приправы при виде спереди (относительно направления потока изделий) со стороны стрелки IX на Фиг.26.
Фиг.28 - сечение устройства для внесения приправы при виде спереди (относительно направления потока изделий) со стороны стрелки Х на Фиг.26.
Фиг.29 - сечение устройства для внесения приправы при виде спереди (относительно направления потока изделий) со стороны стрелки XI на Фиг.26.
Фиг.30 - сечение устройства для внесения приправы при виде спереди (относительно направления потока изделий) со стороны стрелки XII на Фиг.26.
Фиг.31 - временной график одного из примеров управления устройством для внесения приправ.
Фиг.32 - рабочая диаграмма одного из примеров управления устройством для внесения приправ.
Фиг.33 - временной график другого примера управления устройством для внесения приправ.
Фиг.34 - рабочая диаграмма другого примера управления устройством для внесения приправ.
Фиг.35 - схема всей системы производства продукта согласно восьмому варианту изобретения.
Фиг.36 - сечение устройства для внесения приправы, используемого в системе производства продуктов.
Фиг.37 - рабочая диаграмма одного из примеров управления устройством для внесения приправ.
Фиг.38 - сечение устройства для внесения приправы при виде спереди (относительно направления потока изделий), объясняющее функции девятого варианта изобретения, где Фиг.38(а) показывает проблему, решаемую девятым вариантом, а (b) показывает девятый вариант, решающий эту проблему.
ПЕРВЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
На фиг.1 представлена схема системы 1 производства продуктов, снабженной устройством 20 для внесения приправы согласно настоящему варианту изобретения. Черные стрелки показывают направление потока изделий, а белые стрелки показывают направление потока сжатого воздуха и приправы. Система 1 производства продуктов взвешивает, приправляет и упаковывает закуски, такие как картофельные чипсы, и содержит, последовательно в направлении потока изделий, взвешивающее устройство 10, устройство 20 для внесения приправ и упаковочное устройство 30.
ОПИСАНИЕ ВЗВЕШИВАЮЩЕГО УСТРОЙСТВА
Взвешивающее устройство 10 является хорошо известным комбинированным устройством для взвешивания. А именно, оно включает подающий механизм, подобный ленточному конвейеру, и ковшовый конвейер (не показан), который подает множество изделий на распределительный стол 11, где изделия распределяются и подаются в набор накопительных бункеров 13...13 множеством подающих устройств 12...12, а затем взвешиваются во множестве взвешивающих бункеров 14...14. Далее каждый результат взвешивания используется при вычислениях, после чего изделия выгружаются из взвешивающих бункеров 14...14, соответствующих оптимальной комбинации, и собираются в синхронизированном бункере 16 по лотку 15. В подходящий момент синхронизированный бункер 16 открывается (например, на время, в течение которого, как описывалось ранее, только первая секция #1 устройства 20 для внесения приправ сообщается с входным отверстием А, расположенным в верхнем положении засыпания) и группа изделий засыпается в устройство 20 для внесения приправ по приемному лотку 17. Взвешивающее устройство 10 отмеряет вес одной упаковки упаковочного устройства 30 (например, вес нетто 100 грамм) и подает изделия с весом одной упаковки в устройство 20 для внесения приправ в виде отдельной группы изделий.
КРАТКОЕ ОПИСАНИЕ УСТРОЙСТВА ВНЕСЕНИЯ ПРИПРАВ
Устройство 20 для внесения приправ включает шнек 23, имеющий спиральную лопасть 21 и вал 22 шнека; а также трубу 24, в которой установлен шнек 23. Шнек 23 и труба 24 продолжаются горизонтально. Передняя концевая часть трубы 24 (относительно направления потока изделий) расположена непосредственно под приемным лотком 17 и соответствует входной части для изделий. Задняя концевая часть трубы 24 (относительно направления потока изделий) расположена непосредственно над упаковочным устройством 30 и соответствует разгрузочной части для выгрузки изделий.
Устройство 20 для внесения приправы дополнительно содержит средство 40 подачи приправ. Средство 40 подачи приправ включает распылители 41, 42, расположенные в центральной части трубы 24 в продольном направлении. Распылители 41, 42 соединены с воздушным компрессором 44 посредством канала 43. Порошкообразная приправа, хранящаяся в резервуаре 45, отмеряется шнековым питателем 46 и вводится по каналу 43. Порошкообразная приправа, введенная таким образом, увлекается сжатым воздухом и распыляется из распылителей 41, 42 в трубу 24.
ОПИСАНИЕ УПАКОВОЧНОГО УСТРОЙСТВА
Упаковочное устройство 30 является хорошо известной вертикальной машиной, производящей упаковки подушечного типа. Другими словами, она изготавливает мешок путем сгибания полосы упаковочного материала (не показан) в трубчатую форму вокруг вертикально расположенной трубы 33 формующим устройством 32 одновременно с протягиванием полосы вниз с помощью ремней 34, 34, формирует продольный сварной шов устройством 35 продольной сварки, а затем формирует поперечный сварной шов устройством 36 поперечной сварки. Затем пространство между соседними поперечными швами, т.е. внутренняя часть мешка, заполняется группой изделий с внесенной приправой, высыпанной из устройства 20 для внесения приправ через приемный лоток 31 в трубу 33, завершая производство продукта (в этом примере - мешка, заполненного закуской).
ПОДРОБНОЕ ОПИСАНИЕ УСТРОЙСТВА ДЛЯ ВНЕСЕНИЯ ПРИПРАВ
Устройство 20 для внесения приправ, показанное в увеличенном виде на Фиг.2, устанавливается, например, на платформу 20а. Труба 24 установлена с возможностью свободного вращения вокруг вала на паре опорных элементов 25, 25. Опорные элементы 25 выполнены таким образом, что они поддерживают трубу 24, используя ролики 25а...25а, как показано на Фиг.3. Сечения внутренней периферийной поверхности трубы 24, с которой находится в скользящем контакте спиральная лопасть 21, и внешней периферийной поверхности, с которой находятся в контакте с возможностью вращения ролики 25а, являются круглыми. Труба 24 выполнена из полимера с высокой прозрачностью (например, акрилового пластика).
Как показано на Фиг.2, спиральная лопасть 21 в настоящем варианте имеет несколько оборотов по спирали (восемь раз в примере, показанном на фиг.2), все обороты с одинаковым шагом. В результате, спиральная лопасть 21 обеспечивает множество перегородок, расположенных по горизонтали внутри трубы 24, и набор секций, разделенных смежными перегородками и расположенных по горизонтали. Конечно, спиральная лопасть 21 всего лишь винтообразно разделяет пространство внутри трубы 24. Каждый участок пространства, отделенный спиральной лопастью 21, не является замкнутым, но связан с соседними участками по спирали. Однако, поскольку группа изделий и приправа собираются в нижней части внутри трубы 24, спиральная лопасть 21 отделяет группу изделий и приправу по меньшей мере в части ниже вала 22 шнека таким образом, что группа изделий и приправы не могут переместиться назад и вперед в смежные секции. Следовательно, внутри этого винтообразного пространства части, распложенные ниже вала 22 шнека, могут использоваться в качестве секций, содержащих группу изделий с приправой и отделяющих ее от других групп изделий и приправ. В этом случае лучше избегать размещения в секции группы изделий в количестве, заполняющем секцию выше вала 22 шнека, поскольку изделия, которые находятся выше вала 22 шнека будут переходить через винтообразное пространство и, к сожалению, перемещаться в смежные секции (как вперед, так и назад относительно направления потока изделий).
Секции возникают и исчезают с обоих концов спиральной лопасти 21. Например, в состоянии, показанном на Фиг.2, концевая часть спиральной лопасти 21 с верхней стороны относительно потока изделий расположена ниже вала 22 шнека и, следовательно, секция создается задней концевой частью спиральной лопасти 21 (относительно направления потока изделий). Однако когда задняя концевая часть спиральной лопасти 21 расположена выше вала 22 шнека, то этой частью спиральной лопасти 21 секция не создается. Когда шнек 23 поворачивается на 180°, то ситуация изменяется на противоположную. В настоящем варианте изобретения постоянно возникающие секции обозначены позициями, считая сзади по направлению потока изделий: первая секция (#1), вторая секция (#2),..., и шестая секция (#6) (Фиг.8).
Первая секция является секцией, в которую первой подается группа изделий в устройство 20 для внесения приправ из взвешивающего устройства 10 через приемный лоток 17. На периферийной поверхности трубы 24 имеется входное отверстие А в области, противоположной приемному лотку 17, т.е. во входной части. Как показано на Фиг.4, входное отверстие А располагается не непосредственно над валом 22 шнека в момент подачи изделий, а со смещением к боковой стороне первой секции. Кроме того, задняя концевая часть приемного лотка 17 располагается не непосредственно над валом 22 шнека, а со смещением к боковой стороне первой секции. Кроме того, сам приемный лоток 17 наклонен к боковой стороне первой секции. Таким образом, группа Х изделий, подаваемая из взвешивающего устройства 10 через приемный лоток 17, гарантированно помещается в первую секцию, как показано стрелкой AR4 и не проникает в винтообразное пространство, находящееся впереди по потоку изделий. Приемный лоток 17 прикреплен к платформе 20а крепежным элементом или т.п. (не показан).
В третью секцию и пятую секцию распылители 41, 42 подают порошкообразные приправы. Концевые части распылителей 41, 42 установлены в уплотняющих элементах 24а, 24а, расположенных вертикально на периферийной поверхности трубы 24, как показано на Фиг.5. Распылители 41, 42 таким образом прикреплены к трубе 24. Распылители 41, 42 дополнительно поддерживаются кронштейном (не показан), усиливающим поддержку. Как показано стрелкой AR5, распылители 41, 42 в настоящем варианте распыляют порошкообразную приправу, направляя ее большую часть в направлении области, расположенной ближе к внутренней периферийной поверхности трубы 24, чем к валу 22 шнека. Распылители 41, 42 распыляют порошкообразную приправу в количестве, соответствующем размеру группы изделий, помещаемой отдельно в каждой секции (в этом примере он соответствует размеру одной упаковки упаковочного устройства 30). Таким образом, скорость подачи и соотношение изделий и приправы в каждой секции постоянно поддерживаются в заданной оптимальной пропорции. Кроме того, поскольку размер одной упаковки упаковочного устройства 30 задан заранее, то и количество порошкообразной приправы, пропорциональное количеству изделий, является заранее заданным значением.
Шестая секция является секцией, в которой группа изделий с приправой выгружается из устройства 20 для внесения приправы в упаковочное устройство 30. Разгрузочное отверстие В обеспечено на периферийной поверхности трубы 24 в области, противоположной приемному лотку 31 упаковочного устройства 30, т.е. в разгрузочной части. Как показано на Фиг.6, разгрузочное отверстие В при выгрузке изделий располагается непосредственно под валом 22 шнека. Кроме того, верхняя концевая часть приемного лотка 31 также расположена непосредственно под валом 22 шнека. Таким образом, кучка изделий, находящаяся в нижней части внутренней стороны трубы 24, образует единую группу Х изделий и выгружается из устройства 20 для внесения приправ в упаковочное устройство 30 за короткий промежуток времени.
Как показано на Фиг.2, два двигателя 26, 27 предусмотрены на одном из концов трубы 24 (на заднем конце в примере, показанном на фиг.2). Первый двигатель 26 вращает шнек 23. Выходной вал двигателя 26 непосредственно связан с валом 22 шнека. Вращение первого двигателя 26 и шнека 23 по часовой стрелке, как показано на Фиг.2 с задней (по потоку) стороны (направление AR1 на Фиг.3-6), приводит во вращение спиральную лопасть 21 в том же направлении AR1, перемещает вместе все секции (#1 - #6) от задней по потоку стороны к передней стороне и транспортирует группу изделий и приправу, размещенные в каждой секции, от входной части с отверстием А к разгрузочной части с отверстием В.
Второй двигатель 27 вращает трубу 24. Шестерня 27а, установленная на выходном валу двигателя 27, сцеплена с зубчатым колесом 27b большего диаметра, установленным на внешней периферийной поверхности трубы 24. Вращение в обычном и обратном направлениях второго двигателя 27 поворачивает трубу 24 вместе с входным отверстием А и разгрузочным отверстием В по часовой стрелке (в направлении AR2 по Фиг.3-6) или против часовой стрелки (в направлении AR3 по Фиг.3-6), как показано спереди (по потоку).
Как показано на Фиг.2, на спиральной лопасти 21 в секциях с третьей по пятую предусмотрена и установлена гребенка (перемешивающий элемент) 28. Гребенка 28 перемещается вместе со спиральной лопастью 21 как единый узел и совершает вращение вокруг вала 22 при вращении шнека 23. В результате, когда гребенка 28 проходит под валом 22 шнека, она взаимодействует с группой изделий и приправы в нижней части секций с третьей (#3) по пятую (#5) внутри трубы 24. Кроме того, как показано сплошной линией на Фиг.5, группа Х изделий и приправа подталкиваются гребенкой вверх вдоль внутренней периферийной поверхности трубы 24 и таким образом перемешиваются. Группа Х изделий распределяется тонким слоем по внутренней периферийной поверхности, так что каждое отдельное изделие, входящее в группу Х изделий, находится на поверхности и хорошо перемешивается с приправами. В результате, в каждое отдельное изделие равномерно приправляется без каких-либо отклонений.
РАБОТА УСТРОЙСТВА ДЛЯ ВНЕСЕНИЯ ПРИПРАВ
Ниже поясняется работа устройства 20 для внесения приправ со ссылкой на Фиг.7 и Фиг.8. На Фиг.7 горизонтальная ось не является временной, а показывает величину угла поворота шнека 23. Для удобства описания положение, в котором гребенка 28 находится непосредственно под валом 22 шнека, принято за 0° (положение, показанное сплошной линией на Фиг.5). Вперед от 0° горизонтальная ось представляет собой угол поворота θ в направлении AR1. Как следует из этой фигуры, интервал от 0° до 360° представляет один поворот шнека, при котором каждая секция (#1 - #6) продвигается на один шаг. Кроме того, длина горизонтальной оси и угол θ поворота шнека не являются пропорциональными, но длина горизонтальной оси и время пропорциональны (соразмерны).
Во-первых, шнек 23 постоянно вращается в направлении AR1. Однако существуют моменты, в которые скорость вращения в течение одного поворота (скорость транспортировки) является высокой, и моменты, когда она является низкой. А именно, скорость вращения шнека 23 снижается, когда гребенка 28 воздействует на группу изделий. Таким образом, операция перемешивания всегда выполняется медленно и группа Х изделий равномерно приправляется без каких-либо отклонений. Дополнительно, это позволяет воспрепятствовать тому, чтобы изделия захватывались, ломались, крошились и т.п. гребенкой 28. В настоящем изобретении скорость вращения шнека 23 снижается в диапазоне 0°-120° угла поворота шнека. Единственной причиной снижения скорости вращения гребенки 28 до момента, пока она не поднимется выше вала 22 шнека (до 120°), является предотвращение направленного вверх удара гребенки 28 по изделиям и нежелательного перебрасывания изделий через винтообразное пространство в смежную секцию. Однако установка периода, во время которого скорость вращения шнека 23 снижается, может соответственно изменяться в зависимости от размера группы Х изделий и т.п. Например, возможно снижение скорости вращения от точки, в которой угол поворота шнека составляет около -60° (300°), таким образом смягчая удар при начальном контакте гребенки 28 с группой Х изделий.
На фиг.8 показана схема работы в течение одного поворота шнека 23, т.е. периода времени, за который каждая секция (#1 - #6) продвигается на один шаг. Диаграммы (a), (b), (c) и (d) на одной фиг. 8 изображают моменты, в которых угол вращения шнека составляет 0°, около 45°, около 120° и около 360°, соответственно. На Фиг.8(а) входное отверстие А находится вверху (в это время отверстие А находится в положении засыпания изделий, показанном на Фиг.4). Кроме того, разгрузочное отверстие В находится внизу (в это время отверстие В находится в положении высыпания изделий, показанном на Фиг.6). Однако на Фиг.8(а) подача группы (Х1) изделий в первую секцию (#1) через входное отверстие А уже завершена и выгрузка группы изделий с внесенной приправой из шестой (#6) секции через разгрузочное отверстие В также завершена.
В этот момент входное отверстие А располагается между верхними частями спиральной лопасти 21, которые отделяют переднюю часть и заднюю часть (по направлению потока изделий) первой секции (#1), и не выступает дальше верхней части спиральной лопасти 21 ни с задней, ни с передней стороны (по направлению потока изделий). Другими словами, можно сказать, что входное отверстие А сообщается только с первой секцией. Следовательно, группа Х изделий из приемного лотка 17 взвешивающего устройства 10 не перебрасывается через спиральную лопасть 21 и не разделяется в несколько секций. Дополнительно, разгрузочное отверстие В разгрузки также располагается между нижними частями винтообразной лопасти 21, которые отделяют переднюю часть и заднюю часть шестой секции (#6) и не выступает дальше нижней части винтообразной лопасти 21 ни с задней, ни с передней стороны. Предпочтительно разгрузочное отверстие не выступает по меньшей мере с задней стороны. Другими словами, хотя разгрузочное отверстие В сообщается с шестой секцией, можно сказать, что оно не сообщается с пятой секцией. Следовательно, только группа Х6 изделий будет выгружаться в приемный лоток 31 устройства 30 упаковки без смешивания с группой Х5 в пятой секции.
В состоянии, показанном на Фиг. 8(а), группы Х1-Х5 в секциях с первой (#1) по пятую (#5) отделены от других групп изделий и транспортируются к передней по потоку стороне устройства. Однако шестая секция продвигается пустой еще дальше вперед за разгрузочную часть. Когда угол поворота шнека составляет 0°, начинается подача порошкообразных приправ из распылителей 41, 42. Как показано на Фиг.7, подача приправ продолжается до тех пор, пока угол поворота шнека не составит около 60°.
Кроме того, когда угол поворота шнека составляет 0°, как в состоянии, показанном на Фиг 8.(а), труба 24 начинает поворачиваться в направлении AR2. Как показано на Фиг.7, такой поворот продолжается до тех пор, пока угол вращения шнека не достигнет 120°. Дополнительно, скорость вращения трубы 24 в этот момент является такой же, как скорость вращения шнека 23 (то есть низкой). А именно, шнек 23 и труба 24 совместно вращаются с одинаковой скоростью в одном направлении AR1, AR2, т.е. синхронизировано по углу вращения шнека от 0-120°. В результате, входное отверстие А, разгрузочное отверстие В и распылители 41, 42, объединенные с трубой 24, медленно перемещаются в направлении AR2, как показано на Фиг.8(b) и (с). В этот момент гребенка 28, объединенная со шнеком 23, также движется в направлении AR1. На Фиг.8(b) и (с) входное отверстие А и распылители 41, 42 уже переместились на противоположную сторону трубы 24 и не видны. Для ясности, позиция входного отверстия А, когда угол поворота шнека составляет около 45°, показана диагональными линиями на Фиг.4. Дополнительно, позиция разгрузочного отверстия В, когда угол поворота шнека составляет около 120°, показана диагональными линиями на Фиг.6. Кроме того, положение гребенки 28, показанное пунктирной линией на Фиг.5, является положением, при котором угол поворота шнека составляет около 90°, и стрелка AR5' показывает направление распыления порошкообразной приправы распылителями 41, 42, когда угол поворота шнека составляет около 30°.
Как показано на Фиг.8 и Фиг.2, край задней, относительно потока, стороны (сторона пятой секции) разгрузочного отверстия В проходит по диагонали по линии спиральной лопасти 21, поскольку в шестой секции полностью отсутствует дно вследствие ее совмещения с разгрузочным отверстием В, и, таким образом вся группа Х6 изделий гарантированно выгружается из шестой секции. В данной ситуации не имеет значения, даже если край передней по потоку стороны разгрузочного отверстия В выступает дальше спиральной лопасти 21. Кроме того, разгрузочное отверстие В перемещается синхронно с той же скоростью и в том же направлении, что и спиральная лопасть 21, и в результате поддерживается постоянным и относительное положение между разгрузочным отверстием В и спиральной лопастью 21, показанное на Фиг.8(а), даже на Фиг.8(b) и (с). Другими словами, даже пока разгрузочное отверстие В перемещается в направлении AR2 в интервале угла поворота шнека 0-120°, разгрузочное отверстие В не выходит за спиральную лопасть 21 с ее задней по потоку стороны и не сообщается с пятой секцией. Следовательно, как показано на Фиг.8(b) и (с), даже если пятая секция (#5) подходит к разгрузочной части устройства (над приемным лотком 31 упаковочного устройства 30), группа Х5 изделий в пятой секции (обозначенная символом F) в это время не выгружается.
Затем, когда угол поворота шнека находится в пределах 120-360°, скорость вращения шнека 23 возвращается к обычной (высокой) скорости транспортировки, как показано на Фиг.7. С другой стороны, труба 24 начинает поворачиваться с высокой скоростью в обратном направлении AR3 в момент, когда угол поворота шнека достигает 120°, и возвращается в состояние, показанное на Фиг.8(а), когда угол поворота шнека составляет приблизительно 220-230°. Другими словами, расстояние, на которое труба 24 поворачивается в направлении AR2, равно расстоянию, на которое труба 24 поворачивается в направлении AR3. В результате, входное отверстие А возвращается в верхнее положение засыпания изделий, разгрузочное отверстие В возвращается в нижнее положение высыпания изделий, а распылители 41, 42 возвращаются в вертикальное положение. Затем труба 24 остается неподвижной до тех пор, пока угол поворота шнека не достигнет 360° (т.е. до момента начала нового цикла). Положение, показанное на Фиг.8(а), во время такой остановки (дополнительно, положения, показанные на Фиг.8(d), Фиг.2 и Фиг.4-6) обозначено как положение включения (поворота) трубы.
В момент, когда труба 24 возвращается в положение включения, шнек 23 все еще не завершил один поворот. Следовательно, во входной части устройства задняя часть спиральной лопасти 21 (перегородка с задней стороны первой секции) проходит входное отверстие А, а в разгрузочной части передняя часть спиральной лопасти 21 (перегородка между пятой и шестой секциями) проходит разгрузочное отверстие В. Следовательно, в отношении подачи группы Х изделий, если группа Х изделий высыпется в это время из взвешивающего устройства 10 в устройство 20 для внесения приправы, то все количество изделий группы Х не войдет целиком в первую секцию следующего цикла, но часть изделий нежелательно смешивается с первой секцией предыдущего цикла (вторая секция следующего цикла). Далее, в момент, когда труба 24 возвращается в положение включения, подача группы Х изделий из взвешивающего устройства 10 приостанавливается. Как показано на Фиг.8(d), непосредственно перед тем, как шнек 23 завершит приблизительно один поворот, синхронизированный бункер 16 взвешивающего устройства 10 открывается, синхронизированный для заполнения секции, которая должна быть первой секцией (#1) в следующем цикле (Фиг.7). В этом состоянии, показанном на Фиг.8(d), входное отверстие А, распложенное в верхнем положении засыпания, располагается между передней и задней перегородками первой секции #1, как на Фиг.8(а).
С другой стороны, в отношении выгрузки группы Х изделий с внесенной приправой, следующий объект выгрузки (F) уже достигает разгрузочного отверстия и указанная выгрузка начинается с момента, когда труба 24 возвращается в положение включения (ссылаясь на Фиг.7). Выгрузка группы F изделий с внесенной приправой продолжается до тех пор, пока полностью не сформируется шестая секция (#6) (пока угол поворота шнека не достигнет 360°). Однако скорость вращения шнека 23 в течении этого интервала возвращается к обычной скорости транспортировки, т.е. скорость транспортировки группы Х изделий увеличивается. Кроме того, разгрузочное отверстие В в нижнем положении высыпания широко открыто на всю шестую секцию и вся группа F изделий высыпается без задержки как отдельная группа в упаковочное устройство 30 за относительно короткий промежуток времени.
Следовательно, в течение промежутка времени, пока труба 24 остановлена в положении включения (когда угол поворота шнека находится приблизительно между 220-230° и 360°), входное отверстие А находится в положении засыпания изделий, а разгрузочное отверстие В находится в положении высыпания изделий. Напротив, в течение промежутка времени, пока труба 24 поворачивается в направлении AR2 или в направлении AR3, входное отверстие А находится в положении отсутствия подачи, и разгрузочное отверстие В находится в позиции отсутствия выгрузки. Таким образом, подача (прием) группы Х изделий перед внесением приправы и выгрузка группы Х изделий после завершения внесения приправы, одновременно управляются путем одновременного перемещения входного отверстия А и разгрузочного отверстия В, соответственно на заднем и переднем концах устройства.
Кроме того, имея ввиду возможность уменьшения нагрузки второго двигателя 27 или упрощения управлением вторым двигателем 27, существует подход, при котором при возвращении трубы 24 в положение включения, может быть предпочтительным возвращение трубы 24 путем увеличения скорости в направлении AR2, без изменения вращения на обратное в направлении AR3. Другими словами, труба 24 поворачивается на весь оборот в одном направлении AR2, как и шнек 23. Однако в данном варианте длинные, тонкие распылители 41, 42 обеспечены справа на периферийной поверхности трубы 24 и продолжаются в радиальном направлении. Соответственно, фактически продолжение поворота трубы 24 в том же направлении является проблематичным, поскольку требует большого пространства вокруг устройства 20 для внесения приправ, и существует дополнительная возможность, что канал 43 между распылителями 41, 42 и воздушным компрессором 44 может раскачиваться назад и вперед и испытывать большие нагрузки. Однако, если, например, форсунка для внесения приправы встроена в периферийную поверхность вала 22 шнека, принадлежащую третьей и четвертой секциям, то более нет необходимости в длинных, тонких распылителях 41, 42, расположенных вертикально на периферийной поверхности трубы 24, вышеупомянутая потребность в пространстве уменьшается и ограничения относительно канала 43 также снижаются. Также при этом становится возможным продолжение поворота трубы 24 в направлении AR2.
ОСОБЕННОСТИ НАСТОЯЩЕГО ВАРИАНТА ВЫПОЛНЕНИЯ
Ниже объясняются особенности данного варианта изобретения. Во-первых, устройство 20 для внесения приправы по этому варианту изобретения транспортирует изделия, поданные из взвешивающего устройства 10 от входной части до разгрузочной части в процессе внесения приправы в изделия. А именно, устройство 20 для внесения приправ вносит приправы в группу Х изделий, отмеренную взвешивающим устройством 10, в процессе ее транспортирования к упаковочному устройству 30, что является разумным подходом без каких-либо потерь.
Кроме того, группа изделий, подаваемых во входную часть, и приправа, подаваемая средством 40 подачи приправы, группируются вместе в виде отдельной группы Х и транспортируются к разгрузочной части отдельно и изолированно от других групп изделий. Следовательно, изделия и приправа не выходят из группы Х в устройстве для внесения приправ даже частично, пока они транспортируются, и новые изделия и приправы не добавляются в группу Х. Следовательно, период пребывания изделий внутри устройства 20 для внесения приправ, т.е. длительность процесса внесения приправы (время контакта изделий с приправами), является одинаковым для каждого изделия в отдельной группе изделий, а пропорция между изделиями и приправой поддерживается в группе Х на одном и том же уровне при подаче и при смешивании. Соответственно, каждое и любое отдельное изделие может быть равномерно приправлено без внесения слишком большого или слишком малого количества приправы. Например, каждое отдельное изделие может быть равномерно приправлено в оптимальной пропорции, если изделия и приправа изначально подаются в группу в заданном оптимальном соотношении. Более того, это обеспечивается независимо от последовательности подачи изделий и приправы в группу.
Кроме того, поскольку перемещаемые перегородки используются для разделения и транспортировки каждой группы изделий, устройство для внесения приправ упрощается. Другими словами, группа изделий отделяется и размещается в секции, отделенной перегородками, и секция перемещается посредством перемещения перегородок, таким образом транспортируя группу Х изделий в разгрузочную часть отделенной от других. Другими словами, перегородки одновременно выполняют две функции - разделения и транспортировки.
Кроме этого, количество приправы, подаваемой средством 40 подачи приправы, может изменяться в соответствии с размером группы Х изделий с помощью взвешивающего устройства 10, а не быть постоянным, заданным значением, то есть приправы подается больше, когда изделий подается больше, и приправы подается меньше, когда изделий подается меньше. В этом случае заданная оптимальная пропорция поддерживается постоянно и вкусовые качества точно регулируются для каждой группы изделий, в каждой секции и для каждого изделия.
Кроме того, поскольку вращение шнека 23 приводит к перемещению перегородок, набор перегородок и набор секций перемещаются вместе в осевом направлении только благодаря вращению шнека 23 вокруг оси внутри трубы 24. Кроме того, все секции обеспечиваются разом путем использования единственного узла из шнека 23 и трубы 24 и, соответственно, одновременно и параллельно может транспортироваться сразу несколько групп Х1-Х6 изделий, отдельно размещенных в каждой секции, к разгрузочной части, одна за другой. В данном варианте осуществления набор секций, соответственно разделенных спиральной лопастью 21, последовательно перемещается от входной части к разгрузочной части при использовании транспортера шнекового типа. Для каждой отдельной секции не требуется отдельного средства передвижения; все, что необходимо - это обеспечить вращение одного шнека 23, поэтому конструкция соответственно упрощается.
Кроме того, поскольку шнек 23 и труба 24, которые являются относительно длинными объектами, продолжаются в горизонтальном, а не в вертикальном направлении, высота устройства 20 для внесения приправ остается небольшой. Кроме того, группа Х изделий, подаваемых в устройство для внесения приправ, распределяется тонким слоем в горизонтальном направлении и не образует плотных скоплений, приправа в достаточной степени контактирует с изделиями, находящимися в группе Х изделий, и таким образом достигается удовлетворительное приправление.
Кроме того, в этом варианте имеется разгрузочное отверстие В в трубе 24, а труба 24 вращается, управляя выгрузкой группы изделий с внесенной приправой, путем изменения положения разгрузочного отверстия В, например, выполняя такую же функцию, как синхронизированный бункер. Кроме того, поскольку такой синхронизированный бункер образует единое целое с устройством 20 для внесения приправ, то это устройство становится более компактным, чем в случае отдельно предоставляемого обычного синхронизированного бункера (например, синхронизированного бункера 16 взвешивающего устройства 10).
Таким же образом, путем наличия входного отверстия А в трубе 24 и вращения трубы 24 обеспечивается управление подачей группы изделий в устройство для внесения приправ путем изменения положения входного отверстия А. Следовательно, исключаются такие проблемы, как, например, подача группы изделий от взвешивающего устройства 10, когда входное отверстие А еще проходит перегородку (спиральную лопасть 21), таким образом ошибочно подавая группу изделий в устройство 20 для внесения приправ в нежелательный момент. Как показано диагональной линией на Фиг.4, согласно изобретению верхняя часть трубы 24 блокируется, когда входное отверстие А находится в позиции отсутствия подачи, таким образом исключая проблемы нежелательной подачи изделий в устройство 20 для внесения приправ, даже если, например, в этот момент изделия высыпаются из приемного лотка 17.
Кроме того, одновременное управление подачей и выгрузкой изделий путем поворота трубы 24 позволяет избежать излишнего усложнения управления поворотом трубы 24.
Кроме этого, группа Х изделий в устройстве 20 для внесения приправы, перемешивается с приправой в процессе транспортировки, надежно приправляя группу изделий. В этом случае, поскольку изделия и приправа перемешиваются в каждой секции в состоянии, при котором они объединены в виде отдельной группы Х, каждое отдельное изделие надежно приправляется без выхода существующих изделий или введения новых изделий в эту группу.
В этом случае, поскольку группа изделий и приправа, находящиеся в нижней части секции, перемешиваются гребенкой 28, изделия переворачиваются и достигается равномерное внесение приправы без каких-либо отклонений при сравнении отдельных изделий и при сравнении разных областей отдельного изделия.
Дополнительно, поскольку изменение положения отверстий А, В синхронизируется при снижении скорости вращения шнека 23 при осуществлении перемешивания, то это позволяет изменять положение отверстий А, В на низкой скорости (вращения трубы 24 в направлении AR2), а поворот остановленной трубы 24 в направлении AR2 может быть начат при небольшом усилии.
Кроме того, поскольку труба 24 выполнена прозрачной (например, из акрилового пластика), можно наблюдать снаружи за ситуацией внутри трубы 24 или устройства 20 для внесения приправ. В результате может определяться текущий статус обработки и можно выяснять, проводится ли обработка правильно или произошел сбой. Кроме того, если подача группы изделий и подача приправы производятся вручную, то при подаче изделий и приправ можно визуально наблюдать взаимное расположение шнека 23, спиральной лопасти 21, каждой секции #1 - #6, и т.п.
С другой стороны, поскольку взвешивающее устройство 10 предусмотрено перед (по потоку) устройством 20 для внесения приправ, а упаковочное устройство 30 предусмотрено после (по потоку) устройства для внесения приправ, в качестве характерной отличительной особенности всей системы производства продукции является то, что приправы не прилипают к взвешивающему устройству 10, таким образом, сокращая затраты на очистку. Кроме того, при смене вида продукта и приправ можно исключить затраты на удаление приправ, прилипших к взвешивающему устройству 10 во время производства предыдущего продукта. В частности, если взвешивающее устройство 10 является большим, комбинированным устройством, снабженным несколькими бункерами 13, 14, 16 и лотками 15, 17, то преимущества от уменьшения или исключения затрат на очистку сильно возрастают.
ВТОРОЙ ВАРИАНТ ИЗОБРЕТЕНИЯ
Первый вариант осуществляет обработку группы изделий на одну упаковку, отмеренной взвешивающим устройством 10, в виде отдельной группы. Другими словами, весь объем группы Х изделий, отмеренной взвешивающим устройством 10 (на одну упаковку), подается в отдельную секцию устройства 20 для внесения приправ, транспортируется, приправляется и перемещается в упаковочное устройство 30. Напротив, во втором варианте изобретения, группа изделий на одну упаковку, отмеренная взвешивающим устройством 10, целенаправленно разделяется на несколько подгрупп, и такие разделенные подгруппы изделий подаются в виде отдельных групп в секции устройства 20 для внесения приправ, транспортируются, приправляются и перемещаются в упаковочное устройство 30. Однако, как описывается ниже, поскольку требуется снова объединять несколько подгрупп в единую группу (на одну упаковку) при ее перемещении в упаковочное устройство 30, вращение трубы 24 (управляющее разделением подачи и выгрузки группы изделий) выполняется все время, когда проходит несколько разделенных секций, а не при проходе каждой отдельной секции.
На Фиг.9 показано взвешивающее устройство 10, используемое во втором варианте изобретения. Отличительной особенностью данного варианта является то, что приемный лоток является внутренней и наружной двойной структурой 15а, 15b (двухлотковой структурой). В первом варианте выполнения одна секция содержит изделия на весь объем одной упаковки и, следовательно, требуется каждый раз выполнять разделение выгрузки по времени при достижении отдельной секцией разгрузочного отверстия. Напротив, во втором варианте, поскольку изделия на объем одной упаковки разделяются и подаются в несколько секций, настоящий вариант выполняет разделение выгрузки по времени каждый раз, когда проходят две секции, если, например, изделия разделены и поданы в две секции. Дополнительно, если одна секция составляет объем одной упаковки, то объем группы изделий в такой секции может идентифицироваться, например, как вес нетто производимой упаковки (другими словами, обеспечивается средство определения размера группы изделий). Однако при разделении и подаче в несколько секций, размер группы изделий, подаваемых в соответствующие секции, каким-то образом должен определяться отдельным способом. Во втором варианте выполнения для этой цели используется взвешивающее устройство, имеющее двухлотковую конструкцию, как показано на Фиг.9. Лотки 15а, 15b соответственно снабжены синхронизированными бункерами 16а, 16b, каждый из которых высыпает изделия в общий приемный лоток 17. Взвешивающий бункер 14 имеет два затвора, каждый из которых выборочно открывается при выгрузке изделий. Например, если открыт внутренний затвор 14а, изделия могут собираться в одном из синхронизированных бункеров 16а, используя внутренний собирающий лоток 15а. Наоборот, если открыт внешний затвор 14b, изделия могут собираться в другом синхронизированном бункере 16b, используя внешний собирающий лоток 15b.
Взвешивающее устройство 10 отбирает комбинацию, образующую вес одной упаковки (например, 100 грамм) и, из этой комбинации формирует две комбинации весом по 50 грамм. В дальнейшем, изделия во взвешивающих бункерах 14, соответствующих одной из 50-граммовых комбинаций, выгружаются или во внутренний или во внешний собирающий лоток, 15а или 15b, а изделия во взвешивающих бункерах 14, соответствующие другой 50-граммовой комбинации, выгружаются в другой собирающий лоток, 15b или 15а. Далее, в каждую из двух следующих друг за другом секций устройства 20 для внесения приправы подаются 50-граммовые взвешенные группы изделий. Средство 40 подачи приправ подает приправы в каждую секцию в количестве, соответствующем 50-граммовой группе изделий, а не 100-граммовой группе изделий. Исходя из вышесказанного, второй вариант выполнения обеспечивает средство определения размера группы изделий.
В этом случае, группа Х изделий разделяется на небольшие подгруппы, более пригодные для внесения приправы и перемешивания с приправой. Дополнительно, поскольку размер одной группы изделий, разделяемой и транспортируемой устройством 20 для внесения приправ, может быть небольшой, не ограничиваясь весом одной упаковки упаковочного устройства 30, изделия могут удовлетворительно перемешиваться и приправляться небольшими подгруппами, даже если, например, вес одной упаковки упаковочного устройства 30 является большим.
Кроме того, поскольку настоящая система производства продукта сконфигурирована таким образом, что упаковка производится сразу после внесения приправ, выгрузка изделий из устройства 20 для внесения приправ должна выполняться таким образом, чтобы одна группа изделий весом на одну упаковку выгружалась как отдельный кластер. Кроме того, между кластерами должен присутствовать значительный интервал (разделение или разграничение). В противном случае, изделия могут быть захвачены в горизонтальных сварных швах в упаковочном устройстве 30. Кроме того, когда выгрузка приправленных изделий из устройства 20 для внесения приправ в упаковочное устройство 30 является раздельной, например, в виде двух подгрупп изделий, как описано выше, эти две разделенные группы изделий выгружаются последовательно, после чего вводится временной интервал, разделяющий текущую секцию и головную секцию, следующего объема изделий на одну упаковку. Таким образом, поддерживается вес изделий на одну упаковку, отмеренный взвешивающим устройством 10, и выгружается в упаковочное устройство 30. Дополнительно, временной интервал между смежными объемами на отдельные упаковки предотвращает попадание изделий в поперечный сварной шов в упаковочном устройстве 30.
ТРЕТИЙ ВАРИАНТ ВЫПОЛНЕНИЯ
В первом варианте выполнения также можно электрически заряжать по меньшей мере группу Х изделий или приправу и обеспечивать прилипание приправы к группе Х изделий с использованием этой электростатической функции. Процесс приправления таким образом завершается за короткий промежуток времени и приправление выполняется более равномерно без каких-либо отклонений. Дополнительно уменьшается количество оставшейся, не прилипшей к изделиям приправы (нанесение приправы происходит с высокой эффективностью). Однако, если электрический заряд сообщается как группе Х изделий, так и приправе, то эти заряды должны иметь разную полярность.
На Фиг.10 показано средство 50 электрического заряжания, которое пригодно для использования в третьем варианте выполнения изобретения. Средство 50 электрического заряжания размещено между синхронизированным бункером 16 и приемным лотком 17 взвешивающего устройства 10 и имеет два противоположных электрода 51, 52, введенных в проход для падения взвешенной группы Х изделий. Один электрод 51 соединен с высоковольтным источником 53, а другой электрод заземлен, таким образом, образуя пространство с электрическим полем между электродами 51, 52. Группа Х изделий, выгружаемая из синхронизированного бункера 16, проходит через пространство с электрическим полем во время падения и в результате становится электрически заряженной с заданной полярностью. Электрически заряженная приправа получается, например, при помощи размещения такого средства электрического заряжания в проходе для подачи приправ (канал 43 и т.п.) в средстве 40 подачи приправ.
Таким образом, когда по меньшей мере либо группе Х изделий, либо приправе сообщается электрический заряд, предпочтительно чтобы труба 24 была диэлектриком, т.е. электрическим изолятором. В результате предотвращается прилипание электрически заряженной группы Х изделий и приправы к трубе 24 и группа Х изделий и приправы, следовательно, хорошо распределяются, удовлетворительно контактируют и перемешиваются друг с другом. Дополнительно, приправа не собирается в комки и не скапливается на внутренней периферийной поверхности трубы 24, что предотвращает такие проблемы, как образование комков приправ, локально прилипших к изделию.
В этом случае, также можно снабдить трубу 24 заземленной металлической пластиной 61 (например, стальной) вблизи нижней части внешней периферийной поверхности трубы, как показано на Фиг.10. Электрически заряженная приправа активно притягивается к металлической пластине 61 для ее концентрирования на нижней части трубы 24. В этом случае приправа хорошо прилипает к группе Х изделий, которые имеют тенденцию собираться благодаря своему весу в нижней части трубы 24, и приправа, таким образом, используется без каких-либо потерь.
ЧЕТВЕРТЫЙ ВАРИАНТ ВЫПОЛНЕНИЯ
Как показано на Фиг.11 в увеличенном виде, бывают случаи, когда порошкообразная приправа S, хранящаяся в резервуаре 45 согласно первому варианту выполнения, агломерируется из-за давления, влажности и т.п. В этом случае могут происходить сбои в подаче из-за комкования приправы внутри резервуара 45. Для предотвращения агломерации, затвердевания и комкования порошкообразной приправы можно непрерывно встряхивать резервуар 45, используя вибратор. Однако это не полностью решает проблему, а усилие вибрации в свою очередь создаст проблемы, связанные с шумом.
Как показано на Фиг.11, нижняя поверхность резервуара 45 включает в себя сито 45а, причем сито 45а или корпус резервуара 45, или и корпус 45 и сито 45а одновременно, совершают возвратно-поступательное или круговое движение, как показано стрелкой Y. В этом случае приправа в резервуаре 45, находящаяся в порошкообразном состоянии, проходит через ячейку 45а под действием собственного веса. Место Z контакта корпуса резервуара 45 и сита 45а выполняет функцию мельницы, измельчая и распыляя затвердевшую приправу в резервуаре 45. В любом случае комкование предотвращается и приводимый двигателем 46а шнековый питатель 46 удовлетворительно извлекает заданное количество приправы S. Кроме того, возвратно-поступательное или круговое движение сита 45а и корпуса резервуара 45 обеспечивает эффект, даже если это движение не производится интенсивно, таким образом, не создавая проблем, связанных с шумом.
ПЯТЫЙ ВАРИАНТ ВЫПОЛНЕНИЯ
На фиг.12 показана схема всей системы 501 производства продуктов в соответствии с пятым вариантом выполнения изобретения. Система 501 производства продуктов взвешивает, вносит приправу и упаковывает закуску, такую как картофельные чипсы, и включает в себя, последовательно по направлению потока, взвешивающее устройство 510, устройство 520 для внесения приправ и упаковочное устройство 530.
КРАТКОЕ ОПИСАНИЕ ВЗВЕШИВАЮЩЕГО УСТРОЙСТВА
Взвешивающее устройство 510 может быть, например, хорошо известным комбининированным устройством, которое отмеривает в нескольких взвешивающих бункерах 512...512 изделия, подаваемые через несколько накопительных бункеров 511...511, рассчитывает комбинации каждого значения взвешивания, выгружает изделия из взвешивающих бункеров 512..512 соответственно оптимальной комбинации и собирает изделия в синхронизированном бункере 514 при помощи собирающего лотка 513. Затем синхронизированный бункер 514 открывается и собранная отдельная группа изделий подается из входного отверстия А в устройство 520 для внесения приправ (стрелка AR11).
КРАТКОЕ ОПИСАНИЕ УСТРОЙСТВА ДЛЯ ВНЕСЕНИЯ ПРИПРАВ
Устройство 520 для внесения приправ содержит шнек 521, который продолжается горизонтально, и трубу 522, в которой установлен шнек 521. Группа изделий, поданная во входное отверстие, транспортируется к разгрузочному отверстию В в процессе приправления (стрелка AR12) и приправленная группа изделий выгружается из разгрузочного отверстия В в упаковочное устройство 530 (стрелка AR13).
Устройство 520 для внесения приправ также снабжено средствами подачи приправ 540, 550. Средства подачи приправ 540, 550 имеют распылители 546, 556, обеспеченные и размещенные примерно в центральной части в продольном направлении трубы 522. Распылители 546, 556 соединены с компрессорами 544, 554 через каналы 545, 555. Порошкообразная приправа, хранящаяся в резервуарах 541, 551, отмеривается шнековыми питателями 543, 553, приводимыми двигателями 542, 552, и вводится в каналы 545, 555. Введенная порошкообразная приправа увлекается сжатым воздухом, подаваемым воздушными компрессорами 544, 554, и распыляется из форсунок распылителей 546, 556 в трубу 522. Кроме того, для средств внесения приправ 540, 550, соответственно допускается подача одной и той же приправы и также допускается соответственно подача разных приправ. В первом случае можно, например, повысить надежность приправления, в последнем случае можно обеспечить, например, приправление со сложным вкусом.
КРАТКОЕ ОПИСАНИЕ УПАКОВОЧНОГО УСТРОЙСТВА
Упаковочное устройство 530 может быть, например, хорошо известным вертикальным устройством для образования упаковок подушечного типа, которое протягивает вниз упаковочный материал в виде ленты (не показан), в то же время придавая ему форму трубы формователем 532 по периферии продолжающейся вертикально трубы 533, и сваривает упаковочный материал в продольном и поперечном направлениях, таким образом формируя мешок. Далее, мешок через приемный лоток 531 и трубу 533 заполняется группой приправленных изделий, выгруженных из устройства 520 для внесения приправ, таким образом, получая конечный продукт (в настоящем варианте - мешок, заполненный закуской).
ПОДРОБНОЕ ОПИСАНИЕ УСТРОЙСТВА ДЛЯ ВНЕСЕНИЯ ПРИПРАВ
Как показано на Фиг.13 в увеличенном виде, устройство 520 для внесения приправ установлено на платформе 500. Задняя (по потоку) часть устройства 520 для внесения приправ снабжена входным отверстием А для подачи изделий и входным лотком 520а, составляющими узел подачи группы изделий. Передняя (по потоку) часть устройства 520 для внесения приправ снабжена разгрузочным отверстием В для выгрузки изделий и лотком выгрузки 520b, составляющими узел выгрузки группы изделий.
Шнек 521 имеет спиральную лопасть 521А и вал 521В шнека и вращается как в направлении AR14, так и в направлении AR15 вокруг вала 521В шнека при помощи двигателя 525 (стрелка AR14 показывает обычное вращение, а стрелка AR15 показывает обратное вращение). Спиральная лопасть 521А делает по спирали несколько оборотов (5½ в данном примере) с одним и тем же шагом. Спиральная лопасть 521А образует несколько расположенных по горизонтали перегородок внутри трубы 522. Перегородки разделяют пространство внутри трубы 522 и ограничивают несколько секций #11 - #15 (пять в представленном примере), расположенных по горизонтали. Спиральная лопасть 521А винтообразно разделяет пространство внутри трубы 522, и каждая секция #11 - #15 не является замкнутой, но взаимно и винтообразно связана с другими секциями. Однако, поскольку группа изделий и приправа собираются в нижней части внутри трубы 522, группа изделий и приправа в части ниже вала 521В шнека отделяются винтообразной лопастью 521А и не могут перемещаться из этой области назад и вперед в смежные области. Следовательно, внутри винтообразного пространства, часть, расположенная ниже вала 521В шнека, может использоваться как секция, содержащая группу изделий и приправу и отделяющая их от других групп изделий и приправы.
Если двигатель 525 вращает шнек 521 в направлении стрелки AR14 (обычное вращение), то все секции #11 - #15 вместе перемещаются от задней (по потоку) стороны к передней (по потоку) стороне (движение в сторону разгрузочного отверстия В), и группы изделий, размещенные в секциях #11 - #15, транспортируются от входного отверстия А к разгрузочному отверстию В. Напротив, если двигатель 525 вращает шнек 521 в направлении стрелки AR15 (обратное вращение), то все секции #11 - #15 вместе перемещаются от передней стороны к задней стороне (движение в сторону входного отверстия А), и группы изделий, размещенные в секциях #11 - #15, возвращаются к входному отверстию А.
Первая секция #11 является секцией, в которую сначала подается группа изделий из взвешивающего устройства 510 в устройство 520 для внесения приправ через входной лоток 520а и входное отверстие А (секция подачи изделий). Как показано на Фиг.14, нижняя концевая часть входного лотка 520а не находится непосредственно над валом 521В шнека, но несколько смещена от вала 521В шнека. Это сделано потому, что группа Х изделий должна входить в первую секцию #11, как показано стрелкой AR11', но не должна попадать во вторую секцию #12 с передней (по потоку) стороны (см. Фиг.13).
Вторая секция #12 и четвертая секция #14 являются секциями, в которые описанные выше распылители 546, 556 подают порошкообразную приправу (секции подачи приправы). Кроме того, на Фиг.13 показано состояние, в котором распылители 546, 556 не покрывают полностью вторую секцию #12 и четвертую секцию #14 (состояние, в котором угол поворота шнека 521, описанный ниже, составляет 0°). Когда секции #11 - #15 перемещаются из этой точки вперед, к передней (по потоку) стороне, вторая секция #12 и четвертая секция #14 будут полностью покрываться распылителями 546, 556 и порошкообразная приправа, распыляемая из распылителей 546, 556, будет гарантированно подаваться во вторую секцию #12 и четвертую секцию #14.
Как показано на Фиг.15, распылители 546, 556 предусмотрены справа на периферийной поверхности трубы 522 и поддерживаются кронштейнами и т.п. (не показаны). Распылители 546, 556 распыляют порошкообразную приправу, будучи направлены на область ближе к внутренней периферийной поверхности трубы 522 (стрелка AR16). Распылители 546, 556 распыляют количество порошкообразной приправы, соответствующее размеру группы изделий, размещенной отдельно в каждой секции, и соотношение количества изделий и приправы в каждой секции постоянно поддерживается в заданной оптимальной пропорции.
Пятая секция #15 является секцией, в которой приправленная группа изделий выгружается из устройства 520 для внесения приправ в упаковочное устройство 530 через разгрузочное отверстие В и лоток 520b (секция выгрузки изделий). Как показано на Фиг.16, разгрузочное отверстие В расположено непосредственно под валом 521В шнека. Таким образом, вся группа Х приправленных изделий, собравшаяся в нижней части внутри трубы 522, быстро выгружается из устройства 520 для внесения приправ в упаковочное устройство 530.
Перемешивающие пластины 523...523 обеспечены и установлены между перегородками, образованными спиральной лопастью 521А, в секциях со второй #12 по четвертую #14 (в данном примере третья секция #13 является секцией перемешивания). Перемешивающая пластина 523 служит для перемешивания группы изделий и приправы, расположенных в каждой из секций со второй #12 по четвертую #14. Перемешивающая пластина 523 работает как единое целое со спиральной лопастью 521А и вращается вокруг вала 521В при вращении шнека 523. В результате, когда перемешивающая пластина 523 проходит ниже вала 521В шнека, она контактирует с группой изделий и приправы, собранных в нижней части каждой из секций со второй #12 по четвертую #14 внутри трубы 522. Далее, как показано ломаной пунктирной линией на Фиг.15 (для случая, когда шнек 521 вращается в обычном направлении AR14), группа Х изделий и приправы подталкиваются вверх по внутренней периферийной поверхности трубы 522 и таким образом перемешиваются. Группа Х изделий распределяется тонким слоем по внутренней периферийной поверхности, и каждое отдельное изделие, которое входит в состав группы Х изделий, находится на поверхности (группы) и хорошо перемешивается с приправой. В результате, изделия в группе Х равномерно приправляются, и каждое отдельное изделие приправляется без каких-либо отклонений.
Другими словами, пока группа Х изделий с внесенной приправой транспортируется в направлении разгрузочного отверстия В, группа Х изделий и приправы перемешиваются пластиной 523, и отдельные изделия в группе Х поворачиваются и переворачиваются, таким образом, исключая, например, нанесение приправы только на одну сторону изделия. Следовательно, приправа наноситься каждое изделие целиком, гарантированно приправляя каждое отдельное изделие без каких-либо отклонений. Кроме того, поскольку такое перемешивание выполняется пластиной 523, имеющей плоскую поверхность, эффект перемешивания усиливается, таким образом позволяя приправлять каждое отдельное изделие с большей надежностью без каких-либо отклонений.
В данном варианте труба 522 поддерживается с возможностью свободного вращения вокруг оси при помощи опорных элементов 524...524. Как показано на Фиг. 17, в этом варианте каждый опорный элемент 524 поддерживает трубу 522, используя ролик 524а. Труба 522 является цилиндрической, и внутренняя периферийная поверхность, которая находится в скользящем контакте со спиральной лопастью 521А, и внешняя периферийная поверхность, которая находится в контакте, с возможностью вращения, с роликом 524а, имеют круговое сечение. Второй двигатель 526 вращает трубу 522 вокруг оси посредством шестерни 527 и зубчатого колеса 528 (стрелки AR18, AR18 на Фиг.13 и Фиг.16). Труба 522 изготовлена из пластика с высокой прозрачностью (например, из акрилового пластика), включая заднюю и переднюю торцевые стороны, а не только корпус, так что за содержимым трубы можно свободно наблюдать извне.
Как показано на Фиг.12, каждое устройство управления 591, 592, 593 взвешивающего устройства 510, устройства 520 для внесения приправы и упаковочного устройства 530 получает сигналы, например, от другого периферийного оборудования и датчиков и т.п., размещенных с задней по потоку стороны и с передней по потоку стороны системы 501 производства продуктов, а также взаимно обмениваются сигналами S1-S4. Например, устройства 591, 592, 593 управляют различными исполнительными механизмами, такими как двигатель, который открывает и закрывает взвешивающий бункер 512, синхронизированный бункер 514 и т.п. в случае взвешивающего устройства 510, двигатели 525, 526 для вращения шнека 521, трубы 522 и т.п. в случае устройства 520 для внесения приправ; и двигатели привода протягивающего ремня, устройство поперечной сварки и т.п. в случае упаковочного устройства 530.
ПРИМЕР РАБОТЫ УСТРОЙСТВА
На фиг.18 представлен временной график, показывающий примерные основные операции управления устройством 520 для внесения приправ системы 501 производства продуктов, т.е. перемещения одной группы Х изделий в сторону разгрузочной части (для этого шнек 521 вращается только в обычном направлении AR14), и ее транспортировки к разгрузочному отверстию В. Фиг.19 является соответствующей диаграммой операций. В общем случае, в ответ на запрос от расположенного дальше по потоку устройства система 501 производства продукта последовательно начинает работу устройств, расположенных ближе по потоку. А именно, как показано на Фиг.18, если упаковочное устройство 530 посылает сигнал S1 запроса выгрузки (время t1) устройству 520 для внесения приправ, требуя выгрузки группы приправленных изделий, устройство 520 для внесения приправ получает этот сигнал и после того, как истечет заданное время задержки (изменяемое), начинает вращение шнека 521 и посылает сигнал выгрузки S2 обратно в упаковочное устройство 530, сообщая что группа изделий с внесенными приправами выгружена (время t2).
Дополнительно к посылке ответного сигнала S2 выгрузки устройство 520 для внесения приправ посылает сигнал S3 запроса подачи во взвешивающее устройство 510, требуя подачу взвешенной группы изделий. Взвешивающее устройство 510 получает этот сигнал, открывает синхронизированный бункер 514 и посылает ответный сигнал S4 подачи устройству 520 для внесения приправ, указывающий, что взвешенная группа изделий выгружена. В результате одна группа изделий, которая была взвешена, но в которую еще не внесена приправа, проходит через входное отверстие А и поступает в первую секцию #1 устройства 520 для внесения приправ. Надпись "ПОДАЧА" на участке подачи изделий в отверстие А на Фиг.1 указывает на временной интервал, в течение которого группа изделий, еще без приправы, проходит через входное отверстие А.
При получении сигнала S1 запроса на выгрузку из средства 530 выгрузки шнек 521 выполняет только один поворот на 360° в направлении AR14, затем останавливается и ожидает получения следующего сигнала S1 запроса на выгрузку. В этом случае шнек 521, как показано сплошной линией на Фиг.15, будет находиться в состоянии ожидания с перемешивающими пластинами 523...523 в положении непосредственно под валом 521В шнека (нижняя часть секции). Другими словами, шнек 521 начнет поворот из этого положения (Фиг.19(а)) и остановится в этом положении (Фиг.19(d)). Каждое число на участке угла перемешивающей пластины 523 на Фиг.18 обозначает угол θ относительно исходного положения (0°), указанный линией на Фиг.15 в направлении AR14. Очевидно, если шнек 521 поворачивается на 360°, то каждая секция #11 - #15 соответственно продвигается на один шаг.
Шнек 521 медленно поворачивается от 0 до 120°. Этот интервал (t2-t5) является временным промежутком, когда перемешивающая пластина 523 подталкивает группу Х изделий и приправу вверх с нижней части секции по внутренней периферийной поверхности трубы 522, таким образом перемешивая их, как обсуждалось выше. Таким образом, поскольку группа Х изделий и приправа перемешиваются медленно в течение этого времени, в группу Х изделий равномерно вносятся приправы и каждое отдельное изделие приправляется более надежно без каких-либо отклонений. Дополнительно, практически не существует риска того, что перемешивающая пластина 523 будет подбрасывать изделия на высокой скорости и перемещать их в смежные секции через винтообразное пространство. Кроме того, настоящий вариант выполнения также устраняет такие проблемы, как ударное воздействие пластины 523 на изделия при их перемешивании, которое могло бы вызвать трещины, сколы и разламывание изделий.
Далее, пунктирной линией на Фиг.15 показано, что концевая часть перемешивающей пластины 523 в направлении AR14 вращения находится вблизи внутренней периферийной поверхности трубы 522. Таким образом, большое количество изделий в трубе 522 и в секции может подхватываться и перемешиваться пластиной без какой-либо утечки. Кроме того, концевая часть пластины 523 в направлении AR14 вращения является более тонкой, чем ее другие части. Таким образом в настоящем варианте ослабляется удар при контакте перемешивающей пластины 523 с изделиями, позволяя изделиям легко вползать на перемешивающую пластину 523, таким образом предотвращая растрескивание, раскалывание и разламывание изделий.
Дополнительно, ломаной линией на Фиг.15 ясно показано, что перемешивающая пластина 523 расположена между перегородками, образованными спиральной лопастью 521А таким образом, что она принимает приблизительно вертикальное положение перед тем, как окажется непосредственно над (180°) валом 521В вследствие вращения шнека 521. Таким образом, в момент, когда перемешивающая пластина 523 расположена приблизительно вертикально, все изделия, поднятые перемешивающей пластиной 523, падают вниз. Следовательно, практически отсутствует риск того, что изделия перемешиваемые пластиной 523, задержатся на пластине 523, будут ею перемещены в смежную секцию через винтообразное пространство. В результате скорость перемешивания пластиной 523 (скорость вращения шнека 521 или скорость транспортировки группы Х изделий) может быть увеличена, таким образом повышая производительность устройства 520 для внесения приправ.
Кроме того, в настоящем примере перемешивающая пластина 523 расположена приблизительно вертикально (см. пластину 523, показанную ломаной линией на Фиг.15), когда шнек 521 повернут на 120° (t5: Фиг.19(с)). А именно, когда пластина 523 обращена книзу и с нее полностью упали все изделия, шнек 521 сразу переходит на высокую скорость вращения. Конечно, период, в который перемешивающая пластина 523 находится в вертикальном положении, и период, в который шнек 521 вращает на большой скорости, не обязательно должны совпадать, если первое событие происходит прежде последнего.
Средства подачи 540, 550 приправ подают порошкообразную приправу в соответствующий период времени, когда перемешивающая пластина 523 подталкивает группу Х изделий вверх с нижней части секции по внутренней периферийной поверхности трубы 522 (t3-t4: Фиг.19 (b)). Период времени, в течение которого распыляется приправа, задается согласно, во-первых, промежутку времени, в котором группа Х изделий, находящаяся на перемешивающей пластине 523, перемещается вверх и распределяется тонким слоем по внутренней периферийной поверхности трубы 522, таким образом, каждое и любое отдельное изделие гарантированно оказывается на поверхности (группы), во-вторых, промежутку времени, в котором распылители 546, 556, перекрывают вторую секцию #12 и четвертую секцию #14, как это обсуждалось выше, и в-третьих, промежутку времени, в котором распыляемая приправа попадает приблизительно на центральную часть группы Х изделий (центральная часть секции в направлении стрелки), и т.п. В настоящем примере распыление начинается, когда шнек 521 поворачивается на 70° (t3) (см. перемешивающую пластину 523, показанную пунктирной линией на Фиг.15), и распыление завершается, когда шнек 521 поворачивается на 90° (t4).
Шнек 521 быстро поворачивается от 120 до 360° (t5-t6: Фиг.19(с)-Фиг.19(d)). Таким образом, скорость транспортировки группы Х изделий увеличивается, повышая производительность устройства 520 для внесения приправы. Дополнительно, группа Х изделий, находившаяся в четвертой секции #14, в конечном счете достигает разгрузочного отверстия В и выгружается из пятой секции #15 устройства 520 для внесения приправ.
Нижеследующее описание объясняет выгрузку группы Х приправленных изделий.
Как описано выше, группа Х изделий с внесенной приправой высыпается из пятой секции #15 в упаковочное устройство 530 через разгрузочное отверстие В. В этом случае, при упаковке одного пакета за один прием, для каждой отдельной секции должно быть четкое разделение (разграничение) между группой изделий, которая уже высыпана (выгружена), и группой изделий, которая должна быть высыпана (выгружена) впоследствии. В противном случае изделия будут захватываться в поперечный сварной шов в упаковочном устройстве 530. Настоящий пример работы является подходящим, поскольку в этот момент шнек 521 вращается прерывисто и с момента t6 по момент t2 следующего рабочего цикла транспортировка, внесение приправы (распыление и перемешивание приправ) и выгрузка изделий остановлены, причем в этот промежуток времени формируется четкое разделение между группами изделий до и после высыпания и выгрузки из устройства 520 для внесения приправ.
ПРИМЕР ВОЗВРАТНО-ПОСТУПАТЕЛЬНОГО ПЕРЕМЕЩЕНИЯ ИЗДЕЛИЙ
На фиг.20 представлен временной график в виде таблицы, показывающей типичные операции управления устройством 520 для внесения приправ, т.е. один из примеров работы, при котором группа Х изделий возвратно-поступательно перемещается к разгрузочной части и к входной части устройства (для этого шнек 521 вращается в обычном направлении AR14 и в обратном направлении AR15), а затем транспортируется к разгрузочной части для выгрузки изделий. Кроме того, для удобства вторая секция #12 и четвертая секция #14, которые являются секциями внесения приправ, соответственно обозначены как первая секция внесения приправ и вторая секция внесения приправ.
Далее, новая группа А изделий подается в устройство 520 для внесения приправ в первую секцию #11, когда, например, количество поворотов равно одному (независимо от того, осуществлен поворот шнека 521 в обычном или обратном направлении) (символ А, заключенный в окружность, обозначает вновь поданную группу изделий; подобные символы использованы и для других групп). В это время группы D, C, B изделий последовательно размещены в секциях #12 - #14 соответственно, в направлении транспортировки вперед от задней по потоку стороны. Затем шнек 521 поворачивается в обычном направлении AR14 на один оборот (поворот №2), после чего самая передняя группа В изделий выгружается из пятой секции #15 устройства. Группа А изделий перемещается во вторую секцию #12, где в нее распыляется приправа (подчеркивание символа А указывает, что в эти изделия внесена приправа, и только группа А изделий в таблице подчеркнута), производя первое внесения приправы. Кроме того, в это время в первую секцию #11 не подается следующая группа изделий (секция, отмеченная "...", означает пустую секцию).
Затем шнек 521 поворачивается в обратном направлении AR15 на один оборот (поворот №3), после чего группа А изделий перемещается назад в первую секцию #11, а четвертая секция #14 в это время остается пустой. В этой ситуации, если в первой секции #11 также предусмотрена перемешивающая пластина 523 (пластина 523 не очень мешает подаче группы изделий), то это является более предпочтительным, поскольку время пребывания и время контакта группы А изделий с приправами не просто увеличивается, но группа А изделий также перемешивается в первой секции #11. В данном случае во вновь поданную в устройство 520 для внесения приправ группу изделий лучше ввести приправу как можно раньше. Имея это ввиду, первое внесение приправ производится во время поворота №2.
Затем шнек 521 еще раз поворачивается в обычном направлении AR14 на один оборот (поворот №4). Группа А изделий перемещается снова на один шаг во вторую секцию #12 и затем повторно подается приправа. В это время следующая новая группа В изделий подается в первую секцию #11. Затем шнек 523 поворачивается в обычном направлении AR14 на один оборот (поворот №5). Самая передняя группа С изделий выгружается из пятой секции #15 из устройства. Группа А изделий перемешивается с приправой в третьей секции #13.
Затем шнек 521 снова поворачивается в обратном направлении AR15 на один оборот (поворот №6). При этом группа А изделий возвращается назад снова на один шаг во вторую секцию #12, где в нее еще раз распыляется приправа. Затем шнек 521 поворачивается вперед (поворот №7), при этом группа А изделий просто перемешивается в третьей секции #13; затем шнек 521 поворачивается вперед еще раз (поворот №8), после чего в группу А изделий распыляется приправа в четвертой секции #14. Затем шнек 521 поворачивается назад (поворот №9), вследствие чего группа А изделий просто перемешивается в третьей секции #13; затем шнек 521 поворачивается вперед (поворот №10), после чего в группу А изделий распыляется приправа в четвертой секции #14. Затем шнек 521 поворачивается вперед (поворот №11), после чего группа А изделий выгружается из пятой секции #15 из устройства. Такой процесс транспортировки и внесения приправ является одним и тем же для любой другой группы B, C и D изделий. Кроме того, состояние поворота №13 в таблице совпадает с состоянием первого поворота №1.
Таким образом, путем поворота шнека 521 дважды в обычном направлении AR14 и один раз в обратном направлении AR15 секция осуществляет два шага вперед и один назад. В результате в группу А изделий (так же, как и в группы B, C, D) периодически подается приправа и изделия перемешиваются с приправой в течение достаточно длительного периода времени: (1) подача - (2) внесение приправы - (3) транспортировка (или перемешивание) - (4) внесение приправы - (5) перемешивание - (6) внесение приправы - (7) перемешивание - (8) внесение приправы - (9) перемешивание - (10) внесение приправы - (11) выгрузка. В отличие от этого, при работе описанной выше (см Фиг.18, 8), группа изделий нежелательно быстро выходила из устройства 520 для внесения приправы за чрезвычайно короткий промежуток времени: (1) подача - (2) внесение приправы - (3) перемешивание - (4) внесение приправы - (5) выгрузка.
А именно, при операциях с возвратно-поступательными перемещениями изделий, поскольку группа изделий возвратно-поступательно перемещается к разгрузочной части и к входной части устройства, в процессе транспортировки группы изделий с внесенной приправой, общая протяженность пути транспортировки группы изделий, а также время пребывания и время контакта группы изделий и приправы, таким образом, могут быть увеличены в достаточной степени. В результате, время пребывания и длительность перемешивания группы изделий с приправой является удовлетворительным и гарантированно обеспечивается равномерное внесение приправ без образования сильноприправленных частей и слабоприправленных частей. Кроме того, совершение группой изделий и приправой или секцией возвратно-поступательного перемещения является предпочтительным, поскольку при увеличении общего расстояния пути транспортировки фактическое расстояние пути транспортировки (расстояние по осевому направлению шнека 521 и трубы 522) не увеличивается и, следовательно, это позволяет избежать удлинения устройства 520 для внесения приправ. В результате, нет проблем с местом установки устройства 520 для внесения приправ, как и системы 501 производства продуктов, поскольку они не требуют больших производственных площадей.
Кроме того, при возвратно-поступательном перемещении группы изделий одна и та же группа (например, А) проходит через первую секцию внесения приправ #12 и вторую секцию внесения приправ #14 несколько раз и в одну и ту же группу изделий приправа может подаваться несколько раз. В результате, устройство по изобретению может наносить несколько слоев приправы на группу изделий, например, для надежного приправления, если, например, одну и ту же приправу подают несколько раз, или для обеспечения сложного вкуса изделий, например, при подаче разных приправ. Кроме того, в настоящем примере приправа распыляется каждый раз, когда группа изделий проходит через секции внесения приправ #12, #14 (всего пять раз), но это не является ограничением настоящего изобретения. Можно уменьшить количество распылений приправ. Однако даже в этом случае предпочтительно вводить приправу во вновь поданную в устройство 520 для внесения приправ группу изделий как можно раньше, как это обсуждалось выше, и, поэтому, первая подача приправы должна производиться, когда группа изделий первый раз перемещается в секцию внесения приправ #12.
ШЕСТОЙ ВАРИАНТ ВЫПОЛНЕНИЯ
На Фиг.21 представлена схема всей системы 501 производства продуктов согласно шестому варианту выполнения, а Фиг.22 показывает сечение сбоку устройства 520 для внесения приправ в системе 501 производства продуктов подобно Фиг.13. В настоящем варианте выполнения вторая секция #12 и третья секция #13 являются секциями подачи приправы, а четвертая секция #14 является секцией выгрузки. Кроме того, шаг спиральной лопасти 521А увеличен в секциях подачи приправы #12 - #13. Другими словами, пока группа Х изделий с внесенной приправой транспортируется к разгрузочной части устройства, площадь продольного сечения (площадь, видимая сверху) каждой из секций #12 - #13 увеличивается. Таким образом, группы Х изделий, отдельно размещенные в секциях #12, #13, распределяются тонким слоем, не образуя плотные скопления, и приправа хорошо наносится на каждое отдельное изделие в группе Х изделий. В результате, время пребывания и длительности перемешивания группы Х изделий с приправой будут одинаковы и будут увеличиваться, таким образом еще более надежно гарантируя равномерное нанесение приправы.
Кроме того, как показано на Фиг.15, увеличение площади продольного сечения каждой из секций #12 - #13 уменьшает толщину в навал (высоту) группы Х изделий, обозначенную символом L' (толщина в навал группы Х изделий в пятом варианте изобретения обозначена символом L), и таким образом, снижает риск перемещения изделий в смежную секцию через винтообразное пространство, даже если, например, изделия подбрасываются перемешивающей пластиной 523. Следовательно, скорость перемешивания, связанная с перемешивающейся пластиной 523, т.е. скорость вращения шнека 521, может быть увеличена, таким образом повышая производительность устройства для внесения приправы.
Кроме того, в настоящем варианте выполнения перемешивающий элемент не обязательно является пластиной, как в предыдущих вариантах выполнения изобретения (например, этот элемент также может быть круглым стержнем). Другими словами, в группу Х изделий гарантированно равномерно вносится приправа благодаря тому, что площадь продольного сечения каждой из секций #12-#13 увеличивается в процессе транспортировки группы изделий Х с внесенной приправой в направлении разгрузочного отверстия В.
ПРИМЕР ВОЗВРАТНО-ПОСТУПАТЕЛЬНОГО ПЕРЕМЕЩЕНИЯ ИЗДЕЛИЙ
На Фиг. 23 представлен временной график в виде таблицы, которая отображает типичные операции управления устройством 520 для внесения приправ в шестом варианте выполнения, т.е. операций по возвратно-поступательному перемещению группы Х изделий к разгрузочной части и к входной части устройства (для этого шнек 521 вращается в обычном направлении AR14 и в обратном направлении AR15), а затем транспортировки группы Х изделий к разгрузочной части. В этом случае секция также повторно продвигается на два шага и возвращается на один шаг шнеком 521, производящим два оборота в обычном направлении AR14 и один оборот в обратном направлении AR15. Однако по сравнению с пятым вариантом выполнения количество секций уменьшено на одну и, следовательно, для группы А изделий (а также для других групп B, C, D изделий) последовательно выполняются операции: (1) подача - (2) внесение приправы - (3) транспортировка (перемешивание) - (4) внесение приправы - (5) внесение приправы - (6) внесение приправы - (7) внесение приправы - (8) выгрузка. Кроме того, даже с небольшим количеством секций группа изделий находится в устройстве 520 для внесения приправ достаточно продолжительное время в течение восьми оборотов.
В этом случае является допустимым не распылять приправу каждый раз при прохождении группой изделий секций внесения приправы #12-#13, таким образом уменьшая количество распылений приправы так же, как и в пятом варианте выполнения. Однако, если количество распылений приправы уменьшается, то количество средств подачи приправ также может быть уменьшено, как показано на Фиг.24. Фиг.24 является примером удаления средства 550 подачи приправы, расположенного впереди по потоку изделий, и использования третьей секции #13 только для перемешивания. В этом случае для группы А изделий (и также для других групп B, C, D изделий) в качестве одного из примеров последовательно выполняются операции: (1) подача - (2) внесение приправы - (3) транспортировка (перемешивание) - (4) внесение приправы - (5) перемешивание - (6) внесение приправы - (7) перемешивание - (8) выгрузка.
Кроме того, каждый из примеров работы повторяет схему продвижения на два шага и возвращения на один шаг. Однако это не является ограничением настоящего изобретения. Принимая во внимание количество секций, также возможно возвратно-поступательное перемещение группы изделий к разгрузочной части и к входной части с использованием других схем продвижения, например, такие как продвижение на три шага и возврат на один шаг; продвижение на три шага и возврат на два шага или продвижение на четыре шага и возврат на два шага и другие возможные комбинации этих схем.
СЕДЬМОЙ ВАРИАНТ ВЫПОЛНЕНИЯ
На Фиг.25 представлена схема системы 701 производства продуктов согласно седьмому варианту выполнения изобретения. Система 701 производства продуктов взвешивает, вносит приправы и упаковывает закуски типа картофельных чипсов и содержит последовательно в направлении потока взвешивающее устройство 710, устройство 720 для внесения приправ и упаковочное устройство 730.
Взвешивающее устройство 710, например, является хорошо известным комбинированным устройством, измеряющим в нескольких взвешивающих бункерах 712...712 вес изделий, подаваемых через накопительные бункеры 711...711, рассчитывающим комбинации каждого весового значения, выгружающим изделия из взвешивающих бункеров 712...712 соответственно оптимальной комбинации и собирающим изделия в синхронизированном бункере 714 при помощи лотка 713. Затем синхронизированный бункер 714 открывается и собранная отдельная группа изделий подается из входного отверстия А в устройство 720 для внесения приправ (стрелка AR21).
Устройство 720 для внесения приправ содержит шнек 721, продолжающийся горизонтально, и трубу 722, в которой установлен шнек 721. Группа изделий, поданная из входного отверстия А, транспортируется к разгрузочному отверстию В в процессе внесения приправы (стрелка AR22), и группа изделий с внесенной приправой выгружается из отверстия В в упаковочное устройство 730 (стрелка AR23).
Устройство 720 для внесения приправ дополнительно снабжено средствами 740, 750 подачи приправ. Средства 740, 750 подачи приправ имеют распылители 746, 756, предусмотренные и размещенные примерно в центральной части по продольному направлению трубы 722. Распылители 746, 756 соединены с воздушными компрессорами 744, 754 через каналы 745, 755. Порошкообразная приправа, хранящаяся в резервуарах 741, 751, отмеряется при помощи шнековых питателей 743, 753, приводимых двигателями 742, 752, и вводится в каналы 745, 755. Введенная порошкообразная приправа увлекается сжатым воздухом, производимым воздушными компрессорами 744, 754, и распыляется из форсунок распылителей 746, 756 в трубу 722. Кроме того, для средств 740, 750 подачи приправ допускается соответственно подача одной и той же приправы, так же как и подача разных приправ. В первом случае, возможно, например, более надежное приправление, а в последнем случае возможно обеспечение, например, хорошо приправленного продукта со сложным (богатым) вкусом.
Устройство 730 представляет собой, например, хорошо известное вертикальное устройство для получения упаковок подушечного типа, которое протягивает ленту упаковочного материала (не показано) вниз, в то же время формируя его в виде трубы формователем 732 по периферии трубы 733, расположенной вертикально, и сваривает упаковочный материал в продольном и поперечном направлениях, таким образом формируя мешок. Затем этот мешок через приемный лоток 731 и трубу 733 заполняется группой приправленных изделий, выгруженной из устройства 720 для внесения приправ, таким образом получая конечный продукт (в настоящем варианте мешок, заполненный закуской).
Как показано в увеличенном виде на Фиг.26, устройство 720 для внесения приправ установлено на платформе 700. Задняя (относительно направления потока изделий) часть устройства 720 для внесения приправ снабжена входным отверстием А для подачи изделий и приемным лотком 720а, составляющими узел подачи изделий. Передняя (относительно направления потока изделий) часть устройства 720 для внесения приправ снабжена разгрузочным отверстием В для выгрузки изделий и лотком 720а выгрузки, составляющими узел выгрузки изделий.
Шнек 721 имеет спиральную лопасть 721А и вал 721В, вокруг которого он вращается при помощи двигателя 725 (стрелка AR24). Спиральная лопасть 721А имеет несколько оборотов спирали (5½) с одним и тем же шагом. Спиральная лопасть 721А образует несколько расположенных в горизонтальном направлении перегородок внутри трубы 722. Перегородки разделяют пространство внутри трубы 722 и разграничивают несколько секций #21 - #25 (пять в представленном примере), расположенных горизонтально. Спиральная лопасть 721А винтообразно разделяет пространство внутри трубы 722, и секции #21-#25 не являются замкнутыми, но взаимно и винтообразно связаны. Однако, поскольку группа изделий и приправы собирается в нижней части внутри трубы 722, то эта группа в части ниже вала 721В шнека отделяется спиральной лопастью 721А и не может перемещаться назад и вперед в смежные области и из них. Следовательно, внутренняя часть винтообразного пространства, расположенная ниже вала 721В шнека, может использоваться как секция, которая содержит группу изделий и приправу, и отделяет их от других групп изделий и приправ. Когда двигатель 725 вращает шнек 721 в направлении стрелки AR24, то все секции #21 - #25 совместно перемещаются от задней (относительно направления потока изделий) стороны к передней (относительно направления потока изделий) стороны, и группы изделий, собранные в секциях #21 - #25 транспортируются от входного отверстия А к разгрузочному отверстию В.
Первая секция #21 является секцией, в которую изначально подается группа изделий из взвешивающего устройства 710 в устройство 720 для внесения приправ через входной лоток 720а и входное отверстие А (секция подачи изделий). Как показано на Фиг.27, передняя концевая часть входного лотка 720а не находится непосредственно над валом 721В шнека, но расположена с некоторым смещением от него, поскольку группа Х изделий должна входить в первую секцию #21, как показано стрелкой AR21', и не должна попадать во вторую секцию #22 с передней по потоку стороны (см. Фиг.26).
Вторая секция #22 и четвертая секция #24 являются секциями, в которые описанные выше распылители 746, 756 подают порошкообразную приправу (секции подачи приправы). Кроме того, на Фиг.26 показано состояние, в котором распылители 746, 756 не покрывают полностью вторую секцию #22 и четвертую секцию #24 (состояние, в котором угол поворота шнека 721, описанный ниже, составляет 0°). Если секции #21 - #25 перемещаются из этой точки вперед по потоку, вторая секция #22 и четвертая секция #24 будут полностью покрываться распылителями 746, 756 и порошкообразная приправа, распыляемая из распылителей 746, 756, будет надежно подаваться во вторую секцию #22 и четвертую секцию #24.
Как показано на Фиг.28, распылители 746, 756 предусмотрены справа на периферийной поверхности трубы 722 и поддерживаются кронштейнами и т.п. (не показано). Распылители 746, 756 распыляют порошкообразную приправу, будучи направленными на область вблизи к внутренней периферийной поверхности трубы 722 (стрелка AR25). Распылители 746, 756 распыляют порошкообразную приправу в количестве, соответствующем размеру группы изделий, отдельно размещенной в каждой секции, причем соотношение изделий и приправы в каждой секции постоянно поддерживается в заданной оптимальной пропорции.
Пятая секция #25 является секцией, в которой группа приправленных изделий выгружается из устройства 720 для внесения приправ в упаковочное устройство 730 через разгрузочное отверстие В и лоток 720b выгрузки (секция выгрузки изделий). На Фиг.29 разгрузочное отверстие В располагается непосредственно под валом 721В шнека. Таким образом, вся группа Х приправленных изделий, собравшаяся в нижней части внутри трубы 722, быстро выгружается из устройства 720 для внесения приправ в упаковочное устройство 730.
Перемешивающие пластины 723...723 предусмотрены и установлены между перегородками, образованными спиральной лопастью 721А, со второй секции #22 по четвертую секцию #24 (в данном описании третья секция является только секцией перемешивания). Перемешивающая пластина 723 служит для перемешивания групп изделий и приправы, размещенных в каждой из секций со второй #22 по четвертую #24. Перемешивающая пластина 723 образует одно целое со спиральной лопастью 721А и вращается вокруг вала 721В при вращении шнека 721 (стрелка AR24'). В результате, когда перемешивающая пластина 723 проходит ниже вала 721В шнека, она контактирует с группой изделий и приправы, собранных в нижней части каждой секции со второй секции #22 по четвертую секцию #24 внутри трубы 722. Кроме того, как показано ломаной пунктирной линией на Фиг.28, группа Х изделий и приправы подталкиваются вверх по внутренней периферийной поверхности трубы 722 и таким образом перемешиваются. Группа Х изделий распределяется тонким слоем по внутренней периферийной поверхности и каждое отдельное изделие в группе Х располагается в наружном слое и перемешивается с приправой. В результате, в группу Х изделий равномерно вводятся приправы и каждое отдельное изделие приправляется без каких-либо отклонений.
Другими словами, пока группа Х изделий с введенной приправой транспортируется к разгрузочному отверстию В, вследствие перемешивания группы Х изделий и приправы пластиной 723 отдельные изделия в группе Х изделий поворачиваются и переворачиваются, таким образом исключая, например, нанесение приправы только на одну сторону изделия. Следовательно, приправы могут наноситься по всей поверхности каждого изделия без каких-либо отклонений, таким образом надежно приправляя каждое отдельное изделие без каких-либо отклонений. Кроме того, поскольку такое перемешивание выполняется пластиной 723, имеющей плоскую поверхность, эффект перемешивания усиливается, таким образом позволяя приправить каждое отдельное изделие более надежно без каких-либо отклонений.
В настоящем изобретении труба 722 поддерживается с возможностью свободного вращения вокруг оси при помощи опорных элементов 724...724. Как показано на Фиг. 30, в настоящем варианте выполнения каждый опорный элемент 724 поддерживает трубу 722, используя ролик 724а. Труба 722 является цилиндрической, и внутренняя периферийная поверхность, которая находится в скользящем контакте со спиральной лопастью 721А, и внешняя периферийная поверхность, которая, вращаясь, контактирует с роликом 724а, обе имеют круглое сечение. Второй двигатель 726 вращает трубу 722 вокруг оси посредством шестерни 727 и зубчатого колеса 728 (стрелки AR26, AR27). Труба 722 выполнена из высокопрозрачного пластика (например, акрилового пластика), включая не только корпус, но и торцевые стороны сзади и спереди, таким образом за ее содержимым можно наблюдать извне.
Как показано на Фиг.25, каждое устройство управления 791, 792, 793 взвешивающего устройства 710, устройства 720 для внесения приправ и упаковочного устройства 730 получает сигналы, например, от другого различного периферийного оборудования и датчиков и т.п., размещенных с задней и передней (относительно направления потока изделий) сторон системы 701 производства продуктов, а также взаимно обмениваются сигналами S1-S4. Например, устройства управления 791, 792, 793 управляют различными исполнительными механизмами, такими как двигатель, открывающий и закрывающий взвешивающий бункер 712, синхронизированный бункер 714 и т.п. в случае взвешивающего устройства 710, двигатели 725, 726 вращения шнека 721, трубы 722 и т.п. в случае устройства 720 для внесения приправ и двигатель привода протягивающего ремня, устройство поперечной сварки и т.п. в случае упаковочного устройства 730.
ПРИМЕР ПРОЦЕССА УПРАВЛЕНИЯ
Фиг.31 является временным графиком, показывающим конкретный пример управления устройством 720 для внесения приправ системы 701 производства продуктов, и Фиг.32 является его рабочей диаграммой. В общем случае, в ответ на сигнал запроса из расположенного дальше по потоку изделий устройства, система 701 производства продукта начинает последовательную работу предшествующих, относительно направления потока изделий, устройств. А именно, как показано на Фиг.31, если упаковочное устройство 730 посылает сигнал S1 запроса выгрузки (время t1) устройству 720 для внесения приправ, требуя выгрузки группы приправленных изделий, то устройство 720 для внесения приправ получает этот сигнал и после того как истечет заданное время задержки (изменяемое), начинает вращение шнека 721 и посылает сигнал выгрузки S2 обратно в упаковочное устройство 730, указывая, что группа приправленных изделий выгружена (время t2).
Далее, кроме посылки ответного сигнала S2 выгрузки, устройство 720 для внесения приправ посылает сигнал S3 запроса подачи во взвешивающее устройство 710, требуя подачу взвешенной группы изделий. Взвешивающее устройство 710 получает этот сигнал, открывает синхронизированный бункер 714 и посылает ответный сигнал S4 подачи устройству 720 для внесения приправ, подтверждая, что взвешенная группа изделий выгружена. В результате группа изделий, которая была взвешена, но в которую еще не внесена приправа, проходит через входное отверстие А и поступает в первую секцию #21 устройства 720 для внесения приправ. Надпись "ПОДАЧА" на участке подачи изделий в отверстие А на Фиг.31 указывает временной интервал, в течение которого еще не приправленная группа изделий проходит через входное отверстие А.
Получив сигнал S1 запроса на выгрузку из устройства 730 выгрузки, шнек 721 выполняет один поворот на 360° в направлении AR24, а затем останавливается и ожидает получения следующего сигнала S1 запроса на выгрузку. В этом случае шнек 721, как показано сплошной линией на Фиг.28, будет находится в состоянии ожидания с перемешивающими пластинами 723...723, расположенными непосредственно под валом 721В шнека (нижняя часть секции). Другими словами, шнек 721 начнет вращение из этого положении (Фиг.32(а)) и остановится в этом положении (Фиг.32(d)). Каждое числовое значение в графе угла пластины 723 на Фиг.31 показывает на угол θ поворота от положения 0°, указанного линией на Фиг.28, в направлении стрелки AR24. Очевидно, если шнек 721 поворачивается на 360°, то каждая секция #21 - #25 соответственно продвигается на один шаг.
Шнек 721 медленно поворачивается от 0 до 120°. Этот интервал (t2-t5) является временным промежутком, когда перемещающая пластина 723 подталкивает группу Х изделий и приправы вверх от нижней части секции по внутренней периферийной поверхности трубы 722, таким образом перемешивая их, как это обсуждалось выше. Таким образом, поскольку группа Х изделий и приправа перемешиваются медленно в течение этого периода, группа Х изделий равномерно приправляется и каждое отдельное изделие приправляется более надежно без каких-либо отклонений. Кроме того, практически не существует риска, что перемешивающая пластина 723 будет подбрасывать изделия на высокой скорости и перемещать их в смежные секции через винтообразное пространство. Кроме того, настоящий вариант выполнения предотвращает такие проблемы, как ударное взаимодействие перемешивающей пластины 723 с изделиями, вызывающее растрескивание, раскалывание и разламывание изделий.
Пунктирной линией на Фиг.28 показано, что концевая часть перемешивающей пластины 723 в направлении AR24' вращения находится вблизи внутренней периферийной поверхности трубы 722. Таким образом, в трубе 722 и в секции может подцепляться и перемешиваться большое количество изделий без какой-либо утечки. Дополнительно, концевая часть перемешивающей пластины 723 в направлении AR24' вращения тоньше ее других частей. Этот вариант выполнения ослабляет удар в начале контакта перемешивающей пластины 723 с изделиями, позволяя изделиям легко влезать на пластину 723, таким образом, предотвращая растрескивание, раскалывание и разламывание изделий.
Дополнительно ломаной линией на Фиг.28 показано, что перемешивающая пластина 723 располагается между перегородками, образованными спиральной лопастью 721А таким образом, что она принимает приблизительно вертикальное положение перед тем как окажется непосредственно над (180°) валом 721В вследствие вращения шнека 721. Таким образом, в момент, когда перемешивающая пластина 723 расположена приблизительно вертикально, все изделия, поднятые перемешивающей пластиной 723, падают вниз. Следовательно, практически отсутствует риск того, что изделия, вследствие их перемешивания пластиной 723, будут увлекаться этой пластиной и перемещаться в смежную секцию через винтообразное пространство. В результате скорость перемешивания пластины 723 (скорость вращения шнека 721 или скорость транспортировки группы Х изделий) может быть увеличена, таким образом повышая производительность устройства 720 для внесения приправ.
Кроме того, в настоящем примере перемешивающая пластина 723 расположена по существу вертикально (см. пластину 723, показанную ломаной линией на Фиг.28), когда шнек 721 поворачивается на 120° (t5: Фиг.32(с)). А именно, когда перемешивающая пластина 723 обращена вниз и все изделия с нее упали, шнек 721 сразу же переходит на высокую скорость вращения. Конечно, период, в который перемешивающая пластина 723 расположена вертикально, и период, в который шнек 721 начинает вращаться на большой скорости, не должны обязательно совпадать, если только первое событие происходит прежде последнего.
Средства подачи 740, 750 приправы подают порошкообразную приправу в соответствующий период времени, когда перемешивающая пластина 723 подталкивает группу Х изделий вверх с нижней части секции по внутренней периферийной поверхности трубы 722 (t3-t4: Фиг.32 (b)). Период, во время которого распыляется приправа, задается согласно, во-первых, времени, в течение которого группа Х изделий, находящаяся на перемешивающей пластине 723, подталкивается вверх и распределяется тонким слоем по внутренней периферийной поверхности трубы 722, таким образом помещая во внешний слой каждое отдельное изделие, во-вторых, времени, в течение которого распылители 746, 756, перекрывают секции со второй #22 по четвертую #24, как это обсуждалось выше, и, в-третьих, времени, в течение которого распыляемая приправа попадает вниз примерно на центральную часть группы Х изделий (центральная часть секции в направлении стрелки); и т.п. В настоящем примере распыление начинается, когда шнек 721 поворачивается на 70° (t3) (см. перемешивающую пластину 723, показанную пунктирной линией на Фиг.28), и распыление завершается, когда шнек 721 поворачивается на 90° (t4).
Шнек 721 поворачивается от 120 до 360° (t5-t6: Фиг.32(с)-Фиг.32(d)). Таким образом, скорость транспортировки группы Х изделий увеличивается, повышая производительность устройства 720 для внесения приправ. Дополнительно, группа Х изделий, которая находилась в четвертой секции #24, в конечном счете достигает разгрузочного отверстия В и выгружается из пятой секции #25 устройства 720 для внесения приправ.
Нижеследующее описание объясняет выгрузку группы Х приправленных изделий.
Как обсуждалось выше, группа Х приправленных изделий высыпается из пятой секции #25 в упаковочное устройство 730 через разгрузочное отверстие В. В этом случае, когда происходит упаковка целого пакета из каждой отдельной секции, должно быть четкое разделение (разграничение или разделение) между группами изделий, которые уже высыпались и выгружены, и группами изделий, которые должны высыпаться и выгружаться следующими. В противном случае изделия будут захватываться в поперечный сварной шов в упаковочном устройстве 730. Настоящий рабочий пример является подходящим, поскольку в этой точке шнек 721 вращается периодически и с момента t6 по момент t2 следующего рабочего цикла транспортировка, внесение приправы (распыление и перемешивание) и выгрузка изделий остановлены и в это время формируется четкое разделение между группами изделий до и после высыпания и выгрузки из устройства 720 для внесения приправы.
Дополнительно, как показано символом α на Фиг.26, шнек 721 устройства 720 для внесения приправ останавливается и находится в состоянии ожидания под углом 0°, при котором задний относительно направления потока край разгрузочного отверстия В находится по меньшей мере на заданном расстоянии дальше по потоку, чем спиральная лопасть 721А на границе между четвертой секцией #24 и секцией #25 выгрузки изделий. Таким образом, даже если шнек 721 начинает поворачиваться в момент t2, четвертая секция #24 не будет сразу сообщаться с разгрузочным отверстием В. Другими словами, момент, в котором группа Х изделий в четвертой секции #24 начинает высыпаться и выгружаться из разгрузочного отверстия В, отстает по времени от момента t2 (см. Фиг.32(b)). В настоящем примере, когда шнек 721 поворачивается приблизительно на 110° (между моментами t4 и t5), как показано на участке выгрузки изделий из отверстия В на Фиг.31, четвертая секция #24 начинает сообщаться с разгрузочным отверстием В и группа Х изделий в четвертой секции #24 начинает высыпаться и выгружаться из разгрузочного отверстия В. К этому моменту подача приправ через распылитель 756 в группу Х изделий в четвертую секцию #24 уже завершена и практически весь объем изделий, захваченных перемешивающей пластиной 723, снова падает обратно в четвертую секцию #24 (т.е. перемешивание завершено). Следовательно, проблема отсутствует, если группа Х изделий в четвертой секции #24 начинает выгружаться, когда шнек 721 повернут приблизительно на 110°. Таким образом, задержка по времени начала выгрузки группы Х приправленных изделий сокращает общее время выгрузки группы Х приправленных изделий насколько это возможно. В результате так называемый хвост группы изделий во время их высыпания через трубу 733 упаковочного устройства 730 сокращается, при этом также уменьшается количество проблем, связанных с попаданием изделий в поперечный сварной шов.
ВТОРОЙ ПРИМЕР ПРОЦЕССА УПРАВЛЕНИЯ
Фиг.33 является временным графиком, показывающим один конкретный пример управления устройством 720 для внесения приправ системы 701 производства продуктов, а Фиг.34 является рабочей диаграммой. В настоящем примере труба 722 также поворачивается синхронно с вращением шнека 721. Между моментами t2-t5 труба 722 поворачивается с той же скоростью, что и шнек 721, и в том же направлении. В результате, разгрузочное отверстие В поднимается материально, поддерживая свою позиционную связь со спиральной лопастью 721А, и, как показано символом β на Фиг.34(с), группа Х изделий не начинает высыпаться даже когда четвертая секция #24 находится над лотком 720b выгрузки.
Затем между моментами t5-t6 шнек 721 поворачивается на высокой скорости, а труба 722 поворачивается в обратном направлении AR27. Таким образом, в течение короткого промежутка времени секция выгрузки изделий #25 сообщается с разгрузочным отверстием В и вся группа Х приправленных изделий быстро выгружается из устройства 720 для внесения приправы в упаковочное устройство 730. Таким образом, момент начала выгрузки группы Х приправленных изделий задерживается еще больше и общее время выгрузки группы Х приправленных изделий является очень коротким. В результате, хвост группы изделий становится наиболее коротким и уменьшается проблема, связанная с попаданием изделий в поперечный сварной шов.
ВОСЬМОЙ ВАРИАНТ ВЫПОЛНЕНИЯ
На фиг. 35 представлена схема всей системы 701 производства продуктов согласно восьмому варианту выполнения изобретения. На фиг.36 показан вид сбоку в сечении устройства 720 для внесения приправ, предусмотренного в системе 701 производства продуктов, подобно Фиг.26. Фиг.37 является рабочей диаграммой, показывающей один из примеров операций управления устройством 720 для внесения приправ, подобной Фиг.32.
В настоящем варианте выполнения, вторая секция #22 и третья секция #23 являются секциями внесения приправы, а четвертая секция #24 является секцией выгрузки. Кроме того, расстояние между перегородками, образованное спиральной лопастью 721А, увеличивается в секциях подачи приправ #22-#23. Другими словами, пока группа Х приправленных изделий, транспортируется к разгрузочному отверстию В, площадь продольного сечения (площадь, видимая сверху) каждой из секций #22-#23 увеличивается. Таким образом, группы Х изделий, отдельно расположенные в секциях #22, #23, распределяются тонким слоем без образования плотных скоплений и каждое отдельное изделие в группе Х изделий хорошо приправляется. В результате, время пребывания и длительность перемешивания группы Х изделий с приправой будут удовлетворительными и таким образом надежно обеспечивается более равномерное внесение приправ и не образуются участки изделий, приправленные слишком сильно или слишком слабо.
Кроме того, как показано на Фиг.37, увеличение площади продольного сечения каждой из секций #22-#23 уменьшает толщину в навал (высоту) группы Х изделий, как показано символом L' (высота группы Х изделий в седьмом варианте обозначена символом L), и таким образом уменьшается возможность того, что изделия будут перемещаться в смежную секцию через винтообразное пространство, даже если, например, изделия подбрасываются перемешивающей пластиной 723. Следовательно, скорость перемешивания пластиной 723, т.е. скорость вращения шнека 721, может быть увеличена, таким образом повышая производительность устройства для внесения приправ.
Кроме того, в настоящем варианте выполнения перемешивающая пластина 723 необязательно является пластиной, как в предыдущих вариантах изобретения (например, она может быть также круглым стержнем). Другими словами, группа Х изделий надежно и равномерно приправляется только благодаря тому факту, что площадь продольного сечения каждой из секций #22-#23 увеличивается в процессе транспортировки группы изделий Х с внесенной приправой к разгрузочному отверстию В.
ДЕВЯТЫЙ ВАРИАНТ ВЫПОЛНЕНИЯ
В устройстве 720 для внесения приправ по седьмому варианту изобретения, как показано на Фиг.38(а), расстояние между перегородками, образованными спиральной лопастью 721А в секции #25 выгрузки изделий является широким, размер группы Х изделий, высыпаемой и выгружаемой из разгрузочного отверстия В, увеличивается и в результате хвост группы изделий во время падения через трубу 733 упаковочного устройства 730 удлиняется и существует риск того, что изделия будут захвачены в поперечные сварные швы. Поэтому, как показано на Фиг.38(b), расстояние между перегородками, образованными спиральной лопастью 721А, в секции #25 выгрузки изделия сужается и группа Х изделий, высыпаемая из разгрузочного отверстия В, уменьшается, вследствие этого насколько возможно укорачивая хвост группы изделий и снижая риск попадания изделий в поперечные сварные швы.
Другими словами, настоящий вариант изобретения представляет собой устройство 720 для внесения приправ, которое транспортирует группу Х изделий, подаваемую от входной части (отверстия А) к разгрузочной части (отверстию В) при внесении приправы, и содержит средство транспортировки, которое принимает каждую группу Х изделий, подаваемую во входную часть, в секцию, и транспортирует каждую группу Х изделий к разгрузочной части, и средства 740, 750 для подачи приправ в каждую группу Х изделий. Средство транспортировки включает шнек 721, который продолжается приблизительно горизонтально между входной частью и разгрузочной частью, трубу 722, в которой установлен шнек 721, и привод 725, который вращает шнек 721 вокруг вала 721В шнека. Секция является пространством, отделенным спиральной лопастью 721А шнека 721 в трубе 722, причем шаг спиральной лопасти 721А, отделяющий секцию, в которой находится группа Х изделий с внесенной приправой, сужается в месте выгрузки (#25 в показанном примере).
ДЕСЯТЫЙ ВАРИАНТ
Обычно вспомогательные изделия, такие как купоны, помещают в мешок, изготовленный упакованным устройством 730 по седьмому варианту изобретения, для содействия продаже продуктов. Обычно вложение такой продукции в упаковку производится, например, путем вложения вспомогательных изделий в приемный лоток 731 и трубу 733 синхронизировано с высыпанием группы Х изделий в устройство 730 упаковки. Однако из-за различий в весе изделий и вспомогательных изделий их скорость падения отличается, что нежелательно при производстве на высокой скорости, поскольку при этом возможны такие проблемы, как попадание вспомогательных изделий в поперечный сварной шов. Дополнительно также возникают случаи, при которых, например, вспомогательные изделия застревают внутри трубы 733, не падают требуемым образом и не смешиваются с группой изделий. Следовательно, предпочтительно предусмотреть отверстие для подачи вспомогательных изделий в заданной области трубы 722 устройства 720 для внесения приправ. Таким образом, данное устройство обеспечивает внесение приправы в группу Х изделий, подаваемую во входную часть (отверстие А), и эта группа транспортируется к разгрузочной части (отверстие В), в то время как подаются вспомогательные изделия. Таким образом, облегчается внесение вспомогательных изделий, которые надежно смешиваются с группами изделий, и ошибка при подаче становится маловероятной, что способствует повышению производительности.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Устройство для внесения приправы по изобретению позволяет равномерно приправлять каждое изделие в группе изделий при заданном оптимальном соотношении без слишком сильного или слишком слабого приправления изделия, поскольку каждая группа изделий, предназначенная для внесения приправы, транспортируется отдельно.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПОКРЫТИЯ ПРОДУКТА | 2017 |
|
RU2757003C2 |
| Устройство для внесения сухих добавок в сыпучие корма | 2016 |
|
RU2630712C1 |
| Устройство для смешивания сухих кормов и сухих добавок | 2016 |
|
RU2616641C1 |
| УСТРОЙСТВО ДЛЯ ВНЕСЕНИЯ ДОБАВОК В СУХИЕ КОРМА | 2013 |
|
RU2547467C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРИМЕШИВАНИЯ ЖИДКИХ И/ИЛИ СЫПУЧИХ ВЕЩЕСТВ В ОСНОВНУЮ ПИЩЕВУЮ МАССУ | 1992 |
|
RU2106094C1 |
| ИЗДЕЛИЕ ДЛЯ ПЕРЕНОСА ПИЩЕВОГО МОДИФИКАТОРА | 2006 |
|
RU2383291C2 |
| УСТАНОВКА ДЛЯ МОЙКИ И СУШКИ | 1996 |
|
RU2120498C1 |
| Устройство для жидкостной обработкиМЕлКиХ издЕлий | 1979 |
|
SU836221A1 |
| УСТРОЙСТВО ДЛЯ ПРИГОТОВЛЕНИЯ ПИЩИ И СПОСОБ | 2016 |
|
RU2707323C2 |
| АППАРАТ С ВРАЩАЮЩИМСЯ БАРАБАНОМ И ВСТРОЕННОЙ ПНЕВМОТРУБОЙ | 2013 |
|
RU2528599C2 |
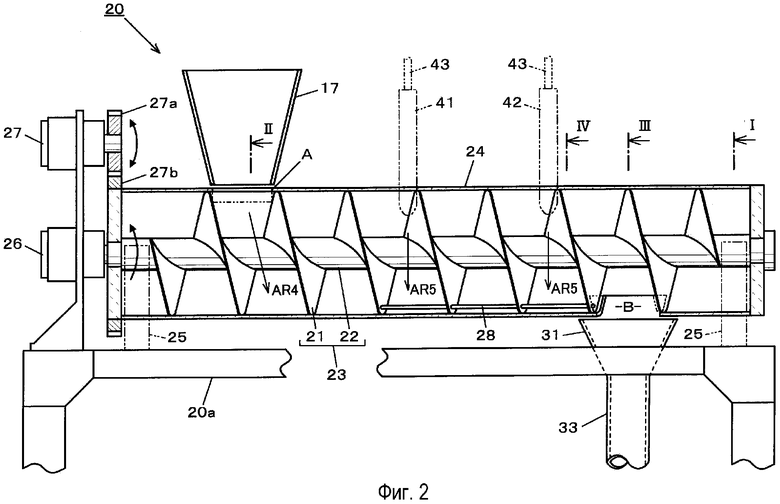
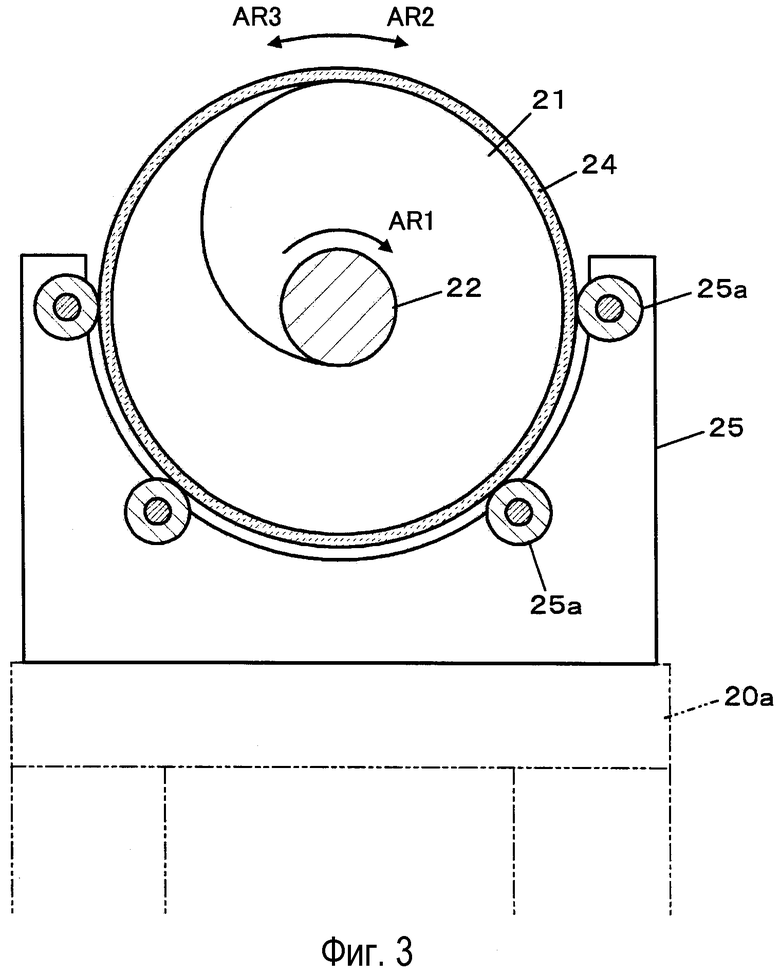
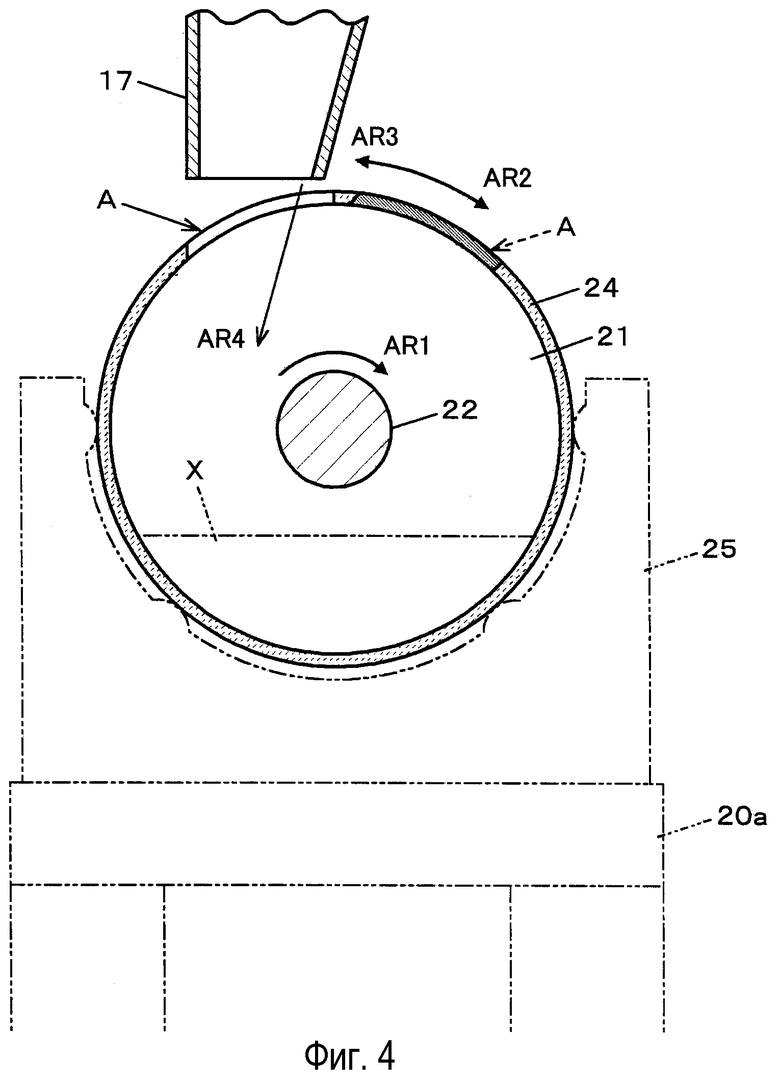
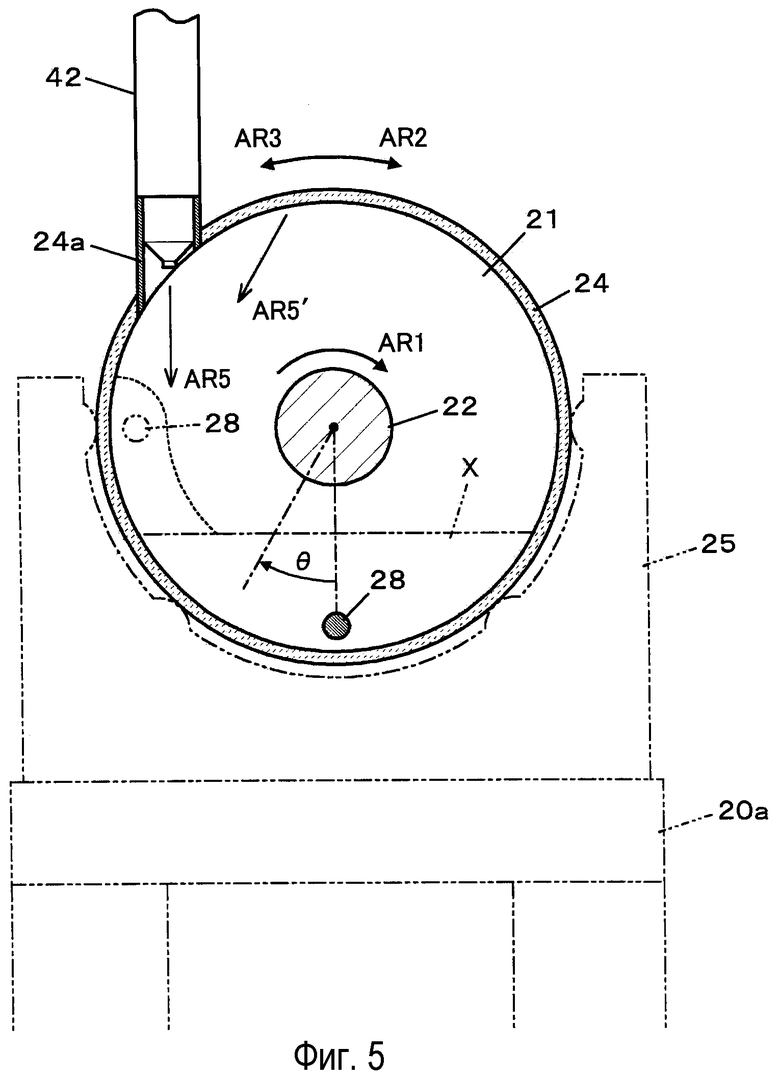
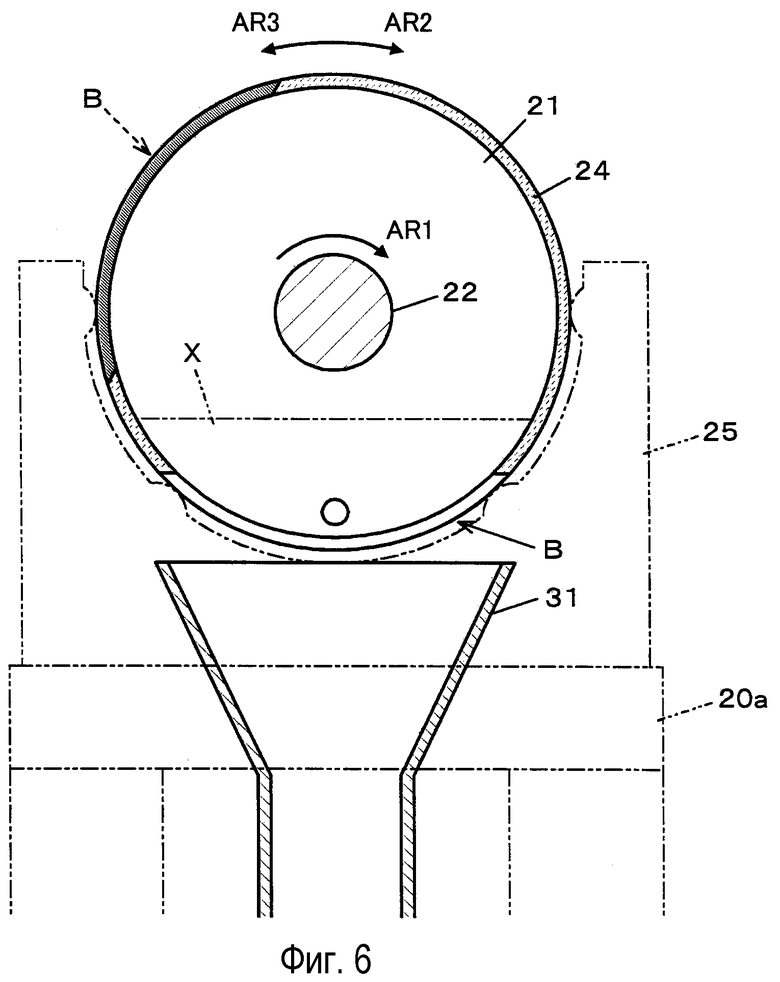
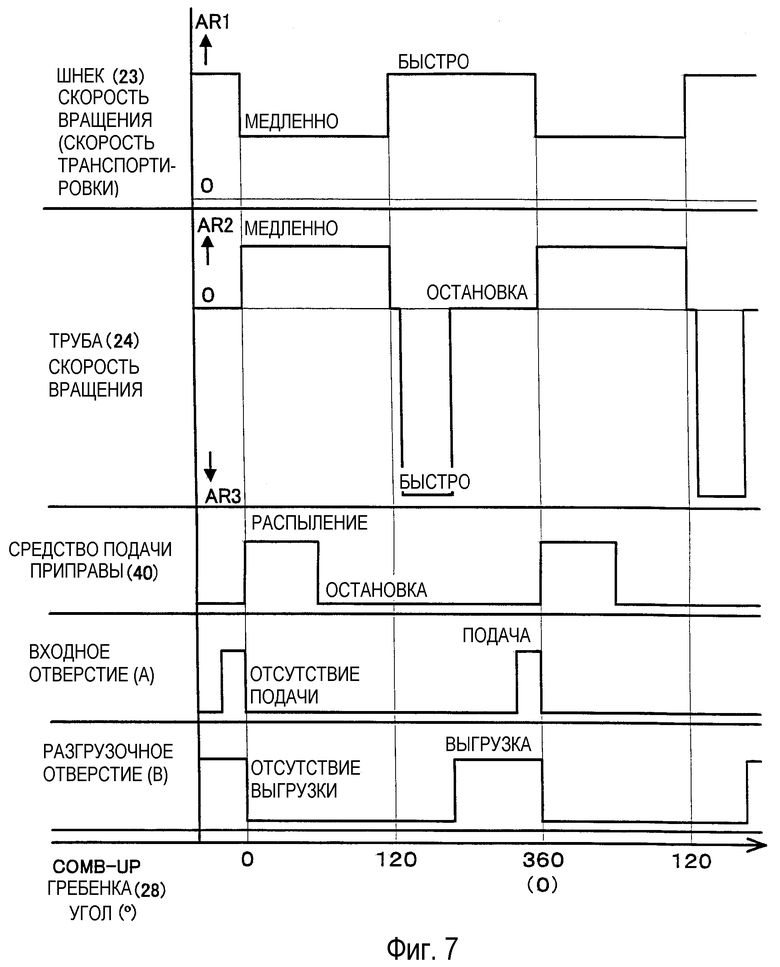
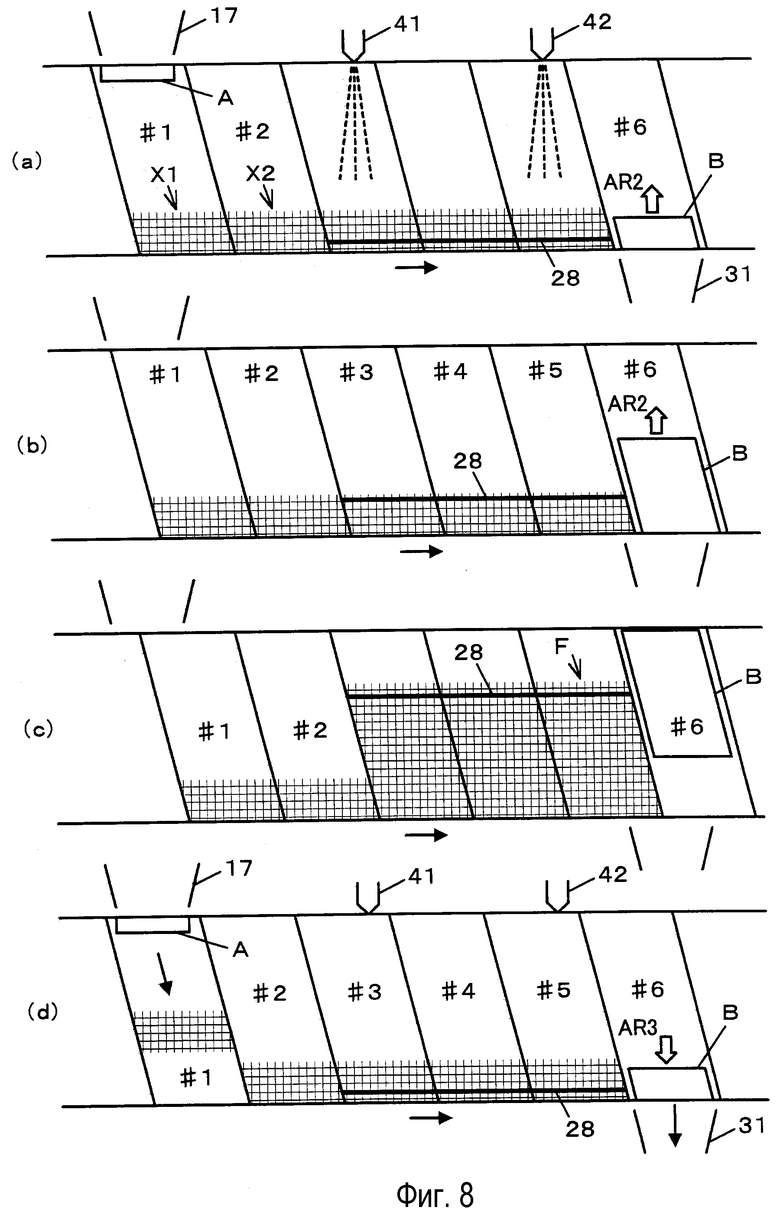
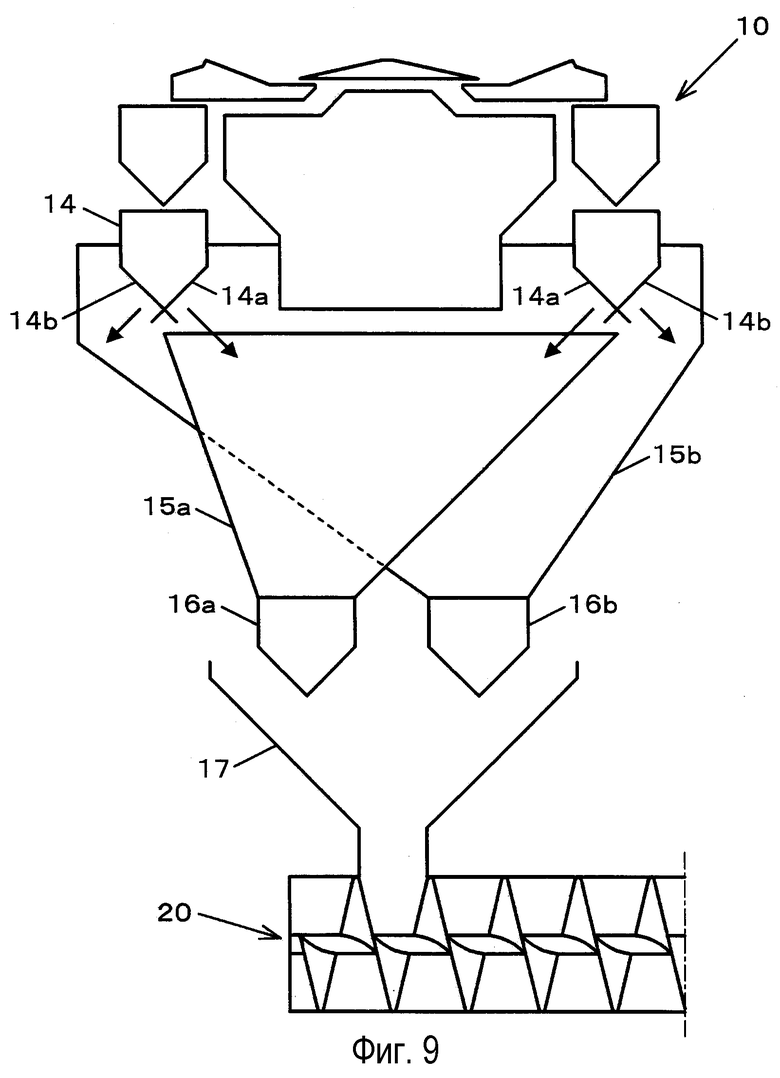
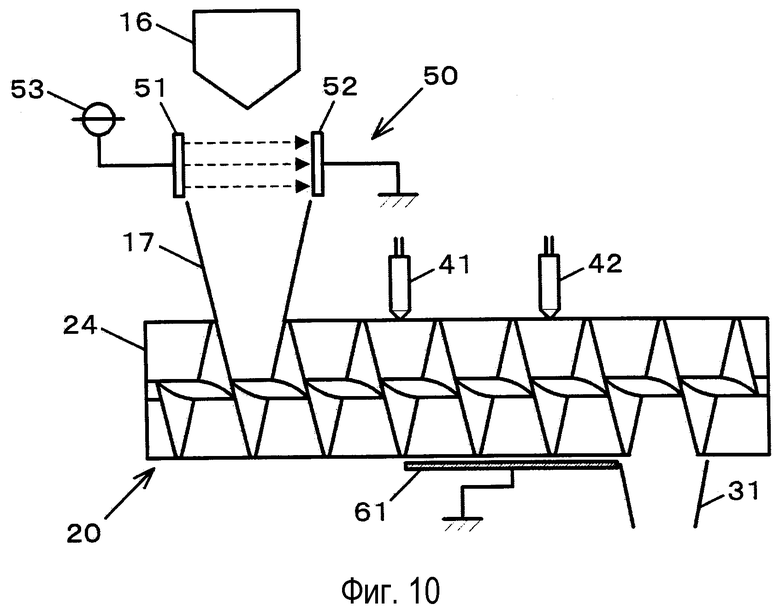
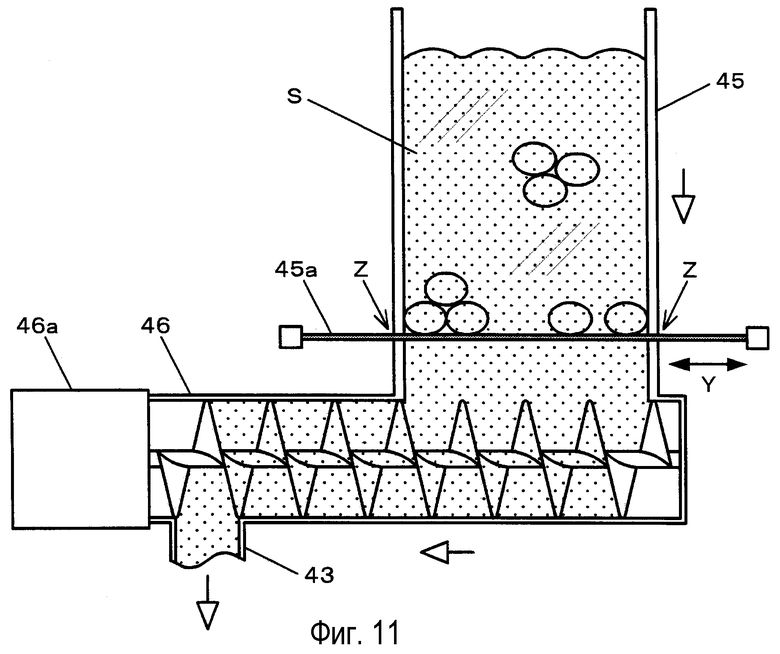
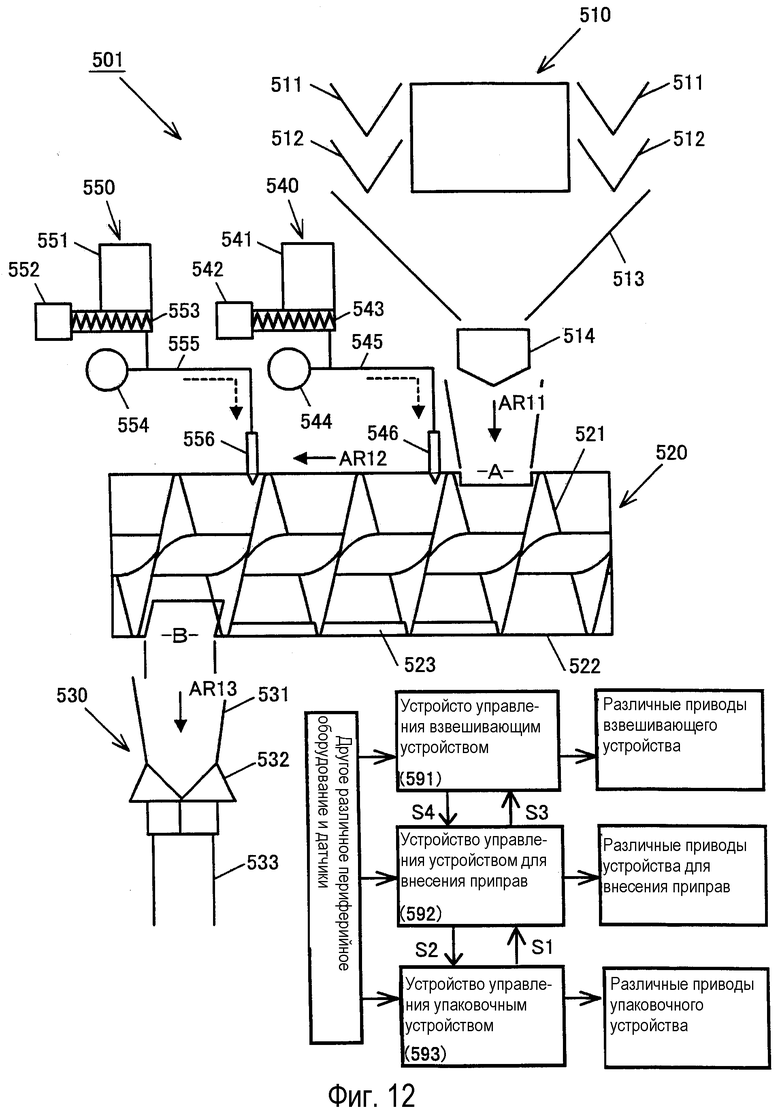
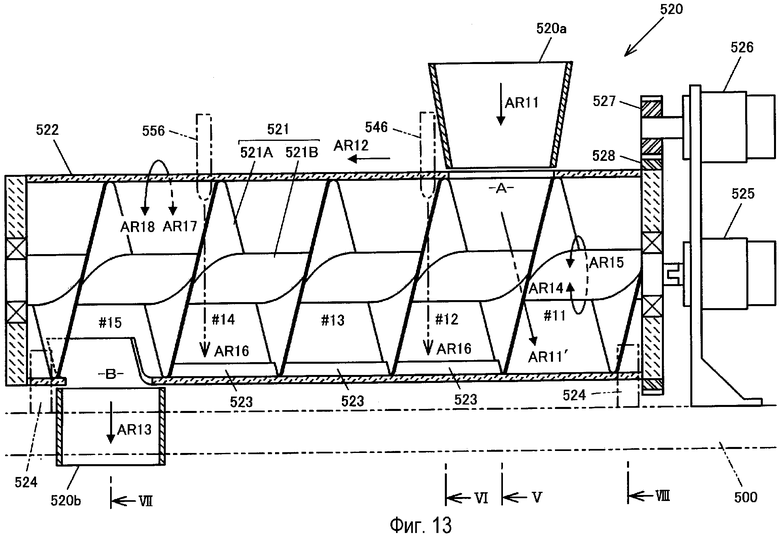
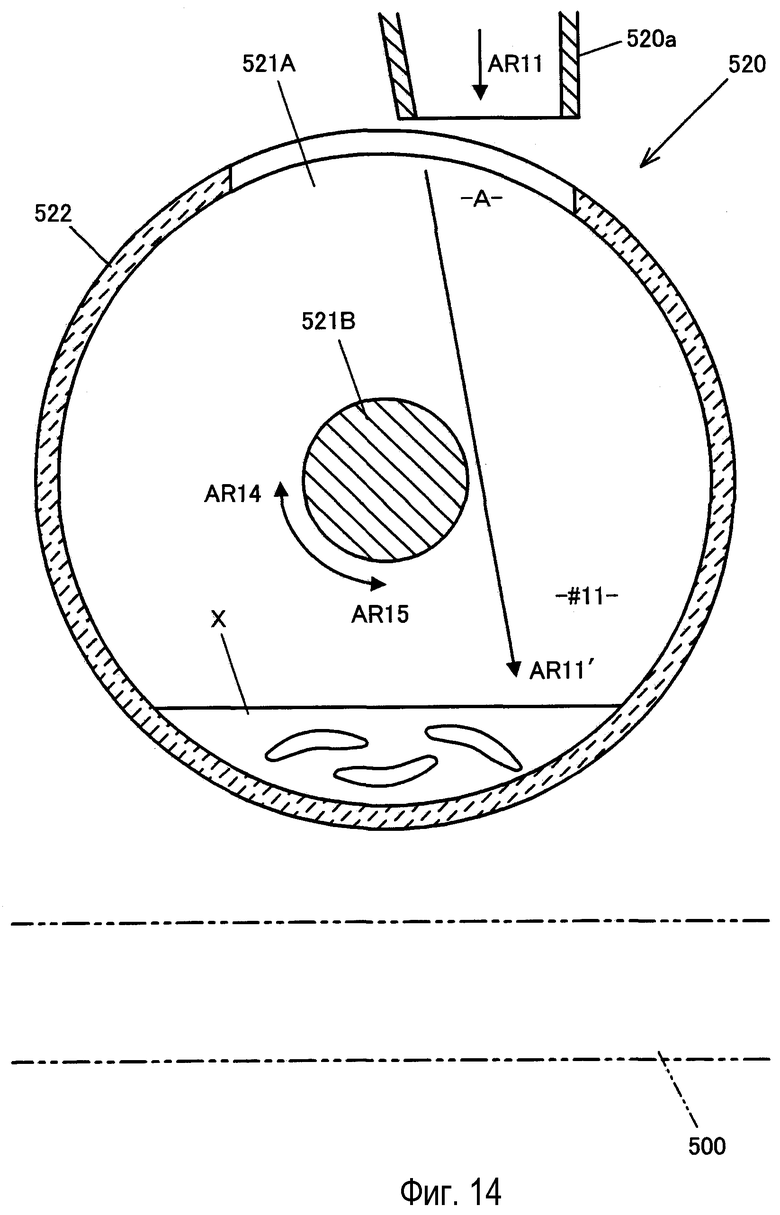
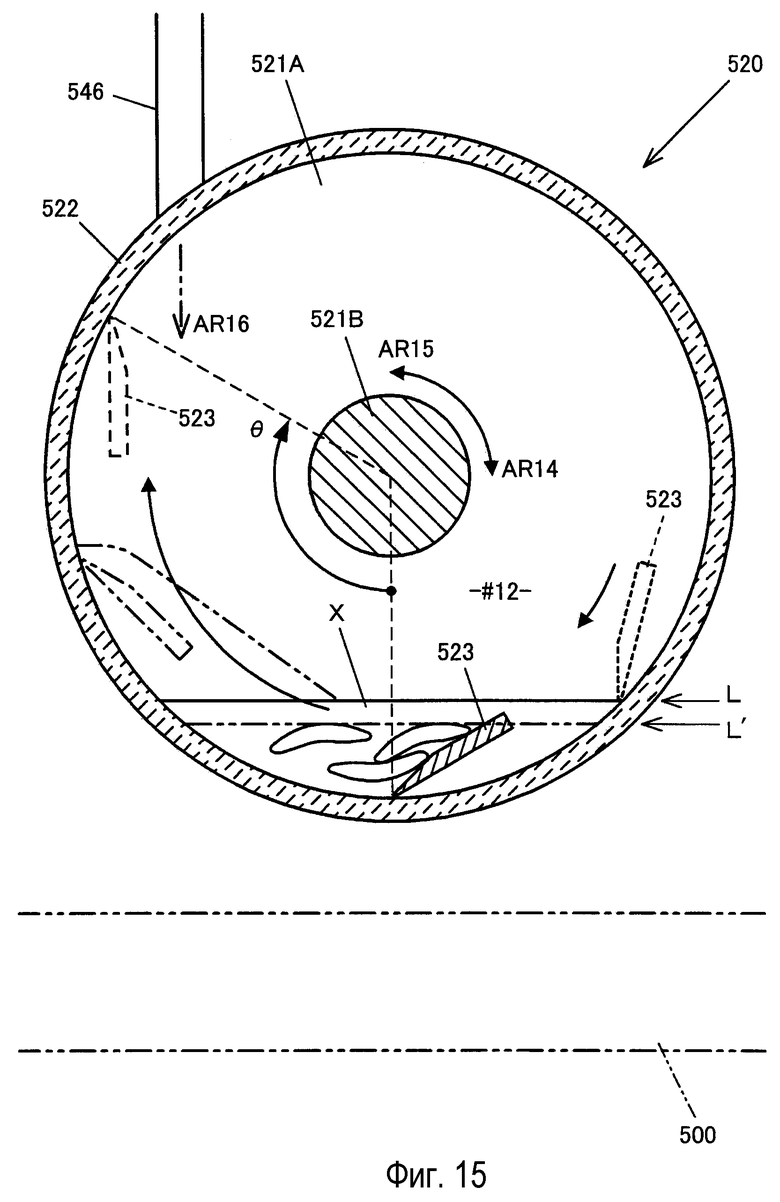
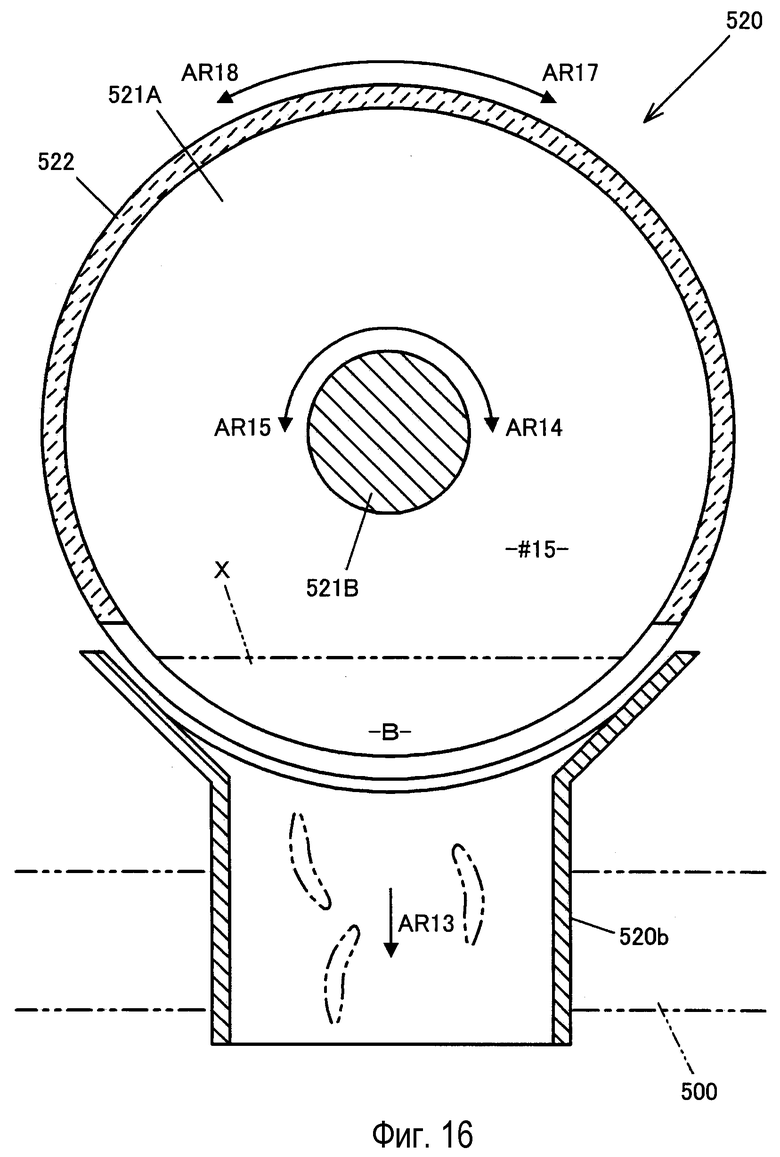
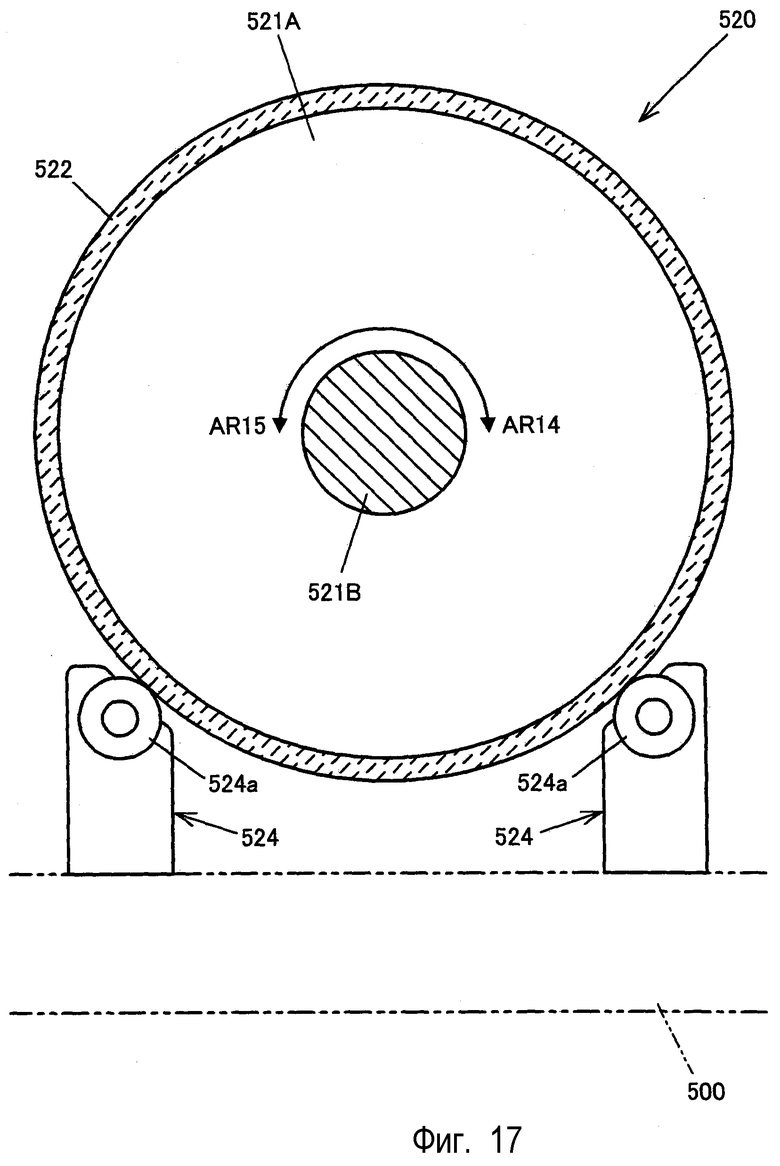
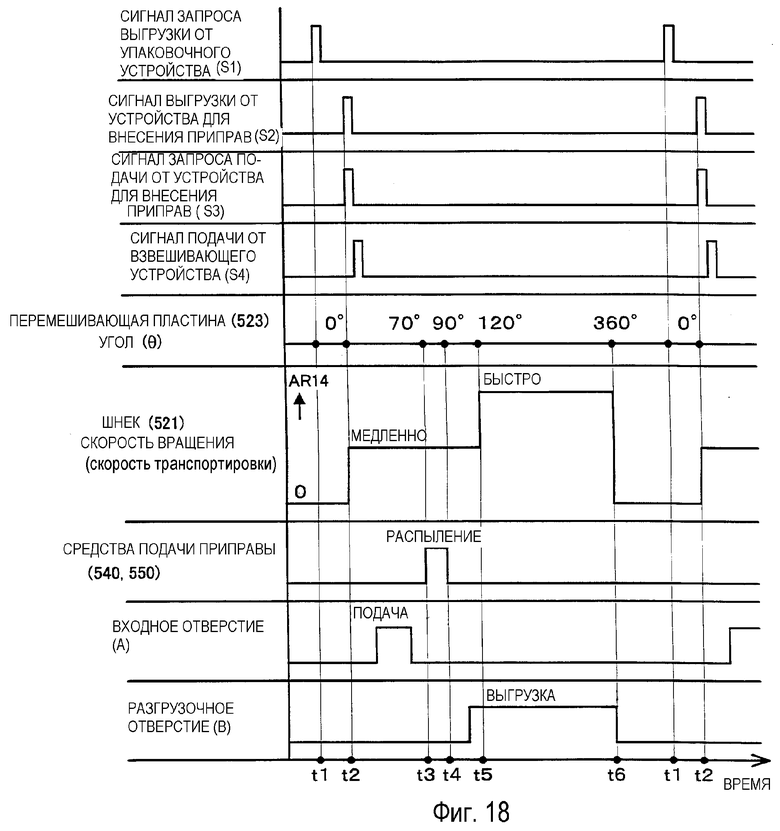
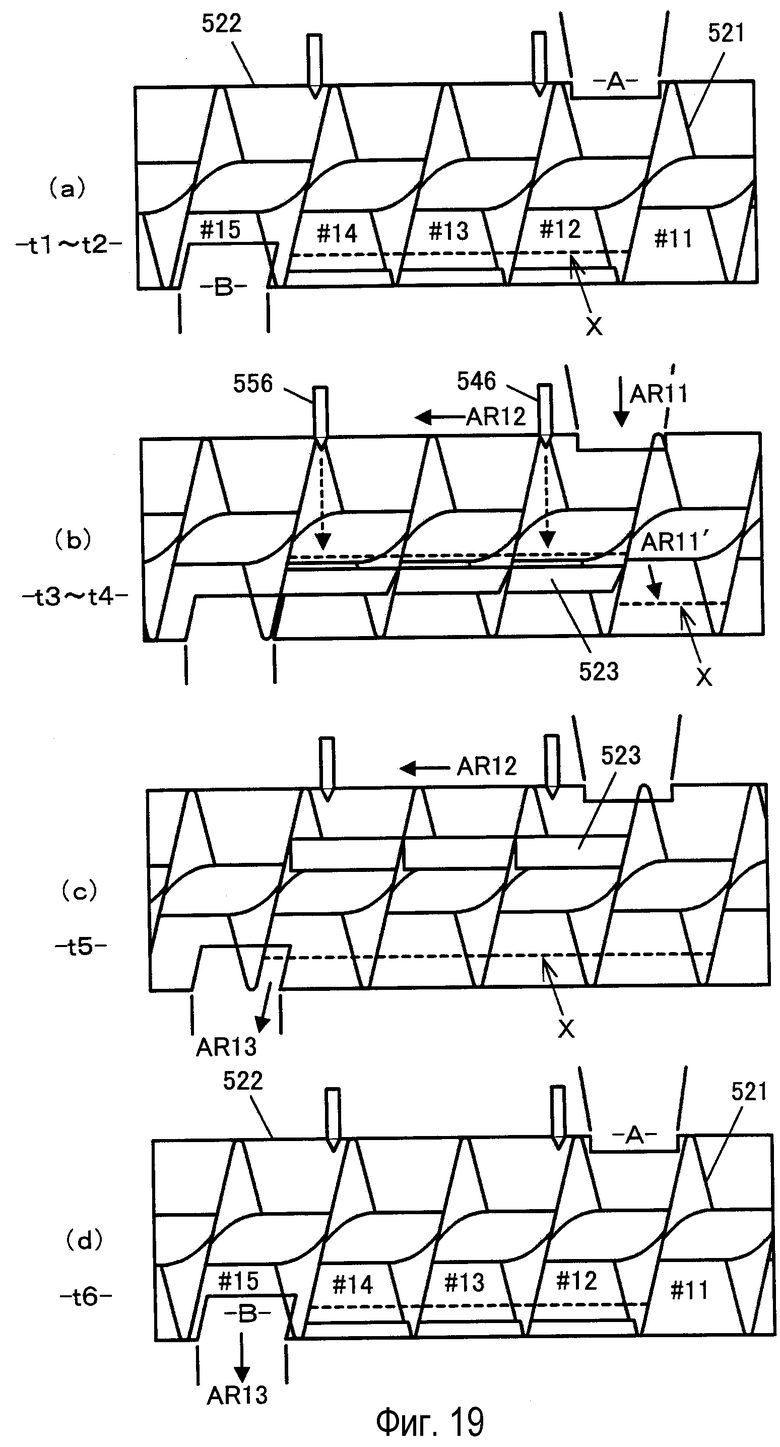
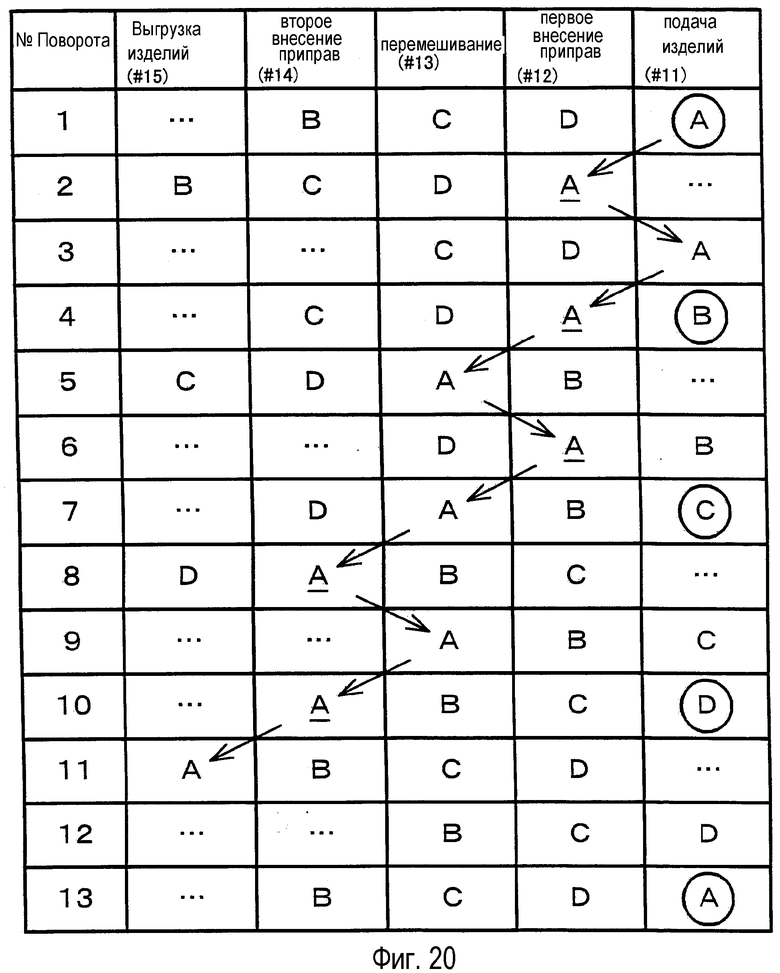
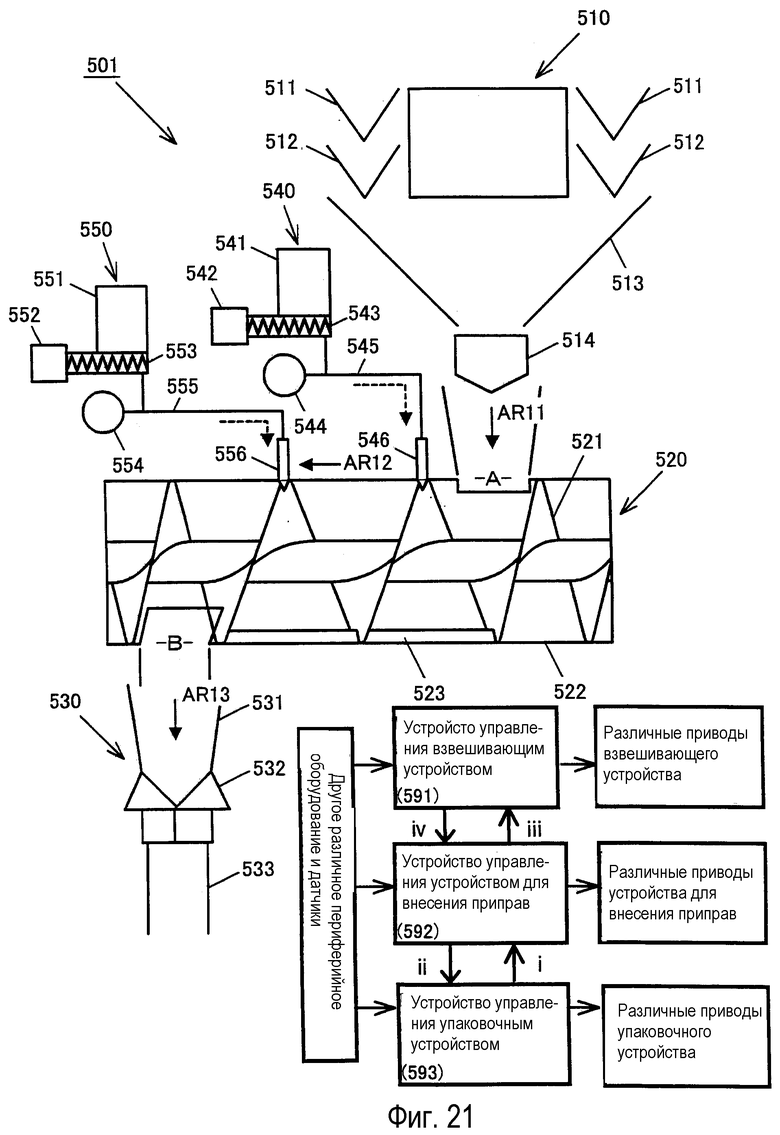
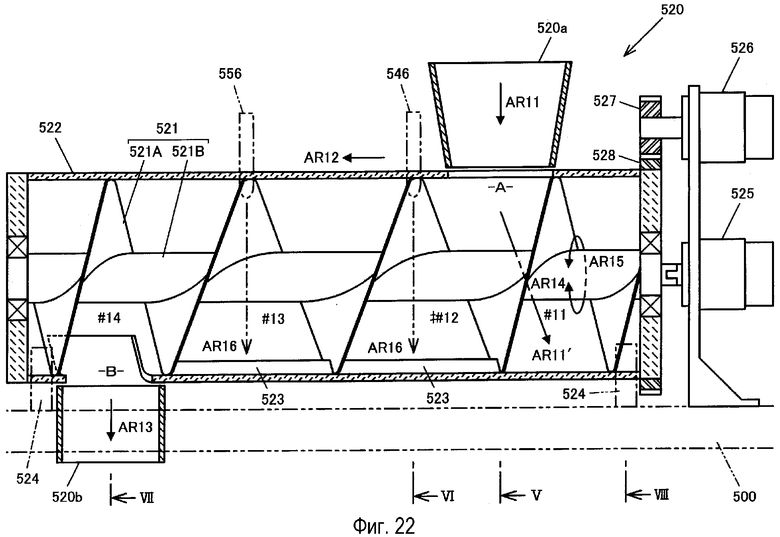
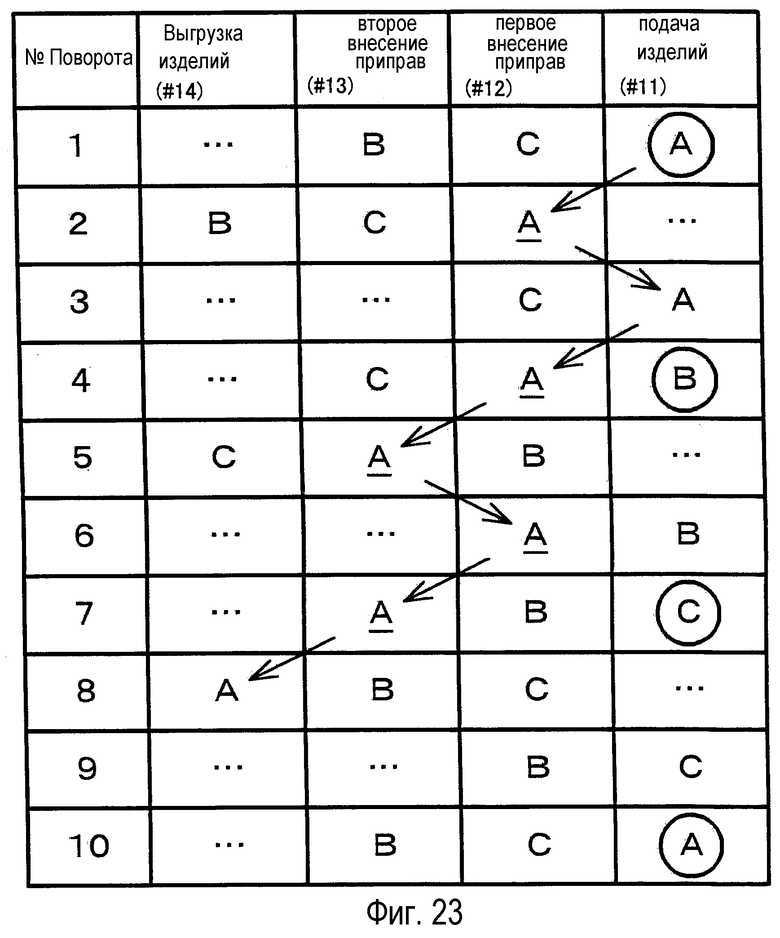
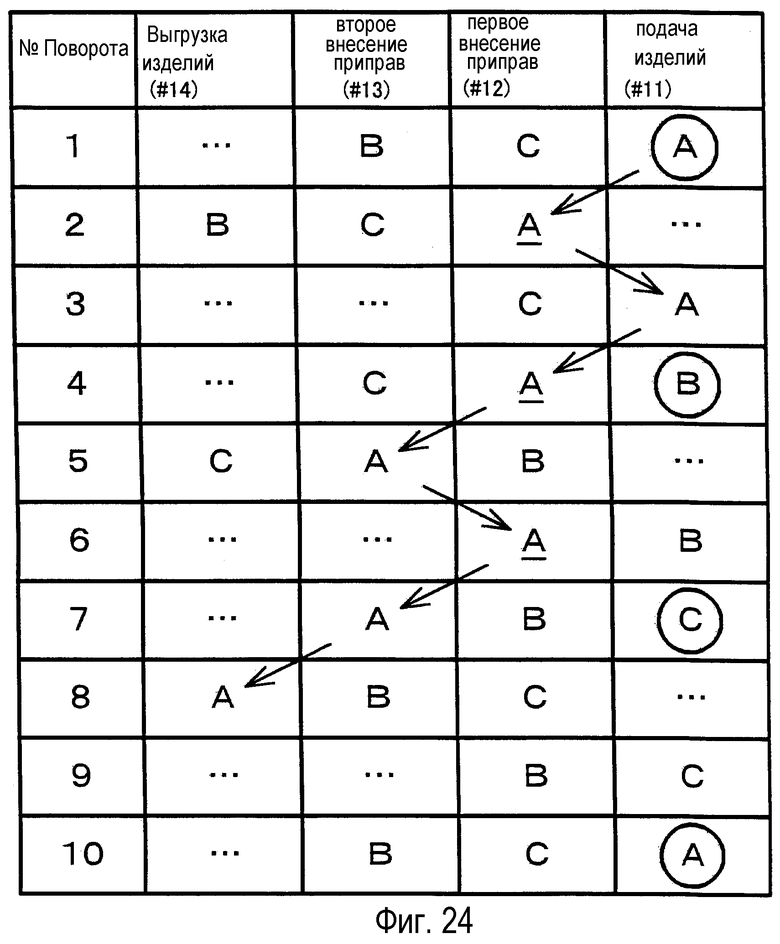
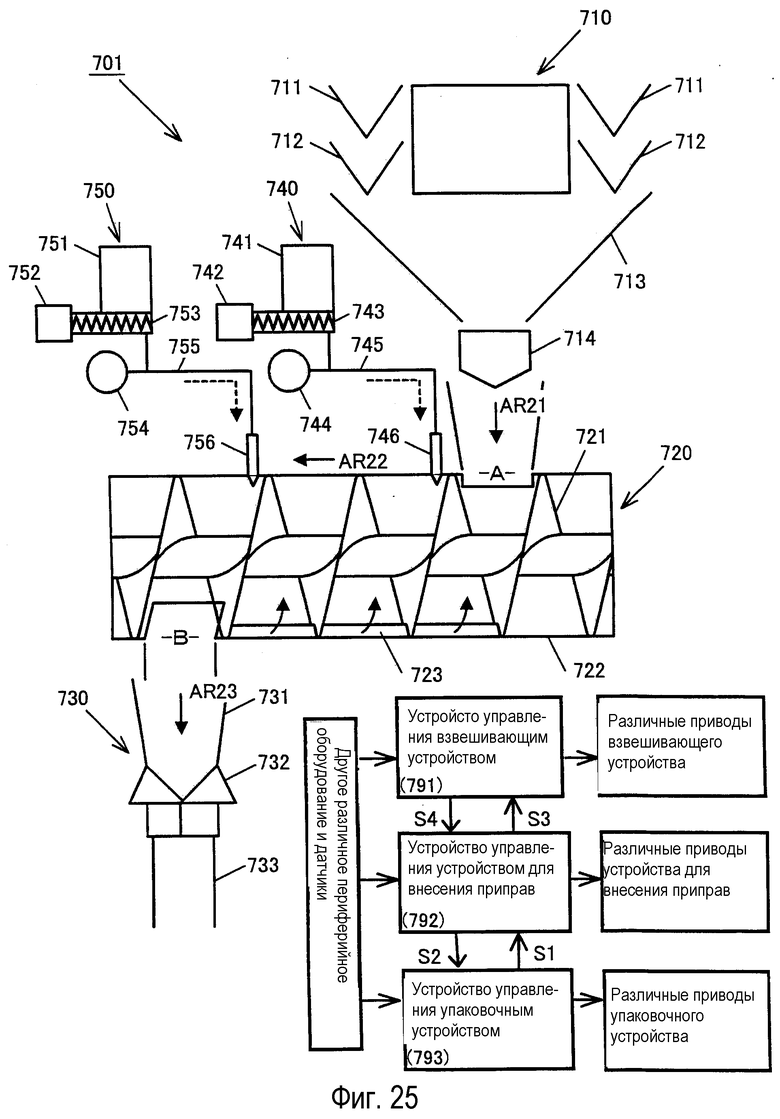
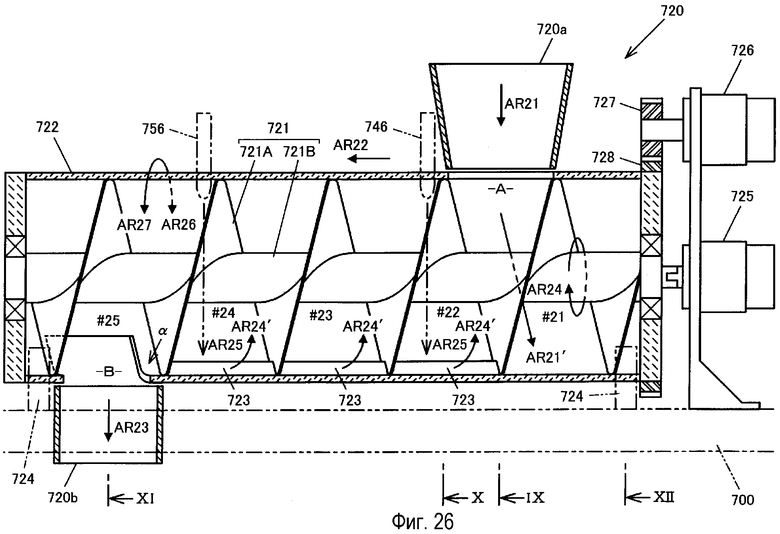
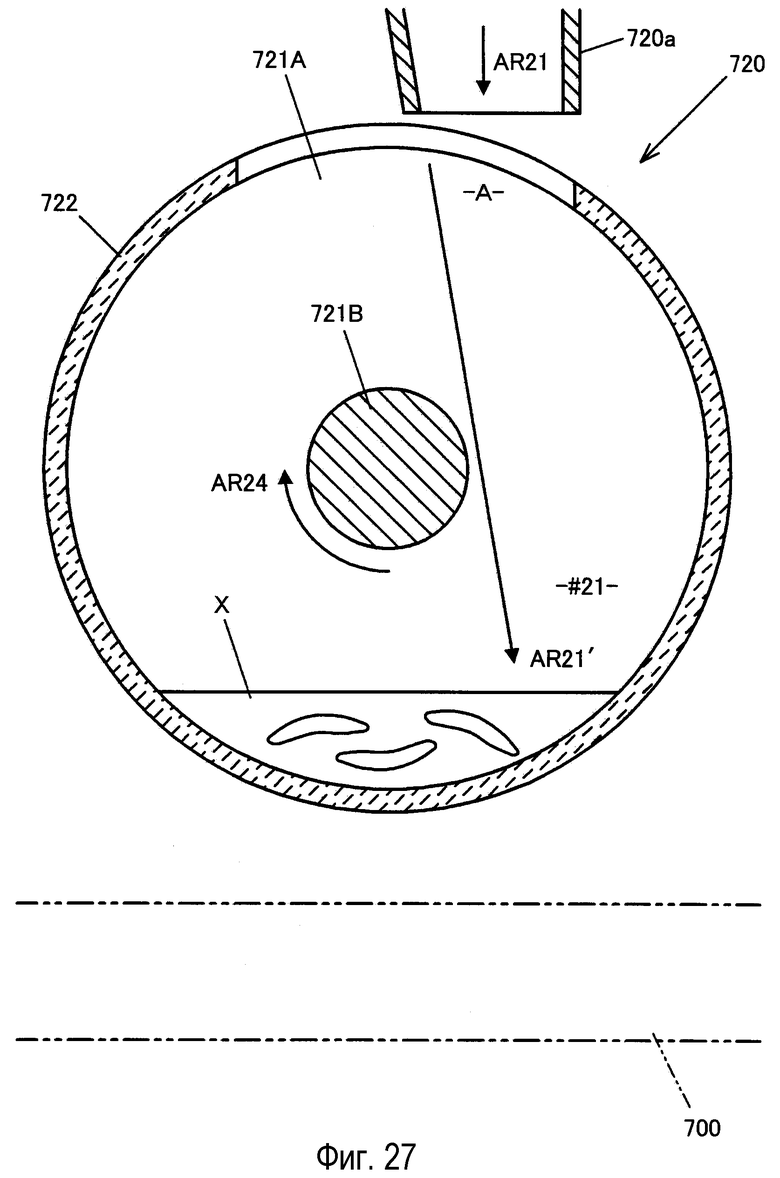
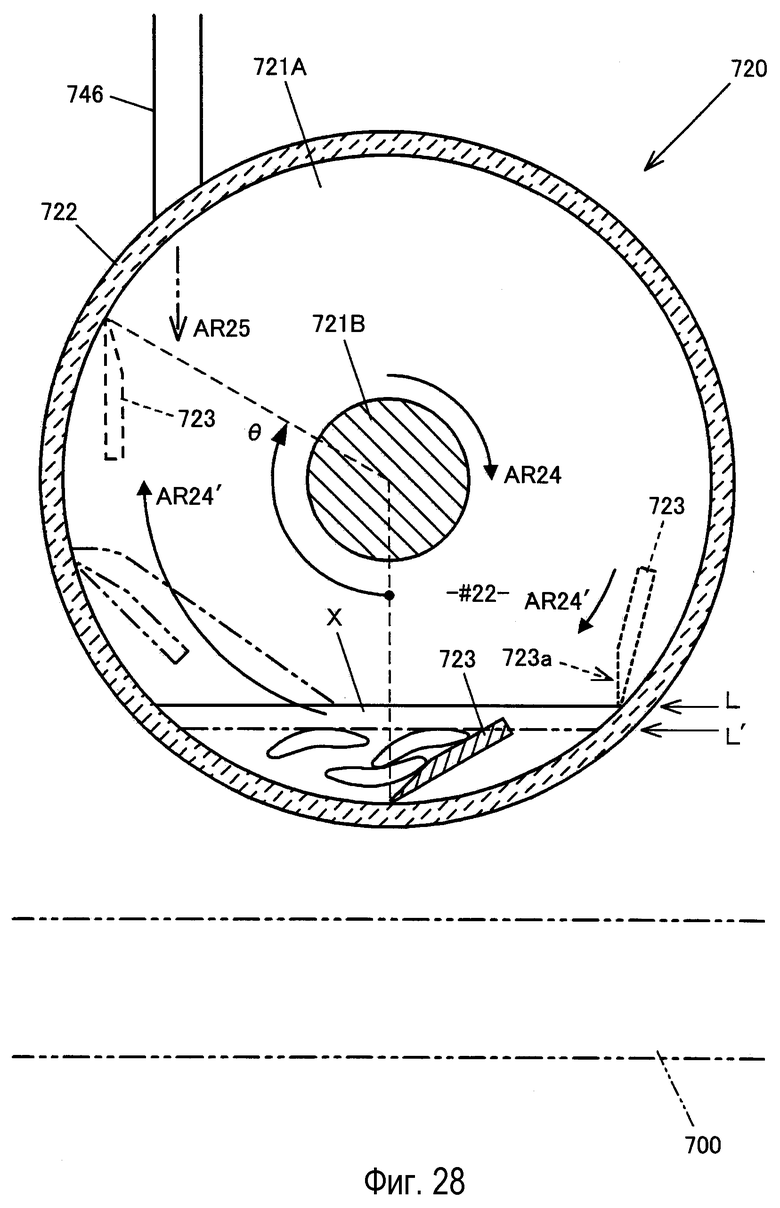
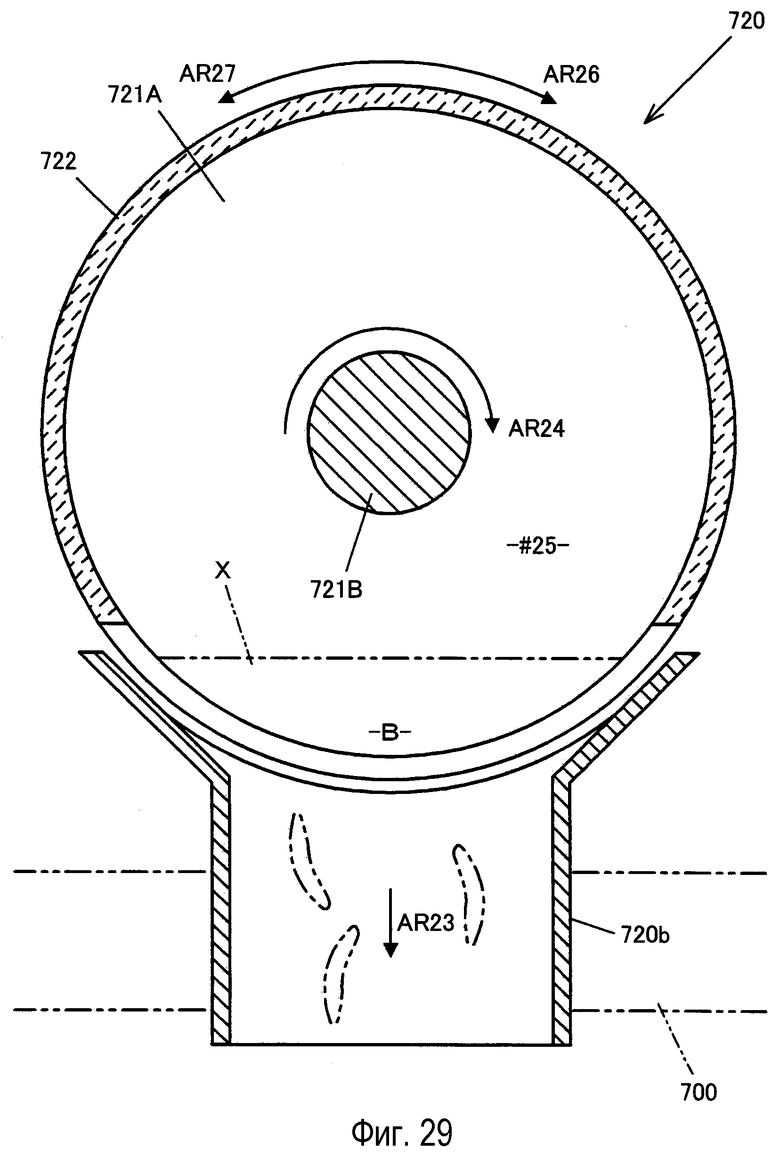
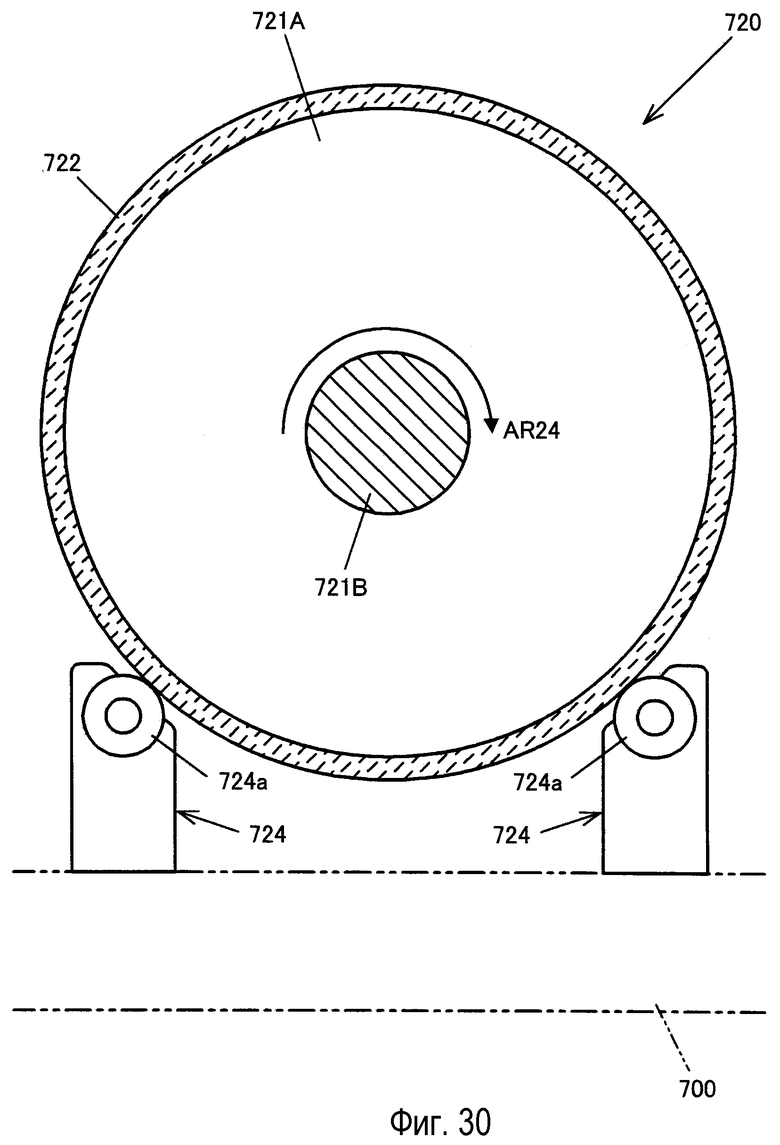
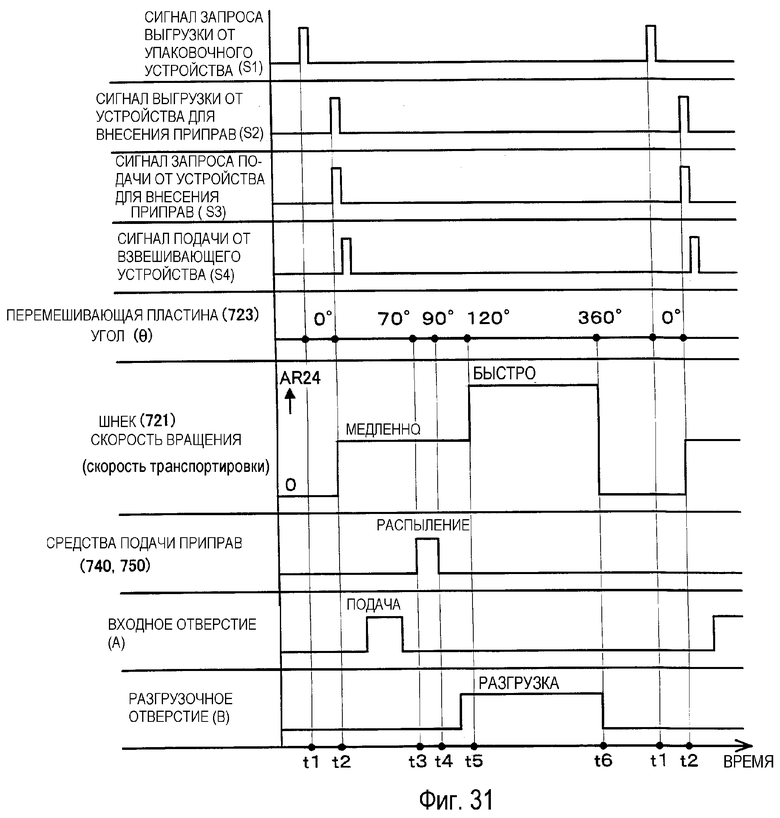
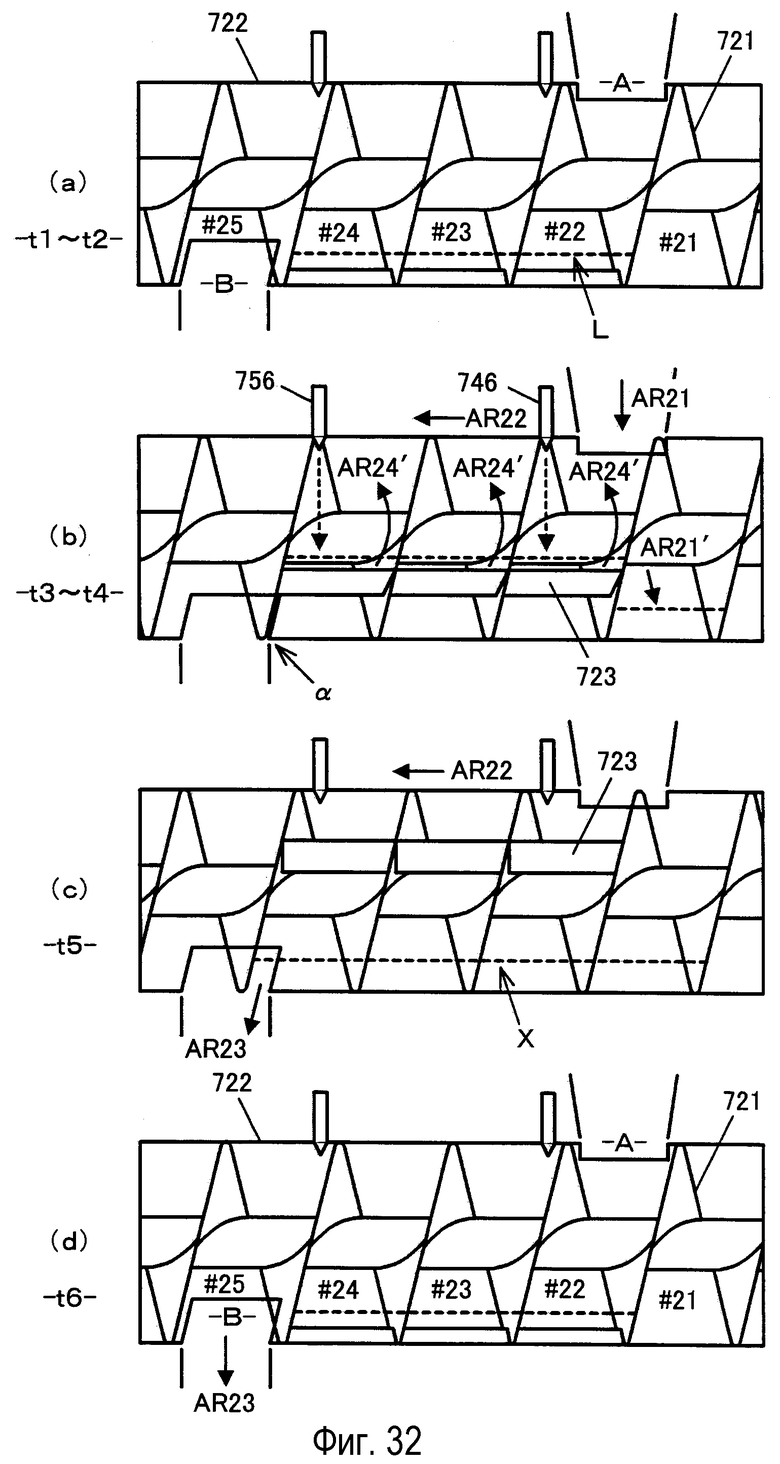
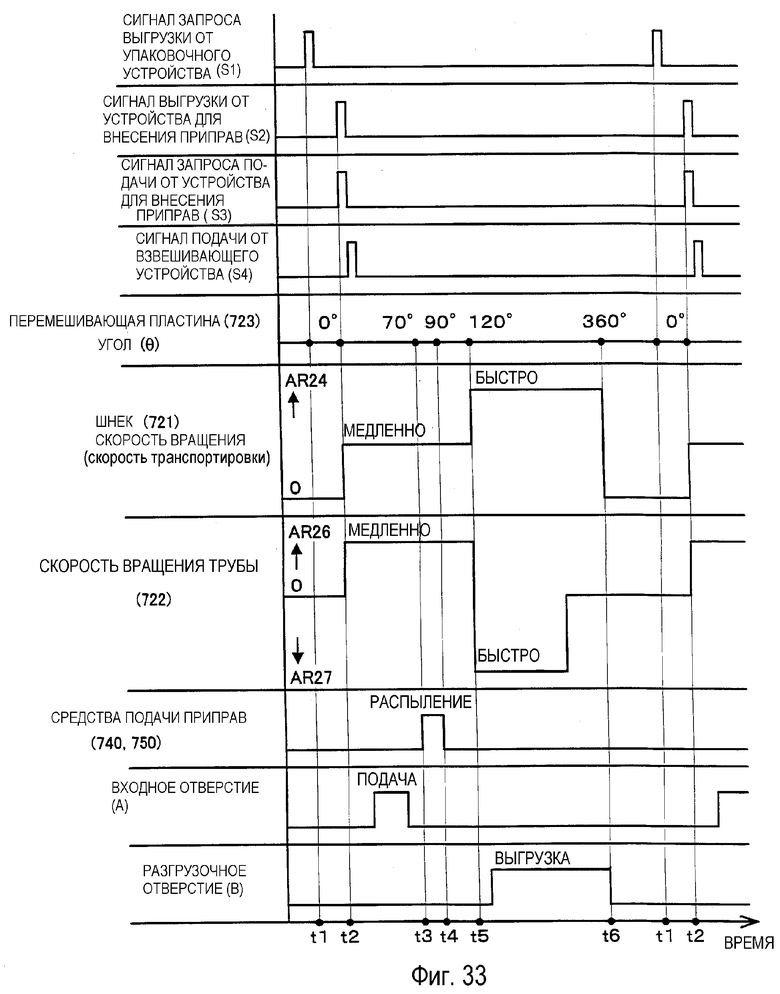
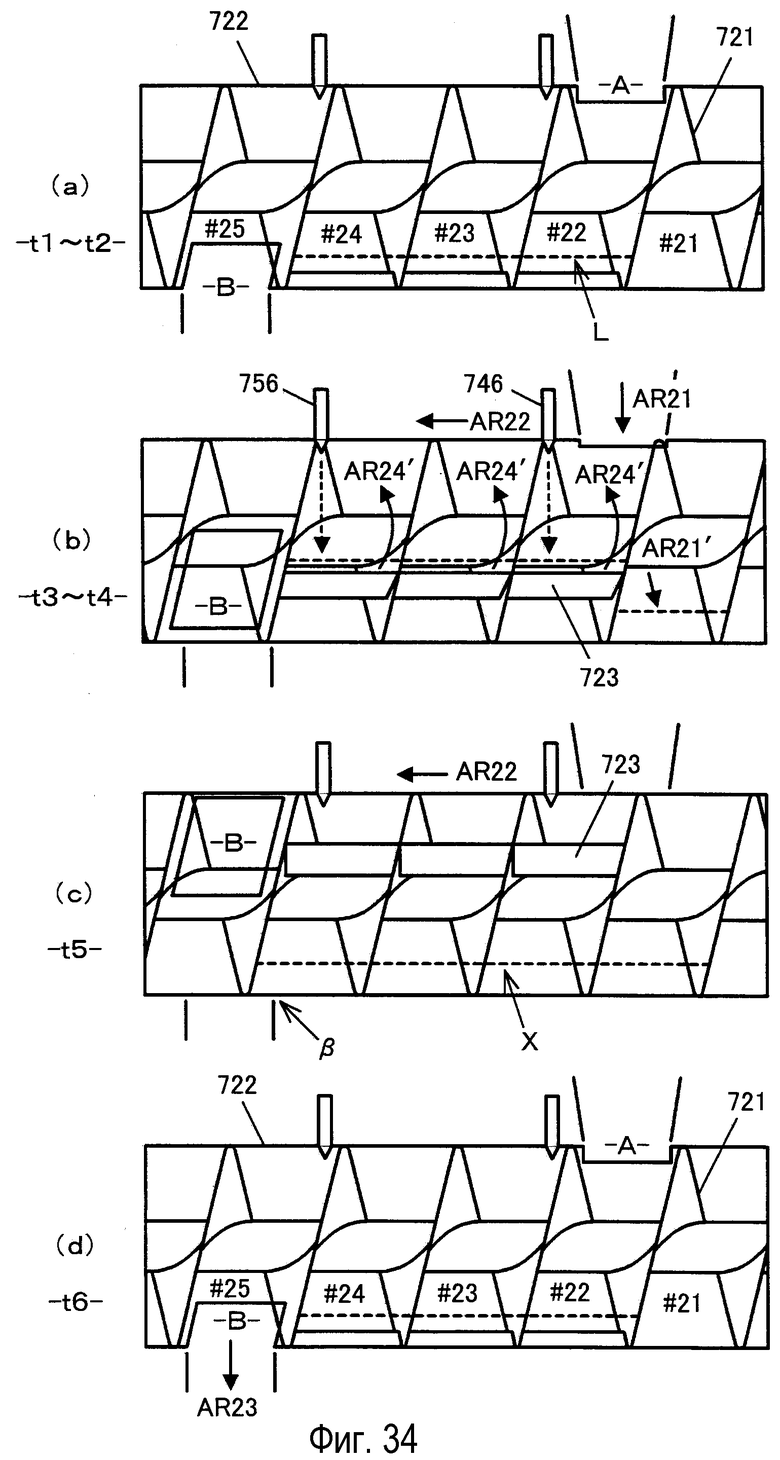
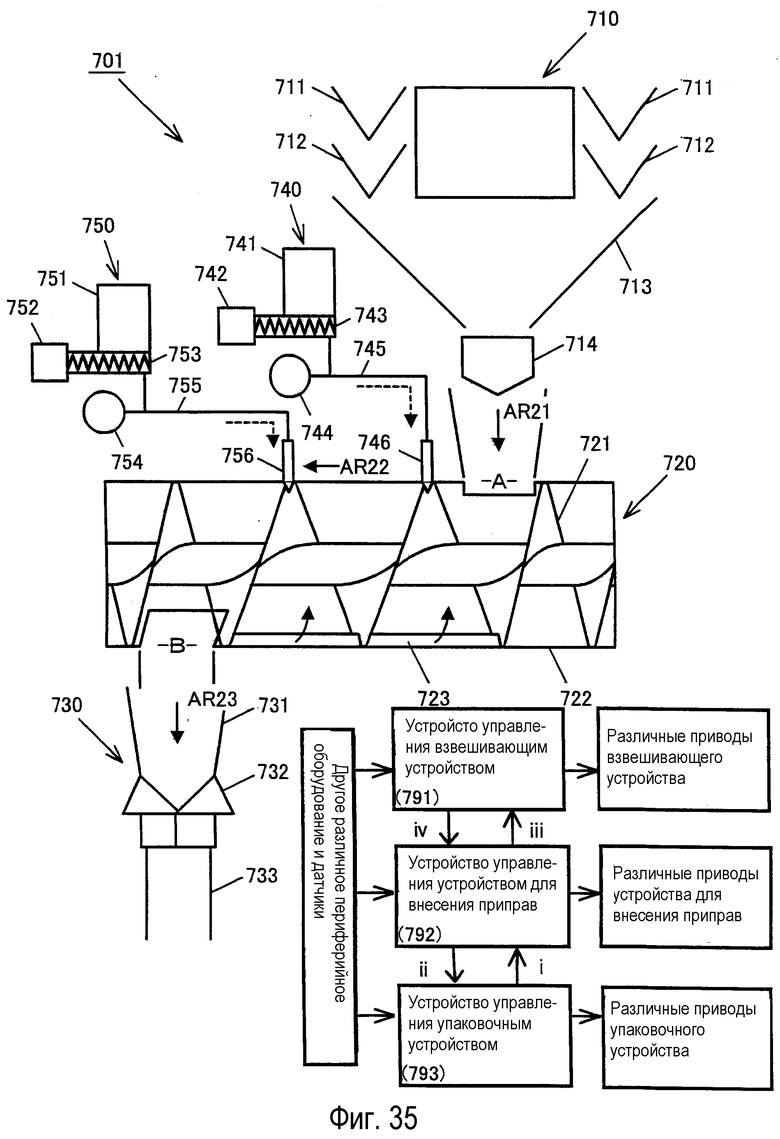
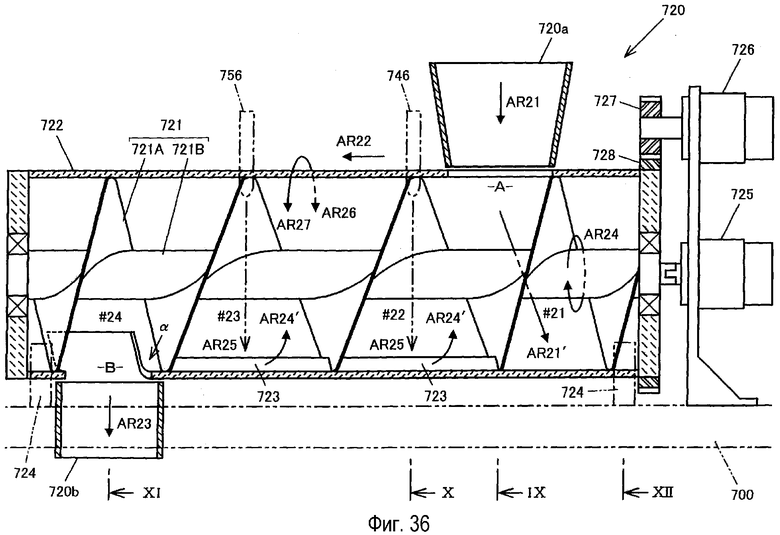
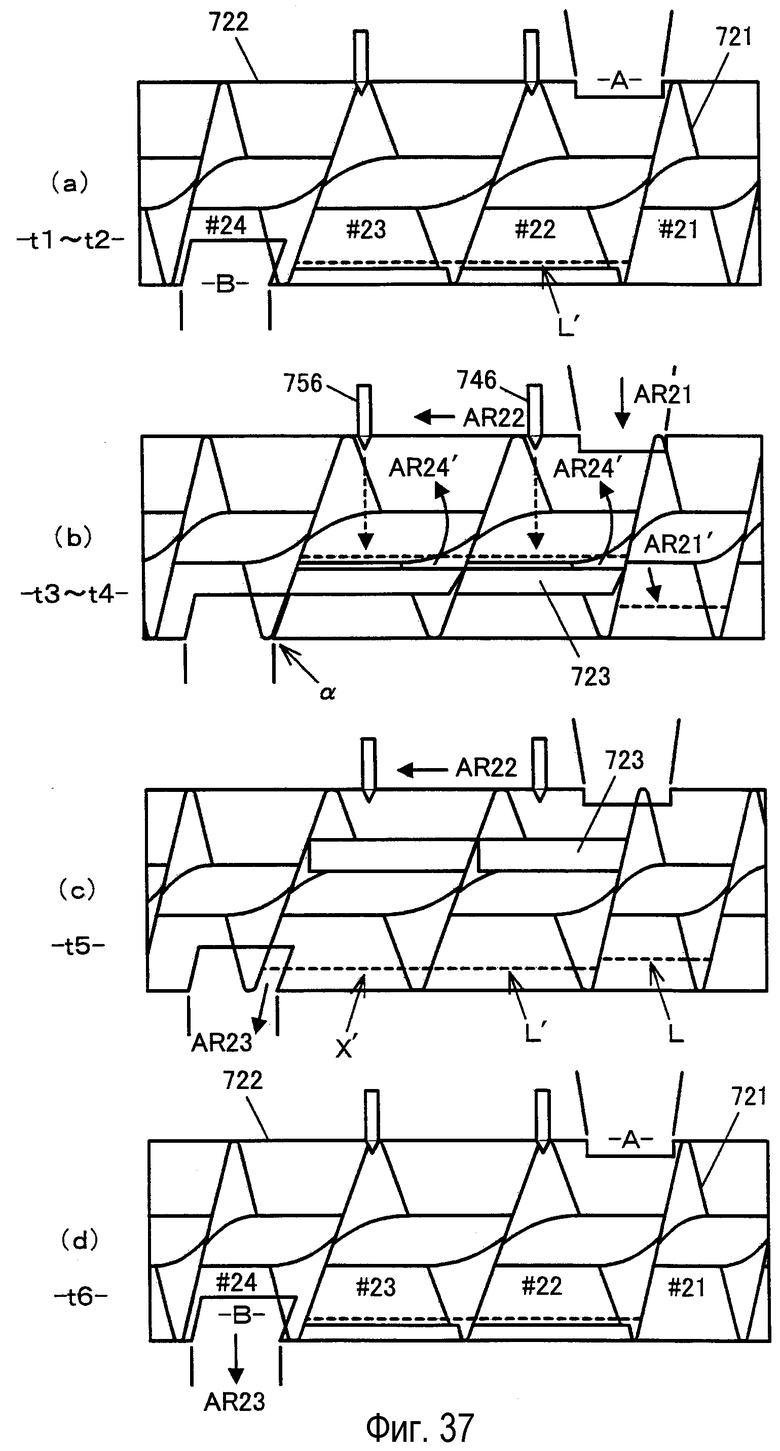
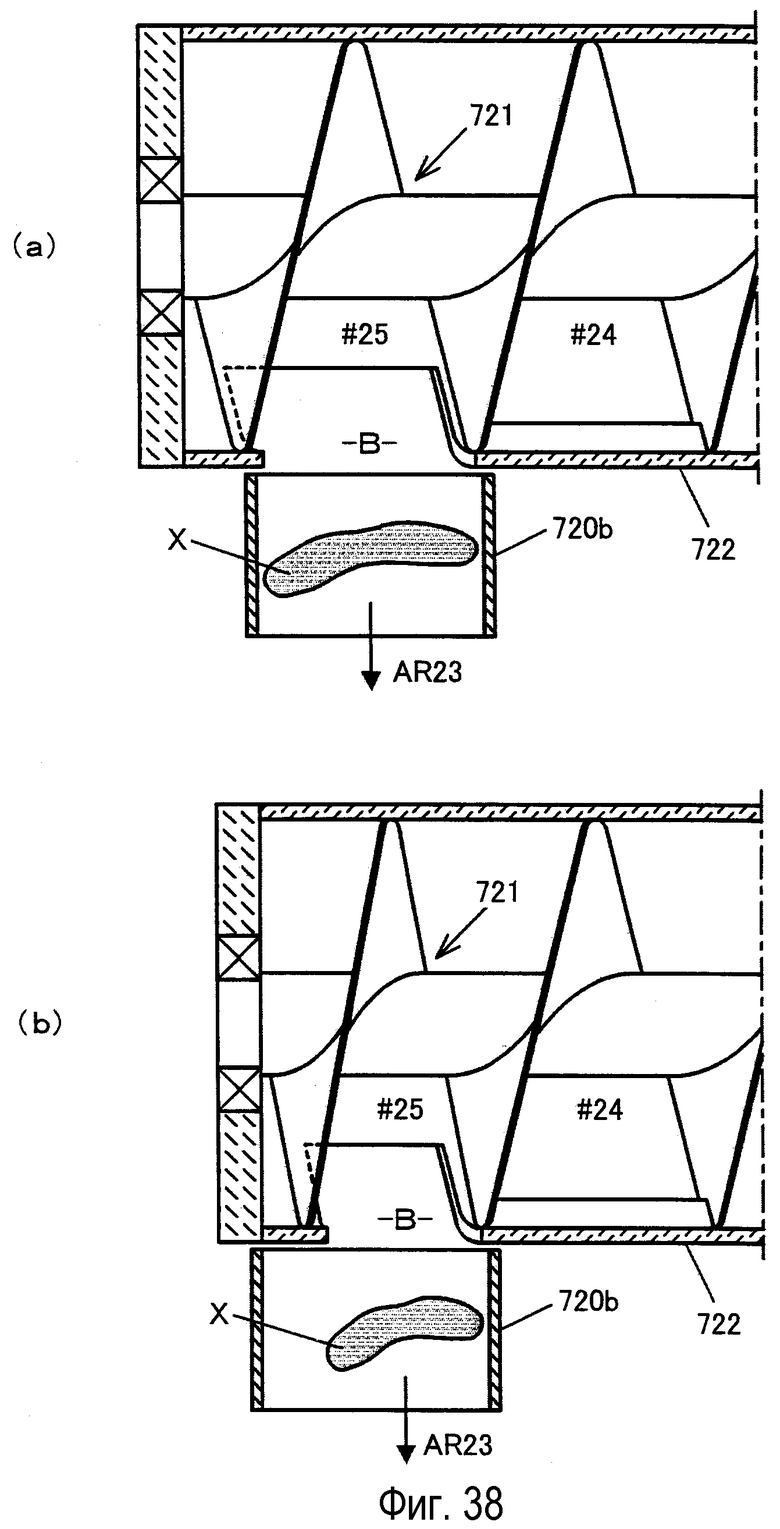
Изобретение относится к производству пищевых продуктов, а именно к внесению приправы и транспортировке таких продуктов, как закуски. Устройство содержит трубу, установленную на опорах с возможностью вращения. Труба имеет входное и разгрузочное отверстие и средство подачи приправ в каждую группу изделий. Внутри трубы размещено средство транспортировки в виде шнека с спиральной лопастью, которая образует перегородки, разделяющие внутреннее пространство трубы на секции. Шнек выполнен таким образом, что каждую группу изделий, поступающую во входное отверстие, принимает в отдельную секцию и транспортирует ее без перемешивания с изделиями соседней секции до разгрузочного отверстия. Система производства продуктов содержит взвешивающее устройство и описанное устройство для внесения приправы. Изобретение обеспечивает равномерное внесение приправы в каждое изделие в заданной оптимальной пропорции, поскольку каждая группа изделий, предназначенная для внесения приправы, транспортируется отдельно. 2 н. и 30 з.п. ф-лы, 38 ил.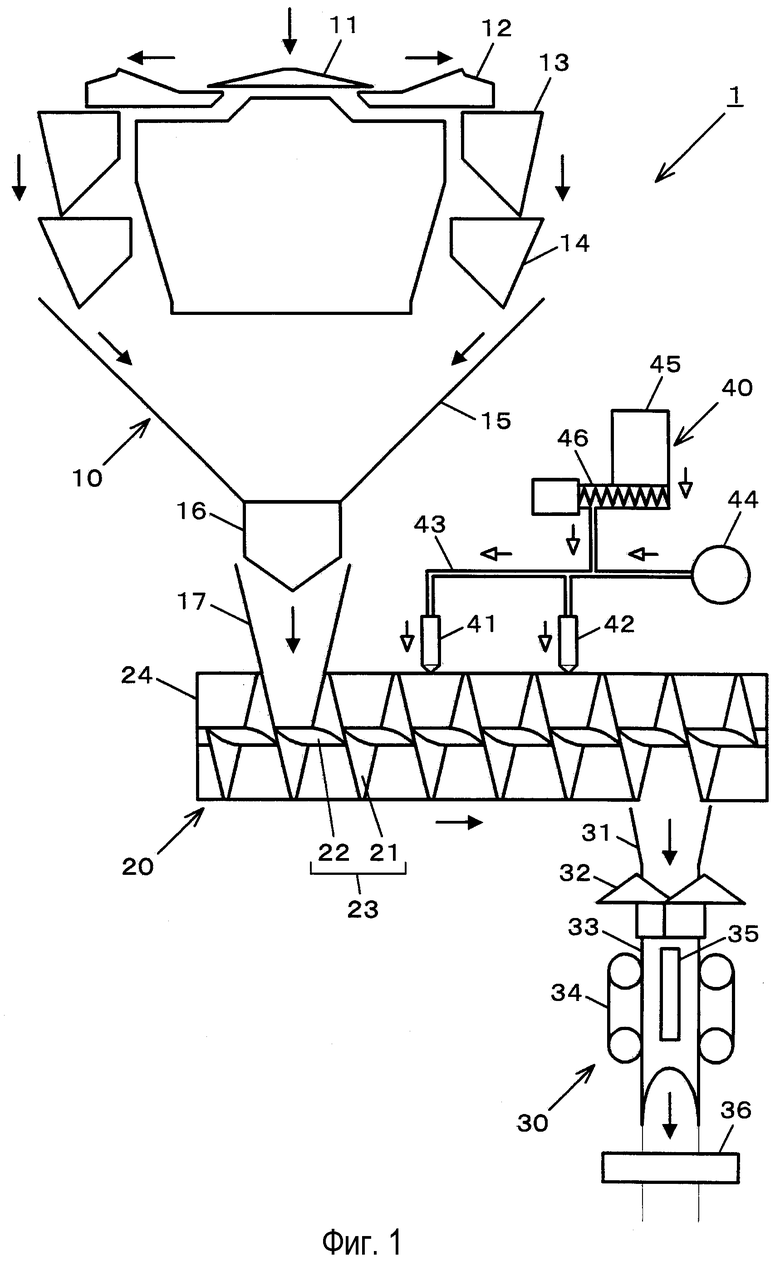
| Экономайзер | 0 |
|
SU94A1 |
| US 4755390 A, 05.07.1988 | |||
| FR 2618643 A1, 03.02.1989 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРИМЕШИВАНИЯ ЖИДКИХ И/ИЛИ СЫПУЧИХ ВЕЩЕСТВ В ОСНОВНУЮ ПИЩЕВУЮ МАССУ | 1992 |
|
RU2106094C1 |

