Настоящее изобретение в общем имеет отношение к созданию способа ремонтирования изношенных пластин клапана, предназначенных для использования в шиберных затворах, например для управления потоком расплавленного металла, а более конкретно, к созданию пластины клапана, стойкой к образованию трещин, вызванных термомеханическими напряжениями.
Шиберные затворы обычно используют для управления потоком расплавленного металла при производстве стали, а также в других металлургических процессах. Такие затворы обычно содержат опорную раму, верхнюю стационарную пластину клапана, имеющую отверстие, совмещенное с разливочным желобом или стаканом сталеразливочного ковша, через которое пропускают поток расплавленного металла, и дроссельную задвижку (пластину), которая также имеет отверстие для пропускания металла, причем эта задвижка выполнена с возможностью перемещения со скольжением под стационарной пластиной клапана. В шиберных затворах, которые используют совместно с изложницами для непрерывной разливки, предусмотрена нижняя стационарная пластина клапана, которая установлена под подвижной дроссельной задвижкой, которая также имеет отверстие для пропускания металла, главным образом совмещенное с отверстием верхней стационарной пластины. Расход расплавленного металла зависит от степени перекрытия отверстия скользящей дроссельной задвижки с отверстием верхней стационарной пластины. Подвижная дроссельная задвижка обычно длиннее, чем стационарная пластина, для того чтобы позволить регулировать расход (дросселировать) расплавленного металла как с передней, так и с задней кромок его собственного отверстия, а также позволить полностью перекрывать поток при полном выводе ее отверстия из перекрытия с отверстиями стационарной пластины. Обычно дроссельную задвижку перемещают со скольжением между стационарными пластинами при помощи гидравлического механизма.
Дроссельную задвижку (пластину) и стационарную пластину устанавливают соответственно в нижний паз и в верхний паз, причем каждая из указанных пластин упирается в паз при помощи поверхности, которая становится ее опорной поверхностью, и взаимодействует с другой пластиной при помощи поверхности, которая становится ее поверхностью скольжения или рабочей поверхностью.
Как дроссельная задвижка, так и стационарные пластины таких шиберных затворов изготовлены из термостойких и эрозионно-стойких огнеупорных материалов, таких как оксид алюминия, оксид алюминия-углерод, оксид циркония. Однако, несмотря на тепловую и эрозионную стойкость таких огнеупорных материалов, высокие термомеханические напряжения, которые на них воздействуют, в конце концов приводят к некоторому образованию трещин. Например, при производстве стали каждая пластина клапана подвергается воздействию температур около 1600°С в области, непосредственно охватывающей ее пропускающее поток отверстие, в то время как внешние кромки отверстия имеют температуру окружающей среды. Результирующий высокий температурный градиент создает высокие термомеханические напряжения, так как область каждой пластины, непосредственно охватывающая ее отверстие, расширяется с существенно более высокой скоростью, чем остальная часть пластины. Эти напряжения приводят к образованию трещин, которые идут радиально наружу от отверстия пластины. Если ничего не делать для сдерживания распространения указанных трещин, они могут доходить до внешних кромок пластины и вызывать ее разрушение.
Для предотвращения распространения таких трещин и являющегося результатом этого распространения разрушения пластин клапанов уже были предложены различные технические решения. Прежде всего были предложены усовершенствованные зажимные приспособления. Задачей таких приспособлений является приложение существенного давления по периметру пластины, для того чтобы выходящая от отверстия трещина не могла распространяться до краев пластины. Одно такое приспособление имеет раму с клиньями, зажимаемыми винтами, которые входят в контакт с углами пластины, которые, в свою очередь, скошены под углом, дополнительным к углу скоса клиньев. Такая система раскрыта в публикации DE-C23522134. Несмотря на то что такая рама и зажимные приспособления клинового типа и образуют определенный прогресс (в данной области техники), с его помощью нельзя полностью реализовать потенциал торможения распространения трещин. Обычно усилия зажима не сконцентрированы однородно в той области, где образуется максимальное количество трещин, то есть в непосредственной близости от отверстия, где существуют максимальные термомеханические напряжения. Более того, заявители обнаружили, что угловая ориентация скошенных углов таких пластин не обеспечивает оптимальное предотвращение распространения трещин, как думали раньше. Такие не оптимальные результаты объясняются тем фактом, что образование трещин не происходит однородно в диапазоне 360° вокруг отверстия, а вместо этого смещено вдоль продольной осевой линии любых пластин клапанов, как стационарных, так и подвижных. Можно полагать, что такое асимметричное распределение трещин вокруг отверстий пластин происходит в результате действия продольного скольжения дроссельной задвижки по поверхностям стационарных пластин.
В патенте США No.5626164 раскрыта стойкая к образованию трещин пластина клапана, причем форма такой пластины выбрана таким образом, чтобы предотвращать образование и распространение в ней трещин. Эта пластина имеет ось, отверстие для пропускания расплавленного металла, которое расположено на указанной оси, и скошенные углы для концентрирования усилия зажима в направлении указанной оси в непосредственной близости от указанного отверстия, причем каждый такой скошенный угол является ортогональным к линии, проходящей между точками касания указанного отверстия, поперек указанной оси, и через пересечение линий, параллельных сходящимся кромкам пластины, которые смещены от указанных кромок на расстояние, равное половине ширины указанного отверстия.
В публикации WO-A 1-98/05451 раскрыт вариант описанного выше решения, в котором углы между боковыми сторонами пластины выбраны таким образом, чтобы повысить срок службы пластины.
В то время как техническое решение в соответствии с патентом США No.5626164 представляет собой значительный прогресс по сравнению с известными ранее техническими решениями, заявители поставили перед собой задачу еще более оптимизировать форму пластины.
Совершенно очевидно, что существует необходимость в создании пластины клапана, форма которой позволяет оптимально концентрировать усилия зажима в области пластины, наиболее подверженной образованию трещин, чтобы в максимальной степени затормозить удлинение любых таких трещин. В идеальном случае углы должны иметь длину, достаточную для того, чтобы избежать образования нежелательных локализованных механических напряжений в углах.
В международной заявке на патент WO 01/41958 раскрыт узел стойкой к образованию трещин пластины клапана, предназначенный для использования в шиберном затворе, который позволяет исключить или по меньшей мере смягчить недостатки известных ранее технических решений, причем эксплуатационные качества указанного узла по меньшей мере равны качествам пластины, раскрытой в патенте США No. 5626164.
В соответствии с этой публикацией предлагается огнеупорная пластина для шиберного затвора, которая может быть вписана в удлиненный прямоугольник R, две стороны которого параллельны направлению его удлинения. Прямоугольник R имеет продольную ось, которая определена как самая длинная ось его симметрии и которая совпадает с преимущественной траекторией (направлением) скольжения пластины. Однако следует иметь в виду, что эта концепция преимущественной траектории скольжения является внутренней (неотъемлемой) характеристикой пластины в соответствии с этой публикацией, причем пластина может скользить в шиберном затворе в направлении, которое не является оптимальным или предпочтительным. Пластина имеет отверстие (отверстие для заливки), предназначенное для пропускания расплавленного металла. Чаще всего это отверстие является круглым, а в более общем виде может быть вписано в круг С диаметром F.
По конструктивным соображениям прямоугольник R разделен на четыре квадранта двумя перпендикулярными линиями, пересекающимися в центре окружности С, причем одна из указанных линий идет посредине между параллельными сторонами прямоугольника R. Каждый квадрант имеет пересекающиеся диагонали: диагонали D1, D3, D5, D7, которые соединяют центр круга С с углами прямоугольника R, и диагонали D2, D4, D6 и D8, которые соединяют смежные пересечения перпендикулярных линий, пересекающиеся в центре круга С, со сторонами прямоугольника R.
Отверстие для заливки может быть расположено по центру пластины, но чаще всего оно смещено вдоль продольной оси, так что регулирование расхода может быть осуществлено в более длинной области. Отверстие для заливки может быть также несколько смещено вдоль оси, перпендикулярной к продольной оси.
Пластина имеет ориентированные под углом кромки (скошенные углы прямоугольника R), предназначенные для концентрирования усилия зажима в направлении окрестности отверстия и в направлении области регулирования расхода, чтобы предупредить образование и распространение в них трещин.
В соответствии с публикацией WO 01/41956 по меньшей мере один из участков кромок определен следующим образом:
- кромки, наиболее удаленные от отверстия для заливки (и, следовательно, ближайшие к области регулирования расхода), отклоняются максимально на 5° от направлений диагоналей, которые не пересекают соответствующий угол, и
- кромки, наиболее близкие к отверстию для заливки (и, следовательно, наиболее удаленные от области регулирования расхода), отклоняются максимально на 5° от одного из следующих направлений
(i) - направления, перпендикулярного к диагонали, пересекающей соответствующий угол;
(ii) - направления другой диагонали соответствующего квадранта;
(iii) - направления, промежуточного между направлениями (i) и (ii).
Заявители определили, что такая форма (конфигурация) пластины оптимально концентрирует усилие зажима в двух различных областях пластины. С одной стороны, область регулирования расхода удерживается в состоянии сжатия, что предотвращает появление трещин в этой области, и, с другой стороны, периметр отверстия для заливки также удерживается в состоянии сжатия, что предотвращает распространение трещин, идущих по радиусам от отверстия для заливки.
Заявители убедились в том, что вновь спроектированная пластина имеет весьма предпочтительные характеристики. Прежде всего, наблюдается меньшее образование трещин. Во-вторых, даже если они появляются, то трещины не распространяются до кромок пластины, так что ингрессия (проникновение) воздуха существенно снижается. В-третьих, когда пластину используют в сочетании с соответствующим зажимным приспособлением, то трещины (если они вообще есть) появляются только в допустимой (приемлемой) области, то есть они не возникают ни в области регулирования расхода, ни непосредственно в области между отверстием для заливки и ближайшими кромками.
Дополнительное преимущество этой пластины заключается в том, что, так как наблюдают очень мало трещин, то пластина может быть легко и быстро отремонтирована после использования. Именно поэтому в соответствии с настоящим изобретением предлагается способ ремонтирования изношенных пластин, выполненных в соответствии с WO 01/41956.
Пластина может быть симметричной относительно ее продольной оси, однако в соответствии с предпочтительным вариантом пластина не является симметричной относительно продольной оси.
За счет такой асимметрии пластина может быть установлена только в одном положении в верхнем пазу и в одном положении в нижнем пазу, так что опорная поверхность пластины становится ее поверхностью скольжения или рабочей поверхностью, когда пластину переводят из одного положения в другое, в том случае, когда желательно повторное использование пластин.
Пластина может иметь только четыре кромки, определенные здесь выше, однако чтобы избежать наличия острых углов, она может иметь большее число кромок. В таком случае дополнительные кромки могут быть (или не быть) параллельными и/или перпендикулярными к продольной оси.
Следует иметь в виду, что пластина не обязательно должна быть многоугольной. Напротив, в случае использования зажимной ленты, которая идет вокруг пластины, такая зажимная лента может вносить локализованные механические напряжения - которые могут приводить к образованию трещин - в вершине, образованной смежными кромками. Следовательно, угол преимущественно должен быть скруглен.
В соответствии с предпочтительным вариантом только заданные участки кромок удовлетворяют приведенному выше определению. В соответствии с наиболее предпочтительным вариантом остальные участки кромок представляют собой кривые, которые соединяют указанные участки кромок, причем преимущественно они представляют собой радиус перехода указанных кромок.
Следует также иметь в виду, что в соответствии с настоящим изобретением под "пластиной" следует понимать пластину узла (стационарного или подвижного), такую как пластину моноблочного разливочного стакана, пластину моноблочного внутреннего разливочного стакана, пластину моноблочной трубы и т.п.
В соответствии с настоящим изобретением предлагается способ ремонтирования изношенной огнеупорной пластины шиберного затвора, которая может быть вписана в удлиненный прямоугольник R, две стороны которого параллельны направлению его удлинения, имеющей отверстие для заливки, которое расположено несимметрично относительно центра посредине между параллельными сторонами прямоугольника R и может быть вписано в окружность С, причем прямоугольник R разделен на четыре квадранта при помощи двух перпендикулярных линий, пересекающихся в центре круга С, при этом одна из этих линий идет посредине между параллельными сторонами прямоугольника R, причем каждый квадрант имеет пересекающиеся диагонали: D1, D2 и D3, D4 и D5, D6 и D7, D8 соответственно, причем углы прямоугольника R срезаны и заменены наклонными кромками, при этом направление по меньшей мере одного участка указанных кромок, которые наиболее удалены от отверстия для заливки, отклоняется максимально на 5° от направления диагонали, которая не пересекает соответствующий угол;
и
- направление кромок, которые являются ближайшими к отверстию для заливки, отклоняется максимально на 5° от одного из следующих направлений:
(i) - направления, перпендикулярного к диагоналям, пересекающим соответствующий угол;
(ii) - направления другой диагонали соответствующего квадранта;
(iii) - направления, промежуточного между направлениями (i) и (ii).
Может быть использован любой подходящий способ ремонтирования. Следует иметь в виду, что именно за счет своей исключительной стойкости к образованию трещин указанные пластины могут быть легко, быстро и эффективно отремонтированы.
Обычно способ ремонтирования включает в себя операцию замазки трещин раствором, а преимущественно раствором, который является стойким по отношению к расплавленной стали, таким как фосфатный раствор, например, REFRACOL 620 PL 45.
При необходимости может потребоваться шлифование поверхности пластины перед замазкой трещин, например, для удаления следов стали с поверхности пластины. Для этого может быть использована любая известная технология, такая как шлифование, пескоструйная обработка, струйная очистка водой и т.п.
После замазки трещин удаляют избыток раствора и производят сушку пластины. Сушка может проводиться при температуре окружающей среды по меньшей мере в течение 4 часов, а преимущественно по меньшей мере в течение 8 часов или в сушильной печи при 120°С, например, в течение 1 часа.
Затем пластина может быть подвергнута термостабилизации. Эта операция термостабилизации может быть проведена при температуре 350-450°С в течение 1 часа. В соответствии с одним из вариантов термостабилизация может также происходить в ходе использования отремонтированной пластины, когда она подвергается воздействию высоких рабочих температур.
В соответствии с предпочтительным вариантом пластину предварительно нагревают, например, до температуры около 80-120°С, при этом раствор глубоко проникает в трещины и быстро схватывается.
В соответствии с другим вариантом раствор содержит отвердитель, за счет чего он быстро схватывается даже при температуре окружающей среды.
В случае повреждения отверстия для заливки оно также может быть отремонтировано. Для этого обычно вводят в отверстие для заливки деталь круглого сечения (такую как трубу, пруток или оправку), имеющую диаметр, главным образом равный исходному диаметру отверстия для заливки. Замазывают раствором (преимущественно таким же, что и для замазки трещин) места вокруг детали круглого сечения, а затем производят сушку, а при необходимости и термостабилизацию.
В соответствии с одним из вариантов можно рассверлить отверстие (преимущественно по оси исходного отверстия для заливки и с диаметром преимущественно по меньшей мере на 50% больше исходного диаметра отверстия для заливки), а затем ввести во вновь просверленное отверстие вставку и замазать ее раствором. Такую вставку преимущественно изготавливают из материала, имеющего по меньшей мере такую же стойкость, что и исходный материал пластины. Желательно снабдить внешние стенки вставки выступами или отверстиями для проникновения раствора. Можно также использовать ступенчатую вставку, образованную из двух (или больше) накладных соосных труб, имеющих одинаковый внутренний диаметр, но разные внешние диаметры.
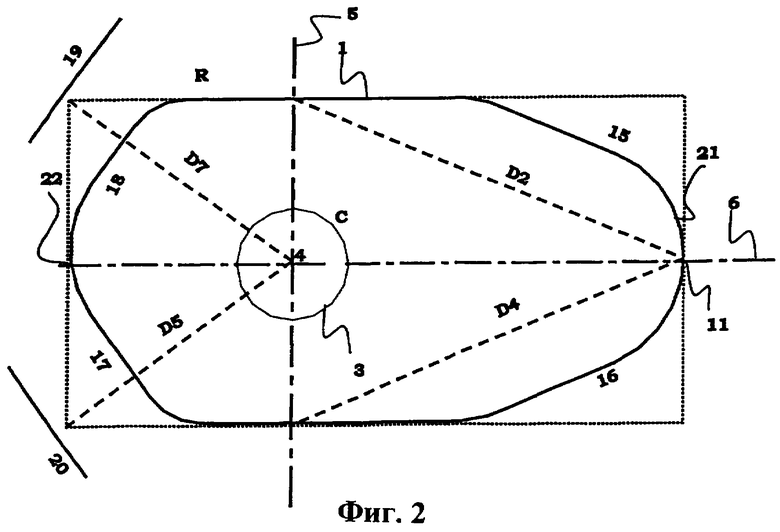
На фиг.1 и 2 показан вид сверху пластин в соответствии с патентом ЕР 99870258.3, где аналогичные компоненты имеют одинаковые позиционные обозначения. На фиг.1 показана пластина клапана 1, предназначенная для использования в шиберном затворе, применяемом для регулирования потока расплавленной стали или другого металла, текущего из разливочного желоба в изложницу или из ковша в разливочный желоб.
Пластина 1 имеет отверстие 3 для пропускания потока расплавленного металла. Это отверстие для заливки 3 может быть вписано в круг С с центром 4. На фиг.1 показана пластина с не круглым отверстием для заливки, а на фиг.2 показана пластина с отверстием для заливки 3, соответствующим кругу С.
На фиг.1 и 2 показан прямоугольник R. Этот прямоугольник R, в который вписана пластина 1, имеет длинные стороны, параллельные траектории скольжения пластины в шиберном затворе. Для конструктивных целей необходимо провести две перпендикулярные линии 5 и 6, которые пересекаются в центре 4 круга С и которые параллельны коротким и длинным сторонам прямоугольника R соответственно. Эти линии определяют четыре квадранта прямоугольника R. Каждый квадрант имеет пересекающиеся диагонали D1, D3, D5 и D7, соединяющие центр 4 круга С с четырьмя углами (7, 8, 9, 10) прямоугольника R, а также диагонали D2, D4, D6 и D8, соединяющие смежные пересечения (11, 12, 13, 14) линий 5 и 6 со сторонами прямоугольника R.
Кромки пластины, которые имеют специальную форму для концентрирования усилий зажима в области регулирования расхода, а именно наиболее удаленные от отверстия для заливки 3 кромки 15 и 16 (и, следовательно, ближайшие к зоне регулирования расхода), имеют по меньшей мере один участок (к которому будет приложено усилие зажима), параллельный диагоналям D2 или D4 квадранта, который содержит соответствующую кромку.
На фиг.1 и 2 показан по меньшей мере один участок кромки 15, параллельный диагонали D2, и по меньшей мере один участок кромки 16, параллельный диагонали D4. На фиг.1 кромки 15 и 16 полностью параллельны диагоналям D2 и D4, в то время как на фиг.2 только участок кромок 15 и 16 параллелен диагоналям D2 и D4.
Кромки пластины, которые имеют специальную форму для концентрирования усилий зажима вокруг отверстия для заливки 3, то есть кромки 17 и 18, которые расположены наиболее близко от отверстия для заливки 3, могут идти перпендикулярно к диагоналям D5 или D7 квадранта, который содержит соответствующую кромку, или, другими словами, параллельно направлению 19 или 20, которое определено как перпендикулярное к диагоналям D5 или D7. Этот вариант показан на фиг.2, где обе кромки 17 и 18 перпендикулярны к соответствующим диагоналям D5 и D7.
Альтернативно, указанные кромки 17 и 18 могут идти параллельно диагоналям D6 или D8 квадранта, в котором они находятся, как это показано на фиг.1 для кромок 17 и 18, которые параллельны соответствующим диагоналям D6 и D8.
В соответствии с другим вариантом кромки 17 и 18 могут быть ориентированы в направлении, расположенном между двумя определенными выше направлениями.
Кромки 15, 16, 17 и 18 могут контактировать друг с другом, определяя при этом четырехугольную пластину 1, ограниченную соединяющимися диагоналями D2, D4, D6 и D8. Однако совершенно очевидно, что во избежание механических напряжений преимущественно следует избегать наличия возникающих при этом острых углов. Поэтому кромки 15, 16, 17 и 18 преимущественно не контактируют непосредственно друг с другом. Они могут быть разделены прямыми линиями, преимущественно параллельными сторонам прямоугольника, как это показано на фиг.1. В соответствии с наиболее предпочтительным вариантом кромки могут быть разделены (соединены) переходными кривыми. На фиг.2 показано, что кромки 15 и 16 и кромки 17 и 18 соединены при помощи соответствующих переходных радиусов 21 и 22.
Существенным параметром является ориентация кромок 15, 16, 17 и 18, которая определяет концентрирование усилий зажима, позволяющее избежать трещин. Положение кромок относительно отверстия для заливки 3, то есть положение кромок 15, 16, 17 и 18 вдоль соответствующих диагоналей D1, D3, D5 и D7, является менее важным для выполнения этого критерия. Однако кромки 15, 16, 17 и 18 преимущественно не должны быть слишком длинными, чтобы избежать механических напряжений, вызванных острыми углами, или слишком короткими для эффективного концентрирования усилий зажима, когда это необходимо.
В связи с этим кромки, которые являются ближайшими к области регулирования расхода, то есть кромки 15 и 16 (или их проекции), преимущественно должны пересекать короткие стороны прямоугольника R в области соответственно между 1/8 и 3/8 и между 5/8 и 7/8 длины короткой стороны прямоугольника R.
Это требование является менее важным для другой стороны пластины (то есть для стороны, где кромки являются ближайшими к отверстию для заливки), так что кромки 17 и 18 (или их проекции) преимущественно должны пересекать короткие стороны прямоугольника R в области соответственно между 1/10 и 9/10 длины короткой стороны прямоугольника R.
В публикации WO 01/41956 описан способ определения правильности проектирования пластины в соответствии с приведенными наставлениями.
| название | год | авторы | номер документа |
|---|---|---|---|
| РУЛОННАЯ РОТАЦИОННАЯ ПЕЧАТНАЯ МАШИНА | 2001 |
|
RU2260513C2 |
| ТРЕЩИНОСТОЙКАЯ ШИБЕРНАЯ ПЛАСТИНА И УЗЕЛ ТРЕЩИНОСТОЙКОЙ ШИБЕРНОЙ ПЛАСТИНЫ ЗОЛОТНИКОВОГО ШИБЕРНОГО ЗАТВОРА ДЛЯ РАСПЛАВЛЕННОГО МЕТАЛЛА | 1995 |
|
RU2171158C2 |
| Емкостный измерительный преобразователь, система и способ изготовления емкостного измерительного преобразователя | 2014 |
|
RU2658150C2 |
| АППАРАТ ДЛЯ ПРОЕКТИРОВАНИЯ НА ЭКРАН ИЛИ ДЛЯ СЪЕМКИ СТЕРЕОСКОПИЧЕСКИХ ИЗОБРАЖЕНИЙ | 1929 |
|
SU29720A1 |
| РЕЖУЩАЯ ПЛАСТИНА И СВЕРЛО ДЛЯ ЕЕ ИСПОЛЬЗОВАНИЯ | 2022 |
|
RU2796918C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ЛИСТОВОГО СТЕКЛА | 2007 |
|
RU2354615C2 |
| ОБЪЕКТИВ | 2013 |
|
RU2532560C1 |
| Устройство для управления электрическим подъемником | 1931 |
|
SU50176A1 |
| Способ заварки кратера и устройство управления заваркой кратера при импульсной электродуговой сварке | 1987 |
|
SU1465216A1 |
| СИСТЕМА ДЛЯ ОБНАРУЖЕНИЯ ЧЕЛОВЕКА, ТЕРПЯЩЕГО БЕДСТВИЕ НА ВОДЕ | 2008 |
|
RU2363614C1 |
Изобретение относится к металлургии и может быть использовано при разливке расплавленного металла. Способ ремонтирования огнеупорной пластины включает операцию замазывания трещин раствором. Пластина имеет конфигурацию, которая может быть вписана в удлиненный прямоугольник. Пластина имеет отверстие для заливки, которое расположено эксцентрично посредине между параллельными сторонами прямоугольника. По меньшей мере один участок кромок пластины ориентирован под таким углом, что происходит оптимальное концентрирование усилий зажима в области регулирования расхода и вокруг отверстия для заливки. Предотвращается появление и распространение трещин в указанных областях пластины. 2 н. и 4 з.п. ф-лы, 2 ил.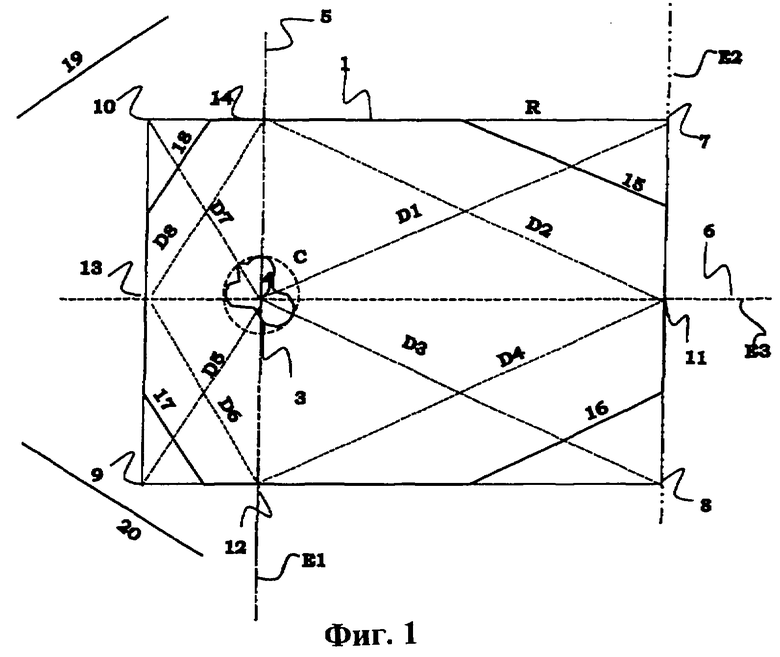
(i) - направления, перпендикулярного к диагонали, пересекающей соответствующий угол;
(ii) - направления другой диагонали соответствующего квадранта;
(iii) - направления, промежуточного между направлениями (i) и (ii).
(i) - направления, перпендикулярного к диагонали, пересекающей соответствующий угол;
(ii) - направления другой диагонали соответствующего квадранта;
(iii) - направления, промежуточного между направлениями (i) и (ii).
| Способ уведомления о неуспешном сообщении | 2019 |
|
RU2737274C2 |
| US 5626164 A, 06.05.1997 | |||
| US 4801055 A, 31.01.1989 | |||
| US 4555094 A, 26.11.1985 | |||
| Устройство для выпуска жидкого металла из ковша | 1987 |
|
SU1488126A1 |

