Изобретение относится, в основном, к шиберным пластинам для использования в золотниковых шиберных затворах для регулирования течения расплавленного металла, и, в частности, касается узла шиберных пластин, которые обладают способностью оказывать сопротивление образованию трещин, вызываемых термическими напряжениями.
Золотниковые шиберные затворы обычно используют для регулирования течения расплавленного металла при производстве стали и в других металлургических процессах. Такие затворы состоят из опорной рамы, верхней неподвижной шиберной пластины, имеющей отверстие, совмещенное с горловиной промежуточного или разливочного ковша для пропуска расплавленного металла, и дроссельной пластины, также имеющей отверстие для пропуска металла, которая обладает возможностью скользящего перемещения относительно неподвижной шиберной пластины. В золотниковых шиберных затворах, используемых совместно с изложницами для непрерывной разливки, предусмотрена нижняя неподвижная шиберная пластина ниже подвижной дроссельной пластины, также имеющая проходное отверстие для пропуска металла, которое является соосным относительно отверстия верхней неподвижной пластины. Скорость течения расплавленного металла зависит от степени перекрытия отверстия подвижной дроссельной пластины вместе с отверстием верхней неподвижной пластины. Подвижная дроссельная пластина обычно длиннее, чем неподвижная дроссельная пластина, с тем чтобы обеспечить возможность дросселировать ею поток расплавленного металла, как по передней, так и по задней кромке ее собственного отверстия, а также способность полностью отсекать поток посредством отвода ее отверстия в сторону, с полным перекрытием отверстия стационарной пластины. Как правило, дроссельная пластина скользяще перемещается между неподвижными пластинами посредством гидравлического привода.
Как дроссельную пластину, так и неподвижные пластины таких золотниковых шиберных затворов изготавливают из теплостойких и эрозионностойких тугоплавких материалов, таких как оксид алюминия, оксид алюминия с углеродом, оксид циркония. Однако несмотря на теплостойкость и эрозионностойкость таких тугоплавких материалов, высокие термические напряжения, которым они подвергаются, в конечном счете вызывают появление некоторого количества трещин. Например, при производстве стали каждая шиберная пластина подвергается воздействию температур приблизительно 2900o в зоне непосредственно вокруг ее отверстия для пропуска потока металла, тогда как ее внешние края находятся только при температуре окружающей среды. В результате высокий градиент температур вызывает высокий уровень механических напряжений, поскольку зона каждой пластины, непосредственно окружающая ее отверстие, расширяется со значительно более высокой скоростью, чем достигается равновесное состояние пластины. Эти напряжения вызывают трещины в зоне, которая простирается радиально наружу от отверстия пластины. Если ничего не предпринимать для сдерживания распространения этих трещин, то они могут распространиться во всех направлениях к наружным краям пластины, вызывая ее разрушение.
Для предотвращения распространения таких трещин и последующего разрушения шиберной пластины в предшествующих технических решениях разработаны различные поджимные устройства. Назначение этих устройств состоит в создании достаточного давления по периметру пластины, с тем чтобы трещины, расходящиеся от отверстия, не распространялись к краям пластины. В одном из таких устройств по периметру каждой из шиберных пластин предусмотрен стягивающий бандаж. К сожалению, заявители обнаружили, что существует по меньшей мере три недостатка, связанных с использованием таких поджимных устройств бандажного типа. Во-первых, поскольку сталь, из которой изготовлен такой бандаж, является превосходным проводником тепла в воздух, который так или иначе может находиться вокруг краев пластин, использование стального бандажа в действительности повышает градиент температур в продольном и поперечном направлениях пластины, в связи с чем происходит образование трещин даже в большей степени. Во-вторых, поскольку стальной бандаж нагревается за счет близости к расплавленному металлу, он расширяется значительно быстрее, чем тугоплавкий материал, из которого изготовлены шиберные пластины, что в свою очередь вызывает релаксацию сжимающих напряжений, которые необходимо прикладывать по периметру пластины, для того чтобы сдерживать распространение трещин. В-третьих, если углы пластины не скруглены, то такие стягивающие бандажи могут создавать концентрацию механических напряжений в углах пластин, что в свою очередь может вызывать растрескивание в этих зонах.
Для устранения этих и других недостатков были разработаны поджимные системы, которые состоят из рамы, имеющей регулируемые винтами клинья, которые блокируют углы пластин, вершины которых имеют притупленную форму под углом, который сопрягается с углом клиньев. Хотя такая рама и поджимные устройства клинового типа представляют собой определенное усовершенствование по сравнению с использованием просто стального бандажа вокруг периметра пластин, заявители настоящего изобретения кроме того отмечают по меньшей мере два недостатка этой конструкции, которые не позволяют ей обеспечить возможность полностью сдерживать распространение трещин. Во всех вариантах, с которыми ознакомились заявители, каждый из притупленных углов является одинаковым относительно направления любого из краев пластины, продольного или поперечного, невзирая на положение отверстия относительно центральной продольной оси пластины. Следовательно, у пластин, отверстия для прохода металла которых расположены вдоль центральной продольной оси пластины (к которым относятся по вертикали все шиберные пластины), сжимающие усилия не могут распределяться равномерно там, где возникает максимальное количество трещин, то есть поблизости от отверстия, где присутствуют наибольшие по величине термические напряжения. Кроме того, даже в примере, где отверстие расположено в центре шиберной пластины, заявители обнаружили, что угловая ориентация притупленных углов у таких пластин не дает оптимального предотвращения распространения трещин, как представлялось ранее. Такая неоптимальная ситуация возникает от торцовой поверхности, где образование трещин распределено неоднородно вокруг всех 360o отверстия, но вместе с тем направлено под наклоном вдоль центральной продольной оси всех шиберных пластин, неподвижных или подвижных. Такое асимметричное распределение трещин вокруг отверстий пластин, как полагают, происходит как результат продольного скольжения дроссельной пластины по поверхностям неподвижных пластин. Еще одним недостатком, связанным с предшествующими техническими решениями поджимных устройств, в некоторых случаях является использование в них углов меньше 20o относительно продольных кромок пластины. Помимо приложения недостаточных поджимающих усилий для сдерживания трещин вдоль поперечной оси пластины, использование таких малых углов приводит к возникновению высоких локальных напряжений вследствие высокого по величине сжатия, которое передают на притупленные углы поджимные клинья. Такие локальные напряжения могут приводить к растрескиванию и появлению сетки мелких трещин в области углов шиберных пластин, что является прямо противоположным общему назначению зажимного устройства. И последним недостатком, связанным с такими шиберными пластинами, является, как правило, невозможность какой бы то ни было оптимизации длины притупленных углов или длины, или ширины пластины относительно диаметра их отверстий. Хотя длина углов должна быть определенного минимального размера, чтобы избежать возникновения нежелательных локальных механических напряжений в этих областях пластины, ее не следует делать также и слишком большой.
В качестве прототипа принята, известная трещиностойкая шиберная пластина для регулирования течения расплавленного металла (заявка EP 0529108A1, кл. B 22 D 41/28, опубл. 03.03.1993). Задачей изобретений является осуществление оптимального распределения поджимающего усилия в более склонных к возникновению напряжений областях шиберных пластин, углы которых притуплены для предотвращения распространения трещин.
Вообще говоря, настоящее изобретение представляет собой трещиностойкий узел шиберных пластин для использования в золотниковом шиберном затворе, в котором преодолены или по меньшей мере уменьшены все недостатки, связанные с предшествующими техническими решениями в данной области. Узел состоит из тугоплавкой шиберной пластины, имеющей отверстие для пропуска расплавленного металла, расположенное вдоль центральной оси пластины, и притупленные углы для сосредоточения поджимных усилий в направлении центральной оси поблизости от отверстия для предотвращения образования и распространения там трещин, в котором угловая ориентация каждого из притупленных углов варьируется в зависимости от положения отверстия вдоль центральной оси. Узел, кроме того, содержит поджимную раму для приложения необходимого сжимающего усилия к каждому из притупленных углов.
Для достижения вышеупомянутой задачи фокусирования усилий каждый из притупленных углов ортогонален относительно линии, совпадающей с углом, вершина которого определяется точкой касания к диаметру отверстия. Одна сторона угла определяется линией, проходящей из точки касания через центральную ось и через точку, где сопрягающиеся края пластины могли бы пересечься, но при наличии притупленного угла. Другая сторона угла определяется линией, проходящей из точки касания через осевую линию и через пересечение линий, проходящих параллельно сопрягающимся краям, которые отделены от этих краев расстоянием, равным диаметру отверстия.
В предпочтительном варианте каждый притупленный угол ортогонален линии, проходящей между точкой касания к отверстию, имеющему максимальный диаметр, при котором пластина может работать, через центральную ось и через пересечение линий, проходящих параллельно сопрягающимся краям пластины, которые отделены от краев расстоянием, равным половине максимального диаметра отверстия. Если пластина является прямоугольной по форме, то каждый угол притуплен вдоль линии, которая ортогональна относительно вышеупомянутой линии и которая проходит через пересечение одной из параллельных линий и продольным краем пластины.
Узел пластин может быть подвижным вдоль оси золотникового шиберного затвора, которая совпадает с продольной центральной линией, или он может быть неподвижным относительно золотникового шиберного затвора. В любом случае пластина имеет отверстие, идущее вдоль одной из этих центральных линий, а притупленные углы срезаны в соответствии с тем же самым геометрическим построением, которое описано выше для первой шиберной пластины. В любом случае поджимная рама предусматривает приложение требуемого поджимающего усилия на притупленные углы.
Для того чтобы создать подвижный узел шиберных пластин, которые изготовлены из минимального количества керамического материала, со всеми необходимыми функциями, включающими ход отсекания металла и ход дросселя вперед и назад, пластина подвижного узла предпочтительно имеет прямоугольную форму, имеющую длину в диапазоне от 5,5 до 5,75 диаметра отверстия и ширину приблизительно от 2,9 до 3,1 диаметра отверстия. В предпочтительном варианте изобретения длина и ширина подвижной пластины составляет 5,66 и 3,0 диаметра отверстия соответственно. Для того чтобы создать неподвижный узел шиберных пластин, который работает совместно с подвижным узлом шиберных пластин, для обеспечения функции отсекания металла и хода дросселя вперед и назад, пластина неподвижного узла также имеет прямоугольную форму, имеющую длину приблизительно от 4,5 до 4,75 диаметра отверстия и ширину приблизительно от 2,9 до 3,1 диаметра отверстия. В предпочтительном варианте изобретения длина и ширина неподвижной шиберной пластины составляют 4,66 и 3,0 диаметра отверстия соответственно.
Будучи подвижным или неподвижным, узел шиберных пластин, согласно настоящему изобретению, снабжен трещиностойкой шиберной пластиной, обеспечивающей функцию отсечения металла и функции переднего и заднего дросселирования при минимальном расходе керамического материала.
Фиг. 1 представляет собой схематичный поперечный разрез золотникового шиберного затвора, установленного в промежуточном разливном ковше, в котором использован узел шиберных пластин в соответствии с изобретением,
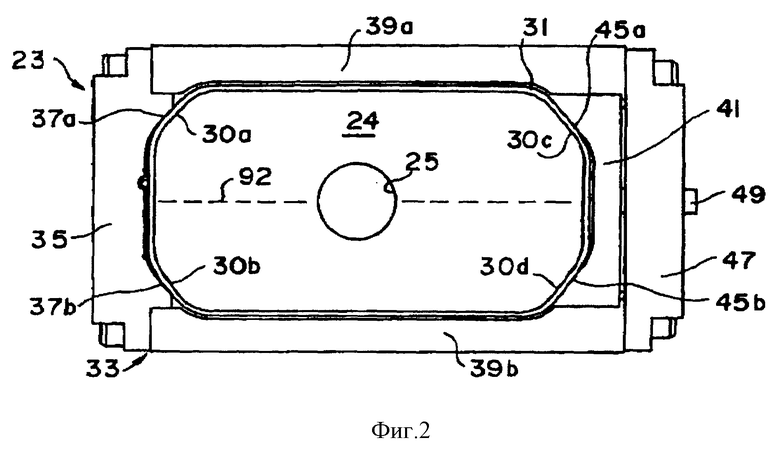
Фиг. 2 представляет собой вид сверху узла дроссельных пластин в соответствии с изобретением,
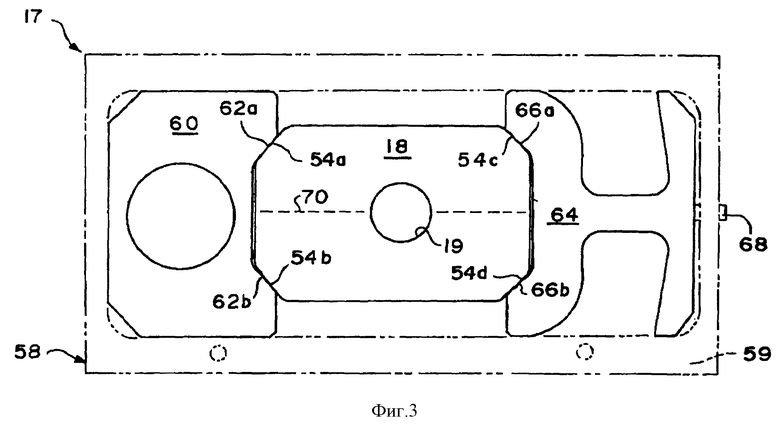
Фиг. 3 представляет собой вид сверху нижнего неподвижного узла пластин в соответствии с изобретением,
Фиг. 4-10 представляют собой виды снизу пластины, используемой в нижнем неподвижном узле пластин в соответствии с изобретением, иллюстрирующие предпочтительный способ оптимизации конструкции этой пластины, а также показывающие как определяют углы притупленных углов,
Фиг. 11, 12 и 13 представляют собой виды сверху пластины, используемой в узле дроссельной пластины, иллюстрирующие предпочтительный способ оптимизации конструкции этой пластины, а также показывающие, как определяют углы их притупленных углов,
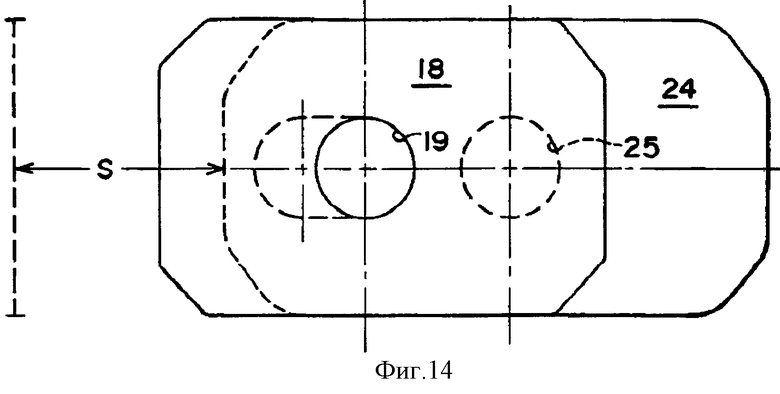
Фиг. 14 представляет собой вид сверху верхней неподвижной пластины, наложенной поверх дроссельной пластины в положении отсечения,
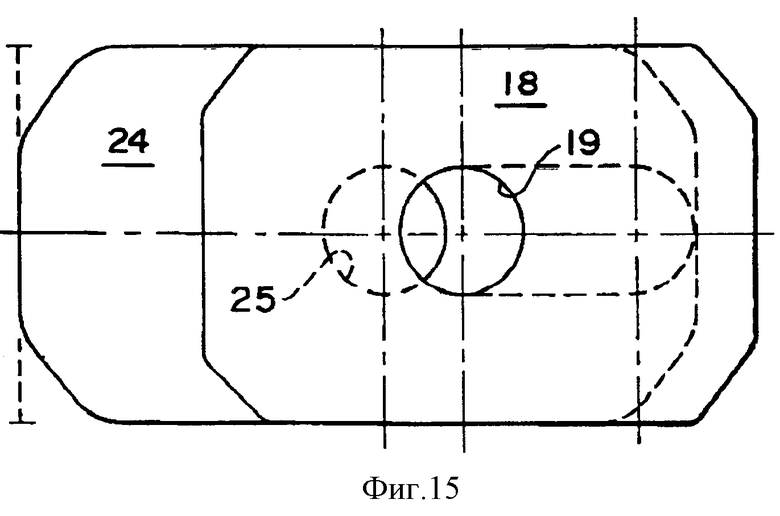
Фиг. 15 представляет собой такой же вид сверху пластины, показанной на фиг. 14, на котором дроссельная пластина была сдвинута продольно в заднее дросселирующее положение относительно неподвижной верхней пластины.
Настоящее изобретение, уже со ссылкой на фиг. 1, на которой теми же самыми номерами обозначены элементы, одинаковые для каждой отдельной фигуры, включает подвижный и неподвижный шиберные узлы 1 для использования в золотниковом шиберном затворе 2 типа, применяемого для регулирования течения расплавленной стали или другого металла из разливочного ковша 3. Золотниковый шиберный узел 1 закреплен на монтажной плите 5, которая в свою очередь соединена с кожухом 7 разливочного ковша посредством монтажного устройства, которое не показано. Затвор 2 включает горловину 9, изготовленную из керамического материала, имеющую канал 10 воронкообразной формы, для придания потоку расплавленного металла, поступающему из разливочного ковша 3, цилиндрической формы. Горловина 9 механически закреплена на нижней стенке различного ковша 3 через уплотнение 11 из теплостойкого компактированного порошкового материала.
Главным назначением узла 1 шиберных пластин согласно настоящему изобретению, является регулирование течения расплавленного металла, выходящего из отверстия 10 горловины 9. С этой целью, согласно изобретению, предусмотрен верхний и нижний узел 13 и 17 пластин с расположенным между ними как в сэндвиче подвижного узла 23 дроссельной пластины. Верхний неподвижный узел 13 пластин включает неподвижную пластину 14 из керамического материала, имеющую отверстие 15 круглой формы для пропуска потока расплавленного металла из канала 10. Нижний неподвижный узел 17 имеет аналогичную неподвижную пластину 18 из тугоплавкого материала с отверстием 19, которое имеет такой же размер и расположено соосно с отверстием 15 верхней неподвижной пластины 14. Предпочтительно, чтобы как верхняя, так и нижняя неподвижные пластины 14, 18 имели одинаковую длину и ширину. На нижней поверхности нижней неподвижной пластины 18 смонтирован трубчатый экран 20, который можно использовать, например, для направления потока расплавленной стали в изложницу для непрерывной разливки. Трубчатый экран 20 включает монтажный фланец 21, который присоединен к трубчатому патрубку 22. Крепежный узел (не показан) обеспечивает размещение фланца 21 в положении, показанном на фиг. 1. Трубчатый экран 20 изолирует регулируемый поток жидкого металла, выходящего из системы 1 шиберных пластин от окружающего воздуха, чтобы предотвратить взаимодействие расплавленного металла с кислородом окружающей среды. Узел 23 дроссельной пластины установлен с возможностью скользящего перемещения между верхним и нижним неподвижными узлами 13 и 17 пластин. Узел 23 дроссельной пластины также включает изготовленную из керамического материала пластину 24, имеющую отверстие 25, которое может быть круглой формы и может иметь такой же диаметр, как отверстие 15 верхней неподвижной пластины 14. Отверстие 19 нижней неподвижной пластины 18 больше, чем отверстия 25 и 15, с тем, чтобы предотвратить скапливание стали в дроссельной пластине 24 в процессе операции отсечения металла. Однако, для того чтобы система 1 шиберных пластин обладала дросселирующей способностью, как заднего, так и переднего края, дроссельная пластина 24 длиннее, чем верхняя и нижняя пластины 14 и 18. В процессе работы золотникового шиберного затвора 2 дроссельная пластина 24 совершает скользящее возвратно-поступательное движение с помощью гидравлического привода (не показан) вдоль оси A, которая совпадает с продольными центральными осями пластин 14, 18 и 24.
Со ссылкой уже на фиг. 2, у дроссельной пластины 24, как правило, имеющей прямоугольную форму, предусмотрены притупленные углы 30a-d, для того чтобы сфокусировать поджимающие усилия вблизи отверстия 25 вдоль продольной осевой линии 92 (которая соосна с осевой линией A, показанной на фиг. 1). Обод стального бандажа 31 создает натяжение по периметру дроссельной пластины 24, для того чтобы соединить его в единое целое с пластиной. Как пластина 24, так и бандаж 31 окружены поджимной рамой 33, которая передает, по существу, сжимающие поджимные усилия к упомянутым выше притупленным углам 30a-d. С этой целью поджимная рама 33 имеет неподвижный поджимной элемент 35 с находящимися напротив друг друга подошвами 37a,b, которые расположены под одинаковым углом по отношению к притупленным углам 30a,b на левой стороне пластины 24, для того чтобы предотвратить возникновение концентрации напряжений. Поджимная рама 33, кроме того, включает пару расположенных отдельно параллельных опор 39a и 39b, к которым присоединен подвижный поджимной узел 41. Узел 41 включает подвижный поджимной элемент 43, также имеющий находящиеся напротив друг друга поджимные подошвы 45a,b, которые расположены под таким же углом, как и притупленные углы 30c,d, находящиеся на правой стороне пластины 24. Поджимной винт 49, который проходит через отверстие (не показано) в поджимном опорном элементе 47, входит в зацепление с резьбой другого отверстия (также не показано) в подвижном поджимном элементе 43 так, чтобы, когда винт 49 вращается, поджимные подошвы 45a,b подвижного поджимного элемента 43 входили в контакт с притупленными углами 30c,d на правой стороне пластины 24. Эта процедура в свою очередь обеспечивает приложение поджимающего давления поджимных подошв 37a,b подвижного поджимного элемента 35 к притупленным углам 30a,b на левой стороне пластины 24.
Поскольку как верхний, так и нижний неподвижные узлы 13 и 17 пластин идентичны во всех характерных особенностях, для того чтобы избежать повторений будет описан только нижний неподвижный узел 17 пластин.
Нижний неподвижный узел 17 пластин, со ссылками уже на фиг. 3, включает нижнюю неподвижную пластину 18, имеющую отверстие 19, которое может быть круглой формы, и идентичным по диаметру отверстию 25 дроссельной пластины 24. Подобно дроссельной пластине 24, неподвижная пластина 18 имеет притупленные углы для фокусирования поджимающего усилия вдоль продольной центральной оси 70 пластины поблизости от отверстия 19. Нижний неподвижный узел 17 пластин включает, кроме того, поджимную раму 58 для приложения поджимающих усилий к притупленным углам 54a-d. С этой целью поджимная рама 58 включает рамный узел 59 прямоугольной формы (показан условно), который содержит на левой стороне неподвижный поджимной элемент 60, имеющий поджимные подошвы 62a, b, который работает аналогично подошвам 37a,b, описанным вместе с поджимным элементом 35. Рамный узел 59 кроме того содержит, на правой стороне, подвижный поджимной элемент 64. Поджимной элемент 64 включает поджимные подошвы 66a,b, который может с поджатием входить в контакт с притупленными углами 54c, d пластины 18 при вращении поджимного винта 68, который действует одинаковым образом, как описанный выше винт 49. Во всех случаях углы притупленных углов 54a-d и поджимающих подошв 62a,b и 66a,b являются одинаковыми, так чтобы создать между этими элементами границу контакта, благодаря чему предотвратить концентрацию напряжений, которая может привести к появлению нежелательных трещин в области углов пластины 18.
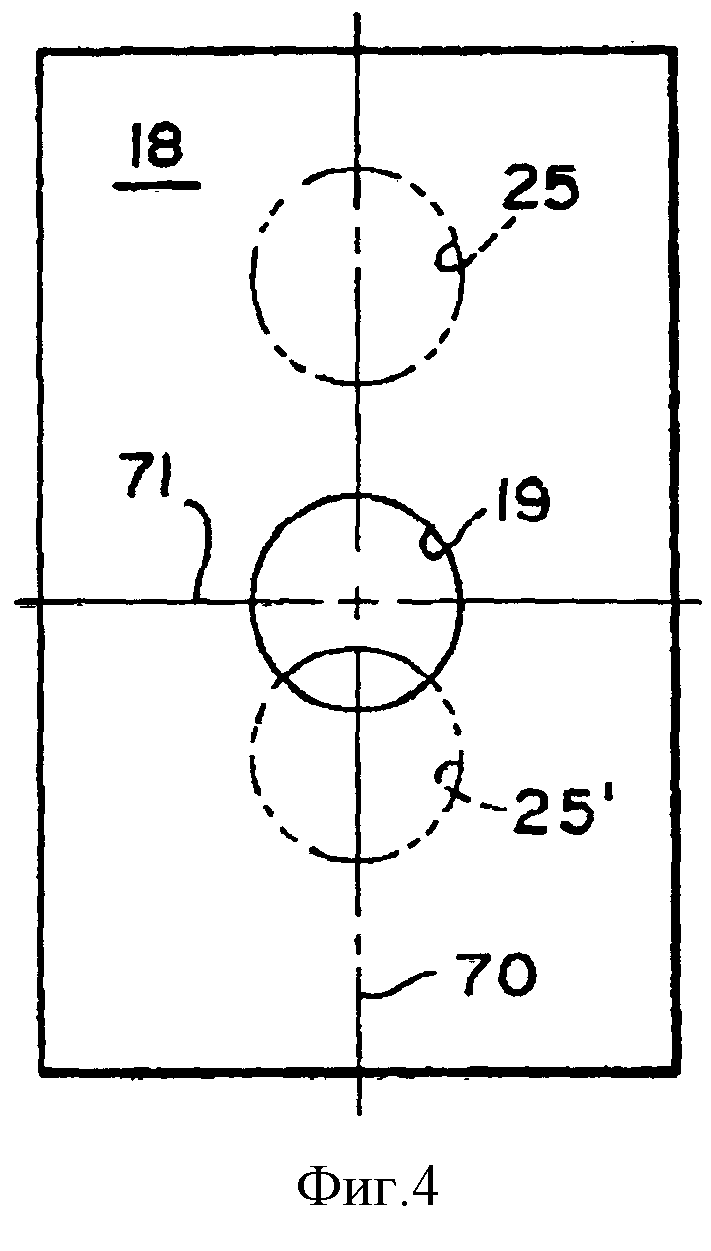
На фиг. 4 показано, как определяют продольные и поперечные размеры предпочтительных вариантов каждой из неподвижных пластин 14 и 18 в зависимости от максимального диаметра D отверстия 19, с которыми можно использовать пластину (с практической точки зрения). Для того чтобы согласовать положение отсечения металла относительно дроссельной пластины 24, длина верхней половины пластины 18 от центра отверстия 19 должна соответствовать длине хода Ss отсечения металла, равной по меньшей мере 1,5 диаметра отверстия. Хотя теоретически возможно, чтобы длина хода отсечения металла была только немного больше, чем длина одного диаметра отверстия, в такой размерной схеме может быть не принято в расчет существенное удлинение, которое происходит у отверстия 19 вдоль продольной центральной оси 70 пластины 18 вследствие эрозии. Следовательно, с практической точки зрения, длина хода отсечения должна быть равна по меньшей мере 1,5 диаметра отверстия. Такой ход может соответствовать положению отверстия 25 дроссельной пластины 24, показанному условно в верхней части пластины 18. Для того чтобы пластина имела длину в продольном направлении, достаточную для опоры дроссельной пластины 24, когда она занимает положение отсечения металла, показанное условно, необходимо иметь дополнительную длину D неподвижной пластины выше центра отверстия 25, при этом полная длина пластины 18 от центра отверстия 19 должна составлять 1,5D + 1D = 2,5D.
При определении остальной длины неподвижной пластины 18 от центра отверстия 19 необходимо учесть только заднее дроссельное положение между отверстием 19 неподвижной пластины и положением отверстия 25' дроссельной пластины 24, поскольку нет необходимости согласовывать два отдельных хода отсечения металла. В соответствии с этим длина нижней половины пластины 18 составляет 0,66D (что позволяет отверстию 25' дроссельной пластины занять максимальное заднее дросселирующее положение, показанное на фиг. 4) плюс дополнительная длина пластины, равная 1,5 диаметра отверстия, так чтобы неподвижная пластина 18 обеспечивала достаточную опору для дроссельной пластины 24 в пределах структуры золотникового шиберного затвора 2. Таким образом, нижняя половина пластины должна составлять 0.66D + 1,5D = 2,16D. При сложении двух половин пластины полная длина неподвижной пластины 18 (а также верхней неподвижной пластины 14) должна составить 2,16D + 2,5D = 4,66D. Для того, чтобы неподвижная пластина 18 имела достаточную ширину в пределах золотникового шиберного затвора 2, чтобы прочность конструкции была достаточной для того, чтобы сдерживать (рост) механических напряжений, возникающих в ней от потока расплавленного металла, и чтобы обеспечить соответствующую поверхность для трубной доски или горловины металлоприемника, ширина пластины 18 должна составлять 1,5 диаметра отверстия с каждой стороны от центральной оси отверстия 19, что составляет полную ширину 1,5D + 1,5D = 3,0D. Хотя длина и ширина пластин выражена в значениях максимального диаметра отверстия, такую же методику можно использовать для выражения размеров в значениях максимальной ширины отверстия в случаях, когда отверстия имеют некруглую форму.
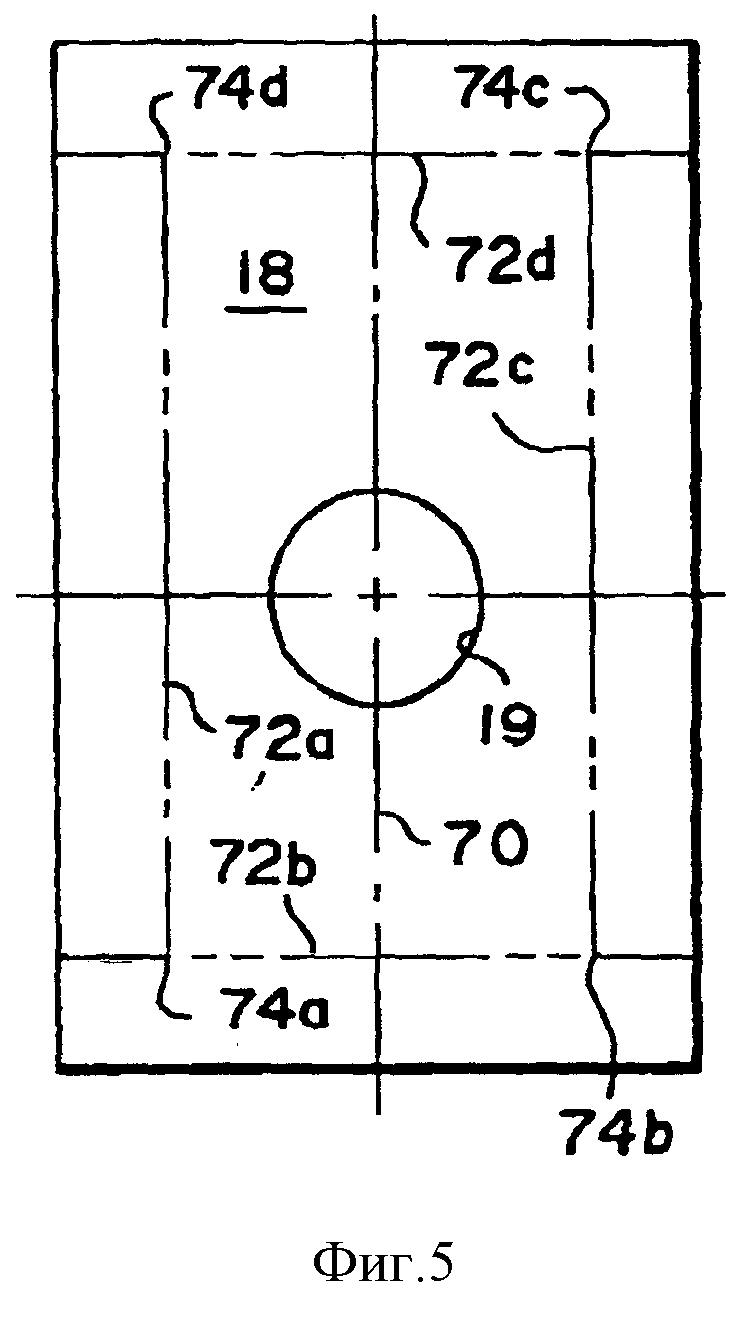
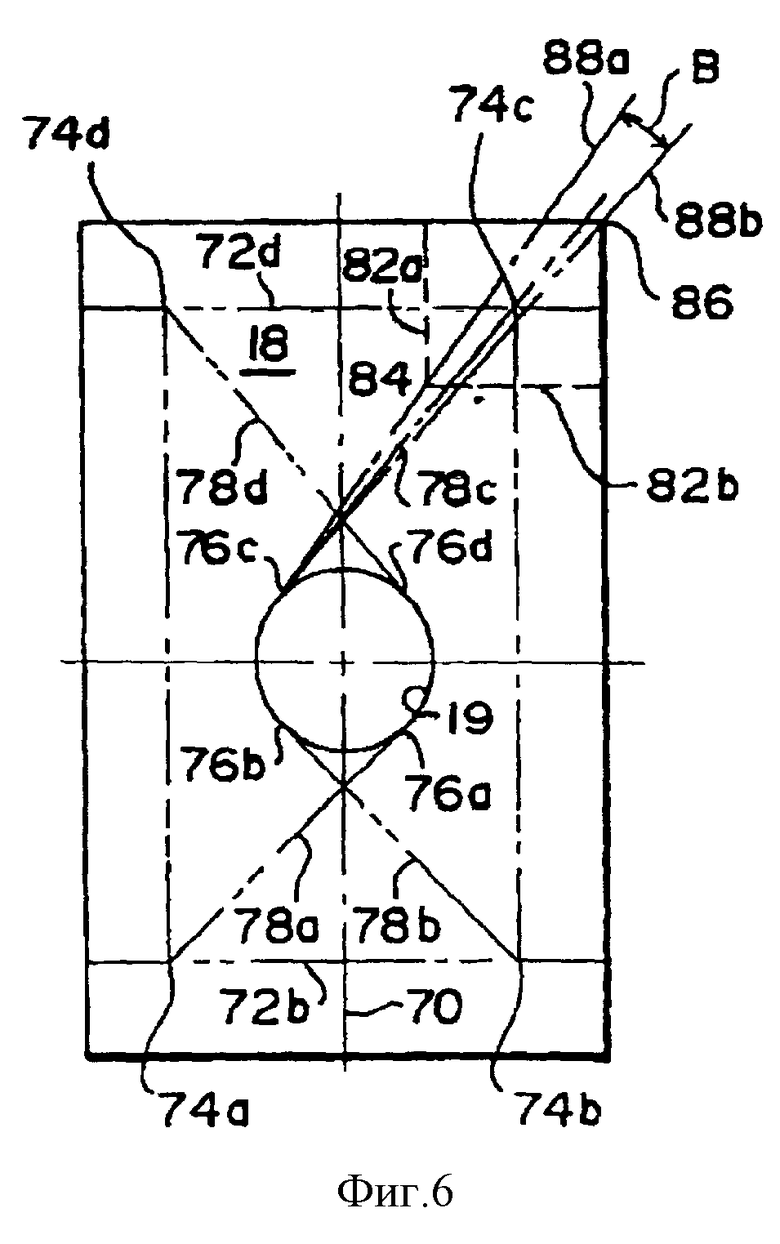
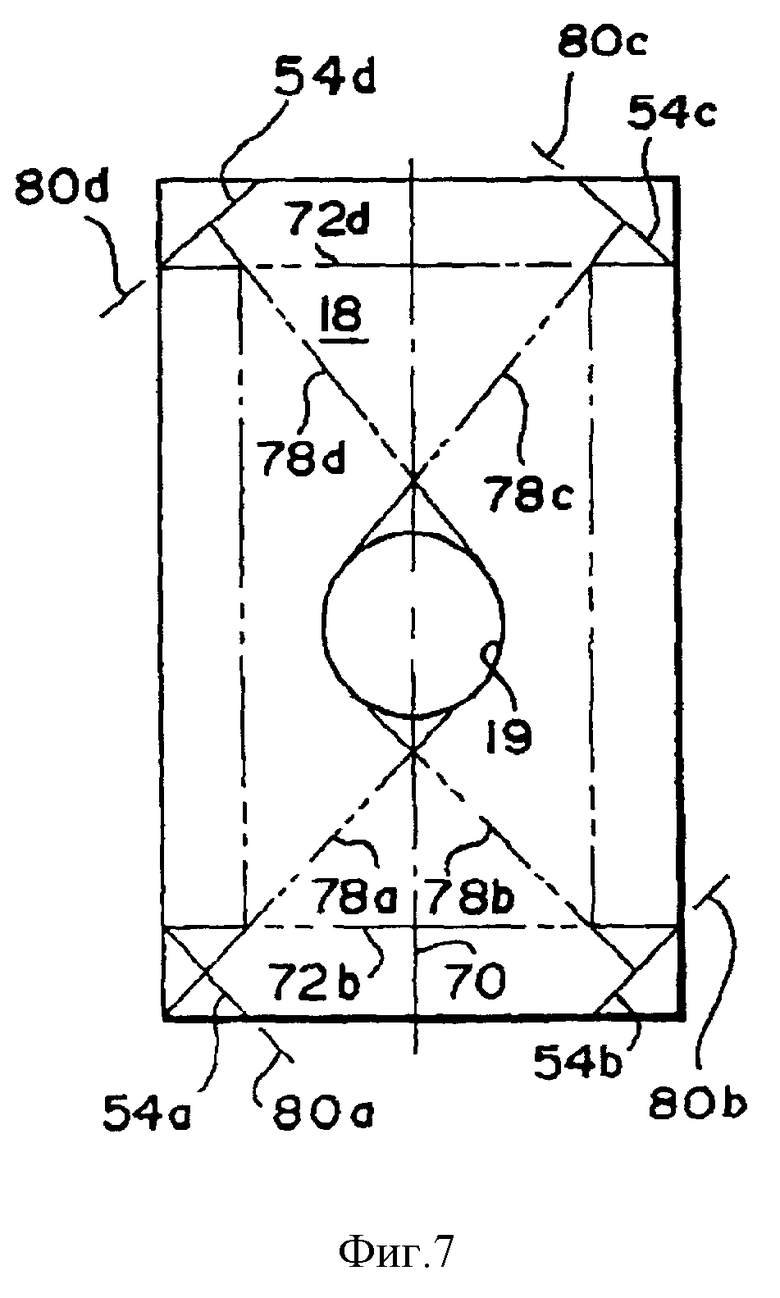
Далее со ссылкой на фиг. 5, 6 и 7 последует описание методики, используемой при определении размеров притупленных углов 54a-d, первый этап этого определения угловых размеров углов состоит в проведении линий построения вдоль внутреннего периметра пластины 18, которые параллельны наружным краям этой пластины, но расположены от них на расстоянии половины диаметра отверстия, или 0,5D. Эти линии построения показаны на фиг. 5 как линии 72a-d. На фиг. 6 показан следующий этап методики определения размера углов. Здесь линии 78a-d проведены между углами 74a-d линий построения и точками касания 76a-d с отверстием 19 максимального диаметра, когда каждая из линий 78a-d пересекает продольную центральную ось 70. На следующем этапе методики определяют не только угловые размеры, но и длину притупленных углов. На этом этапе проводят линии 80a-d, которые перпендикулярны как касательным линиям 78a-d, так и тем, которые пересекаются с горизонтальными линиями построения 72b, d. Эти линии 80a-d используют как разметочные для операции срезания углов прямоугольной тугоплавкой пластины 18 для получения притупленных углов 54a-d.
На фиг. 6 показан также более обобщенный способ, посредством которого можно определить угловые размеры притупленных углов 54a-d. По этому обобщенному способу конструктивные сегменты 82a, b (каждый из которых по длине равен одному диаметру D отверстия, независимо от того, используются или нет в пластине отверстия максимального диаметра) проводят под прямыми углами к длине и ширине пластины с образованием, как показано, квадрата. По этому наиболее обобщенному этапу методики угловые размеры притупленных углов 54a-d определяются любой линией, проходящей под углом B, определяемым его вершиной в точке касания 76c и одной из его сторон линией, проходящей через точку 84 пересечения вышеупомянутых сегментов 82a,b, и его другой стороной точкой 86 пересечения продольной и поперечной кромок пластины 18 до их притупления. Любую линию внутри угла В можно использовать для построения угла притупления путем проведения линии под прямым углом к любой одной из этого семейства линий. Каждую такую идущую под прямым углом линию следует провести через пересечение горизонтальных линий построения 72b,d, так, чтобы можно было определить как длину притупленных углов, так и их угловой размер.
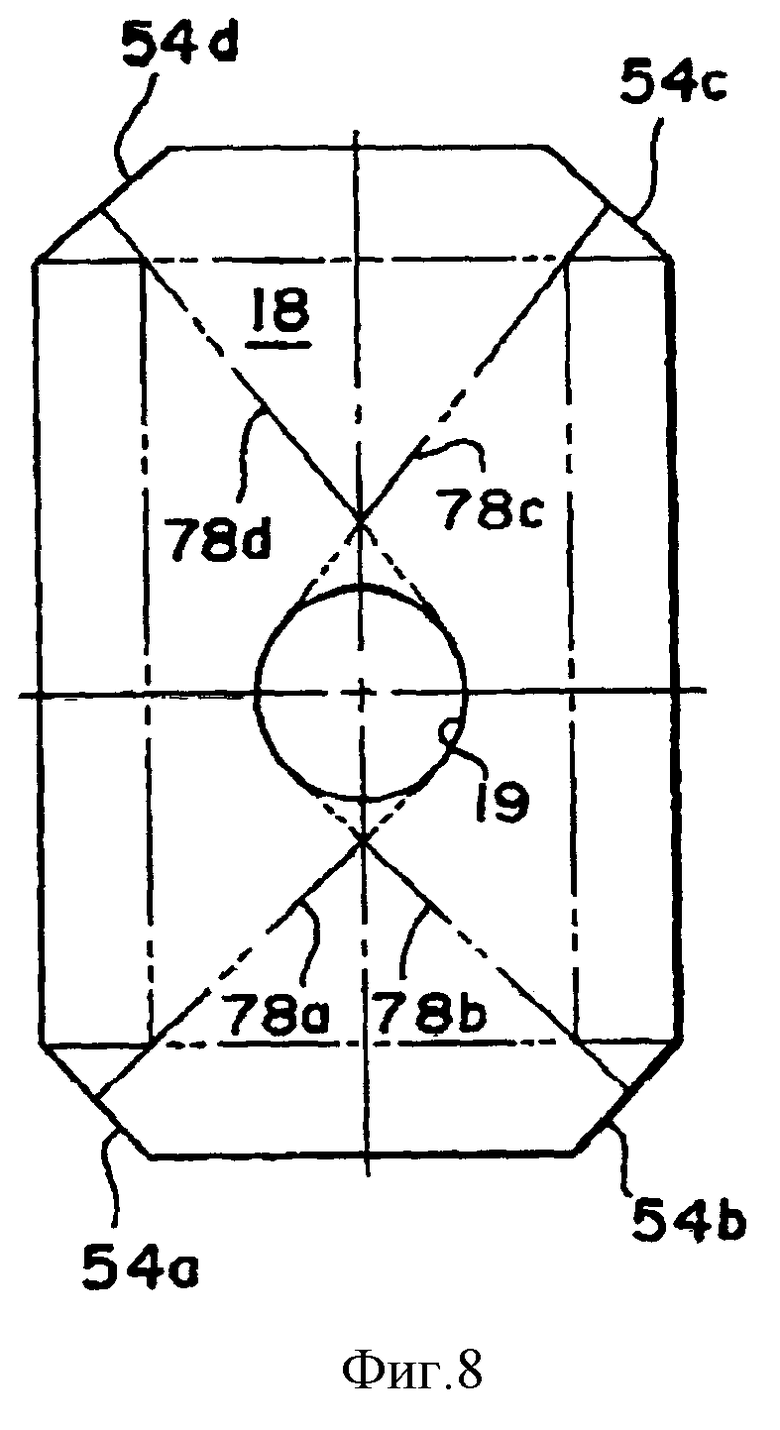
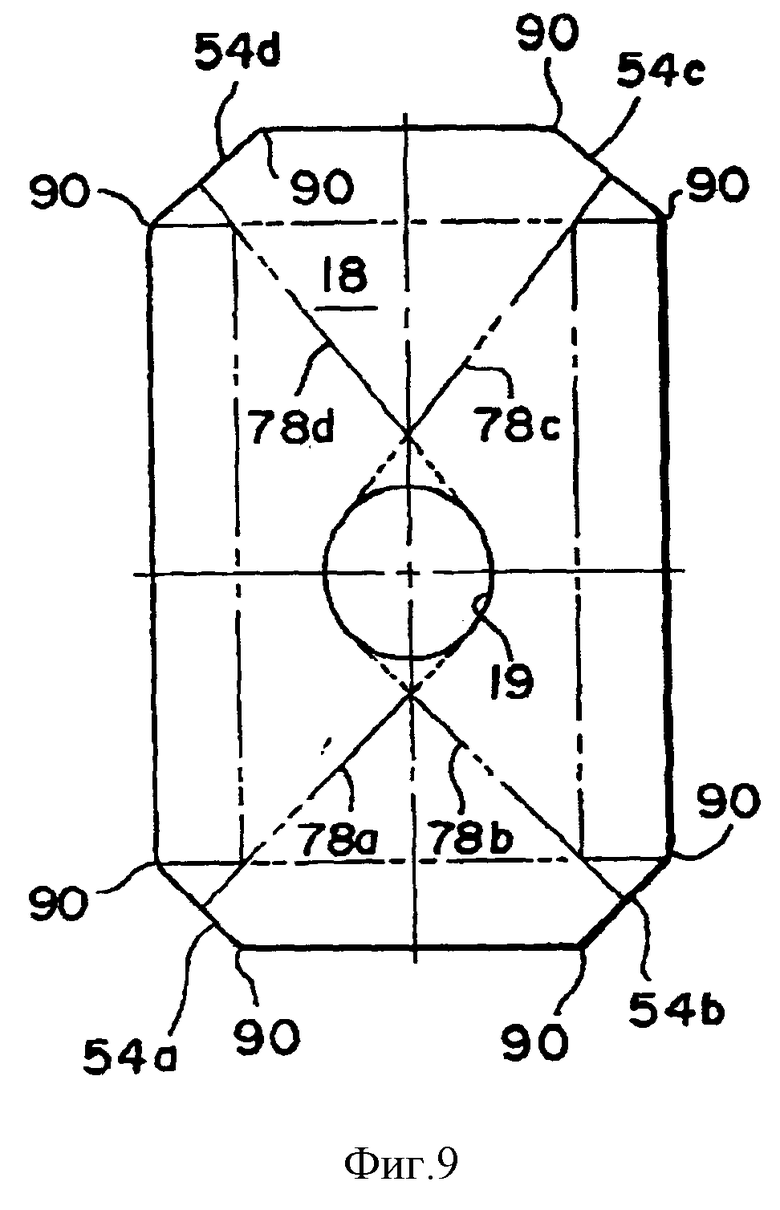
На фиг. 8 показана пластина 18, углы 54a-d которой притуплены в соответствии с наиболее конкретным вариантом способа, согласно которому при определении конкретных размеров углов притупления использованы линии под прямыми углами к касательным 78a-d. После того, как углы были притуплены подобным образом, их предпочтительно скруглить в точках 90, как показано на фиг. 9. Такие скругления углов помогают предотвратить возникновение концентрации напряжений в области углов пластины 18.
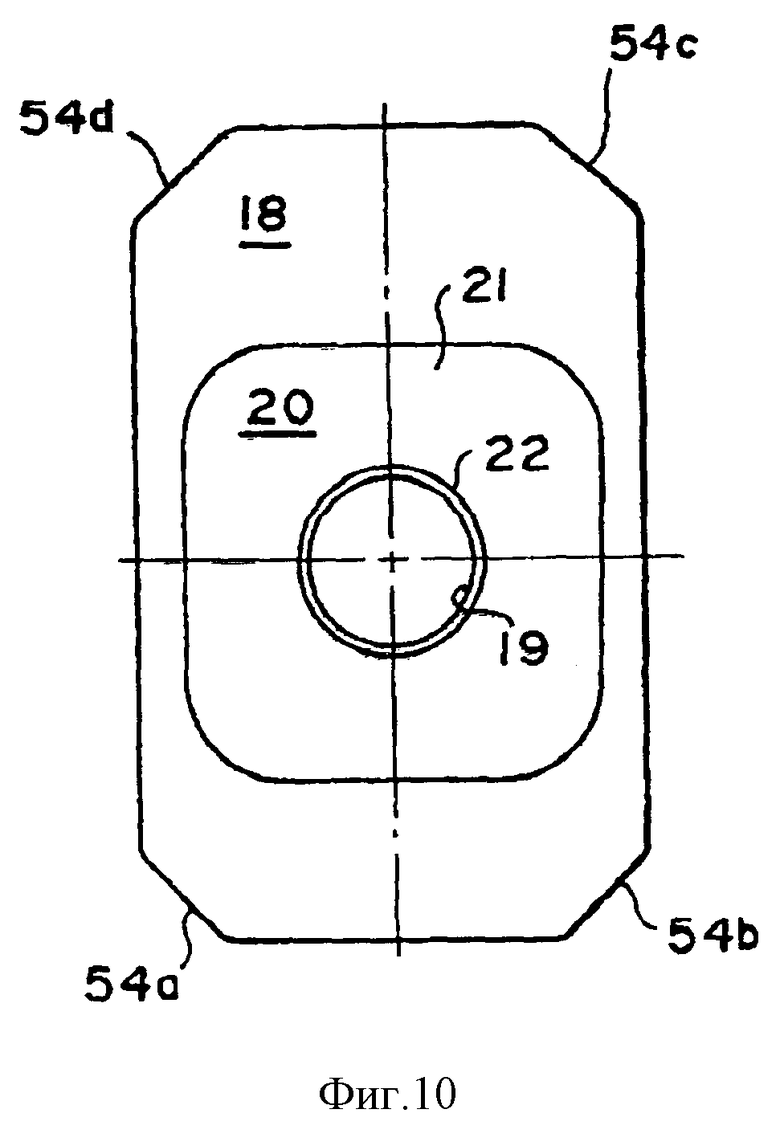
На фиг. 10 показан готовый продукт использования методики определения общих пропорций и притупления углов согласно настоящему изобретению. В частности, следует отметить, как ширина 3, OD пластины 18 позволяет согласовать ее с гнездом крепления трубчатого экрана 20, имеющей монтажный фланец 21, размер которого составляет 2,5 диаметра отверстия, как в длину, так и в ширину.
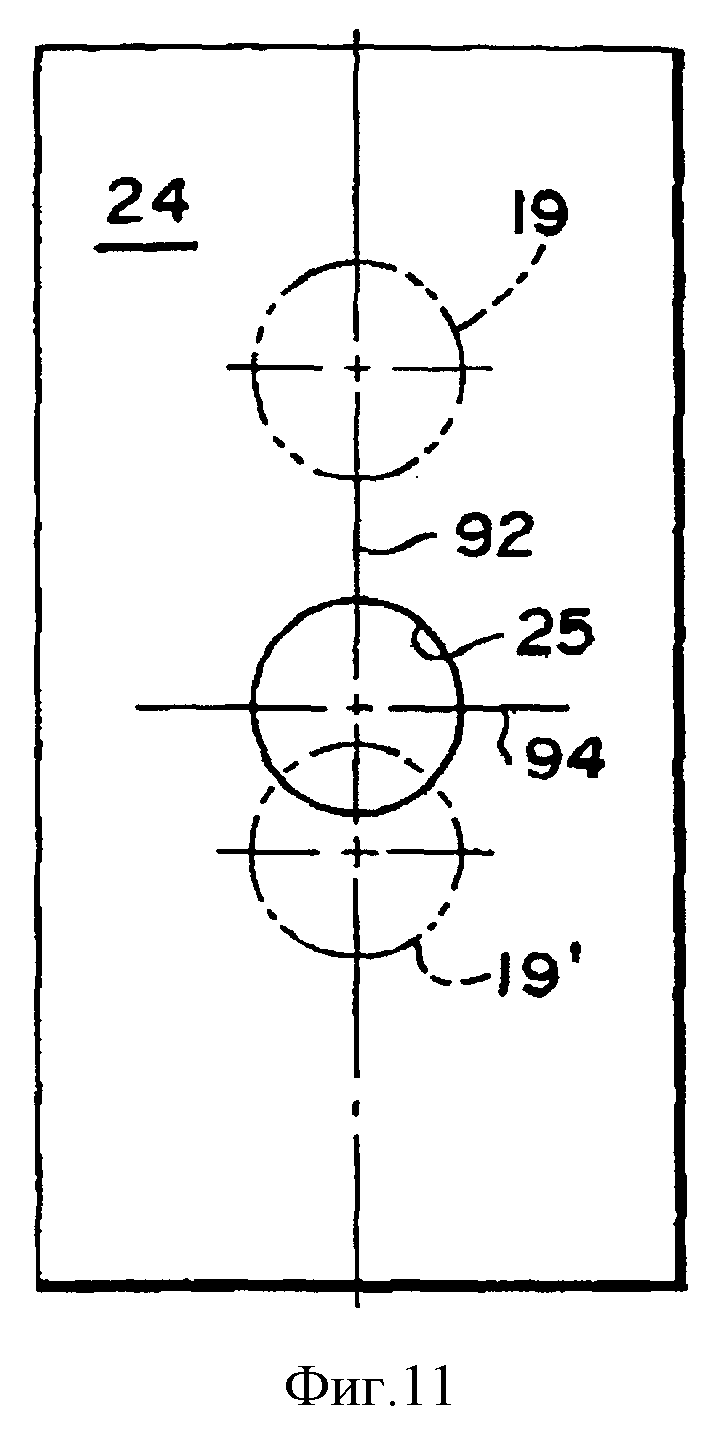
На фиг. 11-13 показан метод, который можно использовать для определения как длины, так и ширины дроссельной пластины 24, по отношению к величине максимального диаметра D, отверстия, а также угловых размеров, до которых следует притупить углы 30a-d. Что касается верхней половины дроссельной пластины 24, то требуется, чтобы размер хода отсечения металла, как в случае неподвижной пластины 18, составлял по меньшей мере одну и одну вторую максимального диаметра, или 1,5D. Дополнительно к размеру тугоплавкой пластины выше положения центра отверстия 19 неподвижной пластины 18 в положении отсечения следует добавить еще 1,50D для получения длины пластины, достаточной для присоединения и манипуляции гидравлического привода. Таким образом, длина верхней половины дроссельной пластины должна составлять 1,5D + 1,5D = 3,0D. Если обратиться теперь к нижней половине пластины 24, то, чтобы согласовать заднее дроссельное положение, требуется по меньшей мере две трети диаметра отверстия, или 0,66D. Кроме того, по меньшей мере требуется длина в 2 диаметра выше заднего дроссельного положения, как для соответствующей опоры, так и для соответствующей поверхности для уплотнения с целью предотвращения подсоса воздуха между пластинами. Следовательно, полная длина нижней половины дроссельной пластины должна составлять 0,66D + 2,0D или в целом 2,66D. При сложении вместе верхней и нижней половин дроссельной пластины 24, полная длина составляет 3,OD + 2,66D = 5,66D. Определяют аналогичным образом, как для неподвижной пластины 18 для получения совместимости и реализации способа. Таким образом, ширина дроссельной пластины 24 составляет 1,5D + 1,5D = 3,0D.
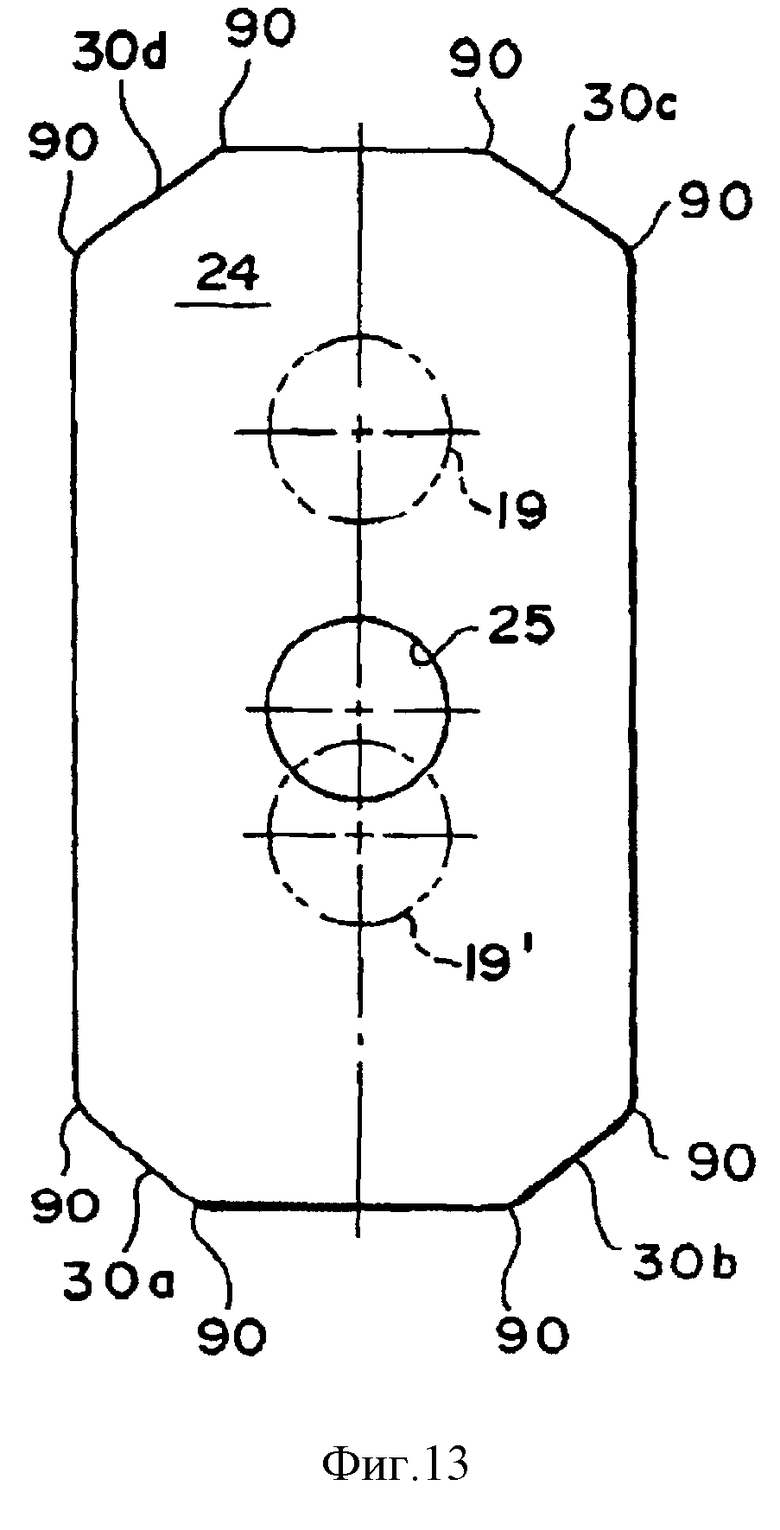
Если обратиться теперь к фиг. 13, то угловые размеры притупленных углов 30a-d дроссельной пластины 24 определяют посредством точно такой же методики, как описана в отношении неподвижной пластины 18 (и, в частности, фиг. 6). Таким образом, нет необходимости повторять подробно этот этап способа. Следует отметить, что, в дополнение к конкретному способу, описанному в связи с фиг. 6, по которому угловой размер притупленных углов определяют с помощью линий, проведенных под прямыми углами к описанным выше касательным линиям 78a-d, для определения размеров углов дроссельной пластины 24 можно использовать также обобщенный способ, описанный применительно к верхнему правостороннему углу пластины 18 на фиг. 6.
Хотя описание настоящего изобретения представлено в контексте отдельного предпочтительного варианта, специалистам в данной области техники должны быть очевидны различные модификации, дополнения и варианты. Подразумевается, что все такие модификации, дополнения и варианты попадают в сферу притязаний настоящего изобретения, которое ограничено только прилагаемой к сему формулой изобретения.

Изобретения относятся к шиберным пластинам для использования в золотниковых шиберных затворах для регулирования течения расплавленного металла и, в частности, касаются узла шиберных пластин, которые обладают способностью оказывать сопротивление образованию трещин, вызываемых термическими напряжениями. Изобретение касается построения притупленных углов пластины. Длина и ширина пластины определяются в зависимости от диаметра отверстия пластины из тугоплавкого материала. Проводятся линии построения, параллельные наружным краям пластины и расположенные на расстоянии половины диаметра отверстия. Проводятся линии между точками пересечения линий построения и точками касания с отверстием, при этом каждая линия должна пересекать продольную центральную ось. На следующем этапе методики определяют не только угловые размеры, но и длину притупленных углов. Задачей изобретений является осуществление оптимального распределения поджимающего усилия в более склонных к возникновению напряжений областях шиберных пластин, углы которых притуплены для предотвращения распространения трещин. 3 с. и 12 з.п. ф-лы, 15 ил.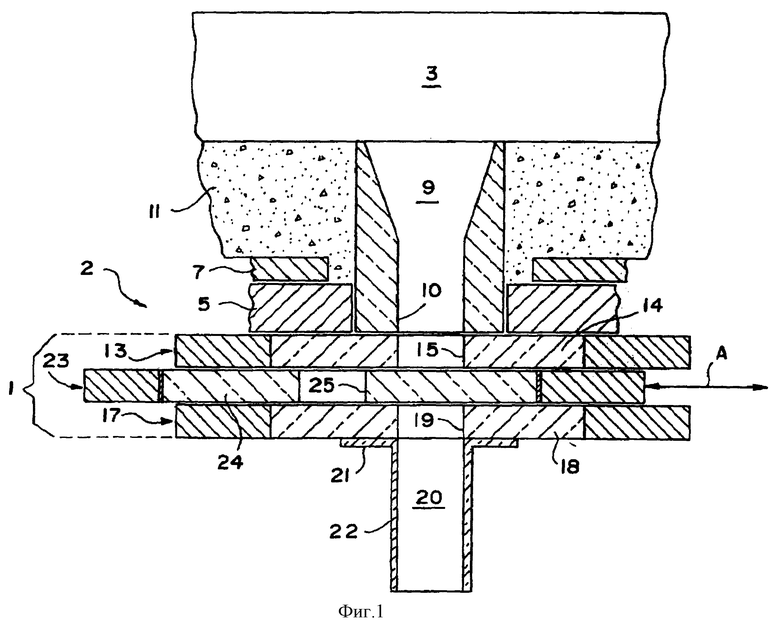
| Устройство для выдачи бирок | 1975 |
|
SU529108A1 |
| 0 |
|
SU393223A1 | |
| 0 |
|
SU351023A1 | |
| Затвор вакуумный быстродействующий | 1978 |
|
SU767441A1 |
| Отсечной клапан | 1988 |
|
SU1665139A1 |

