Область техники.
Настоящее изобретение относиться к группе устройств, включающих режущую пластину и конструкцию сверла для ее использования при обработке материалов резанием, в частности изделий из труднообрабатываемых материалов, в том числе из титана и его сплавов.
Уровень техники.
Для высокопроизводительного сверления отверстий в изделиях, выполненных из труднообрабатываемых материалов, используют сверла с механическим креплением твердосплавных режущих пластин, в том числе с износостойкими покрытиями.
Указанные сверла имеют корпус, вокруг оси вращения которого расположена рабочая часть с гнездами на торце для размещения и закрепления в них, например, с помощью винтов сменных режущих пластин.
При сверлении отверстий режущие пластины подвергаются значительным переменным термическим и механическим, в том числе обусловленным высокой температурой, воздействиям, что существенно влияет на механическую прочность и стойкость их режущих кромок.
Обычно часть режущих пластин, закрепленных на торце сверла, расположены асимметрично относительно его оси вращения. Это дополнительно вызывает увеличение действующих на пластины не равномерно распределенных нагрузок.
При этом в зоне их режущих кромок, в том числе на передних поверхностях, возникают значительные усилия, обусловленные тангенциальными напряжениями.
При этом наибольшие усилия, как правило, возникают на участках режущих кромок пластин, наиболее удаленных от их крепежных отверстий. Это особенно актуально для режущих пластин, имеющих форму параллелограмма на виде сверху на их передние поверхности.
При этом вершины режущих кромок этих пластин, расположенные на разных диагоналях, описанных вокруг пластин параллелограммов, как правило, удалены от оси крепежного отверстия на разные расстояния, что существенно влияет на напряженно деформированное состояние пластин в целом.
Указанные режущие пластины, как и другие пластины в форме квадрата или треугольника на виде сверху на их передние поверхности и имеющие в центре крепежное отверстие, в объеме представляют собою двухсвязную область, гомеоморфную тору, у которого все его части по окружностям равномерно удалены от его оси симметрии, что существенно влияет на его напряженно деформированное состояние.
При этом в идеале без учета усилий резания напряженно деформированное состояние этого тора может быть представлено в виде напряженно деформированного изотропного состояния, возникающего при гидростатическом давлении, где отсутствуют деформирующие (разрушающие, формоизменяющие) тангенциальные механические напряжения.
Использование этого свойства тора в качестве структурного аттрактора, определяющего конструктивные особенности режущих пластин, раскрывает дополнительные возможности в совершенствовании конструкций режущих пластин в особенности для пластин, у которых вершины режущих кромок удалены попарно на разном расстоянии от оси отверстия.
Известны конструкции сверл с механическим креплением режущих пластин (WO 2007/114146, WO 2008/0937458, WO 2009/084315), содержащие корпус, на торце рабочей части которого установлены сменные режущие пластины.
При этом режущие пластины содержат переднюю и опорную поверхности. Их соединяет боковая поверхность. На пересечении боковой и передней поверхностей образованы режущие кромки. Пластины имеют центральное крепежное отверстие, ось которого проходит через центр симметрии пластины. На виде сверху на переднюю поверхность пластины имеют форму многогранника, образованного совмещением сторон, по меньшей мере, двух параллелограммов, имеющих единый с режущей пластиной центр симметрии.
В рассматриваемой конструкции режущих пластин вершины режущих кромок попарно удалены на разные расстояния от оси крепежного отверстия, что усложняет их напряженно деформированное состояние. Однако их использование предопределено тем, что они позволяют получить хорошее качество внутренних поверхностей отверстий в отличие от, например, пластин, имеющих форму квадрата на виде сверху на передние поверхности.
В тоже время при работе сверл с такими пластинами возникает сложное напряженно деформированное состояние их пластин, влияющее на стойкость, как самих пластин, так и сверл в целом. При этом конструкция режущих пластин не оптимизирована.
Задачей настоящего изобретения является создание конструкции режущих пластин повышенной стойкости при сохранении высокого качества внутренних поверхностей обрабатываемых отверстий.
Задачей настоящего изобретения также является создание конструкции сверл повышенной стойкости, за счет использования указанных выше режущих пластин.
Технический результат от использования предложенного технического решения заключается в повышении стойкости режущих пластин и стойкости сверл в целом при сохранении высокого качества внутренних поверхностей обрабатываемых отверстий за счет снижения величины касательных напряжений на рабочих поверхностях пластин.
Раскрытие изобретения.
Указанный технический результат достигается посредством совокупности признаков, приведенных в соответствующих пунктах формулы изобретения.
В соответствии с предложенным техническим решением режущая пластина содержит, по меньшей мере, одну переднюю и одну опорную поверхности.
Их соединяет боковая поверхность с образованием на пересечении с передней поверхностью режущих кромок.
Режущая пластина содержит также центральное крепежное отверстие, ось которого проходит через центр симметрии пластины.
При этом пластина имеет на виде сверху на переднюю поверхность форму многогранника, образованного совмещением сторон, по меньшей мере, первого и второго мнимых параллелограммов, имеющих единый с режущей пластиной центр симметрии.
При этом стороны первого параллелограмма, ограничивают участки режущих кромок, прилегающие к наиболее удаленным от центра симметрии режущей пластины вершинам, которые расположены на меньшей диагонали этого параллелограмма, а стороны второго параллелограмма ограничивают участки режущих кромок, прилегающие к вершинам, расположенным на меньшей диагонали второго параллелограмма.
Согласно изобретению на противоположных участках боковых поверхностей, прилегающих к участкам режущих кромок, образующих наиболее удаленные от центра симметрии пластины вершины, во внутрь режущей пластины под острым углом к плоскости опорной поверхности выполнены скосы.
Ширина этих скосов на виде с боку на режущую пластину имеет меньшую величину в направлении к пересечению на виде сверху на переднюю поверхность сторон первого и второго мнимых параллелограммов.
При этом отношение диаметра вписанной окружности первого параллелограмма к диаметру вписанной окружности второго параллелограмма выбрано из соотношения 1,05…1,4, а отношение диаметров соответственно их описанных окружностей выбрано из соотношения 1,05…1,5.
Согласно одному из предпочтительных исполнений на передней поверхности режущей пластины напротив наиболее удаленных от оси отверстия вершин режущих кромок расположены, по меньшей мере, параллельно одна другой две впадины, имеющие продолговатую форму, причем длина впадины, расположенной ближе к режущей кромке имеет большую величину.
Согласно другому предпочтительному исполнению режущей пластины на ее виде сверху большая диагональ первого параллелограмма повернута в плоскости проекции относительно меньшей диагонали второго параллелограммов на острый угол α, величина которого выбрана из диапазона 3…30°.
Согласно другому предпочтительному исполнению режущей пластины она содержит нанесенное на ее рабочие поверхности износостойкое покрытие, содержащее, по меньшей мере, один слой, который содержит фазу, по меньшей мере, с одним из элементов V, Cr, Nb, Ti, Та, Zr, Hf, В, Al, Si, С, N, О.
Согласно другому предпочтительному исполнению режущей пластины износостойкое покрытие имеет переменную толщину, которая больше в направлении от опорной поверхности к передней поверхности.
Согласно другому предпочтительному исполнению режущей пластины ее режущие кромки выполнены с закруглениями или защитными фасками.
Согласно другому предпочтительному исполнению режущей пластины на ее вершинах расположены криволинейные угловые режущие кромки.
В соответствии с изобретением предложено сверло. Оно содержит корпус в виде тела вращения с рабочей частью, расположенной вокруг оси вращения.
На торце рабочей части выполнены гнезда для размещения и закрепления режущих пластин. При этом каждое гнездо имеет опорную поверхность, боковые базовые поверхности и отверстие для крепежных винтов.
В гнездах рабочей части сверла установлены и закреплены винтами режущие пластины, выполненные по одному из указанных выше исполнений.
Краткое описание чертежей.
Для лучшего понимания, но только в качестве примера, изобретение будет описано с отсылками к приложенным чертежам, на которых изображены режущая пластина и сверло для ее использования.
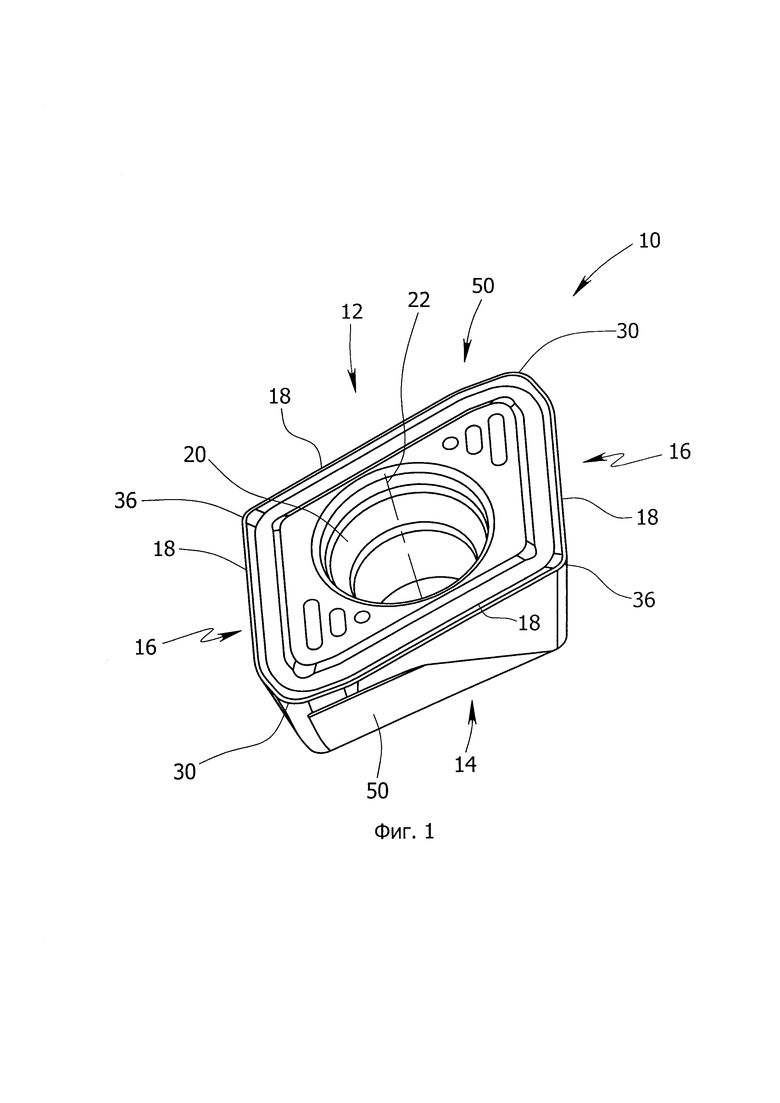
На фиг.1 изображена в перспективе режущая пластина;
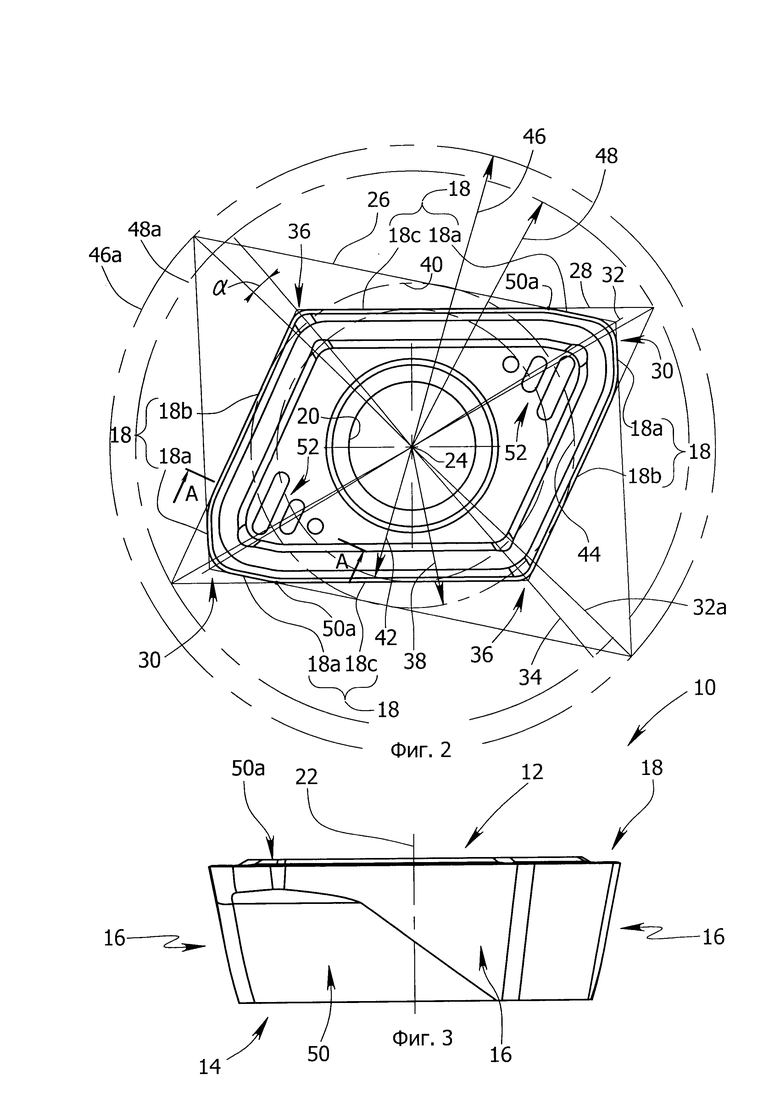
на фиг.2 изображен вид сверху на режущую пластину, изображенную на фиг.1 с указанием описанных вокруг нее параллелограммов;
на фиг.3 изображен вид сбоку режущей пластины, изображенной на фиг.1;
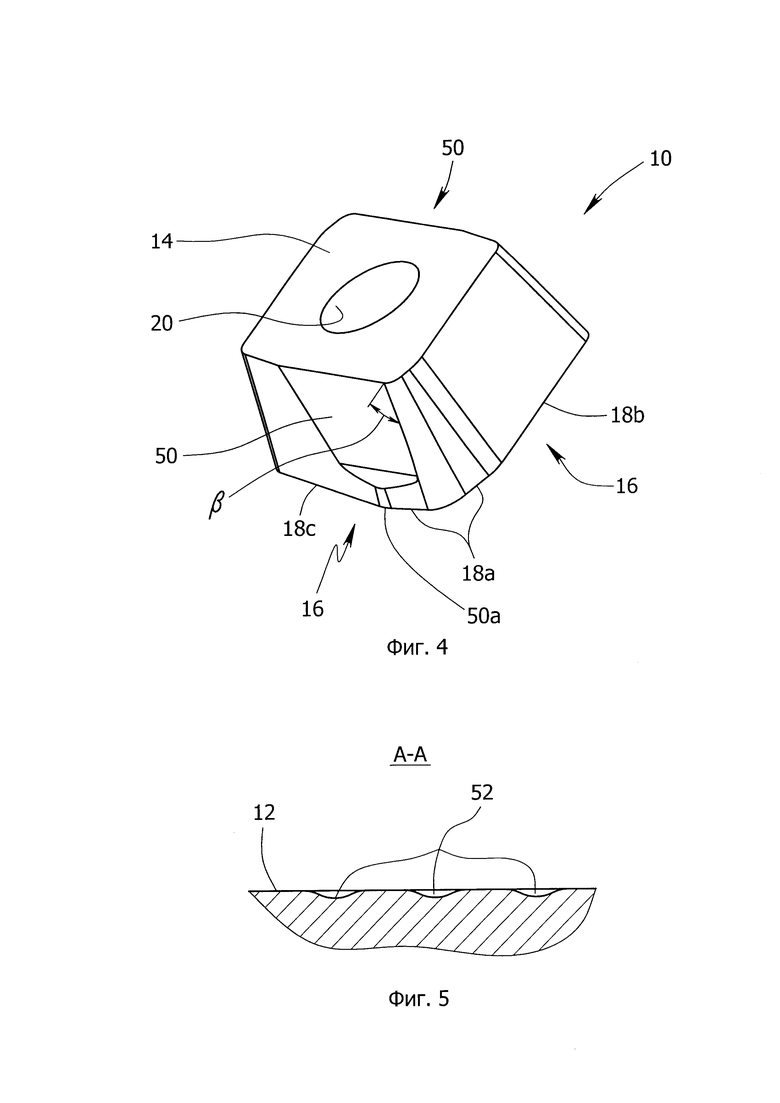
На фиг.4 изображен в перспективе вид снизу на режущую пластину, изображенную на фиг.1;
на фиг.5 изображено сечение фиг.2 по линии А-А;
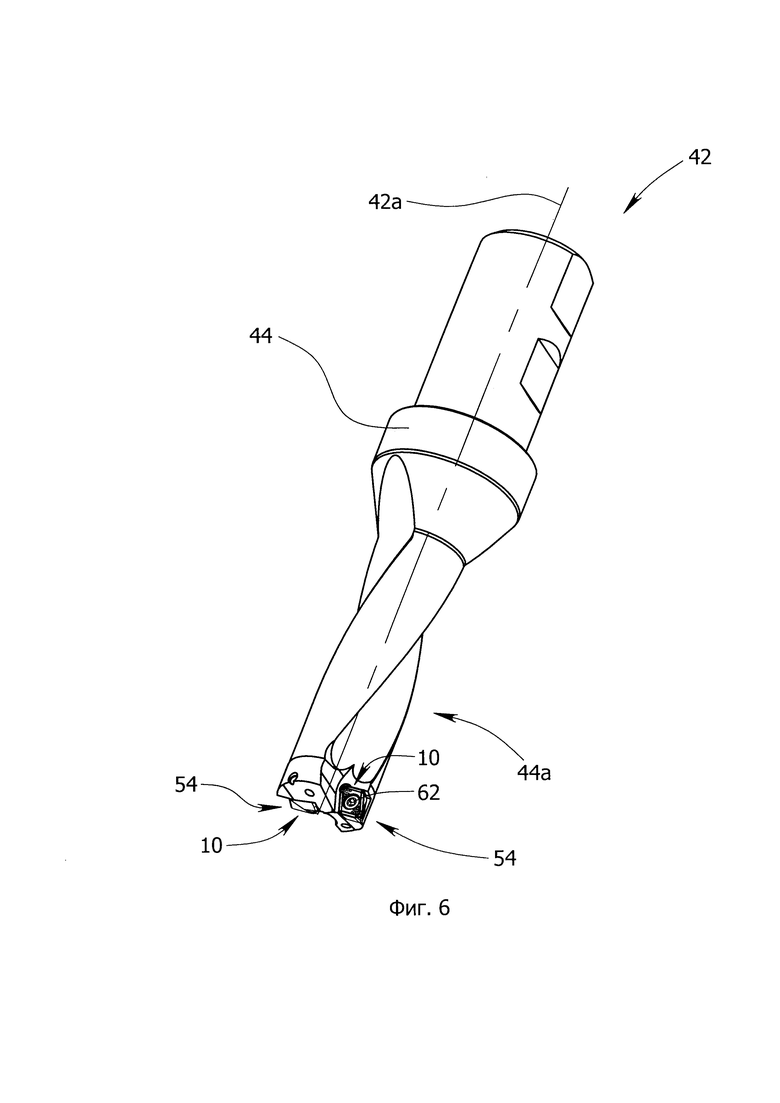
на фиг.6 изображено в перспективе сверло в сборе с режущей пластиной, изображенной на фиг.1-5;
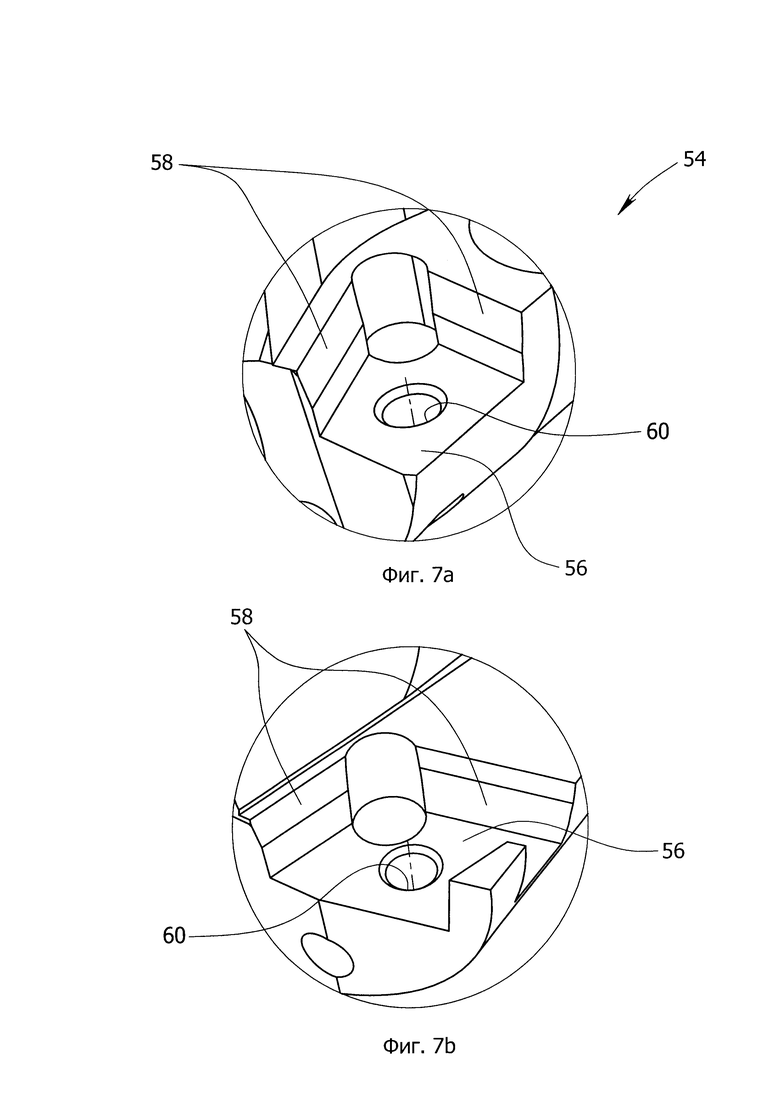
на фиг.7а и 7b изображены в перспективе гнезда корпуса сверла, изображенного на фиг.6, для закрепления режущей пластины, изображенной на фиг.1, соответственно на периферии и в центре его рабочей части.
Детальное описание чертежей.
Рассмотрим предложенную конструкцию режущей пластины 10, изготовленную из твердого сплава путем прессования и спекания. Здесь в качестве примера на фиг.1-5 для наглядности изображена режущая пластина с положительным задним углом, имеющая на виде сверху форму параллелограмма и две пары основных режущих кромок, которые могут быть использованы при установке пластины на периферии рабочей части сверла и в ее центре.
При этом режущая пластина 10 содержит, по меньшей мере, одну переднюю поверхность 12. Эта поверхность простирается от режущих кромок 18 до центрального крепежного отверстия 20, выполненного в центре пластины 10.
Боковая поверхность 16 соединяет переднюю 12 и опорную 14 поверхности с образованием на пересечении с передней поверхностью 12 режущих кромок 18. На фиг.2 указано, что режущие кромки содержат участки 18а,18b и 18 с.
Режущая пластина 10 также содержит центральное крепежное отверстие 20, ось 22 которого проходит через центр ее симметрии 24.
На виде сверху на переднюю поверхность 12 режущая пластина имеет форму многогранника, образованного совмещением сторон, по меньшей мере, первого 26 и второго 28 мнимых параллелограммов, имеющих единый с режущей пластиной центр симметрии 24.
При этом стороны первого параллелограмма 26, ограничивают участки режущих кромок 18а, прилегающие к наиболее удаленным от центра симметрии 24 режущей пластины 10 вершинам 30, которые расположены на меньшей диагонали 32 этого параллелограмма.
При этом стороны второго параллелограмма 28 ограничивают участки режущих кромок 18b и 18 с, прилегающие к вершинам 36, расположенным на меньшей диагонали 34 второго параллелограмма.
Таким образом, представленная на фиг.1 -4 режущая пластина 10 по своей конструкции в объеме не симметрична относительно оси 22 отверстия 20, что создает предпосылки для ее сложного напряженно деформированного состояния, возникающего в процессе сверления отверстий, и, как следствие этого, возникновение значительных тангенциальных напряжений на наиболее удаленных от отверстия 20 участках режущих кромок, снижающих ее стойкость.
В целях снижения указанных напряжений в соответствии с изобретением на противоположных участках боковых поверхностей 16 режущей пластины 10, прилегающих к участкам режущих кромок 18 с и 18а, образующих наиболее удаленные от центра симметрии 24 пластины 10 вершины 30, во внутрь режущей пластины 10 под острым углом β к плоскости опорной поверхности 14 выполнены скосы 50, ширина которых на виде с боку на режущую пластину 10 имеет меньшую величину в направлении к пересечению 50а на виде сверху на переднюю поверхность 12 сторон первого 26 и второго 28 мнимых параллелограммов.
При этом отношение диаметра 38 вписанной окружности 40 первого параллелограмма 26 к диаметру 42 вписанной окружности 44 второго параллелограмма 28 выбрано из соотношения 1,05…1,4, а отношение диаметров 46 и 48 соответственно их описанных окружностей 46а и 48а выбрано из соотношения 1,05…1,5.
При этом скосы 50 способствуют снижению касательных напряжений на наиболее удаленных участках режущих кромок 18а, улучшают условия базирования режущих пластин 10 в гнездах корпусов сверл и в определенной степени защиту боковых (базовых) поверхностей 16 при разрушении участков 18а режущих кромок 18, что обеспечивает возможность использования второй режущей кромки при повороте пластины.
Рассматривая нижний и верхний пределы указанных выше соотношений, следует заметить, что они является интегральным показателем формы и соотношения размеров режущей пластины 10 с учетом минимального снижения тангенциальных напряжений на наиболее удаленных участках режущих кромок, возникающих при сверлении отверстий в изделиях, выполненных, в том числе из труднообрабатываемых материалов.
При этом представленные диапазоны указанных выше соотношений представляет собою наиболее оптимальное соотношение указанных выше конструктивных элементов режущей пластины при рассмотрении ее напряженно деформированного состояния, возникающего в процессе резания, в сравнении с напряженно деформированным состоянием тора с внутренним диаметром, равным диаметру крепежного отверстия режущей пластины 10, и объемом, равным ее объему. Это обусловлено тем, что предложенная режущая пластина 10, имеющая отверстие 20, может быть рассмотрена в качестве двухсвязной области, гомеоморфной тору, в котором касательные напряжения минимальны.
Выбор конкретного значения рассматриваемого соотношения зависит от марки обрабатываемого материала, режимов и условий резания.
При этом нижние значения указанных выше соотношений выбраны из соображений того, что при дальнейшем уменьшении этих значений могут быть потеряны функциональные свойства режущих пластин, что не допустимо.
Верхние значения указанных выше соотношений выбраны из соображения того, что при их дальнейшее увеличение приводит к росту суммарных усилий, возникающих в зоне наиболее удаленных от центра пластины участков режущих кромок, обусловленных тангенциальными напряжениями, возникающими при циклическом механическом и термическом нагружениях пластины.
Таким образом, указанные выше конструктивные особенности предложенной режущей пластины 10 позволяют снизить тангенциальные напряжения в зоне наиболее удаленных от ее центра участках режущих кромок и тем самым повысить стойкость пластины и сверла в целом при обработке конкретных материалов.
Режущая пластина имеет ряд предпочтительных исполнений, позволяющих повысить получаемый технический результат, так как каждый вариант исполнения пластины имеет присущее ему положительное влияние на стойкость режущих пластин.
Согласно одному из предпочтительных исполнений на передней поверхности 12 режущей пластины 10 напротив наиболее удаленных от оси 22 отверстия 20 вершин 30 участках режущих кромок 18а расположены, по меньшей мере, параллельно одна другой две впадины 52, имеющие продолговатую форму, причем длина впадины, расположенной ближе к режущей кромке имеет большую величину.
Данный конструктивный элемент позволяет улучшить условия схода стружки в зоне наиболее напряженного участка передней поверхности 12, что дополнительно повышает стойкость режущих пластин.
Согласно другому предпочтительному исполнению режущей пластины на ее виде сверху большая диагональ первого параллелограмма повернута в плоскости проекции относительно меньшей диагонали второго параллелограммов на острый угол α, величина которого выбрана из диапазона 3…30°.
При этом нижнее значение указанного выше диапазона угла α обусловлено необходимостью сохранения конфигурации режущей пластины, исходя из ее функционального назначения. Верхняя граница - обусловлена допустимыми значениями тангенциальных напряжений в зоне наиболее удаленных от центра пластины участков режущих кромок 18а.
Согласно другому предпочтительному исполнению режущей пластины она содержит нанесенное на ее рабочие поверхности износостойкое покрытие, содержащее, по меньшей мере, один слой, который содержит фазу, по меньшей мере, с одним из элементов V, Cr, Nb, Ti, Та, Zr, Hf, В, Al, Sl, С, N, О.
Согласно другому предпочтительному исполнению режущей пластины упомянутое выше износостойкое покрытие имеет переменную толщину, которая больше в направлении от опорной 14 поверхности к передней поверхности 12.
Согласно другому предпочтительному исполнению режущей пластины ее режущие кромки выполнены с закруглениями или защитными фасками.
Согласно другому предпочтительному исполнению режущей пластины на ее вершинах 30 и 36 расположены криволинейные угловые режущие кромки.
В соответствии с изобретением сверло 42, предназначенное для использования описанной выше режущей пластины 10 (фиг.6, 7а и 7b), содержит корпус 44 в виде тела вращения с рабочей частью 44а, расположенной вокруг оси вращения 42а. На торце рабочей части 44а выполнены гнезда 54 для размещения и закрепления в них режущих пластин 10.
При этом каждое гнездо 54 имеет опорную поверхность 56, боковые базовые поверхности 58 и отверстие 60 для крепежных винтов 62.
Согласно предложенной конструкции сверла в ее гнездах 54 установлены и закреплены винтами 62 режущие пластины 10, выполненные по одному из указанных выше исполнений.
При этом следует заметить, что на торце рабочей части 44а сверла предусмотрены гнезда 54, как для размещения предложенных режущих пластин 10 на периферии фиг.7а, так и в центре фиг.7b рабочей части 44а сверла 42..
Использование предложенного изобретения.
В качестве примера рассмотрим режущую пластину 10, изображенную на фиг.1-5. Эта пластина XPMT07H308R была изготовлена из карбида вольфрама и связующей фазой из кобальта. Ее устанавливали в гнезда сверла диаметром 25 мм с рабочей частью 100 мм.
При этом отношение диаметра 38 вписанной окружности 40 первого параллелограмма 26 к диаметру 42 вписанной окружности 44 второго параллелограмма 28 равно 1,1. Отношение диаметров 46 и 48 соответственно их описанных окружностей 46а и 48а равно 1,1.
Указанные соотношения диаметров были выбраны из условия сверления отверстий диаметром 25 мм и глубиной 40 мм в деталях, изготовленных из стали 40ХН2МА с твердостью НВ 190…200 на следующих режимах резания: Vc=160 м/мин., fz=0,12 мм/об..
Использование указанных сверл в производственных условиях позволило получить стойкость режущих пластин и сверл в целом в 1,3 раза выше обычных пластин при сохранении высокого качества обрабатываемых поверхностей.
Таким образом, использование описанных выше конструктивных элементов режущей пластины позволило повысить стойкость режущих пластин и сверла в целом.
Хотя настоящее изобретение было описано с определенной степенью детализации, следует понимать, что его различные изменения и модификации могут быть выполнены без отхода от существа и объема изобретения, изложенного в приведенной ниже формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОСКОРОСТНАЯ ФРЕЗА И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕЕ | 2018 |
|
RU2686757C1 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ МОДУЛЬНОЙ ФРЕЗЫ И ФРЕЗА ДЛЯ ЕЕ ИСПОЛЬЗОВАНИЯ | 2021 |
|
RU2754916C1 |
| РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА С ОХЛАЖДЕНИЕМ | 2021 |
|
RU2759550C1 |
| Индексируемая режущая пластина и фреза для труднообрабатываемых материалов | 2024 |
|
RU2840507C1 |
| МНОГОГРАННАЯ ДВУХСТОРОННЯЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА ДЛЯ ЕЕ ИСПОЛЬЗОВАНИЯ | 2019 |
|
RU2714563C1 |
| Фреза для больших подач и режущая пластина для нее | 2017 |
|
RU2645531C1 |
| ФРЕЗА ДИСКОВАЯ ДЛЯ ОБРАБОТКИ УЗКИХ ПАЗОВ И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕЕ С ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ | 2019 |
|
RU2707373C1 |
| РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА ДЛЯ ЕЕ ИСПОЛЬЗОВАНИЯ | 2021 |
|
RU2774506C1 |
| РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА ДЛЯ ЕЕ ИСПОЛЬЗОВАНИЯ | 2017 |
|
RU2662278C1 |
| ФРЕЗА И ДВУХСТОРОННЯЯ РЕЖУЩАЯ ПЛАСТИНА ДЛЯ БОЛЬШИХ ПОДАЧ | 2018 |
|
RU2677898C1 |
Группа изобретений относится к обработке материалов резанием. Режущая пластина содержит переднюю и опорную поверхности. Их соединяет боковая поверхность с образованием на пересечении с передней поверхностью режущих кромок. Пластина содержит центральное крепежное отверстие, ось которого проходит через центр симметрии пластины. Пластина имеет форму многогранника, образованного совмещением сторон первого и второго мнимых параллелограммов, имеющих единый с режущей пластиной центр симметрии. Стороны первого параллелограмма ограничивают участки режущих кромок, прилегающие к наиболее удаленным от центра симметрии режущей пластины вершинам, которые расположены на меньшей диагонали этого параллелограмма, а стороны второго параллелограмма ограничивают участки режущих кромок, прилегающие к вершинам, расположенным на меньшей диагонали второго параллелограмма. На противоположных участках боковых поверхностей, прилегающих к участкам режущих кромок, образующих наиболее удаленные от центра симметрии пластины вершины, во внутрь режущей пластины под острым углом к плоскости опорной поверхности, выполнены скосы. Ширина этих скосов имеет меньшую величину в направлении к пересечению сторон первого и второго мнимых параллелограммов. Отношение диаметра вписанной окружности первого параллелограмма к диаметру вписанной окружности второго параллелограмма выбрано из соотношения 1,05-1,4, а отношение соответственно их описанных окружностей выбрано из соотношения 1,05-1,5. Обеспечивается повышение стойкости режущих пластин и сверл. 2 н. и 6 з.п. ф-лы, 8 ил.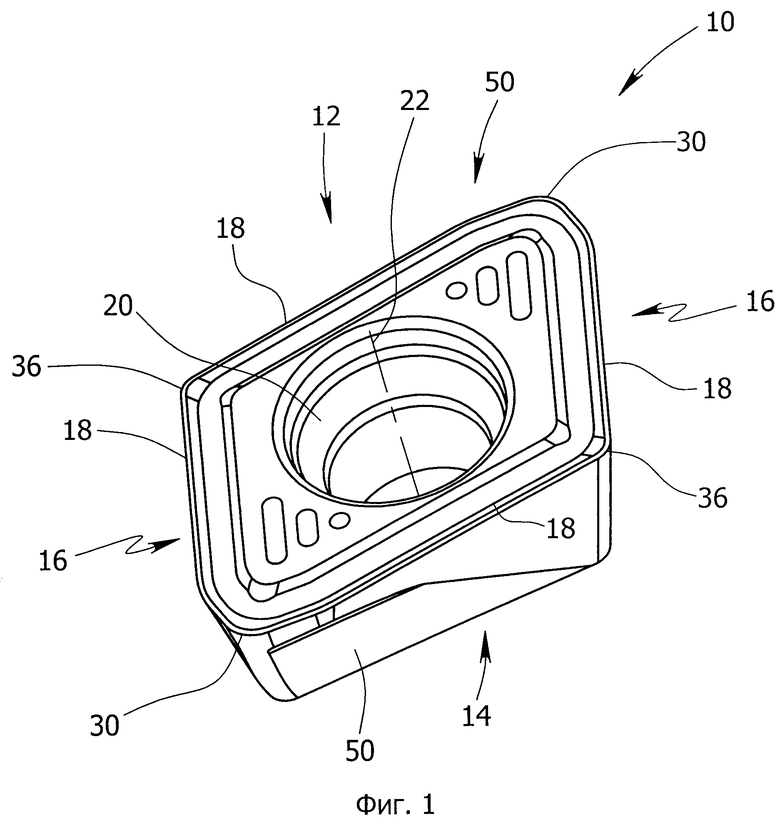
1. Режущая пластина (10), содержащая по меньшей мере одну переднюю (12) и одну опорную (14) поверхности и соединяющую их боковую поверхность (16) с образованием на пересечении с передней поверхностью (12) режущих кромок (18), центральное крепежное отверстие (20), ось (22) которого проходит через центр симметрии (24) пластины (10), имеющей на виде сверху на переднюю поверхность (12) форму многогранника, образованного совмещением сторон по меньшей мере первого (26) и второго (28) мнимых параллелограммов, имеющих единый с режущей пластиной центр симметрии (24), при этом стороны первого параллелограмма (26) ограничивают участки режущих кромок (18а), прилегающие к наиболее удаленным от центра симметрии (24) режущей пластины (10) вершинам (30), которые расположены на меньшей диагонали (32) этого параллелограмма, а стороны второго параллелограмма (28) ограничивают участки режущих кромок (18b, 18с), прилегающие к вершинам (36), расположенным на меньшей диагонали (34) второго параллелограмма, отличающаяся тем, что на противоположных участках боковых поверхностей (16), прилегающих к участкам режущих кромок (18с, 18а), образующих наиболее удаленные от центра симметрии (24) пластины (10) вершины (30), во внутрь режущей пластины (10) под острым углом (β) к плоскости опорной поверхности (14) выполнены скосы (50), ширина которых на виде с боку на режущую пластину (10) имеет меньшую величину в направлении к пересечению (50а) на виде сверху на переднюю поверхность (12) сторон первого (26) и второго (28) мнимых параллелограммов, при этом отношение диаметра (38) вписанной окружности (40) первого параллелограмма (26) к диаметру (42) вписанной окружности (44) второго параллелограмма (28) выбрано из соотношения 1,05…1,4, а отношение диаметров (46,48) соответственно их описанных окружностей (46а, 48а) выбрано из соотношения 1,05…1,5.
2. Пластина по п. 1, отличающаяся тем, что на передней поверхности (12) напротив наиболее удаленных от оси (22) отверстия (20) вершин (30) режущих кромок (18а) расположены по меньшей мере параллельно одна другой две впадины (52), имеющие продолговатую форму, причем длина впадины, расположенной ближе к режущей кромке, имеет большую величину.
3. Пластина по п. 1, отличающаяся тем, что на ее виде сверху большая диагональ (32а) первого параллелограмма (26) повернута в плоскости проекции относительно меньшей диагонали (34) второго параллелограммов (28) на острый угол (α), величина которого выбрана из диапазона 3…30°.
4. Пластина по п. 1, отличающаяся тем, что она содержит нанесенное на ее рабочие поверхности износостойкое покрытие, содержащее по меньшей мере один слой, который содержит фазу по меньшей мере с одним из элементов V, Cr, Nb, Ti, Та, Zr, Hf, В, Al, Si, С, N, О.
5. Пластина по п. 4, отличающаяся тем, что износостойкое покрытие имеет переменную толщину, которая больше в направлении от опорной поверхности (14) к передней поверхности (12).
6. Пластина по п. 1, отличающаяся тем, что режущие кромки пластины выполнены с закруглениями или защитными фасками.
7. Пластина по п. 1, отличающаяся тем, что на ее вершинах (30, 36) расположены криволинейные угловые режущие кромки.
8. Сверло (42), содержащее корпус (44) в виде тела вращения с рабочей частью (44а), расположенной вокруг оси вращения (42а), на торце которой выполнены гнезда (54) для размещения и закрепления режущих пластин, при этом каждое гнездо (54) имеет опорную поверхность (56), боковые базовые поверхности (58) и отверстие (60) для крепежных винтов (62), отличающееся тем, что в гнездах (54) установлены и закреплены винтами (62) режущие пластины (10), выполненные по одному из пп. 1-7.
| US 20110164936 A1, 07.07.2011 | |||
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ МОДУЛЬНОЙ ФРЕЗЫ И ФРЕЗА ДЛЯ ЕЕ ИСПОЛЬЗОВАНИЯ | 2021 |
|
RU2754916C1 |
| ВСТАВНАЯ РЕЖУЩАЯ ПЛАСТИНА ДЛЯ РЕЗАНИЯ И ИНДЕКСИРУЕМЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, ИСПОЛЬЗУЮЩИЙ ЭТУ ПЛАСТИНУ | 2009 |
|
RU2465989C1 |
| ДВУСТОРОННЯЯ РЕЖУЩАЯ ПЛАСТИНА ДЛЯ СВЕРЛА | 2010 |
|
RU2524290C2 |
| US 5853267 A1, 29.12.1998. | |||
