Изобретение относится к металлообработке и может быть использовано в автомобильной и подшипниковой промышленности для двустороннего шлифования особенно тонкостенных деталей.
Известен способ двустороннего торцового шлифования, в котором заготовкам, перемещающимся с постоянной подачей между двумя вращающимися шлифовальными кругами, перед входом в зону шлифования сообщают вращение вокруг своей оси с помощью ролика (см. пат. РФ 2076032, кл. В 24 В 7/17, 1997 г.).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в известном способе производится шлифование заготовок на проход, причем заготовки приводятся во вращение роликом по периферийной части, что весьма затруднительно при двустороннем шлифовании врезанием тонкостенных заготовок типа дисков толщиной менее 3 мм.
Наиболее близким способом того же назначения к заявленному изобретению по совокупности признаков является способ двустороннего шлифования опорных поверхностей некруглых твердосплавных пластин, в котором пластины размещают в цилиндрических гнездах сепаратора и сообщают последним возвратно-поступательное перемещение относительно вращающихся инструментов, а также вращательное осциллирующее движение вокруг своих осей в результате разнонаправленного вращения шлифовальных кругов с рассинхронизацией, осуществляющих непрерывную врезную подачу на заготовки (см. пат. РФ 1430236, кл. В 24 В 7/17, 1988 г.), принятый за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, принятого за прототип, относится то, что в известном способе вращательное осциллирующее движение осуществляется за счет рассинхронизации разнонаправленного вращения инструментов, обусловленное разными значениями линейных скоростей по радиусу круга, пропорциональных окружным усилиям на одной стороне пластины по сравнению с другой, что не гарантирует вращения тонкостенной заготовки в сепараторе.
Сущность изобретения заключается в следующем. С целью повышения качества шлифованных поверхностей заготовок и расширения технологических возможностей способа принудительно вращающейся тонкостенной заготовке дополнительно сообщают качательное осциллирующее движение в плоскости, перпендикулярной осям вращения шлифовальных кругов и заготовки.
Технический результат - повышение качества поверхностного слоя шлифованных деталей.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе двустороннего шлифования пластин, включающем непрерывную врезную подачу шлифовальных кругов на вращающуюся заготовку, которой дополнительно сообщают осциллирующее движение, особенность заключается в том, что тонкостенной заготовке сообщают принудительное вращение от привода, при этом ее осциллирующее качательное движение осуществляют по дуге окружности с углом α=(1-3)° и центром качания на расстоянии диаметра шлифовального круга DK от его центра в плоскости, перпендикулярной оси вращения шлифовальных кругов и заготовки.
Между отличительными признаками и вышеизложенным техническим результатом существует причинно-следственная связь, заключающаяся в уменьшении копирования погрешностей торцовой рабочей поверхности шлифовальных кругов на обрабатываемые поверхности заготовки, обеспечении более равномерного удаления припуска с каждого ее торца, уменьшении времени контакта абразивных зерен с заготовкой и улучшении смазочного и охлаждающего действий смазочно-охлаждающей жидкости, в результате чего снижается теплонапряженность процесса двустороннего шлифования и повышается качество поверхностного слоя шлифованных поверхностей заготовки, так как уменьшается вероятность прижогообразования и структурных изменений в поверхностном слое.
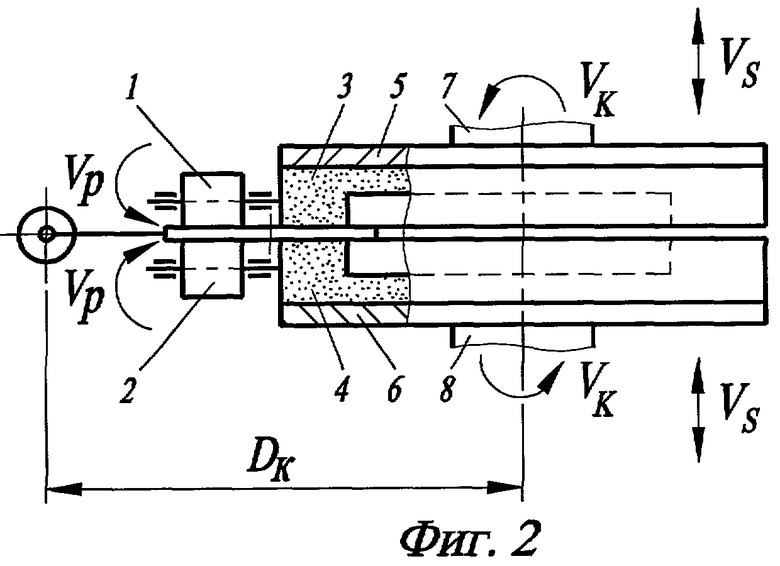
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата: на фиг.1 представлена кинематическая схема с приводом осцилляции для реализации предлагаемого способа; на фиг.2 - схема обработки тонкостенных заготовок (вид сверху на фиг.1).
Способ двустороннего шлифования тонкостенных заготовок осуществляют по схеме, представленной на фиг.1 и 2. Вращающимися шлифовальными кругами 3 и 4, жестко закрепленными на планшайбах 5 и 6, установленных на левом 7 и правом 8 шпинделях шлифовальных бабок торцешлифовального станка, осуществляют непрерывную врезную подачу со скоростью Vs на принудительно вращающуюся с окружной скоростью Vи заготовку 9 от приводных роликов 1 и 2, вращающихся с окружной скоростью Vp (фиг.2).
В процессе шлифования заготовка 9 помимо своего вращения с окружной скоростью Vи (фиг.1) совершает дополнительное качательное осциллирующее движение Sосц от привода 10 в плоскости, перпендикулярной оси вращения заготовки 9 и шлифовальных кругов 3 и 4, вращающихся с окружной скоростью Vк, причем качательная осцилляция заготовки производится по дуге окружности с углом α=(1...3)° и центром качания на расстоянии диаметра шлифовального круга Dк от его центра.
В зависимости от объема снимаемого материала предлагаемый способ позволяет уменьшить копирование микро- и макрогеометрических погрешностей торцовой рабочей поверхности шлифовальных кругов на обрабатываемые поверхности заготовки, обеспечить более равномерное удаление припуска с каждого ее торца, уменьшить время контакта абразивных зерен с заготовкой и улучшить смазочное и охлаждающее действия смазочно-охлаждающей жидкости, в результате чего снижается теплонапряженность процесса двустороннего шлифования тонкостенных заготовок и повышается качество поверхностного слоя шлифованных поверхностей деталей (устраняются прижоги и микротрещины).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДВУСТОРОННЕГО ШЛИФОВАНИЯ ТОНКОСТЕННЫХ ЗАГОТОВОК | 2005 |
|
RU2285604C1 |
| СПОСОБ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ | 2004 |
|
RU2275292C1 |
| Способ врезного плоско-профильного глубинного шлифования | 2024 |
|
RU2837566C1 |
| УСТРОЙСТВО ДЛЯ ИССЛЕДОВАНИЯ ДВУСТОРОННЕГО ТОРЦОВОГО ШЛИФОВАНИЯ ДЕТАЛЕЙ | 2016 |
|
RU2643538C1 |
| СПОСОБ СОВМЕЩЕННОГО ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2150364C1 |
| СПОСОБ ШЛИФОВАНИЯ С СОХРАНЕНИЕМ ПЕРВОНАЧАЛЬНОЙ СКОРОСТИ ШЛИФОВАНИЯ | 2009 |
|
RU2429961C1 |
| СПОСОБ ШЛИФОВАНИЯ ПЕРИФЕРИЕЙ КРУГА | 2011 |
|
RU2468905C2 |
| СПОСОБ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2205736C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО КРУГЛОГО ВРЕЗНОГО НАРУЖНОГО ШЛИФОВАНИЯ НА ЭТАПЕ ВЫХАЖИВАНИЯ | 2008 |
|
RU2377112C1 |
| СПОСОБ ДВУСТОРОННЕГО ШЛИФОВАНИЯ ЕЛОЧНОГО ПРОФИЛЯ ЗАМКА ЛОПАТКИ | 1989 |
|
RU2047467C1 |
Изобретение относится к металлообработке и может быть использовано в автомобильной и подшипниковой промышленности при двустороннем шлифовании преимущественно тонкостенных деталей. Осуществляют непрерывную врезную подачу шлифовальных кругов на принудительно вращающуюся от привода заготовку и осциллирующее качательное движение по дуге окружности с углом α=1-3°. Центр качания лежит на расстоянии диаметра шлифовального круга Dк от его центра в плоскости, перпендикулярной оси вращения шлифовальных кругов и заготовки. В результате повышается качество поверхностного слоя шлифованных деталей. 2 ил.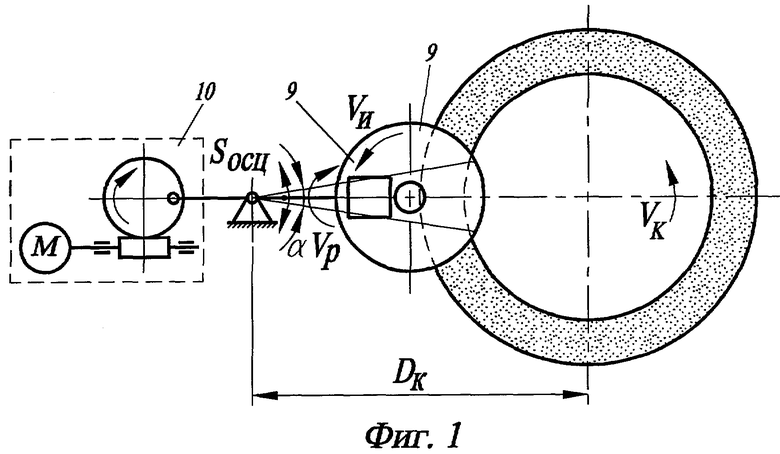
Способ двустороннего шлифования тонкостенных заготовок, включающий непрерывную врезную подачу шлифовальных кругов на вращающуюся заготовку, которой дополнительно сообщают осциллирующее движение, отличающийся тем, что тонкостенную заготовку принудительно вращают от привода, при этом осуществляют ее осциллирующее качательное движение по дуге окружности с углом α=1-3° и центром качания на расстоянии диаметра шлифовального круга Dк от его центра в плоскости, перпендикулярной оси вращения шлифовальных кругов и заготовки.
| Способ двухстороннего шлифования опорных поверхностей некруглых твердосплавных пластин | 1986 |
|
SU1430236A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2002 |
|
RU2215640C1 |
| Устройство для автоматической стабилизации скорости транспортного средства | 1986 |
|
SU1375490A1 |

