N
СО
О
го
со
О)
Изобретение относится к абразивной обработке и может быть использовано для шлифования опорных поверхностей некруглых твердосплавных пластин в инструментальной отрасли промышленности.
Целью изобретения является повышение точности и качества обработки.
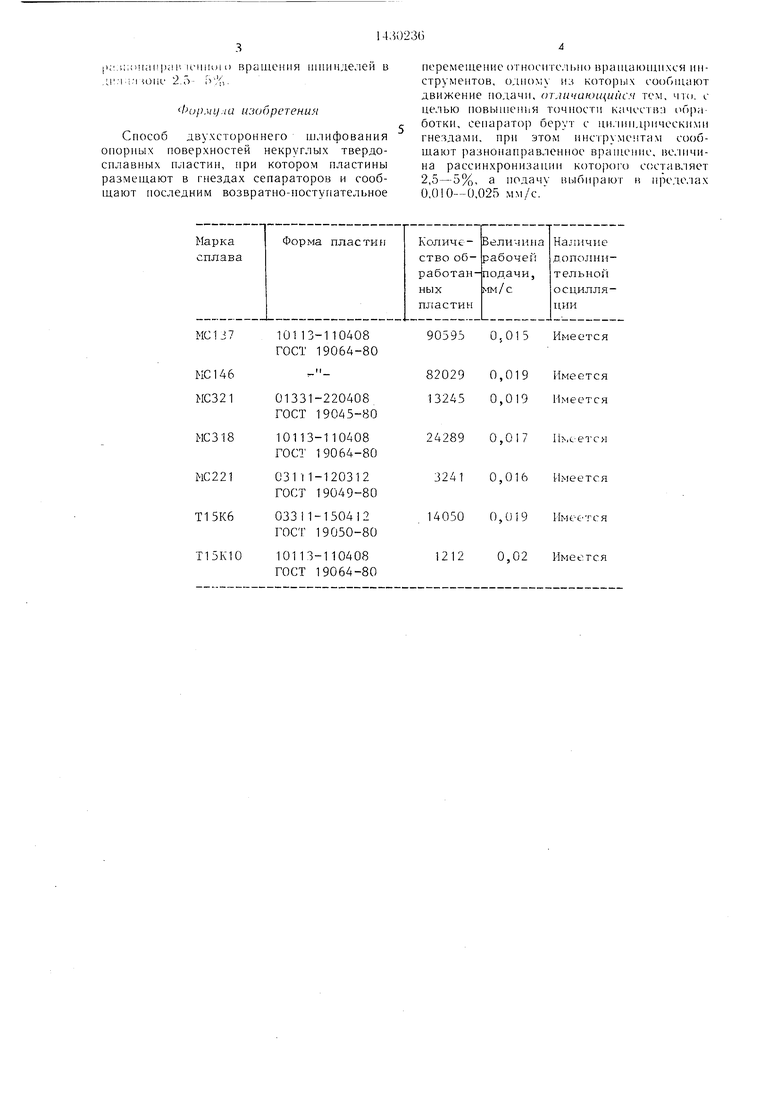
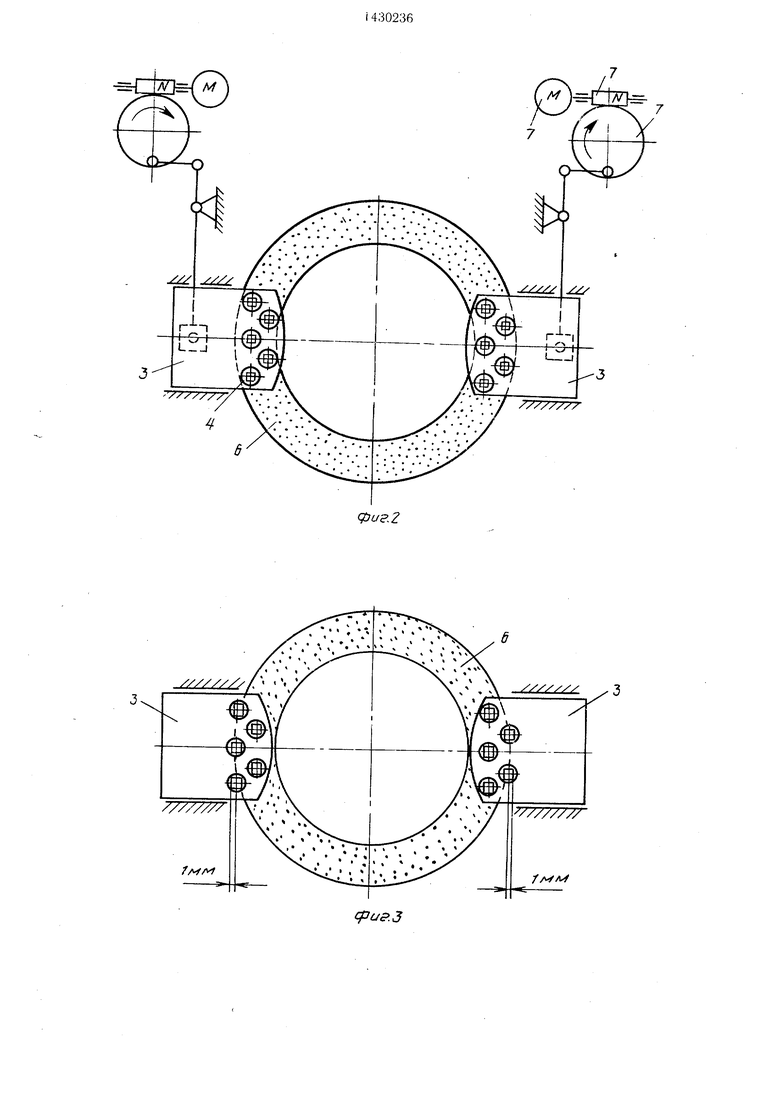
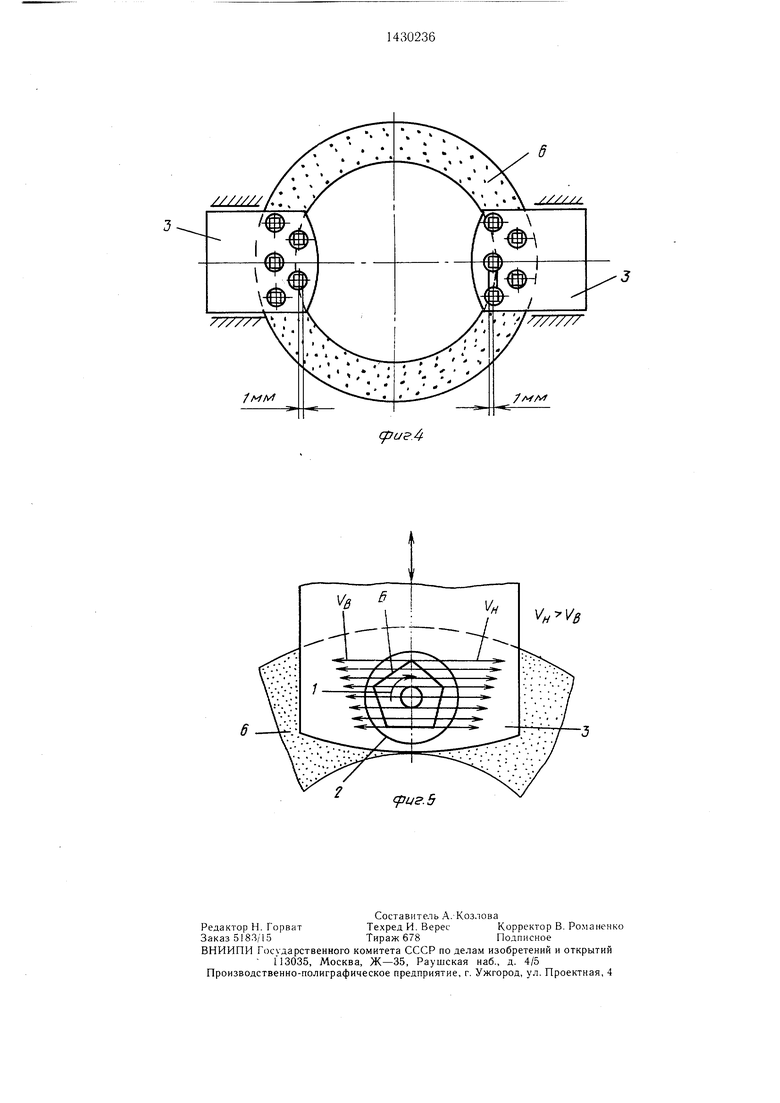
На фиг. 1 изображена схема обработки опорных поверхностей некруглых пластин; на фиг. 2 - кине.матическая схема с приводом осцилляции и расположением обрабатываемых пластин в исходном положении; на фиг. 3 - схема расположения пластия относительно шлифовальных кругов в одном из крайних положений; на фиг. 4 - то же, в другом крайнем положении; на фиг. 5 - эпюра распределения скоростей по радиусу на верхней и нижней сторонах пластины.
Обрабатываемые твердосплавные некруглые пластины 1 загружают в гнезда 2 сепараторов 3, которые выполняют с круглыми отверстиями 4 в количестве, например, по пять штук и одновре.менно вводят под шлифовальные круги 5 и 6. От привода 7 осцилляции сепараторы 3 вместе с пластинами 1 совершают возвратно-поступательное движение по стрелке А, причем суммарные плошади обрабатываемых пластин 1 при выходе за периферию круга 5 (6) и внутрь его выполняются равны- .1и благодаря специальной координации гнезд 2, шаг расположения которых по направлению осцилляции назначагот равным сумме а.мплитуды осцилляции и диаметра отверстия 4. 13 исходном положении верхний шлифовальный круг 5 отстоит от пластин 1 на расстоянии 2,5 мм, при этом пластины 1 располагаются на нижнем круге 6. Далее верхний шпиндель 8 ускоренно перемешается вниз до упора (в качестве упора служит, например, при гидростатических шпинделях слой смазки между буртом шпинделя и торцом гидростатического упорного подшипника), после чего 1гижний шпиндель 9 с рабочей подачей перемешается вверх. Врашение (П|П2) шпинделей 8, 9 встречное, но рассинхронизировано в пределах 2,5-5% по скорости врашения. Это достигается при нерегулируемом асинхронном приводе врашения за счет установки сменных шкивов (не показаны).
При подаче шлифовального шпинделя 9 в пределах 0,010-0,025 мм/см и значении рае- синхронизации в пределах, указанных выше, их скоростей врашения, некруглые пластины 1, установленные в цилиндрических гнездах 2 сепараторов 3, совершают наряду с возвратно-поступательным движением совместно с сепараторами 3 и врашатель- ное движение относительно осей гнезд 2 сепараторов 3 по стрелке Б, обусловленное разными значениями линейных скоростей по радиусу круга, проиорциональных окружным, усилиям на одной стороне пластины 1 по
сравнению с другой. Эпюра скоростей, приведенная на фиг. 5, объясняет условие возникновения под действием неуравновешенных окружных усилий вращательного движения пластин 1 (Ун и Ve - скорости вращения нижнего и верхнего шпинделей соответственно). Кинематика движения пластин 1 в сепараторах 3 имеет вид орбитального движения относительно оси отверстия 4 сепаратора 3, однако, учитывая то, что смещение центра пластины 1 относительно оси отверстия 4 незначительно (не более 1 - 1,5 мм), то для упрощения это движение можно считать вращательным.
Справедливо и обратное утверждение,
а именно: определенной величине рае- синхронизации вращения шпинделей 8 и 9 можно установить такую подачу, при которой обрабатываемые пластины f совершают вращательное осци.;1лирующее движение. Указанное положение важно, так как в
случае асинхронных нерегулируемых приводов вращения шпинделей 8 и 9 имеет место определенная рассинхронизация их скоростей вращения, что является порой необходимым и достаточным условием получения
дополнительной осцилляции пластин I. В качестве при.мера технические параметры шпинделей станка МШЗЮ, изготовленного МСЗ. При номинальной скорости вращения, равной 700 об/мин, и . 30 кВт величина рае- синхронизации их 2,5%, при этом нижний
шпинде. 1ь 9 связан кинематически с приводным асинхронным электродвигателем посредством поликлиновой передачи, а верхний шпиндель - двух поликлиновых передач и контр-вала (не показан).
После рабочей подачи нижнего шпинделя 9 выполняют выхаживание и далее выводят сепараторы 3 с обработанными пластинами I и перемещают круги 5 и 6 в исходное положение.
При подаче более 0,025 мм/с эффект дополнительной осцилляции обрабатываемых
пластин становится нестабильным, вместе с тем снижение рабочей подачи ниже 0,010 мм/с является неприемлемым, так как существенно снижает производительность обработки (в 2 раза).
В таблице приведены данные, соответствующие величине рассинхронизации вращения шпинделей 5%.
Увеличение величины рассинхронизации вращения шпинделей, например равной 10%, способствует усилению эффекта дополнительной осцилляции обрабатываемых пластин, но это увеличение нецелесообразно, т.к. ускоряет износ гнезд сепараторов, т.е. снижает срок их эксплуатации.
Таким образом, для достижения эффек- та дополнительной осцилляции некруглых твердосплавных пластин необходимо обеспечить рабочую подачу в пределах 0,010- 0,025 мм/с и величину рассинхронизации
ii;:,, uMiinji о вращения шпинделей в
,U l.i:i iOiil 2.5- %.
ft upML/.ia изобретения
Сиособ двухстороннего шлифования опорных поверхноетей некруглых твердосплавных пластин, при котором пластины размещают в гнездах сепараторов и сообщают последним возвратно-поступательное
перемепхенне относптс/и.но врап1а1ощихся инструментов, одному из которых сооГицают движение подачи, отличающийся тем, что. с целью гювьипенпя точности качеств;) оГ)|1а- ботки, сепаратор берут с цилп11д|111ческ11.и1 гнездами, при этом инструментам сообщают разнонаправленное Bpanteiuic, величина рассинхронизацип KOTOpoix) составляет 2,5-5%, а подачу выбирают п преде.чах 0,010-0,025 мм/с/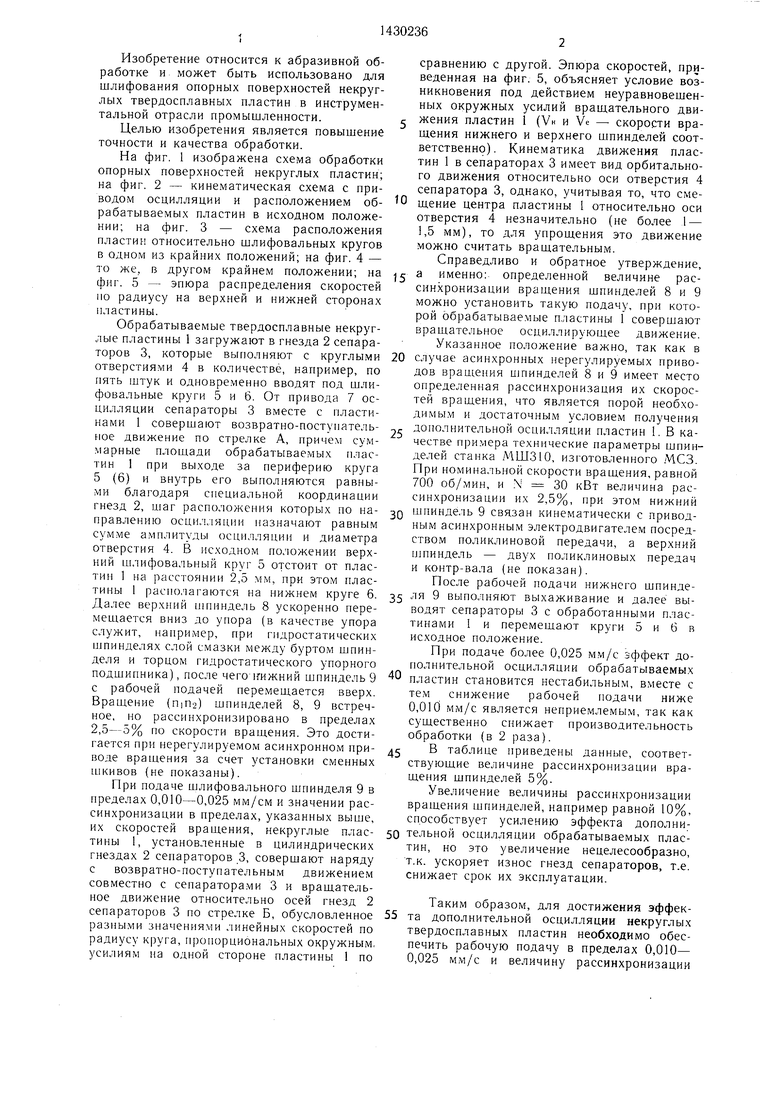
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДВУСТОРОННЕГО ШЛИФОВАНИЯ ТОНКОСТЕННЫХ ЗАГОТОВОК | 2005 |
|
RU2285604C1 |
| СПОСОБ ДВУСТОРОННЕГО ШЛИФОВАНИЯ ТОНКОСТЕННЫХ ЗАГОТОВОК | 2005 |
|
RU2278016C1 |
| СТАНОК АБРАЗИВНО-ОТРЕЗНОЙ | 2023 |
|
RU2829071C1 |
| СПОСОБ ШЛИФОВАНИЯ С СОХРАНЕНИЕМ ПЕРВОНАЧАЛЬНОЙ СКОРОСТИ ШЛИФОВАНИЯ | 2009 |
|
RU2429961C1 |
| УСТРОЙСТВО ДЛЯ ВЫСОКОСКОРОСТНОЙ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2009 |
|
RU2431558C2 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2009 |
|
RU2429110C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ ОБРАБОТКИ | 2003 |
|
RU2230649C1 |
| СПОСОБ ВИБРОУСТОЙЧИВОГО ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2000 |
|
RU2177395C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ | 2000 |
|
RU2177397C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2009 |
|
RU2437751C2 |

101 13-110408 ГОСТ 19064-80
01331-220408 ГОСТ 19045-80
10113-110408 ГОСТ 19064-80
03111-120312 ГОСТ 19049-80
03311-150412 ГОСТ 19050-80
10113-110408 ГОСТ 19064-80
0,015Имеется
0,019Имеется
0,019Имеется
0,017П,с ется
0,016Имеется
0,019Имеется
0,02Имеется
фиг,2
срир.З
дуис-Л
(риг. 5
| Станок мод | |||
| Мяльно-трепальный станок для обработки тресты лубовых растений | 1922 |
|
SU200A1 |
| Проспект фирмы «Wendt, ФРГ, 01.04.86. | |||
