Изобретение относится к области специальной электрометаллургии, а именно к вакуумному дуговому переплаву высокореакционных металлов и сплавов, и может быть использовано при выплавке слитков из титановых сплавов.
Основными параметрами управления вакуумной дуговой плавкой (ВДП) являются поддержание стабильного тока дуги I, межэлектродного зазора L и давления в печи Р. Правильно выбранные и постоянно поддерживаемые перечисленные параметры в стационарном режиме плавления оказывают решающее значение на структурную и химическую однородность металла. Из этих параметров наиболее трудно управляемым является межэлектродный промежуток, т.к. непосредственно произвести его измерение невозможно. Современные системы управления ВДП в качестве показателя определения величины межэлектродного промежутка используют косвенные параметры: падение напряжения на дуге и частоту капельного замыкания. Качественное управление процессом ВДП требует поиска и использования данных, содержащих достоверную информацию о величине межэлектродного промежутка.
Известен способ вакуумного дугового переплава слитков титановых сплавов, в котором перед началом плавления расходуемого электрода устанавливают оптимальную величину межэлектродного промежутка 10-60 мм и поддерживают ее с точностью ±5 мм до окончания процесса плавления путем одновременного измерения напряжения на дуге, давления в печи и корректировкой значений этих величин с учетом скорости перемещения сплавляемого электрода вниз (патент РФ №2164957, публ. 10.04.2001, бюл. №10).
В известном способе скачок напряжения на дуге и давление в печи тесно связаны с процессами, протекающими в дуговом разряде, а именно с изменением вида разряда (диффузный или контрагированный). Данный способ не позволяет точно контролировать межэлектродный промежуток, особенно при небольших значениях тока, когда нет изменения вида разряда, и, следовательно, нет и скачков напряжения и давления.
Наиболее близким аналогом для заявляемого изобретения является способ контроля и регулирования межэлектродного промежутка в процессе вакуумной дуговой плавки, включающий измерение напряжения на дуге с получением контролируемого сигнала напряжения, анализ его изменения и регулирование положения расходуемого электрода относительно выплавляемого слитка. Патент RU №2227167 С 1, публ. 20.04.2004.
Недостатком известного способа является недостаточно качественный проплав слитка с начала процесса плавления.
Задачей, на решение которой направлено данное изобретение, является обеспечение возможности контроля величины межэлектродного промежутка в пределах от 0 до 40 мм, не зависящего от скорости плавления и определение изменения вида разряда.
Поставленная задача решается тем, что в способе контроля процесса вакуумной дуговой плавки, включающем измерение напряжения на дуге с получением контролируемого сигнала напряжения, анализ его изменения, регулирование положения расходуемого электрода относительно выплавляемого слитка, согласно изобретению измерение напряжения производят с частотой не более 1000 Гц с последующим выделением сигналов напряжения на дуге с частотой 300 и/или 600 и/или 900 Гц и определением по ним величины межэлектродного промежутка.
Предлагаемый способ реализуется с помощью устройства, блок-схема которого приведена на чертеже. Устройство содержит: блок 1 - датчик измерения напряжения на дуге; блоки 2, 3, 4 - фильтры низкой частоты для выделения низкочастотных составляющих сигнала падения напряжения с частотами соответственно 300 Гц, 600 Гц и 900 Гц; блок 5 - логический элемент И/ИЛИ; систему компьютерной обработки, состоящую из контроллера 6 и промышленного компьютера с дисплеем 7 (контроллер управляет скоростью движения плавящегося электрода и выполняет функции регулятора межэлектродного промежутка, возможен также режим ручного управления, осуществляемый оператором); 8 - электропривод перемещения расходуемого электрода; 9 - вакуумная дуговая печь.
Способ контроля процесса вакуумной дуговой плавки осуществляется следующим образом. Производится постоянное измерение падения напряжения на дуге с частотой не более 1000 Гц. При поступлении сигнала падения напряжения блок 1 выделяет низкочастотную составляющую этого сигнала и подает ее на фильтры 2, 3, 4, где происходит выделение постоянной составляющей сигналов гармоник с частотами соответственно 300, 600 и 900 Гц. Через логический блок 5 сигналы гармоник поступают в систему компьютерной обработки (6, 7), где по частоте сигналов и статическим моделям определяется величина межэлектродного промежутка и выдается команда на привод 8 перемещения расходуемого электрода в вакуумной дуговой печи 9.
Использование логического элемента И/ИЛИ позволяет повысить точность регулирования за счет использования сигналов нескольких гармоник. Случайное исчезновение сигнала на одной из гармоник не приводит к ложному срабатыванию системы. Для каждого конкретного сплава зависимость величины сигналов гармоник от межэлектродного промежутка определяется индивидуально, опытным путем. Затем эти данные вводятся в память компьютера. После расчета величины фактического межэлектродного промежутка она сравнивается с требуемой величиной промежутка, с учетом оптимизации условий переплава и формирует сигнал, характеризующий разность этих величин. Сигнал обрабатывается и на его основании передается исполнительная команда на привод перемещения расходуемого электрода (возможно также ручное управление приводом перемещения электрода оператором).
Пример конкретного выполнения
Плавление расходуемого электрода осуществляли в вакуумной дуговой электропечи ДТВ-8,7-Г10, оснащенного системой регулирования плавкой.
На расходуемом электроде сплава Ti-6Al-2Su-4Zr-6Mo диаметром 690 мм, длиной 2100 мм фрезой была изготовлена метка (продольная канавка длиной 120 мм) для фиксации начала выведения усадочной раковины (ВУР). Электрод загрузили в кристаллизатор диаметром 770 мм. После загрузки и центровки электрода произвели его приварку к электродержателю (огарку). Печь вакуумировали, включили источник питания и установили ток дуги 5 кА и межэлектродный промежуток 25 мм (длина дуги). Через 15 минут, после прогрева электрода ток дуги установили 10 кА и после наведения ванны жидкого металла на поддоне через 15 минут установили ток дуги 18 кА и проплавили 10 минут с одновременным опусканием штока на 3 мм через каждую минуту. После наплавления слитка высотой 200 мм ток дуги плавно, в течение 55 минут ступенями уменьшили до 14 кА (рабочий ток) и напряжение на дуге до 27 В. Межэлектродный промежуток 15 мм является оптимальным для данного сплава. Плавление вели при плоском торце электрода. Сигналы после выделения гармоник частотой 300, 600 и 900 Гц подавались в контроллер ф. ALLENBRADLEY, который служит регулятором скорости движения электрода. По результатам замера величины напряжения гармоник с помощью контроллера автоматически уменьшали или увеличивали скорость движения электрода, постоянно поддерживая тем самым заданный межэлектродный промежуток 15 мм по всему сечению электрода. При достаточном прогреве электрода во время плавки скорость плавления увеличилась, произошло увеличение межэлектродного промежутка. Это привело к увеличению задания скорости движения плавящегося электрода автоматически контроллером на 0,1 мм/мин. При появлении светящегося пятна от проточки (120 мм) перевели автоматический режим работы в ручной и перешли на режим выведения усадочной раковины (180 минут), постепенно уменьшая ток дуги с 14 до 2,5 кА. Полученный слиток был с хорошо проплавленной боковой поверхностью и был сдан без дополнительной обработки.
Предлагаемый способ контроля процесса вакуумной дуговой плавки по сравнению с известными позволяет эффективно контролировать и регулировать межэлектродный промежуток в пределах от 0 до 40 мм, что обеспечивает качественный проплав слитка с начала процесса плавления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ И РЕГУЛИРОВАНИЯ МЕЖЭЛЕКТРОДНОГО ПРОМЕЖУТКА В ПРОЦЕССЕ ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2395596C2 |
| СПОСОБ КОНТРОЛЯ И РЕГУЛИРОВАНИЯ МЕЖЭЛЕКТРОДНОГО ПРОМЕЖУТКА В ПРОЦЕССЕ ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227167C1 |
| СПОСОБ ПЕРЕПЛАВА МЕТАЛЛА В ВАКУУМНОЙ ЭЛЕКТРОДУГОВОЙ ПЕЧИ | 2012 |
|
RU2516325C2 |
| СПОСОБ КОНТРОЛЯ МЕЖЭЛЕКТРОДНОГО ПРОМЕЖУТКА В ПРОЦЕССЕ ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ | 2008 |
|
RU2374337C1 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ | 2008 |
|
RU2375473C1 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ | 2009 |
|
RU2418871C1 |
| СПОСОБ КОНТРОЛЯ И СТАБИЛИЗАЦИИ МЕЖЭЛЕКТРОДНОГО ПРОМЕЖУТКА | 2009 |
|
RU2425156C2 |
| Способ управления электрической дугой при вакуумном дуговом переплаве расходуемого электрода из высокореакционных металлов и сплавов в глухом кристаллизаторе | 2021 |
|
RU2762307C1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКОЙ ДУГОЙ ПРИ ВАКУУМНОМ ДУГОВОМ ПЕРЕПЛАВЕ | 2013 |
|
RU2536561C1 |
| СПОСОБ КОНТРОЛЯ И УПРАВЛЕНИЯ РЕЖИМАМИ РАБОТЫ ВАКУУМНЫХ ДУГОВЫХ ПЕЧЕЙ | 2002 |
|
RU2218432C2 |
Изобретение относится к области специальной электрометаллургии, а именно к вакуумному дуговому переплаву высокореакционных металлов и сплавов, и может быть использовано при выплавке слитков второго переплава из титановых сплавов. Технический результат: обеспечение качественного проплава слитка с начала процесса плавления. Сущность изобретения: в предлагаемом способе контроля процесса вакуумной дуговой плавки измерение напряжения на дуге производят с частотой не более 1000 Гц с последующим выделением сигналов напряжения на дуге с частотой 300 и/или 600 и/или 900 Гц и определением по ним величины межэлектродного промежутка. 1 ил.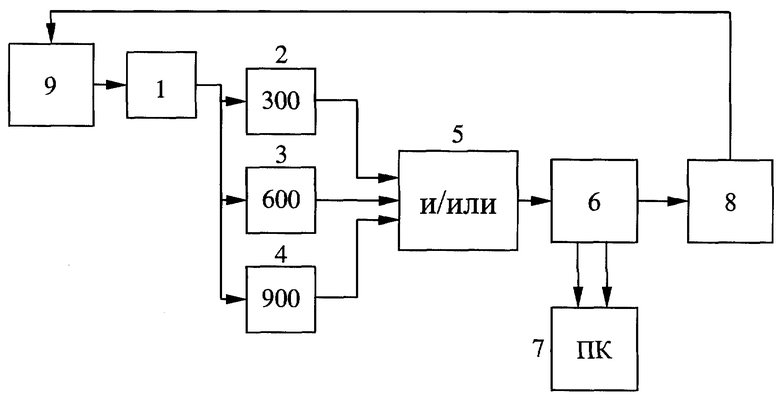
Способ контроля процесса вакуумной дуговой плавки, включающий измерение напряжения на дуге с получением контролируемого сигнала напряжения, анализ его изменения и регулирование положения расходуемого электрода относительно выплавляемого слитка, отличающийся тем, что измерение напряжения на дуге производят с частотой не более 1000 Гц с последующим выделением сигналов напряжения на дуге с частотой 300, и/или 600, и/или 900 Гц и определением по ним величины межэлектродного промежутка.
| СПОСОБ КОНТРОЛЯ И РЕГУЛИРОВАНИЯ МЕЖЭЛЕКТРОДНОГО ПРОМЕЖУТКА В ПРОЦЕССЕ ВАКУУМНОЙ ДУГОВОЙ ПЛАВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227167C1 |
| СПОСОБ ВАКУУМНОГО ДУГОВОГО ПЕРЕПЛАВА СЛИТКОВ | 2000 |
|
RU2164957C1 |
| US 4578795 A, 25.03.1986 | |||
| US 5568506 А, 22.10.1996. | |||

