Предлагаемое решение относится к поточным линиям для непрерывной технологической обработки при нанесении лакокрасочных покрытий на длинномерные изделия, в том числе и для порошковой окраски в печах полимеризации.
Конвейерные печи полимеризации порошковых покрытий на изделиях широко известны, см., например, патент РФ №144459 от 20.08.2014. Обычно в данных печах для перемещения изделий используются обычные конвейерные линии со скоростью движения 2-3 метра в минуту, в результате чего получается длинный путь и, как следствие, используются огромные печи, потребляющие большое количество энергии.
Наиболее близким техническим решением является устройство перемещения длинномерных изделий при покраске, описанное в патенте RU 2022893 от 15.11.1994. Данное устройство перемещения длинномерных изделий выполнено в виде блока перемещения деталей от подающей ветки конвейера в ванну и обратно на выходную ветку конвейера. Где блок перемещения деталей представляет собой планку, имеющую, по меньшей мере, две ячейки для длинномерных изделий. При этом планка вращается в вертикальной плоскости шаговым механизмом. Недостатком данного решения является то, что длинномерные изделия располагают горизонтально и оно неприменимо в конвейерных линиях порошковой окраски.
Целью данного решения является создание простого устройства перемещения длинномерных изделий в печи полимеризации при порошковой окраске.
Технический результат - уменьшение габаритов печи полимеризации порошковой окраски и уменьшение потребления энергоносителя.
Указанная цель достигается тем, что устройство перемещения длинномерных изделий в печи полимеризации при порошковой окраске включает: опорный элемент, имеющий, по меньшей мере, одну ячейку для длинномерных изделий и блок перемещения деталей от подающей ветки конвейера и обратно на выходную ветку конвейера. Опорный элемент представляет собой горизонтальную планку, имеющую, по меньшей мере, одну ячейку для длинномерных изделий, при этом горизонтальная планка закреплена на двух шарнирах и вращается вокруг горизонтальной оси приводным мотор-редуктором, оставаясь всегда в горизонтальном положении, при этом горизонтальная планка выполнена с возможностью подхвата от подающей ветки конвейера длинномерного изделия и помещения его в камеру печи на первую ячейку опорного элемента при одновременном перемещении из ячейки опорного элемента камеры печи длинномерного изделия и помещения его на выходную ветку конвейера.
Заявляемое техническое решение поясняется фиг. 1-3.
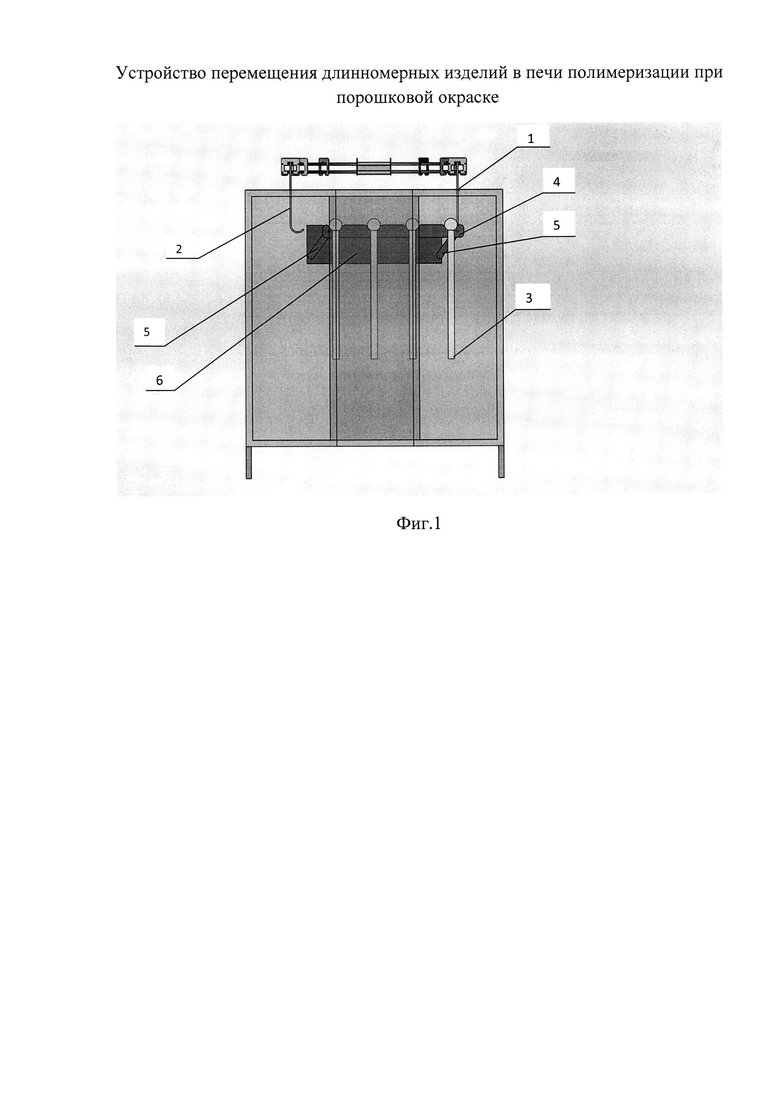
Фиг. 1 - устройство перемещения длинномерных изделий в печи полимеризации при порошковой окраске, показан момент, когда планка подхватывает длинномерные изделия и перемещает их в следующую ячейку/выходную ветку конвейера.
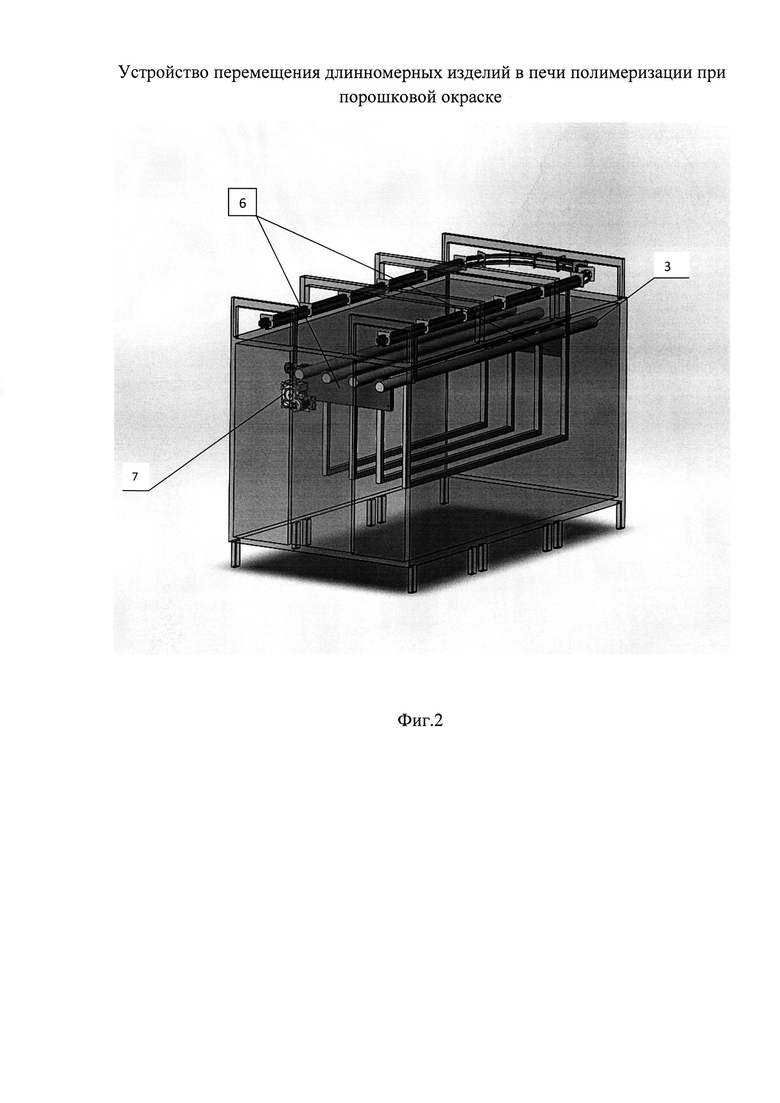
Фиг. 2 - устройство перемещения длинномерных изделий в печи полимеризации при порошковой окраске, показан вид со стороны мотор-редуктора.
На фиг. 1-2 обозначены следующие основные элементы:
1 - подающая ветка конвейера,
2 - выходная ветка конвейера,
3 - длинномерное изделие,
4 - горизонтальная планка,
5 - шарнир, вращаемый мотор-редуктором,
6 - опорный элемент,
7 - мотор-редуктор.
Предлагаемое устройство работает следующим образом.
Длинномерные изделия 3, двигающиеся по подающей ветке конвейера 1, попадают в камеру полимеризации печи.
В первоначальном положении горизонтальная планка 4, перемещающая длинномерные изделия 3, находится внизу, не мешая движению конвейера. Как только длинномерное изделие 3 попадает в камеру полимеризации печи, конвейер останавливается и включается шаговый механизм - приводной мотор-редуктор 7 (см. фиг. 2), который перемещает горизонтальную планку 4 в вертикальной плоскости по кругу (при этом планка всегда остается в горизонтальном положении) таким образом, что длинномерное изделие 3 подхватывается первой ячейкой горизонтальной планки 4 и помещается в камеру на первую ячейку опорного элемента 6 и затем опускается вниз, не мешая движению конвейера. Для повышения производительности камеры ячеек на опорном элементе 6 и горизонтальной планке 4 должно быть несколько, например, как на фиг. 1-2, четыре ячейки. При этом ячеек горизонтальной планки 4 будет на одну больше, чем на опорном элементе 6. Затем снова включается конвейер 1, и как только длинномерное изделие 3 попадает в камеру полимеризации, конвейер снова останавливается и включается шаговый механизм перемещения горизонтальной планки 4. Горизонтальная планка 4 снова подхватывает своей первой ячейкой новое длинномерное изделие 3, и при этом одновременно своей второй ячейкой захватывает предыдущее длинномерное изделие 3 с первой ячейки опорного элемента 6 и перекладывает предыдущее длинномерное изделие 3 на вторую ячейку опорного элемента 6, а новое длинномерное изделие 3 - в первую ячейку опорного элемента 6. При этом процесс полимеризации длинномерных изделий 3 начинается, как только первое длинномерное изделие 3 попало в печь. Далее процесс повторяется, пока опорный элемент 6 не будет заполнен длинномерными изделиями 3. При последующем таком повороте горизонтальной планки 6 она будет брать длинномерное изделие 3 с подающей ветки конвейера 1 и класть на первую ячейку опорного элемента 6, а также одновременно перекладывать длинномерные изделия 3 в соседнюю ячейку опорного элемента 6, а длинномерные изделия 3 из последней ячейки с полимеризованным порошковым покрытием перекладывать на выходную ветку конвейера 2.
При этом время нахождения одной детали с момента ее попадания в камеру полимеризации должно быть достаточным для полимеризации порошковой краски.
Выше были раскрыты основные особенности конструкции устройства перемещения длинномерных изделий в печи полимеризации при порошковой окраске, но любому специалисту в данной области техники очевидно, что на основе раскрытых данных можно создать вариации устройств, например, помещая в печь сразу по два изделия с двух параллельных веток конвейеров.
Устройство перемещения длинномерных изделий в печи полимеризации при порошковой окраске включает опорный элемент, имеющий, по меньшей мере, одну ячейку для длинномерных изделий и блок перемещения деталей от подающей ветки конвейера и обратно на выходную ветку конвейера. Блок перемещения деталей представляет собой горизонтальную планку, имеющую, по меньшей мере, две ячейки для длинномерных изделий, где горизонтальная планка закреплена на двух шарнирах и вращается вокруг горизонтальной оси приводным мотор-редуктором, оставаясь всегда в горизонтальном положении. Горизонтальная планка выполнена с возможностью подхвата от подающей ветки конвейера длинномерного изделия и помещения его в камеру печи на первую ячейку опорного элемента при одновременном перемещении из ячейки опорного элемента камеры печи длинномерного изделия и помещения его на выходную ветку конвейера. Уменьшаются габариты печи полимеризации порошковой окраски и потребление энергоносителя. 2 ил.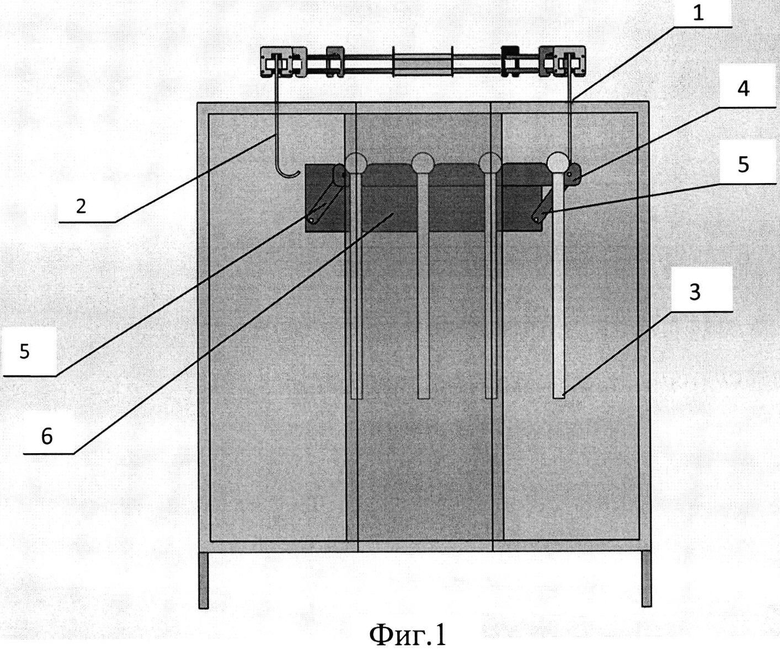
Устройство перемещения длинномерных изделий в печи полимеризации при порошковой окраске включающее: опорный элемент, имеющий, по меньшей мере, одну ячейку для длинномерных изделий и блок перемещения деталей от подающей ветки конвейера и обратно на выходную ветку конвейера, при этом блок перемещения деталей представляет собой горизонтальную планку, имеющую, по меньшей мере, две ячейки для длинномерных изделий, где горизонтальная планка закреплена на двух шарнирах и вращается вокруг горизонтальной оси приводным мотор-редуктором, оставаясь всегда в горизонтальном положении, кроме того горизонтальная планка выполнена с возможностью подхвата от подающей ветки конвейера длинномерного изделия и помещения его в камеру печи на первую ячейку опорного элемента при одновременном перемещении из ячейки опорного элемента камеры печи длинномерного изделия и помещения его выходную ветку конвейера.
| ПЕЧЬ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТИЗОВ В КОНТРОЛИРУЕМОЙ АТМОСФЕРЕ И СПОСОБ ЕЕ ОТОПЛЕНИЯ | 1999 |
|
RU2171960C2 |
| Способ получения ароматических нитросоединений | 1926 |
|
SU9294A1 |
| ПРОХОДНАЯ НАГРЕВАТЕЛЬНАЯ ПЕЧЬ | 0 |
|
SU354248A1 |
| УСТРОЙСТВО для ПЕРЕДАЧИ ИЗДЕЛИЙ ШАГАЮЩИМИ БАЛКАМИ В НАГРЕВАТЕЛЬНЫХ ПЕЧАХ | 0 |
|
SU196076A1 |

