Изобретение относится к машиностроению и может быть использовано преимущественно при балансировке карданных валов.
В условиях массового производства на стальные карданные валы балансировочные пластины приваривают методом рельефной сварки непосредственно на балансировочной машине. Процесс рельефной сварки характеризуется сжатием и одновременным нагревом в зоне контакта свариваемых деталей. Процесс является очень производительным, не требует высокой квалификации сварщика (балансировщика) и нашел широкое применение в машиностроении.
Однако в случае применения карданных валов из алюминиевых сплавов применение рельефной сварки невозможно, так как в ходе термодеформационного цикла сварки происходит недопустимая деформация трубы.
Известен способ компенсации дисбаланса, предусматривающий добавление массы путем прикрепления балансировочных грузов к поверхности ротора [Левит М.Е., Рыженков В.М. Балансировка деталей и узлов. - М.: Машиностроение, 1986. - С.174]. В качестве балансировочных грузов используют пластины, болты, винты и т.п. Этот способ в общем случае может быть осуществлен с использованием различных видов соединения (крепления) балансировочных грузов: склеиванием, свариванием, паянием, склепыванием, запрессовкой, резьбовыми крепежными деталями.
Известен также способ компенсации дисбаланса, предусматривающий добавление массы путем наплавления дополнительного материала на поверхности ротора [Левит М.Е., Рыженков В.М. Балансировка деталей и узлов.
В соответствии с данными способами изменение масс ротора выполняют в специальных плоскостях коррекции, имеющих отверстие, выточки, приливы, пояски и т.п. Конструкция этих плоскостей обеспечивает необходимую жесткость и массу для уменьшения допустимого начального дисбаланса, но требует наличия на детали вращения специальных конструктивных элементов для крепления корректирующих грузов или наплавляемого материала.
Использование этих способов при балансировке карданных валов нерационально из-за отсутствия возможности формирования на трубе карданного вала плоскостей, приливов, отверстий и т.п. Специальное же введение в конструкцию карданной передачи дополнительных элементов, на которых было бы возможно размещение подобных мест для корректировки дисбаланса, приведет к существенному увеличению массы вращающихся частей, ухудшению условий работы карданной передачи и динамических характеристик автомобиля в целом. Сильный нагрев при наплавке массы, достаточной для компенсации дисбаланса, приводит к разупрочнению тонкостенной термообработанной трубы из алюминиевого сплава или даже к ее сквозному проплавлению. Невозможно также точно определить массу присадочного металла, используемого при сварке, что очень важно при балансировке карданных валов.
К числу других недостатков относятся высокая трудоемкость и низкая производительность процесса, сложность автоматизации этого процесса для условий массового производства, необходимость дополнительного использования специалиста - квалифицированного сварщика, в то время как обычно приварку пластин производит сам балансировщик.
Известен способ компенсации дисбаланса, взятый за прототип, предусматривающий добавление массы путем прикрепления к поверхности ротора в плоскости коррекции балансировочных грузов в виде пластин [Левит М.Е., Рыженков В.М. Балансировка деталей и узлов. - М.: Машиностроение, 1986. - С.17].
Этот способ имеет те же недостатки, что и предыдущий способ, усугубленные тем, что приварка пластин по их контуру резко увеличивает тепловложение в балансируемое изделие и, как следствие, ведет к разупрочнению тонкостенной термообработанной трубы из алюминиевых сплавов, возможности сквозного проплавления, значительному нарушению массы балансировочного груза. Изменение периметра сварного шва при изменении размеров пластин также приведет к изменению массы наплавленного металла, а следовательно, и общей добавленной массы для компенсации дисбаланса, что существенно затрудняет процесс балансировки.
Задача, на решение которой направлено заявляемое изобретение, заключается в разработке такого способа компенсации дисбаланса, который позволил бы в условиях массового производства производить надежное соединение балансировочных пластин с карданным валом из алюминиевого сплава с минимальным нагревом трубы и позволяющим устранить влияние массы наплавляемого при приварке пластин материала на процесс балансировки.
Эта задача решается тем, что в способе компенсации дисбаланса, предусматривающем прикрепление путем приварки к поверхности детали вращения в плоскости коррекции балансировочных грузов в виде пластин, сваривание детали вращения с пластиной производят через заранее проделанное отверстие в последней, при этом сумма масс пластин и наплавочного материала не превышает рассчитанной корректировочной массы, а значение толщины и диаметра отверстий пластин, входящих в набор для корректировки массы, выполняют одинаковыми.
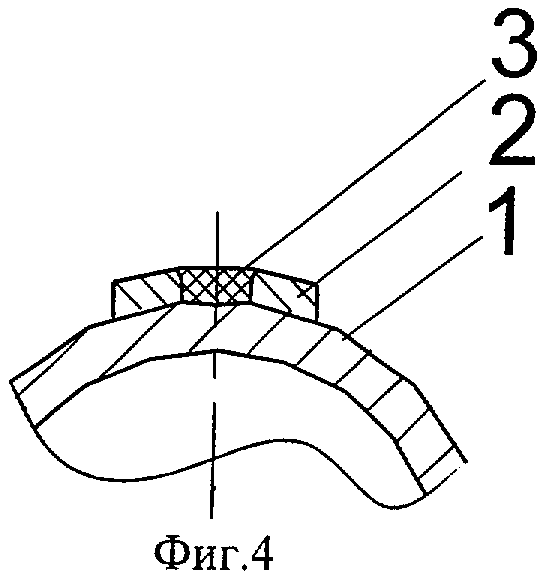
Проведение сваривания детали вращения с пластиной через заранее проделанное отверстие в последней позволяет уменьшить тепловое воздействие на металл трубы вала и облегчить автоматизацию приварки, так как вертикальные стенки отверстия выполняют роль кристаллизатора и позволяют обеспечить локальное размещение в заданных координатах массы расплавленного металла, которую легко рассчитать. Данное отверстие необходимо для гарантированного проплавления основного металла в начальный момент плавления и получения неразъемного соединения пластины и карданного вала, прочность которого обеспечивается за счет сплавления металла присадки с металлом карданного вала и металлом балансировочной пластины.
Сумма масс пластин и наплавочного материала не должна превышать рассчитанной корректировочной массы, в противном случае это приведет к необходимости дополнительной балансировки и существенному увеличению трудоемкости процесса и расхода присадочной проволоки и грузов.
Выполнение значений толщины и диаметра отверстий пластин, входящих в набор для корректировки массы, одинаковыми обеспечивает оптимальные условия для автоматизации процесса сварки, так как параметры процесса и масса наплавленного металла остаются постоянными.
Предлагаемый способ компенсации дисбаланса иллюстрируется чертежами, представленными на фиг.1-4:
на фиг.1 показана часть ротора 1 с пластиной 2, вид сбоку;
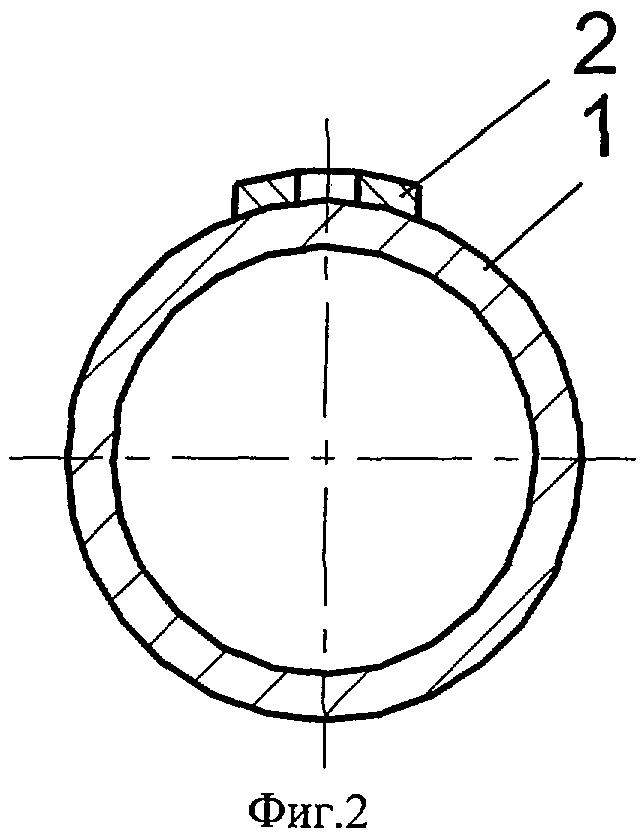
на фиг.2 - поперечный разрез в плоскости коррекции на фиг.1;
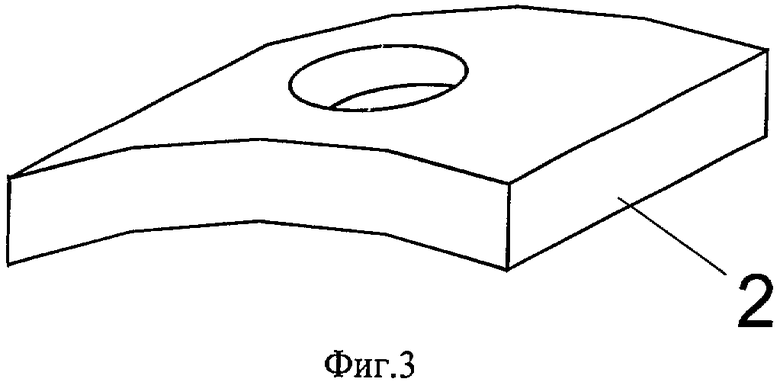
на фиг.3 - пластина с отверстием, общий вид;
на фиг.4 - фрагмент фиг.2 с заплавленным отверстием пластины, где 3 - наплавленный металл.
Предлагаемый способ осуществляют следующим образом.
Для корректировки масс изготавливают наборы балансировочных грузов, отличающихся между собой массой. Пластины разной массы различаются лишь длиной, радиус же изгиба, толщина и диаметр отверстия у всех пластин одинаковы.
Карданный вал устанавливают на балансировочную машину и разгоняют его до необходимой частоты вращения в течение определенного времени. При этом датчики динамических нагрузок, встроенные в шпиндели машины, определяют величину и направление дисбаланса в двух плоскостях на обоих концах вала. После остановки вала величина и направление дисбаланса отображаются на двух дисплеях, позволяя оператору определить место и массу балансировочных пластин, которые он должен закрепить на трубе вала вблизи ее торцов для компенсации дисбаланса карданного вала. Оператор накладывает на трубу 1 соответствующую пластину 2 (фиг.1, 2 и 3) и приваривает ее при помощи устройства для сварки путем введения плавящегося электрода в отверстие пластины, его расплавления в этом отверстии (фиг.4). После закрепления пластин оператор, не снимая вал с установки, повторно проверяет наличие дисбаланса карданного вала. В случае обнаружения остаточного дисбаланса, превышающего предельно допустимую для данного изделия норму, оператор повторяет операции, описанные выше, приваривая дополнительные пластины до тех пор, пока дисбаланс не будет устранен.
Пример. Осуществляли балансировку карданных валов из алюминиевого сплава 1915Т, предназначенных для использования в трансмиссии автомобиля ВАЗ 21213 на машине балансировочной фирмы "Schenck" модели R44KWS. Разгон частоты вращения карданного вала производился до 5600 об/мин в течение 30 сек. Балансировка карданных валов на данной машине производится полностью в сборе, с шарнирами, заправленными смазкой, сразу с двух сторон. Электронная система балансировочной машины R44KWS с датчиками динамических усилий позволяет определять и отображать на дисплее массу балансировочного груза и направление (азимут) дисбаланса одновременно для обоих концов карданного вала. Масса груза отображается на дисплее в виде условного номера балансировочной пластины из стандартного набора. Каждому условному номеру соответствует балансировочная пластина с заданной массой.
Для проведения балансировки использовали набор балансировочных пластин массой от 2 до 35 г, хранящихся в специальных ячейках, закрепленных на корпусе машины. Балансировочная пластина имеет в плане форму прямоугольника шириной 25 мм, согнутого по радиусу, соответствующему радиусу наружной поверхности трубы (диаметр трубы равен 60 мм). Длина пластин варьируется в зависимости от их массы. Эти пластины выполнены с одинаковыми отверстиями, полученными штамповкой или сверлением. Диаметр отверстия зависит от толщины балансировочной пластины и в данном случае составил 9,5 мм. При этом размеры пластин спроектированы так, что их масса становится равной номинальному значению после заполнения отверстия присадочным материалом в процессе их приварки к карданному валу. Расчетный расход наплавочного материала до заполнения отверстия составляет 0,6 г для пластин толщиной 3 мм.
Для удаления оксидной пленки место сварки зачищали металлической щеткой и обезжиривали (бензином Б-70). В процессе балансировки использовали источник для полуавтоматической сварки WIMAG 250, защитные газы - гелий, аргон газообразные высшего сорта по ГОСТ 10157-82, присадочную проволоку - алюминиевый сплав 5356 фирмы SAFRA (Италия).
В результате первой операции балансировки было получено значение массы балансировочных грузов 24 г на одну сторону и 16 г на другую сторону карданного вала. После приварки этих пластин операция балансировки была проведена повторно. Данные расчета электронной системы балансировочной машины показали, что для окончательного устранения дисбаланса требуется установить на один из концов карданного вала еще одну пластину массой 4 г. Окончательная проверка на балансировочной машине (третья операция) подтвердила, что остаточный дисбаланс в норме, т.е. не превышает 150 г/мм, установленные конструктором для данного узла.
Балансировка карданного вала выполнена полностью.
После приварки балансировочных грузов карданные валы были переданы на дорожные испытания. Полученные результаты показали, что алюминиевый карданный вал с приваренными по предлагаемому способу балансировочными пластинами отработал установленный ресурс без замечаний к эксплуатации трансмиссии автомобиля.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОЗАКЛЕПОЧНОЕ СОЕДИНЕНИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2375161C2 |
| СПОСОБ БАЛАНСИРОВКИ РОТОРНОЙ ДЕТАЛИ | 2007 |
|
RU2430346C2 |
| СПОСОБ МОДУЛЬНОЙ БАЛАНСИРОВКИ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ | 2008 |
|
RU2443868C2 |
| КОНТРОЛЬНЫЙ РОТОР ДЛЯ ПРОВЕРКИ БАЛАНСИРОВОЧНОГО СТАНКА | 2015 |
|
RU2613017C1 |
| СПОСОБ БАЛАНСИРОВКИ РОТОРА ТУРБИНЫ | 2011 |
|
RU2503935C2 |
| Способ сборки и балансировки высокооборотных роторов и валопроводов авиационных газотурбинных двигателей и газоперекачивающих агрегатов | 2022 |
|
RU2822671C2 |
| Способ статической балансировки кривошипно-шатунной группы | 2016 |
|
RU2652694C2 |
| Способ балансировки поршневых машин и устройство для его осуществления | 1980 |
|
SU958888A1 |
| УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ПРОТИВОВЕСОВ НА РОТОРАХ, В ЧАСТНОСТИ НА ШАРНИРНЫХ ИЛИ КАРДАННЫХ ВАЛАХ, И СПОСОБ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2313073C2 |
| СПОСОБ УВЕЛИЧЕНИЯ СРОКА СЛУЖБЫ СВАРНЫХ СОЕДИНЕНИЙ ЛЕГИРОВАННОЙ СТАЛИ ИСКЛЮЧЕНИЕМ И УМЕНЬШЕНИЕМ ЗОНЫ ТЕРМИЧЕСКОГО ВЛИЯНИЯ | 2005 |
|
RU2397847C2 |
Изобретение относится к машиностроению. Сущность: прикрепляют путем приварки к поверхности детали вращения в плоскости коррекции балансировочные грузы в виде пластин. Сваривание детали вращения с пластиной производят через заранее проделанное отверстие в последней, при этом сумма масс пластин и наплавочного материала не превышает рассчитанной корректировочной массы, а значение толщины и диаметра отверстия пластин, входящих в набор для корректировки массы, выполняют одинаковыми. Технический результат: в условиях массового производства позволяет производить надежное соединение балансировочных пластин с карданным валом, выполненным из алюминиевого сплава. 4 ил.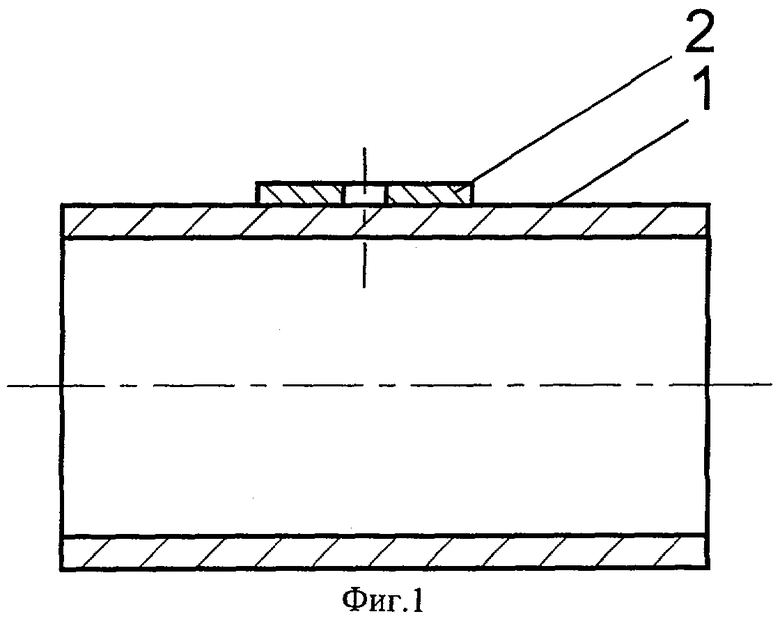
Способ компенсации дисбаланса, предусматривающий прикрепление путем приварки к поверхности детали вращения в плоскости коррекции балансировочных грузов в виде пластин, отличающийся тем, что сваривание детали вращения с пластиной производят через заранее проделанное отверстие в последней, при этом сумма масс пластин и наплавочного материала не превышает рассчитанной корректировочной массы, а значение толщины и диаметра отверстия пластин, входящих в набор для корректировки массы, выполняют одинаковыми.
| RU 2003111534 A, 27.10.2004 | |||
| Корректирующая масса | 1981 |
|
SU1037096A1 |
| Балансирующее устройство | 1989 |
|
SU1629767A1 |
| JP 6043064, 18.02.1994. | |||

