Настоящее изобретение относится к области лопаточных машин и, в частности, газотурбинных двигателей.
Лопаточная машина содержит роторы, которые, как правило, состоят из множества элементов, изготовленных отдельно и соединенных путем механической сборки. Таким образом, газотурбинный двигатель содержит несколько роторных узлов, каждый из которых содержит компрессор и турбину. Для обеспечения определенной гибкости в обслуживании двигателей узлы состоят из взаимозаменяемых модулей. Для ротора газотурбинного двигателя модуль компрессора объединяют с модулем турбины. Например, при ремонте можно заменить модуль компрессора и соответственно модуль турбины ротора другим модулем.
Такая модульная конструкция лопаточных машин требует предварительной балансировки каждого модуля. Действительно, после замены одного модуля другим желательно не прибегать к повторной балансировке укомплектованного ротора.
Поэтому был разработан способ модульной балансировки ротора, который позволяет производить стандартную замену деталей, сбалансированных при помощи этого способа, не прибегая к повторной балансировке ротора.
Данный способ, предназначенный для балансировки ротора газотурбинного двигателя, состоящего из компрессорного модуля и турбинного модуля, позволяет раздельно балансировать модули, когда их соединяют с эквивалентными или заменяющими добавочными модулями соответственно турбины и компрессора. Эквивалентные добавочные модули, называемые также заменяющими балансировочными грузами, по своим длине, массе и положению центра тяжести образуют в роторе часть, добавочную к предназначенной для балансировки детальи. Такой узел устанавливают на балансировочную машину, которая позволяет определить его дисбаланс и которая выдает указания по корректировке, которую необходимо внести в корректировочные плоскости модуля, то есть массу и его положение в плоскости: радиус и угол.
При помощи такого способа производят балансировку обоих модулей, как если бы они были соединены с идеальными добавочными модулями. Однако, как оказалось, погрешности при стыковке модулей, эквивалентных добавочных модулей и инструментов приводят к ошибкам в балансировке. Эти ошибки связаны с погрешностью перпендикулярности стыковой стороны балансируемого модуля относительно его оси вращения.
Во время балансировки модуля при помощи эквивалентного добавочного модуля можно различать несколько видов дисбаланса. Общий дисбаланс, выявляемый балансировочной машиной, можно представить в виде следующей векторной суммы:
Bt=Bp+Bg+Bo+Ba,
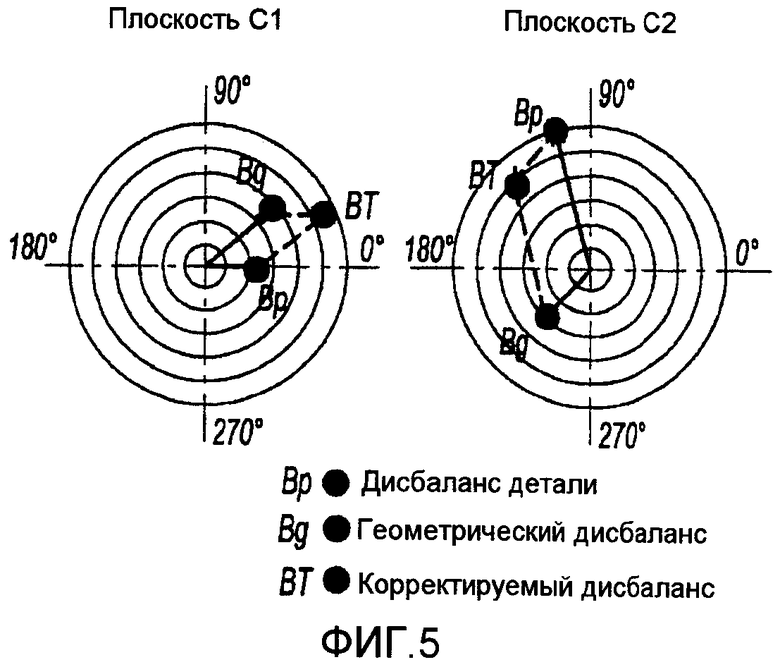
где Bt является общим дисбалансом ротора, представляющего собой узел, образованный модулем и эквивалентным добавочным модулем. Его характеристики выдаются балансировочной машиной.
Вр является дисбалансом самого балансируемого ротора, возникающим в результате неоднородности материалов, дефекта монтажа образующих его деталей, а также распределения лопаток. Этот дисбаланс является фиксированной, но неизвестной величиной. Его и требуется исправить.
Bg является геометрическим дисбалансом. Он возникает вследствие погрешности перпендикулярности стыковой стороны балансируемого модуля относительно его оси вращения, которая выявляется при помощи заменяющего модуля. Этот дисбаланс является фиксированным. Он определяется геометрической характеристикой, которую систематически воспроизводят для монтажа модуля, нуждающегося в корректировке.
Во является инструментальным дисбалансом, то есть совокупностью дисбалансов, порождаемых дефектами эквивалентного модуля, вращающихся инструментов, а также привода. Эти дисбалансы устраняют при помощи операции проворачивания инструмента. Можно напомнить, что эта операция состоит в первом измерении дисбаланса при 0° относительно контрольной плоскости, проходящей через ось, и во втором измерении узла, установленного на инструменте, после его проворачивания на 180° относительно контрольной плоскости.
Ва является стыковочным дисбалансом добавочного модуля. Он связан с эксцентриситетом, возникающим в результате погрешности стыковки добавочного модуля с балансируемым модулем. Он является переменной и неизвестной величиной. Необходимо определить его амплитуду, чтобы понять его влияние на балансировку ротора в целом. Он является паразитным дисбалансом, который приводит к ошибке во время модульной балансировки с добавочным модулем или заменяющим балансировочным грузом. В частности, этот дефект может меняться от одного монтажа к другому, он является неизвестной величиной и не может быть исправлен при помощи операции проворачивания относительно инструмента. Непостоянный характер этого типа дефекта объясняется изменением условий от одного монтажа к другому, например, меняться может температура, а также момент затягивания и позиционирование. Следовательно, речь идет о паразитном дисбалансе, который необходимо удерживать в пределах ниже минимального значения, чтобы способ модульной балансировки привел к приемлемым результатам. В частности, если эксцентриситет, возникающий в результате этого дефекта, имеет то же значение, что и эксцентриситет, возникающий в результате геометрической погрешности стыковочной стороны модуля, то этот последний эксцентриситет может быть минимизирован или увеличен, но при этом его невозможно предугадать. Такой дефект может привести к избыточному или недостаточному значению, в зависимости от условий монтажа, от корректировочного противовеса, применяемого в способе модульной балансировки.
Таким образом, стыковочный дефект нельзя предусмотреть, и он не воспроизводится. Он мешает модульной балансировке и искажает результаты.
В связи с этим задачей настоящего изобретения является разработка усовершенствованного способа модульной балансировки, позволяющего устранить отрицательные эффекты стыковочных дефектов добавочных модулей и инструментов.
Поставленная задача решается способом балансировки в соответствии с настоящим изобретением первого модуля лопаточной машины, содержащего вдоль оси вращения плоскость опорного подшипника с одной стороны и стыковочную плоскость с другой стороны по отношению к ротору, содержащему упомянутый модуль, в котором
- определяют эквивалентный добавочный модуль таким образом, чтобы оба модуля образовали ротор, эквивалентный упомянутому ротору, путем соединения вдоль стыковочной плоскости,
- определяют общий дисбаланс упомянутого эквивалентного ротора и соответствующую поправку для внесения в упомянутый модуль,
отличается тем, что содержит следующие этапы:
- определяют погрешность концентричности опорного подшипника первого модуля по отношению к оси, перпендикулярной к стыковочной плоскости,
- вычисляют теоретический геометрический дисбаланс, порождаемый упомянутым эквивалентным добавочным модулем и возникающий в результате упомянутой погрешности концентричности,
- на первый модуль со стороны стыковочной плоскости устанавливают короткую цапфу для образования короткого ротора, ось вращения которой по существу совпадает с осью модуля, и измеряют дисбаланс короткого ротора,
- определяют дисбаланс упомянутого модуля, добавляя к дисбалансу ротора систематический дисбаланс, соответствующий упомянутому теоретическому геометрическому дисбалансу.
В частности, длину короткой цапфы определяют таким образом, чтобы ось короткого ротора была смещена по отношению к оси модуля на значение, меняющееся в зависимости от ротора и от допуска балансировки.
Таким образом, изобретение основано на замене реального добавочного модуля расчетным теоретическим добавочным модулем, характеристики которого вводят для определения предназначенного к корректировке дисбаланса. При помощи этого средства во время балансировки модуля учитывают влияние идеального добавочного модуля, установленного без стыковочной погрешности.
Например, во время каждой операции проворачивания относительно инструмента этот способ позволяет избежать накапливания ошибок, порождаемых вышеупомянутыми стыковочными погрешностями типа Ва.
Настоящее изобретение применяется для роторов газотурбинных двигателей, в которых балансируют раздельно компрессорный модуль и турбинный модуль, однако его можно применять для любого типа балансировки и для любой части ротора, которую необходимо выполнить в виде модулей.
Решение согласно настоящему изобретению имеет также следующие преимущества.
Оно обеспечивает точную модульную балансировку.
Точность зависит только от степени точности используемой балансировочной машины и произведенных измерений концентричности.
Оно позволяет осуществлять операции балансировки с выигрышем во времени по сравнению с известным способом модульной балансировки. Этот выигрыш во времени связан с реакцией ротора по отношению к балансировочным грузам, применяемым во время операции корректировки.
При реальном добавочном модуле имеет место большая нестабильность по причине плохого разделения плоскостей.
С короткой цапфой, наоборот, ротор остается стабильным, и корректировка, внесенная в одну корректировочную плоскость, не имеет большого влияния в другой плоскости. Это является результатом хорошего разделения плоскостей.
Выигрыш во времени также связан с доступностью корректировочной плоскости через короткую цапфу. Доступность улучшается за счет небольшой длины короткой цапфы по сравнению с добавочным модулем.
Выигрыш во времени также связан с тем, что точность стыковки для короткой цапфы не имеет такого большого значения, как для добавочного модуля.
Кроме того, можно отказаться от операции проворачивания инструмента за счет использования балансировочной машины с легким и сбалансированным коротким инструментом.
За счет применения коротких цапф, которые не требуют высокой точности механической обработки, способ является более экономичным, чем традиционный способ.
Далее следует более детальное описание изобретения со ссылками на прилагаемые фигуры чертежей, в числе которых:
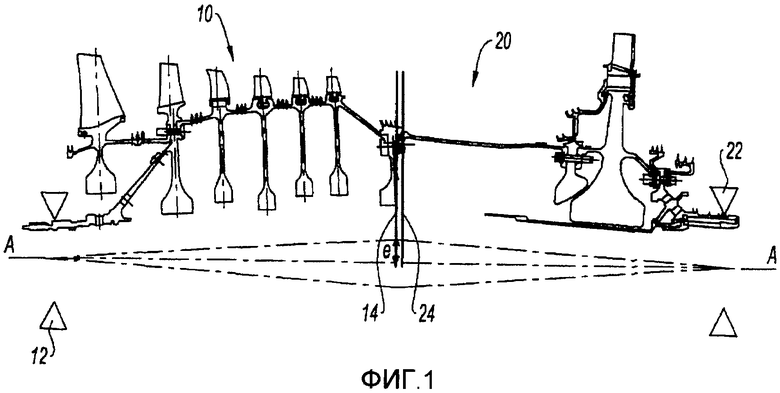
фиг.1 изображает схематичный вид ротора газотурбинного двигателя с его двумя модулями,
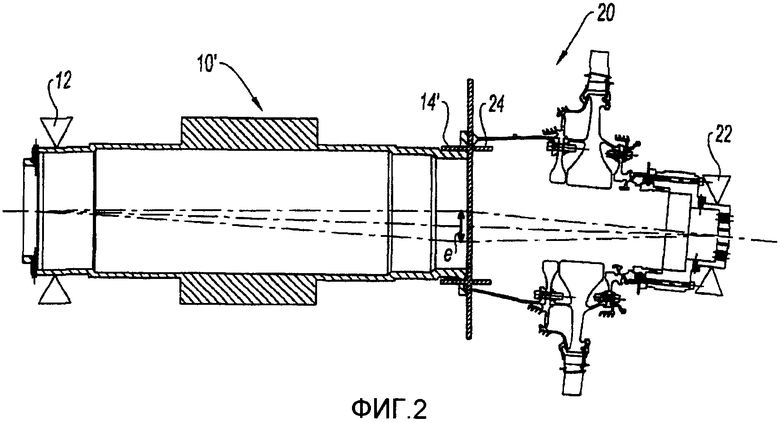
фиг.2 - схематичный вид монтажа эквивалентного добавочного модуля на турбинном модуле для модульной балансировки,
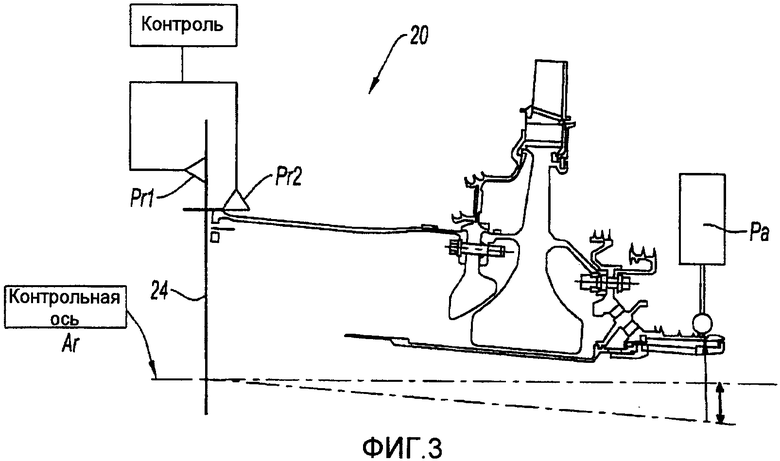
фиг.3 - схема принципа измерения эксцентриситета на модуле,
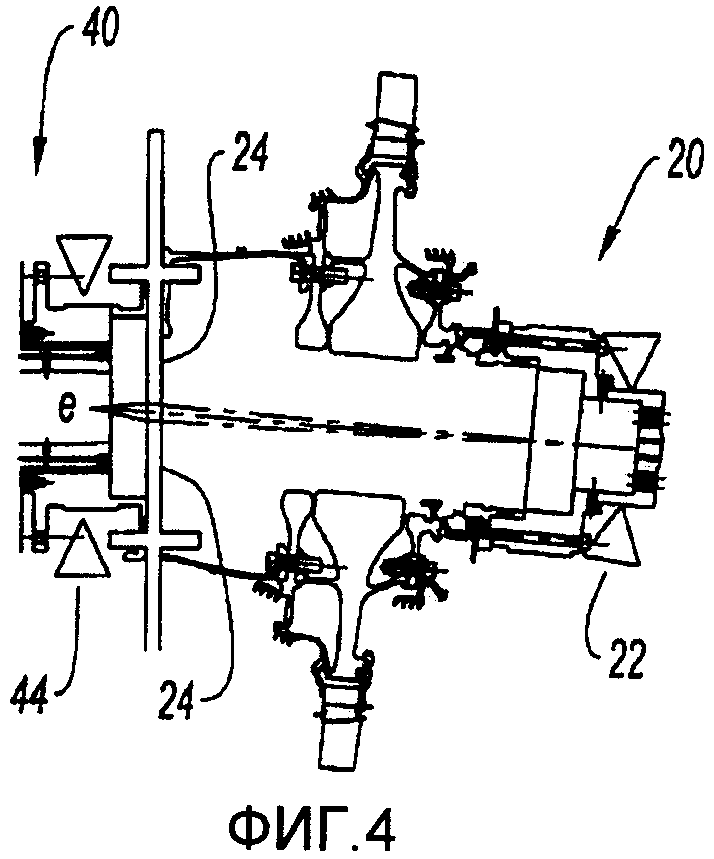
фиг.4 - вид турбинного модуля, на котором установлена короткая цапфа,
фиг.5 - диаграмма, на которой показан общий дисбаланс, предназначенный для корректировки, на двух корректировочных плоскостях С1 и С2.
На фиг.1 показан ротор газотурбинного двигателя. Например, речь идет о роторе высокого давления двухконтурного газотурбинного двигателя. Ротор 1 содержит первый модуль и второй модуль, при этом в данном случае первый модуль является компрессором 10, а второй модуль является турбиной 20. Каждый из них содержит опорную цапфу подшипников 12 и 22 соответственно и стыковочную плоскость 14 и 24, при этом ротор вращается вокруг своей оси вращения АА, проходящей через опорные подшипники 12 и 22, при этом каждый из модулей выполняют путем последовательного соединения элементарных компонентов. С учетом производственных допусков стыковочные плоскости 14 и 24, которыми оба модуля соединяют друг с другом и крепят при помощи болтов, не являются идеально перпендикулярными к их собственной оси вращения. В результате во время монтажа возникает эксцентриситет, который на фигуре показан в увеличенном виде.
На фиг.2 показан монтаж для балансировки турбинного модуля 20. С одной стороны модуль 20 содержит цапфу, образующую опору подшипника 22, и с другой стороны - стыковочную сторону 24 со средствами крепления на эквивалентном добавочном компрессорном модуле. На турбинный модуль 20 устанавливают эквивалентный компрессорный модуль 10', закрепляя его одним концом 14' на стыковочной стороне 24 турбинного модуля 20. Этот модуль 10' содержит на своем другом конце цапфу для установки опорного подшипника 12'. Этот эквивалентный добавочный модуль, в данном случае компрессорный модуль 10', механически заменяет компрессор ротора в плане динамического поведения для балансировки. Так, его длину определяют таким образом, чтобы расстояние между двумя опорными подшипниками 12' и 22 соответствовало длине в двигателе. Его масса и центр тяжести идентичны массе и центру тяжести компрессора 10. При этом монтаж принимают за идеальный.
Для осуществления операции балансировки модуля 20 этот узел помещают в балансировочную машину, которая сама по себе известна. Измеренный общий дисбаланс соответствует собственному дисбалансу модуля плюс его геометрический дисбаланс, связанный с погрешностью перпендикулярности и с инструментальным дисбалансом. Последний устраняют при помощи операции проворачивания.
На фигуре показан монтаж без погрешности. Однако, как было указано выше, в зависимости от условий монтажа к геометрическому дисбалансу добавляется так называемый стыковочный дисбаланс, который невозможно контролировать и который приводит либо к недооценке, либо к переоценке дисбаланса.
Для решения этой проблемы в соответствии с настоящим изобретением рассчитывают теоретический геометрический дисбаланс и с учетом него осуществляют определение дисбаланса.
Для этого осуществляют определение эксцентриситета, появляющегося в результате погрешности перпендикулярности стыковочной плоскости.
На фиг.3 показан вариант измерения этого эксцентриситета на турбинном модуле 20.
Определяют две контрольные плоскости Pr1 и Pr2 относительно контрольной оси Ar, перпендикулярной к плоскости 24. Щуп Ра устройства трехмерного измерения измеряет положение опорной цапфы подшипника 22, и, таким образом, получают значение отклонения оси цапфы по отношению к контрольной оси.
Для измерения этого эксцентриситета можно использовать, например, метод, разработанный компанией General Electric и называемый Genspect.
Зная значение эксцентриситета, определяют геометрический дисбаланс замещающего груза или эквивалентного добавочного модуля на основании известных величин его центра тяжести и его массы. Дисбаланс выражают в см·г.
Дисбаланс детали определяют следующим образом.
Вместо реального добавочного модуля устанавливают простую короткую цапфу на предназначенный для балансировки модуль. На фиг.4 показан монтаж такой короткой цапфы 44 на турбинном модуле 20. Она содержит стыковочную сторону 44 для монтажа на стыковочной стороне 24 модуля и содержит цилиндрическую поверхность, образующую опору для подшипника 42. Как показано на фиг.4, ось между двумя подшипниками 44 и 22 почти совпадает с осью модуля. Эксцентриситет, измеренный в стыковочной плоскости между двумя осями, меняется в зависимости от типа ротора и от балансировочного допуска.
Целью монтажа этой короткой цапфы является устранение влияния геометрической погрешности. Измеренный дисбаланс соответствует дисбалансу детали Вр, определенному во вступительной части настоящей заявки.
Общий дисбаланс модуля турбины 20 получают в виде векторной суммы:
Bt=Bp+Bg.
Как правило, в роторе лопаточной машины имеются две корректировочные плоскости на каждый модуль.
На диаграмме на фиг.5 показан предназначенный для корректировки общий дисбаланс на двух корректировочных плоскостях С1 и С2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки и балансировки высокооборотных роторов и валопроводов авиационных газотурбинных двигателей и газоперекачивающих агрегатов | 2022 |
|
RU2822671C2 |
| ИНСТРУМЕНТ ДЛЯ БАЛАНСИРОВКИ МОДУЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2016 |
|
RU2711248C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ БАЛАНСИРОВКИ РОТОРА | 2019 |
|
RU2756710C1 |
| КОНТРОЛЬНЫЙ РОТОР ДЛЯ ПРОВЕРКИ БАЛАНСИРОВОЧНОГО СТАНКА | 2015 |
|
RU2613017C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ БАЛАНСИРОВКИ РОТОРА | 2019 |
|
RU2759651C1 |
| СПОСОБ БАЛАНСИРОВКИ ИЗДЕЛИЯ | 2003 |
|
RU2245529C1 |
| МОДУЛЬ ТУРБИНЫ ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ, КОМПРЕССОР, СОЕДИНЕННЫЙ С УКАЗАННЫМ МОДУЛЕМ, И ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ | 2006 |
|
RU2403401C2 |
| СПОСОБ БАЛАНСИРОВКИ СБОРНОГО РОТОРА | 2008 |
|
RU2372594C1 |
| СПОСОБ ЗАМЕНЫ КОМПЛЕКТА РАБОЧИХ ЛОПАТОК СТУПЕНИ ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 1995 |
|
RU2099541C1 |
| СПОСОБ БАЛАНСИРОВКИ АЭРОДИНАМИКИ ЛОПАТОЧНОГО КОЛЕСА | 2005 |
|
RU2301966C1 |
Способ балансировки первого модуля лопаточной машины, содержащего вдоль оси вращения плоскость опорного подшипника с одной стороны и стыковочную плоскость с другой стороны по отношению к ротору, содержащему упомянутый модуль, в котором определяют эквивалентный добавочный модуль таким образом, чтобы оба модуля образовали ротор, эквивалентный упомянутому ротору, путем соединения вдоль стыковочной плоскости, определяют общий дисбаланс упомянутого эквивалентного ротора и соответствующую поправку для внесения в упомянутый модуль, отличающийся тем, что содержит следующие этапы: определяют погрешность концентричности опорного подшипника первого модуля по отношению к оси, перпендикулярной к стыковочной плоскости, вычисляют теоретический геометрический дисбаланс упомянутого эквивалентного добавочного модуля, на первый модуль со стороны стыковочной плоскости устанавливают короткую цапфу для образования короткого ротора, ось вращения которой по существу совпадает с осью модуля, и измеряют дисбаланс короткого ротора, определяют дисбаланс упомянутого модуля, добавляя к дисбалансу ротора систематический дисбаланс, соответствующий упомянутому теоретическому геометрическому дисбалансу. Технический результат изобретения - создание способа, позволяющего устранить отрицательные эффекты стыковочных дефектов добавочных модулей и инструментов. 1 з.п. ф-лы, 5 ил.
1. Способ балансировки первого модуля (20) лопаточной машины, содержащего вдоль оси вращения плоскость опорного подшипника (22) с одной стороны и стыковочную плоскость (24) с другой стороны по отношению к ротору (1), содержащему упомянутый модуль (20), в котором определяют эквивалентный добавочный модуль таким образом, чтобы оба модуля образовали ротор, эквивалентный упомянутому ротору, путем соединения вдоль стыковочной плоскости (24), определяют общий дисбаланс упомянутого эквивалентного ротора и соответствующую поправку для внесения в упомянутый модуль, отличающийся тем, что содержит следующие этапы:
определяют погрешность концентричности опорного подшипника (22) первого модуля (20) по отношению к оси, перпендикулярной к стыковочной плоскости (24); вычисляют теоретический геометрический дисбаланс упомянутого эквивалентного добавочного модуля; на первый модуль со стороны стыковочной плоскости (24) устанавливают короткую цапфу (40) для образования короткого ротора, ось вращения которой по существу совпадает с осью модуля (20), и измеряют дисбаланс короткого ротора; определяют дисбаланс упомянутого модуля, добавляя к дисбалансу ротора систематический дисбаланс, соответствующий упомянутому теоретическому геометрическому дисбалансу.
2. Способ по п.1, в котором ротор является ротором газотурбинного двигателя и в котором балансируют раздельно компрессорный модуль и турбинный модуль.
| US 4586225 А, 06.05.1986 | |||
| US 6341419 B1, 29.01.2002 | |||
| US 20050005686 А1, 13.01.2005 | |||
| РОЛИКОВЫЙ СТОЛ ДЛЯ ПОДАЧИ МАТЕРИАЛА К ПРОКАТНЫМ СТАНАМ | 1927 |
|
SU7144A1 |
| ВЫСОКОСКОРОСТНОЙ РОТОР НАГНЕТАТЕЛЬНОЙ МАШИНЫ (ВАРИАНТЫ) | 2003 |
|
RU2247871C1 |
| ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ | 2001 |
|
RU2204042C2 |
| Емкостный датчик давления | 1984 |
|
SU1221513A1 |

