Изобретение относится к кабельной или канатной промышленности и предназначено для изготовления гибких токопроводящих жил или канатов.
При изготовлении кабелей класса 3 и выше и канатов для обеспечения необходимой гибкости изделия применяются системы скрутки из множества элементарных тонких проволок.
Требования к числу и номинальному диаметру элементарных проволок для кабельных изделий повышенной гибкости приведены в Техническом справочнике "Кабели, провода и материалы для кабельной индустрии", Кузенев В.Ю., Крехова О.В. - М.: Издательство "Нефть и газ", 1999.
При большом количестве элементарных проволок в готовом изделии изготовление токопроводящей жилы кабеля и каната проводится за несколько технологических операций, т.е. предварительно скручиваются заготовки из элементарных проволок (стренги), а затем стренги скручиваются в готовое изделие, причем технологические операции скрутки стренг и скрутки кабеля и каната, как правило, проводятся на различном технологическом оборудовании.
Основное оборудование для изготовления токопроводящих жил приведено в "Каталоге технического оборудования импортного и отечественного производства для изготовления кабельных изделий", Москва, 1990. Так, например, в соответствие с каталогом для скрутки стренг применяются машины двойной скрутки, а последующая скрутка стренг в кабель производится на машинах сигарного, бугельного или фонарного типов.
Целью предлагаемого изобретения является способ скрутки многопроволочных кабельных изделий, обеспечивающий одновременную скрутку стренг и стренг в кабель или канат. Техническим результатом изобретения при этом будет сокращение одной технологической операции и, соответственно, времени изготовления кабельного или канатного изделия.
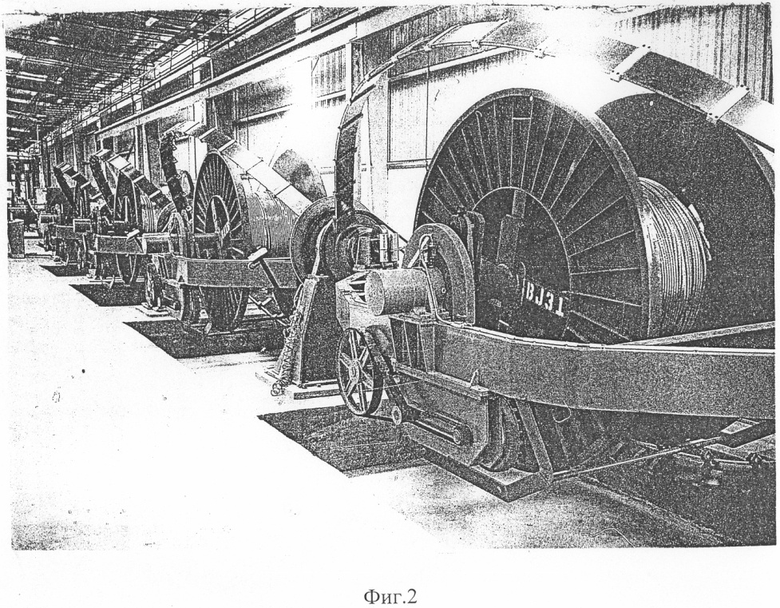
Предлагаемый способ для скрутки многопроволочной токопроводящей жилы, изображенной на фиг.1, выполняется по системе m×(n×d), где
m - количество стренг в повиве провода, кабеля или каната;
n - количество проволок в каждой стренге;
d - диаметр элементарной проволоки.
Поперечный разрез готового кабельного изделия приведен на фиг.1, где где 1 - элементарная проволока, 2 - стренга из элементарных проволок, при этом в приведенном случае m=7, n=19.
Фотографии бугельной машины для выполнения операции скрутки приведены на фиг.2 и фиг.3. На фиг.4 приведена фотография машины сигарного типа.
Внешний вид бугельной машины для исполнения указанной системы скрутки приведен на фиг.5, где 3 - отдающее устройство, 4 - вращающаяся рамка, 5 - выходной калибр, 6 - тяговое устройство, 7 - приемное устройство. Стрелкой 8 указано движение кабельной заготовки 9.
Для реализации указанной системы скрутки в m отдающих устройствах 3 устанавливают катушки 10 с пучками из n проволок на каждой катушке, при этом выход проволоки с отдающих катушек 10 на рамки 4 осуществляют в направлении, противоположном движению кабельной заготовки 9. Пучок с n проволоками при движении с отдающей катушки на вращающуюся рамку скручивается с шагом h=v/w, где
v - линейная скорость тягового устройства, м/мин,
w - обороты рамки, 1/мин.
При сходе с рамки в калибр стренги также скручиваются на шаг h в том же направлении. Таким образом, на выходе получают направление скрутки повива, совпадающее с направлением скрутки стренги, и шаг скрутки проволок в стренге в среднем в два раза меньше шага скрутки стренг в повиве.
Предлагаемый способ позволяет значительно сократить время при изготовлении гибких проводов, особенно с учетом широкого распространения многоходовых волочильных машин с совмещенным отжигом, конечным продуктом которых является катушка с пучком проволок, количество которых регулируется оператором. Применяемая в настоящее время технология изготовления кабельных изделий позволяет изготавливать гибкий многопроволочный кабель за две технологические операции: изготовление стренг (как правило, на машинах двойной скрутки) и последующая скрутка стренг в повив (на клетьевых, бугельных, сигарных или машинах двойной скрутки). Эта технология связана, прежде всего, с тем, что традиционно для волочения проволоки применялись одноходовые машины и, соответственно, скрутка проволок в стренгу производилась с нескольких катушек на одну приемную.
Традиционная заправка машин (выход проволоки с отдающей катушки по ходу машины) не позволяет получить на выходе скрученные стренги, т.к. пучок проволок при входе на вращающуюся рамку и сходе с нее также получает кручение с шагом h, но эти кручения имеют противоположные направления и компенсируют друг друга, поэтому в результате на выходе машины получается пучок проволок, подобный проволокам на отдающей катушке.
При изменении схемы заправки машины (выход проволоки с отдающего барабана (1) против хода машины) проволока при входе на вращающуюся часть бугельной рамки закручивается вправо (влево), при входе в стационарный узел скрутки проволока также закручивается вправо (влево) и на выходе их машины приобретает двойное кручение.
Возможен также вариант установки в отдающие устройства нескольких катушек с суммарным количеством проволок, равным n.
Предлагаемый способ скрутки жил класса 3 и выше легко реализуется при изменение направления выхода проволок с отдающих устройств также на машинах сигарного типа при изготовлении токопроводящих жил и канатов из проволоки или синтетических нитей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СКРУТКИ СЕРДЕЧНИКА МНОГОЖИЛЬНЫХ КАБЕЛЕЙ СВЯЗИ, УСТРОЙСТВО ДЛЯ СКРУТКИ И МНОГОЖИЛЬНЫЙ КАБЕЛЬ СВЯЗИ | 2009 |
|
RU2396620C1 |
| СПОСОБ И УСТРОЙСТВО УПЛОТНЕНИЯ МНОГОПРОВОЛОЧНОЙ ТОКОПРОВОДЯЩЕЙ ЖИЛЫ ИЛИ СТРЕНГИ | 2022 |
|
RU2795270C1 |
| УСТРОЙСТВО ДЛЯ SZ-СКРУТКИ | 1997 |
|
RU2136067C1 |
| УСТРОЙСТВО ДЛЯ СКРУТКИ И УПЛОТНЕНИЯ ЖИЛ КАБЕЛЕЙ | 2010 |
|
RU2490743C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОПРОВОЛОЧНЫХ УПЛОТНЕННЫХ ЖИЛ КАБЕЛЬНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2010368C1 |
| ПРОВОД ДЛЯ ВОЗДУШНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2568188C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ ПРОВОДОВ | 1994 |
|
RU2087959C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕМЕДНЫХ ЭЛАСТИЧНЫХ ПРОВОДОВ | 2013 |
|
RU2550505C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННО-ОПТИЧЕСКОГО МЕТАЛЛИЧЕСКОГО МОДУЛЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2007 |
|
RU2371794C2 |
| Герметичная токопроводящая жила и способ её изготовления | 2022 |
|
RU2785328C1 |

Изобретение относится к кабельной или канатной промышленности и предназначено для изготовления гибких токопроводящих жил или канатов. Целью предлагаемого изобретения является способ скрутки многопроволочных кабельных изделий, обеспечивающий одновременную скрутку стренг и стренг в кабель или канат. Предлагаемый способ для скрутки многопроволочной токопроводящей жилы выполняется по системе m×(n×d), где m - количество стренг в повиве провода, кабеля или каната; n - количество проволок в каждой стренге; d - диаметр элементарной проволоки. Для реализации указанной системы скрутки в m отдающих устройствах крутильных машин бугельного или сигарного типа устанавливают катушки с пучками из n проволок на каждой катушке, при этом выход проволоки с отдающих устройств на рамки или ротор машины осуществляют в направлении, противоположном движению кабельной заготовки. Пучок с n проволоками при движении с отдающей катушки на вращающуюся рамку скручивается с шагом h=v/w, где v - линейная скорость тягового устройства, м/мин, w - обороты рамки, 1/мин. При сходе с рамки в калибр стренги также скручиваются на шаг h в том же направлении. Таким образом, на выходе получают направление скрутки, повива, совпадающее с направлением скрутки стренги, и шаг скрутки проволок в стренге в среднем в два раза меньше шага скрутки стренг в повиве. 2 з.п. ф-лы, 5 ил.
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ ПРОВОДОВ | 1994 |
|
RU2087959C1 |
| УСТРОЙСТВО ДЛЯ СКРУЧИВАНИЯ ПРОВОДОВ | 1998 |
|
RU2201481C2 |
| Устройство для наложения ленты на кабель | 1982 |
|
SU1115111A1 |
| US 200217924, 05.12.2002. | |||

