Настоящее изобретение относится к кабельной технике, а именно к устройствам для скрутки и уплотнения многопроволочных жил кабелей, преимущественно сверхпроводящих, скрученных из проволок с технологическими покрытиями (хром, никель и т.д.)
Из существующего уровня техники известно устройство для скрутки и уплотнения жил кабелей, состоящее из скруточного калибра и из двух пар вращающихся, расположенных ортогонально друг относительно друга, уплотняющих роликов, образующих цилиндрический канал, имеющий направляющую часть (от калибра до первой пары роликов) и формообразующую часть (между парами роликов) (патент РФ №2010368, МПК5 Н01В 13/02, опубл. 30.07.1994 г.).
Указанное устройство обеспечивает скрутку и уплотнение медных и алюминиевых проволок относительно большого диаметра (более 1 мм) и используются в составе крутильных машин сигарного и клетьевого типа.
Основные недостатки этого устройства заключаются в следующем: значительная деформация периферийных проволок, вследствие которой проволоки сплющиваются, заполняя межпроволочное пространство; при уменьшении диаметра скручиваемых проволок последние, попадая в зазоры между роликами, деформируются с образованием острых кромок, зазубрин, что в конечном итоге сопровождаются их обрывностью; при использовании для скрутки проволок с технологическими покрытиями (хром, никель и др.) имеет место значительное обдирание последних уже в скруточном калибре; наличие деформационных воздействий, имеющих место в известном устройстве, совершенно недопустимо для скрутки многопроволочных проводов из сверхпроводящих композиционных проволок, содержащих в своей структуре несколько тысяч филаментов диаметром около 10 мкм, обрывность которых при деформациях неизбежно сопровождается деградацией критических свойств.
Поставленная задача заключается в разработке устройства, позволяющего осуществлять скрутку и уплотнение кабельных изделий и жил кабелей, главным образом без повреждения технологического покрытия, а так же снижение деформационных воздействий на периферийные элементы жилы кабеля и повышение коэффициента ее уплотнения.
Технический результат достигается тем, что в устройстве для скрутки и уплотнения многопроволочных жил кабелей, состоящим из направляющей части и формообразующей части в виде цилиндрического канала направляющая и формообразующая части выполнены в виде совокупности соприкасающихся между собой роликов, расположенных по окружности, и одной или двух вставок сфероконической формы, расположенной между роликами, при этом поверхность каждого ролика выполнена профилированной, в виде кругового сегмента, которые вместе образуют цилиндрический канал, устройство дополнительно снабжено базовой деталью, на которой смонтированы ролики и вставки.
Изобретение иллюстрируется чертежами, на которых показано: фиг.1 - вид спереди, фиг.2 - вид сбоку. Устройство содержит шесть расположенных по окружности, соприкасающихся роликов 1, поверхность которых профилирована в виде круговых сегментов, которые крепятся болтами 2. В пространстве между роликами находится вставка сфероконической формы 3, закрепленные при помощи болтов 4. Сегментообразная форма профиля каждого ролика и вставки между роликами образуют цилиндрический канал 5 необходимого диаметра, формирующий конечный размер изделия (диаметр скрученной жилы кабеля). Устройство снабжено станиной 6, к которой крепится четырьмя болтами 7 базовая деталь 8.
В данном устройстве количество профилированных сегментообразных роликов является вариационным числом, которое колеблется от четырех до шестнадцати, и определяется только лишь конструктивными параметрами скручиваемой и уплотняемой жилы кабеля. Количество же сфероконических вставок - одна или две, причем первая однозначно крепится по направлению движения скрутки и уплотнения, а вторая ставится против и может быть как совмещена с корпусом, так и выполнена отдельно.
Конструкция предлагаемого изделия является сборной и поэтому, элементы, входящие в состав изготавливаются различными способами. Ролики изготавливаются из специальной стали на токарном станке. Валы, на которые устанавливаются ролики, сначала изготавливаются на фрезеровальном станке, а затем обрабатываются на токарном. Вставки сфероконической формы изготавливаются на программируемом фрезеровальном станке. После изготовления деталей конструкция собирается.
Устройство работает следующим образом:
В качестве исходного материала была использована сверхпроводящая проволока на основе NbTi сплава в медной матрице с никелевым покрытием и ⌀ 0.73 мм. Предварительно из проволок скручивают субкабели (стренги) по схеме (3×4×4×5) и обматывают их нержавеющей стальной лентой с зазором 50%. Предложенное устройство (калибр) используется для скрутки 6 субкабелей вокруг охлаждающего канала в виде спирали ⌀10×12 мм. Диаметр формирующего канала устройства последовательно изменяли. Изначальный диаметр был 39.5 мм, затем 38.3 мм и в конце 37.5 мм. Изготовленные субкабели поступали от отдающего устройства машины планетарного типа, которая приведена во вращение для обеспечения определенного шага скрутки. С отдающего устройства субкабели через направляющие ролики поступали в устройство для скрутки и уплотнения, где субкабели одновременно скручиваются и уплотняются. Далее скрученный кабель проходил еще две стадии уплотнения через это же устройство. При этом во всех случаях получена уплотненная жила кабеля из 1440 никелированных проволок. Периферийные проволоки не имели деформационных дефектов, никелевое покрытие полностью сохранилось как в периферийной части жилы, так и в ее внутренней структуре в отличие от случая, когда данный калибр не использовался.
Таким образом, предложенное устройство позволяет исключить деформацию периферийных проволок в скручиваемой жиле кабеля, полностью сохранить технологическое покрытие на проволоках и при этом повысить коэффициент уплотнения жилы на 0,25-0,3. Устройство удобно и просто для заправки проволок. Оно универсально как для скрутки уплотненной жилы, так и при использовании его дальнейшего уплотнения скрученной жилы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОПРОВОЛОЧНЫХ УПЛОТНЕННЫХ ЖИЛ КАБЕЛЬНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2010368C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОГО КАБЕЛЯ | 2024 |
|
RU2825997C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГИБКОГО ТРУБЧАТОГО СЛОЯ ЭЛЕКТРОПРОВОДНИКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2365463C2 |
| УСТРОЙСТВО ДЛЯ SZ-СКРУТКИ | 1997 |
|
RU2136067C1 |
| Самонесущий изолированный провод | 2021 |
|
RU2792217C1 |
| ПРОВОД ДЛЯ ВОЗДУШНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2568188C2 |
| КАБЕЛЬ МОНТАЖНЫЙ, ПРЕИМУЩЕСТВЕННО ВЗРЫВОБЕЗОПАСНЫЙ ДЛЯ ВЫСОКОСКОРОСТНЫХ СИСТЕМ АВТОМАТИКИ | 2022 |
|
RU2786188C1 |
| СПОСОБ СКРУТКИ СЕРДЕЧНИКА МНОГОЖИЛЬНЫХ КАБЕЛЕЙ СВЯЗИ, УСТРОЙСТВО ДЛЯ СКРУТКИ И МНОГОЖИЛЬНЫЙ КАБЕЛЬ СВЯЗИ | 2009 |
|
RU2396620C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОПРОВОЛОЧНОЙ ТОКОПРОВОДЯЩЕЙ ЖИЛЫ ИЛИ КАНАТА | 2004 |
|
RU2279728C2 |
| ТЕПЛОСТОЙКИЙ ДВУХПАРНЫЙ СИММЕТРИЧНЫЙ КАБЕЛЬ | 2019 |
|
RU2761986C2 |

Изобретение относится к области кабельной техники, а именно к устройствам для скрутки и уплотнения многопроволочных жил кабелей, преимущественно сверхпроводящих, скрученных из проволок с технологическими покрытиями (хром, никель и т.д.). Устройство содержит совокупность соприкасающихся между собой роликов, расположенных по окружности, и вставки сфероконической формы, расположенной между роликами. Ролики и вставки смонтированы на базовой детали. Изобретение обеспечивает исключение деформации периферийных проволок в скручиваемой жиле кабеля, полное сохранение покрытия на проволоках и повышение коэффициента уплотнения. 2 ил.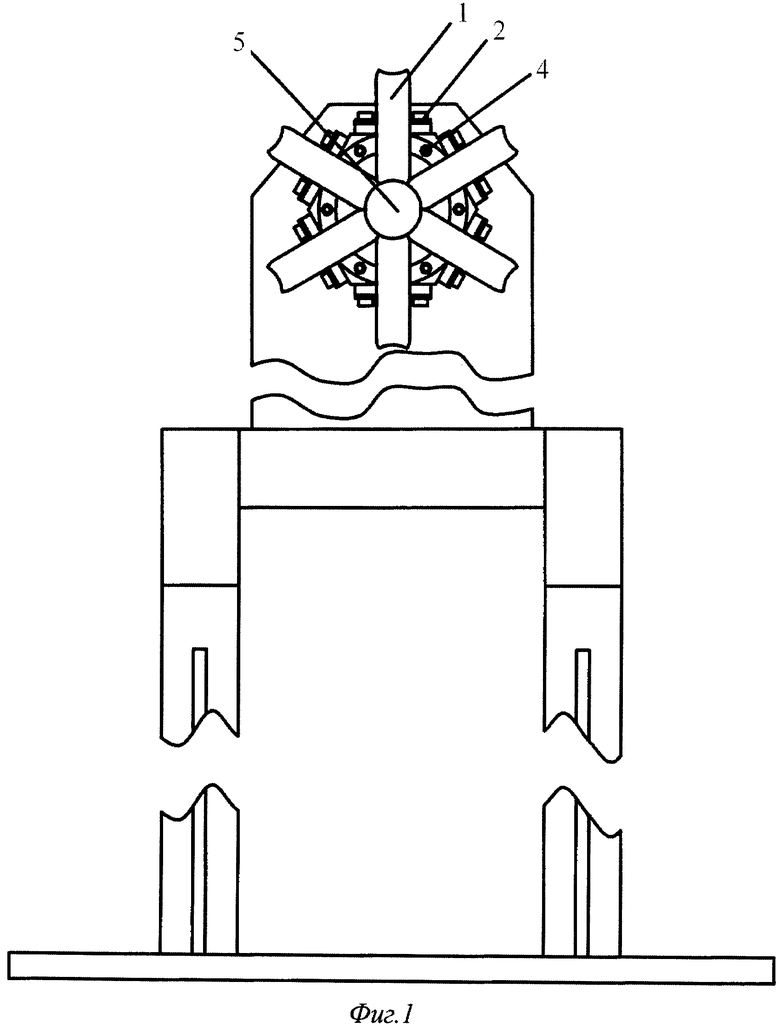
Устройство для скрутки и уплотнения многопроволочных жил кабелей, состоящее из направляющей части и формообразующей части в виде цилиндрического канала, отличающееся тем, что направляющая и формообразующая части выполнены в виде совокупности соприкасающихся между собой роликов, расположенных по окружности, и одной или двух вставок сфероконической формы, расположенной между роликами, при этом поверхность каждого ролика выполнена профилированной в виде кругового сегмента, образующих цилиндрический канал, устройство дополнительно снабжено базовой деталью, на которой смонтированы ролики и вставки.
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОПРОВОЛОЧНЫХ УПЛОТНЕННЫХ ЖИЛ КАБЕЛЬНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2010368C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАБЕЛЯ С МИНЕРАЛЬНОЙ ИЗОЛЯЦИЕЙ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КАБЕЛЯ С МИНЕРАЛЬНОЙ ИЗОЛЯЦИЕЙ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 1986 |
|
SU1369568A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИЛОВЫХ КАБЕЛЕЙ С БУМАЖНОЙ ИЗОЛЯЦИЕЙ, ПРОПИТАННОЙ НЕСТЕКАЮЩИМ СОСТАВОМ | 1994 |
|
RU2087958C1 |
| DE 4034496 А, 07.05.1992 | |||
| WO 1996041908 А1, 27.12.1996. | |||

