Область техники
Изобретение относится к кабельной технике, в частности к технологии изготовления уплотненных многопроволочных токопроводящих жил или стренг кабелей и проводов, преимущественно малогабаритных.
Уровень техники
Из области производства кабельной техники известны способы уплотнения многопроволочных кабельных жил с помощью системы последовательно расположенных роликов или вальцов.
Известен способ уплотнения многопроволочных токопроводящих жил, описанный в книге «Производство кабелей и проводов» под редакцией Н.И. Белорусова и И.Б. Пешкова, Энергоиздат, 1981. Уплотнение круглых медных и алюминиевых жил производится по повивам проволок с помощью трех пар последовательно установленных уплотняющих вальцов. Первая пара вальцов производит предварительное обжатие, придавая жиле форму эллипса, вторая пара вальцов доводит жилу до нужного размера, и третья предназначена для чистовой обработки поверхности жилы. Уплотнение по повивам применяется для получения больших коэффициентов заполнения многопроволочных токопроводящих жил. Недостатком данного способа уплотнения является увеличение нагортовки проволок в повивах жилы при больших обжатиях. Также для этих целей применяются уплотняющие вальцы с принудительным вращением. Закрытая форма вальцов уменьшает количество рисок, заусенцев, на поверхности уплотненно жилы, а принудительное вращение позволяет увеличить усилие обжатия.
Также известен способ изготовления многопроволочных уплотненных жил кабельных изделий патент РФ №2010368 «Способ изготовления многопроволочных уплотненных жил кабельных изделий», МПК Н01В 13/12, патентообладатель НПО «ВНИИКП», при котором проволоки скручивают с шагом h в калибре с цилиндрическим входным участком, полученную заготовку уплотняют двумя парами последовательно расположенных роликов с взаимно перпендикулярными осями, причем первую пару роликов располагают на расстоянии L1 от начала цилиндрического участка калибра, а вторую - на расстоянии L2 от первой пары роликов, отличающийся тем, что, с целью повышения механических и электрических характеристик жил, расстояния L1 и L2 выбирают в пределах (0,8-0,9)h.
Способы уплотнения токопроводящих жил с помощью уплотняющих вальцов широко применяются в кабельной отрасли и характерны для токопроводящих многопроволочных алюминиевых или медных жил второго и третьего класса гибкости в соответствии с классами, указанными в ГОСТ 22483-2021 «Жилы токопроводящие для кабелей, проводов и шнуров», в том числе для придания многопроволочным токопроводящим жилам иной формы сечения, отличной от круга, например секторной. В процессе уплотнения многопроволочных токопроводящих жил с помощью вальцов проволоки в каждом повиве жилы существенно деформируются, что в итоге снижает электрические параметры готовой жилы и требует дополнительной термообработки жилы. Второй и третий классы гибкости токопроводящих жил используются для силовых кабелей различного напряжения и назначения. Для уплотнения гибких многопроволочных токопроводящих жил четвертого класса гибкости и более, предназначенных для малогабаритных кабелей и проводов, систему роликов или уплотняющих вальцов практически не применяют.
Из других областей техники известны способы и устройства обжатия различных проволочных прядей при производстве спиральных канатов, уплотнения в которых происходит с помощью обжимных волок, примеры таких способов описаны в авторских свидетельствах СССР на изобретения: №330223 «Способ пластического обжатия», МПК D07B 7/00, заявитель Одесский политехнический институт; №642398, «Устройство для обжатия прядей», МПК D07B 7/02, заявитель Всесоюзный научно-исследовательский институт метизной промышленности; №1434013 «Способ пластического обжатия витого проволочного изделия», МПК D07B 7/02, заявитель Всесоюзный научно-исследовательский институт метизной промышленности; в патенте Российской Федерации на изобретение №1699181 «Способ калибровки проволочных витых изделий и устройство для его осуществления», МПК D07B 7/02, патентообладатели АО "Камкабель" и "ВНИИКП".
Указанные выше способы и устройства применяются при производстве канатов и тросов, изготавливаемых из различных марок стали, или высокопрочных, тугоплавких металлов и их сплавов. Система роликов не позволяет обеспечить необходимый уровень обжатия стальных тросов и канатов, как это традиционно осуществляется в кабельной отрасли при производстве многопроволочных жил из меди и алюминия. Эта технологическая особенность связана с высокой твердостью стали и ее низкой пластичностью по сравнению с медью и алюминием, поэтому для обжатия стальных тросов и канатов, как правило, применяют способы обжатия с помощью волок, позволяющие максимально уплотнить стальные тросы и канаты.
К наиболее близкому аналогу для заявленного изобретения в части способа относится авторское свидетельство СССР на изобретение №737538 «Способ обжатия проволочных прядей», МПК D07B 7/02, заявитель Всесоюзный научно-исследовательский институт метизной промышленности. Недостатком данного способа является то, что целью изобретения является уменьшение износа и расхода технологического инструмента волоки при обжатии волокой проволочных прядей витых проволочных изделий, а не улучшение характеристик самих проволочных изделий. Для этого в способе вводится ограничение по скорости вращения волоки от 8 до 40 оборотов на один шаг пряди, а также фиксируется направление вращения волоки против направления свивки пряди витых проволочных изделий.
К наиболее близкому аналогу для заявленного изобретения в части устройства относится авторское свидетельство СССР на изобретение №429155 «Устройство для обжатия проволочных канатов и прядей», МПК D07B 7/02, D07B 3/00, заявитель Одесский политехнический институт. Недостатком данного устройства является то, что вращающаяся волока смонтирована с возможностью свободного вращения и не предусматривает ее принудительного вращения при зафиксированных оборотах, что не позволяет гарантировать одинакового качества обжатия готового изделия по его длине. Также в описании устройства отсутствует информация о наличии в нем зон или узлов, обеспечивающих смазку изделия в процессе его обжатия через свободно вращающуюся волоку, отсутствие которых может привести к перегреву волоки и самого изделия, а также к деформации или обрыву изделия в месте обжатия.
Технической задачей, на решение которой направлено изобретение, является повышение коэффициента заполнения многопроволочной токопроводящей жилы или стренги третьего класса гибкости и более, предназначенных преимущественно для малогабаритных кабелей и проводов, путем создания равномерного распределения уплотнения по сечению и по всей длине жилы или стренг в процессе их изготовления.
В результате проведения поиска по открытым источникам информации не выявлено решений, содержащих всей совокупности существенных признаков независимых пунктов формулы изобретения, что позволяет сделать вывод о соответствии заявляемого изобретения критерию патентоспособности «новизна».
Также, в процессе проверки «изобретательского уровня» из уровня техники не выявлены технические решения, заявляемые в изобретении, что говорит о соответствии патентоспособности заявляемого изобретения критерию «изобретательский уровень».
Раскрытие сущности изобретения
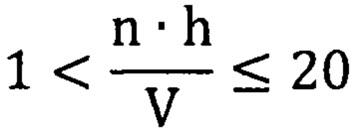
Поставленная задача решается тем, что в способе уплотнения многопроволочных токопроводящих жил или стренг кабельных изделий, при котором многопроволочную токопроводящую жилу или стренгу протягивают через уплотняющую волоку, вращающуюся вокруг оси движения многопроволочной токопроводящей жилы или стренги, многопроволочную токопроводящую жилу или стренгу, скрученную с шагом h, уплотняют обжатием посредством протягивания со скоростью V, через, по меньшей мере, две последовательно расположенные вращающиеся уплотняющие волоки, при этом угловая скорость вращения уплотняющих волок n и скорость протяжки многопроволочной токопроводящей жилы или стренги V выбирается из условия:

Наличие от двух и боле последовательно расположенных вращающихся уплотняющих волок с учетом выбора значений угловой скорости вращения уплотняющих волок n и скорости протяжки многопроволочной токопроводящей жилы или стренги V для каждой вращающейся уплотняющей волоки из условия  , при заданных значениях шага скрутки многопроволочной токопроводящей жилы или стренги h позволяет обеспечить постепенное равномерное распределение уплотнения жилы или стренг по сечению и по всей длине в процессе их обжатия на каждой вращающейся уплотняющей волоке и тем самым повысить коэффициент заполнения многопроволочной токопроводящей жилы или стренги.
, при заданных значениях шага скрутки многопроволочной токопроводящей жилы или стренги h позволяет обеспечить постепенное равномерное распределение уплотнения жилы или стренг по сечению и по всей длине в процессе их обжатия на каждой вращающейся уплотняющей волоке и тем самым повысить коэффициент заполнения многопроволочной токопроводящей жилы или стренги.
Кроме того уплотнение многопроволочной токопроводящей жилы или стренги обжатием посредством волочения через, по меньшей мере, две последовательно расположенные уплотняющие волоки, осуществляется в среде водной эмульсии, что обеспечивает смазку между жилой или стренгой и уплотняющими волоками, которая исключает лишний нагрев в зоне уплотнения и снижает обрывность проволок в многопроволочной токопроводящей жиле или стренге при обжатии.
Поставленная задача решается описанным выше способом с помощью заявленного устройства для уплотнения многопроволочных токопроводящих жил или стренг кабельных изделий, содержащее механизм протяжки многопроволочной токопроводящей жилы или стренги через зону уплотнения с уплотняющей волокой, вращающейся вокруг оси движения многопроволочной токопроводящей жилы или стренги, в котором количество зон уплотнения с уплотняющей волокой в устройстве более одной, устройство дополнительно содержит механизм вращения последовательно расположенных уплотняющих волок, предназначенный для обеспечения более плавного обжатия жилы или стренги. Механизм протяжки многопроволочной токопроводящей жилы или стренги, расположенный между уплотняющими волоками, дополнительно содержит компенсатор вытяжки уплотненной многопроволочной токопроводящей жилы или стренги, поскольку в процессе обжатия жилы или стренги на каждой волоке допустима небольшая деформация проволок по длине жилы или стренги, что требует наличия компенсатора вытяжки уплотненной многопроволочной токопроводящей жилы или стренги между уплотняющими волоками.
Кроме того, устройство дополнительно содержит узлы для подачи проточной эмульсии в зоны уплотнения многопроволочной токопроводящей жилы или стренги для обеспечения смазкой волоки, жилы и стренги, а также для обеспечения снижения температуры в зоне уплотнения жилы или стренги.
Краткое описание чертежей
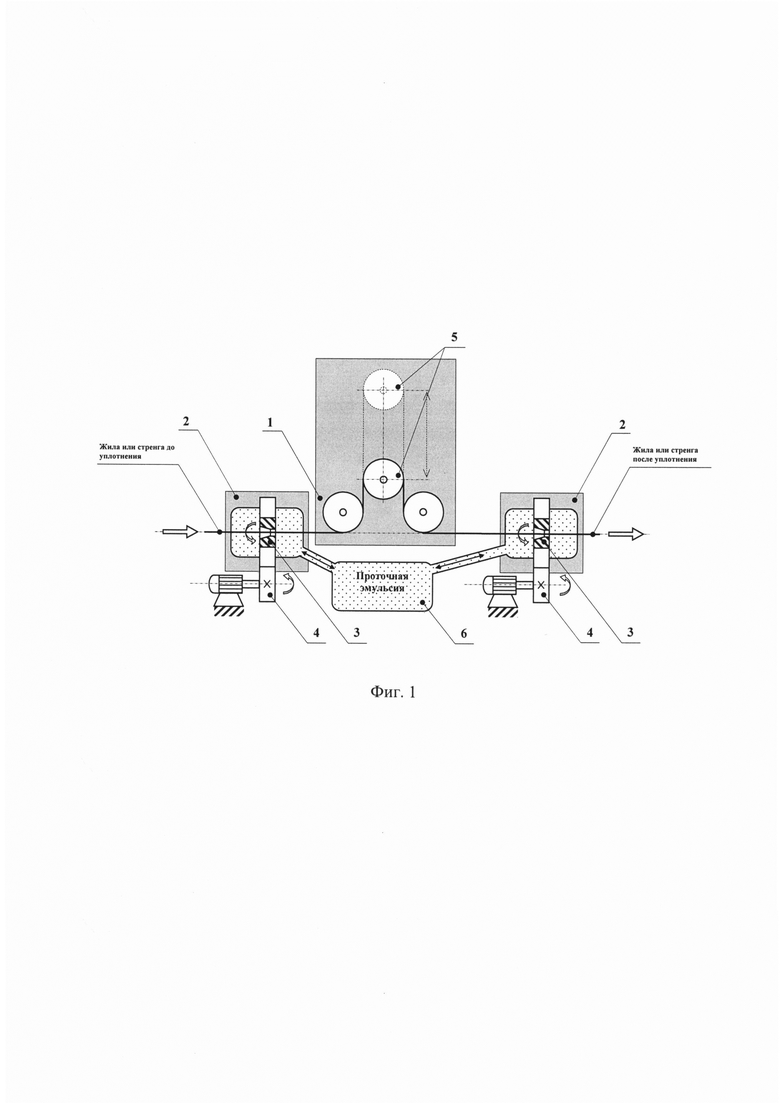
Для лучшего понимания заявленного изобретения в части устройства на Фиг. 1 схематично изображено устройство для уплотнения многопроволочных токопроводящих жил или стренг кабельных изделий, содержащее механизм протяжки жилы или стренги 1 через зону уплотнения жилы или стренги 2, расположенный между двумя зонами уплотнения жилы или стренги 2, в которых размещены уплотняющие волоки 3, вращающиеся вокруг оси движения жилы или стренги, механизм вращения последовательно расположенных уплотняющих волок 4, компенсатор вытяжки уплотненной многопроволочной токопроводящей жилы или стренги 5, расположенный в механизме протяжки многопроволочной токопроводящей жилы или стренги 1.
Кроме того, устройство может дополнительно содержать узлы для подачи проточной эмульсии 6 в зоны уплотнения жилы или стренги 2.
Осуществление изобретения
Отдельные узлы и детали, применяемые для изготовления заявляемого в качестве изобретения устройства для уплотнения многопроволочной токопроводящей жилы или стренги, описанным выше способом, широко применяются при изготовлении различного технологического оборудования, предназначенного для производства жил и при волочении проволоки.
Устройство для уплотнения многопроволочной токопроводящей жилы или стренги, описанным выше способом, изготавливают следующим образом.
Механизм протяжки жилы или стренги 1 может быть выполнен в виде механизмов протяжки проволоки, применяемых на волочильных станах.
Зона уплотнения жилы или стренги 2 с уплотняющими волоками 3 также может быть выполнена по аналогии с зоной волочения, расположенной в волочильных станах, в которой размещаются волоки для волочения проволоки.
Механизм вращения последовательно расположенных уплотняющих волок 4 может быть выполнен например с помощью редуктора и приводного электродвигателя, причем механизм вращения волок может быть выполнен индивидуально для каждой уплотняющей волоки, в таком случае значение угловой скорости вращения уплотняющих волок n в каждой зоне уплотнения может быть подобрано индивидуально за счет режимов работы приводных электродвигателей. Также может использоваться один приводной электродвигатель для вращения сразу всех уплотняющих волок через единый вал, в таком случае значение угловой скорости вращения уплотняющих волок n в каждой зоне уплотнения может быть подобрано за счет замены пары зубчатых колес в редукторах, через которые осуществляется вращение уплотняющих волок.
Компенсатор вытяжки уплотненной многопроволочной токопроводящей жилы или стренги 5 традиционно используются при производстве токопроводящих жил.
Узлы для подачи проточной эмульсии 6 также традиционно применяются в волочильных станах для обеспечения смазкой зоны волочения проволоки.
Заявляемое техническое решение соответствует критерию патентоспособности «промышленная применимость», поскольку его реализацию возможно осуществить с использованием известных средств производства, материалов и технологий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОПРОВОЛОЧНОЙ ТОКОПРОВОДЯЩЕЙ ЖИЛЫ ИЛИ КАНАТА | 2004 |
|
RU2279728C2 |
| Способ обжатия проволочных прядей | 1977 |
|
SU737538A1 |
| УСТРОЙСТВО ДЛЯ SZ-СКРУТКИ | 1997 |
|
RU2136067C1 |
| ПРОВОД ДЛЯ ВОЗДУШНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2568188C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИЧЕСКИ ОБЖАТЫХ ЭЛЕМЕНТОВ КАНАТА ИЛИ КАНАТА В ЦЕЛОМ | 2019 |
|
RU2731240C1 |
| Герметичная токопроводящая жила и способ её изготовления | 2022 |
|
RU2785328C1 |
| СПОСОБ КАЛИБРОВКИ ПРОВОЛОЧНЫХ ВИТЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU1699181C |
| СПОСОБ СКРУТКИ СЕРДЕЧНИКА МНОГОЖИЛЬНЫХ КАБЕЛЕЙ СВЯЗИ, УСТРОЙСТВО ДЛЯ СКРУТКИ И МНОГОЖИЛЬНЫЙ КАБЕЛЬ СВЯЗИ | 2009 |
|
RU2396620C1 |
| КАНАТ-КАБЕЛЬ С ОБЛЕГЧЕННЫМ ПЛАСТМАССОВЫМ СЕРДЕЧНИКОМ ДЛЯ ПОДЪЕМА ГРУЗОВ И ТРАНСПОРТИРОВКИ ХИМИЧЕСКИХ РЕАГЕНТОВ В НЕФТЯНЫХ И ГАЗОВЫХ СКВАЖИНАХ | 2007 |
|
RU2372431C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАБЕЛЯ С МИНЕРАЛЬНОЙ ИЗОЛЯЦИЕЙ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КАБЕЛЯ С МИНЕРАЛЬНОЙ ИЗОЛЯЦИЕЙ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 1986 |
|
SU1369568A1 |
Изобретение относится к области электротехники, в частности к кабельной технике. Технический результат заключается в повышении коэффициента заполнения многопроволочной токопроводящей жилы или стренги третьего класса гибкости и более. Достигается тем, что устройство для уплотнения многопроволочных токопроводящих жил или стренг кабельных изделий, содержит механизм протяжки многопроволочной токопроводящей жилы или стренги через зону уплотнения с уплотняющей волокой, вращающейся вокруг оси движения многопроволочной токопроводящей жилы или стренги, в котором количество зон уплотнения с уплотняющей волокой в устройстве более одной, устройство дополнительно содержит механизм вращения последовательно расположенных уплотняющих волок, предназначенный для обеспечения более плавного обжатия жилы или стренги. Механизм протяжки многопроволочной токопроводящей жилы или стренги, расположенный между уплотняющими волоками, дополнительно содержит компенсатор вытяжки уплотненной многопроволочной токопроводящей жилы или стренги. 2 н. и 2 з.п. ф-лы, 1 ил.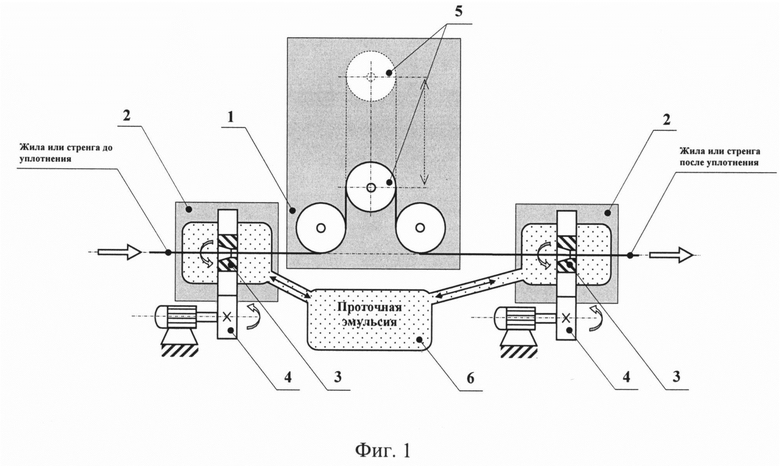
1. Способ уплотнения многопроволочных токопроводящих жил или стренг кабельных изделий, при котором многопроволочную токопроводящую жилу или стренгу протягивают через уплотняющую волоку, вращающуюся вокруг оси движения многопроволочной токопроводящей жилы или стренги, отличающийся тем, что многопроволочную токопроводящую жилу или стренгу, скрученную с шагом h, уплотняют обжатием посредством протягивания со скоростью V, через, по меньшей мере, две последовательно расположенные уплотняющие волоки, при этом угловая скорость вращения уплотняющих волок n и скорость протяжки многопроволочной токопроводящей жилы или стренги V выбирается из условия:
2. Способ по п. 1, отличающийся тем, что уплотнение многопроволочной токопроводящей жилы или стренги обжатием посредством волочения через, по меньшей мере, две последовательно расположенные уплотняющие волоки осуществляется в среде водной эмульсии.
3. Устройство для уплотнения многопроволочных токопроводящих жил или стренг кабельных изделий, содержащее механизм протяжки многопроволочной токопроводящей жилы или стренги через зону уплотнения с уплотняющей волокой, вращающейся вокруг оси движения многопроволочной токопроводящей жилы или стренги, отличающееся тем, что количество зон уплотнения с уплотняющей волокой в устройстве более одной, устройство дополнительно содержит механизм вращения последовательно расположенных уплотняющих волок, а механизм протяжки многопроволочной токопроводящей жилы или стренги, расположенный между уплотняющими волоками, дополнительно содержит компенсатор вытяжки уплотненной многопроволочной токопроводящей жилы или стренги.
4. Устройство по п. 3, отличающееся тем, что дополнительно содержит узлы для подачи проточной эмульсии в зоны уплотнения многопроволочной токопроводящей жилы или стренги.
| УСТРОЙСТВО ДЛЯ ОБЖАТИЯ ПРОВОЛОЧНЫХ КАНАТОВИ ПРЯДЕЙ | 1972 |
|
SU429155A1 |
| Способ обжатия проволочных прядей | 1977 |
|
SU737538A1 |
| US 10919205 B2, 16.02.2021 | |||
| US 10704195 B2, 07.07.2020 | |||
| WO 2013174896 A1, 28.11.2013. | |||

