Изобретение относится к области механической обработки материалов, а именно к упрочняюще-чистовой обработке поверхностей методом поверхностного пластического деформирования и может быть использовано в различных областях машиностроения.
Известно устройство для поверхностно-упрочняющей обработки (см. авторское свидетельство №1794634, В 24 В 39/00 бюл. №6, 1993 г.), содержащее шпиндельную головку, каждый шпиндель которой оснащен оппозитно закрепленными на нем источником колебаний и корпусом с переходным фланцем, размещенным в корпусе, деформирующими роликами, промежуточными элементами и штоком, кинематически связанным с источником колебаний и с деформирующими роликами, с целью расширения технологических возможностей и улучшения качества обработанной поверхности каждый из корпусов выполнен сменным и снабжен нажимной гайкой и с пилонами, и оправкой, аксиально установленной в корпусе и выполненной с наружной поверхностью, ответной внутренней поверхности корпуса, шток расположен между корпусом и оправкой и оснащен пружинами и плунжером, установленным с возможностью взаимодействия с промежуточными элементами, при этом нажимная гайка связана с переходным фланцем резьбовым соединением, а пилоны расположены на торцевой поверхности нажимной гайки с равным угловым шагом и сопряжен с выполненными на наружной поверхности корпуса пазами, с целью обеспечения обработки плоских поверхностей оправка выполнена с призматической наружной поверхностью и оснащена фиксаторами, деформирующие ролики выполнены с кольцевыми проточками и установлены между оправкой и корпусом, при этом ролики сопряжены по образующим цилиндрических поверхностей друг с другом и соответственно с внутренней и наружной поверхностями корпуса и оправки, которая оснащена резьбовой пробкой с конусной наружной поверхностью, установленной с возможностью взаимодействия с фиксаторами, а с целью обеспечения обработки внутренних цилиндрических поверхностей корпус выполнен в виде стакана с отверстиями в боковых стенках, а деформирующие ролики установлены в упомянутых отверстиях и выполнены с цилиндрическим уступом.
Признаками аналога, совпадающими с существенными признаками, являются - деформирующие ролики, имеющие возможность колебаний, источник колебаний, ролики сопряжены друг с другом.
Причинами, препятствующими достижению технического результата, является отсутствие возможности эффективно формировать регулярный микрорельеф заданной плотности и пористости на поверхности деталей, а также изменять его параметры в процессе обработки, устройство сложно по конструкции.
Известно устройство для упрочняюще-чистового обкатывания деталей методом поверхностного пластического деформирования (см. авторское свидетельство №1286393, В 24 В 39/04 бюл. №4, 1987 г.), содержащее корпус, в сепараторе которого установлены деформирующие элементы, опирающиеся на нажимной корпус, механизм его подачи и привод, оно снабжено установленным на механизме подачи и связанным с приводом механизмом определения поверхностной пористости детали, выполненным в виде охватывающего деталь кожуха с отверстиями, механизмами вращения сепаратора, коррекции подачи и блоком автоматического управления, при этом привод выполнен в виде шагового двигателя с валом, механизм вращения сепаратора выполнен в виде втулки, установленной на корпусе и кинематически связанной с валом двигателя, причем сепаратор расположен на упомянутой втулке, а механизм коррекции подачи выполнен в виде регулировочного привода с винтом, передаточным механизмом и гайкой, при этом последняя связана с корпусом, а он установлен с возможностью осевого перемещения относительно механизма подачи, дополнительно блок автоматического управления выполнен в виде блоков преобразования и сравнения с усилиями и задатчика сигналов.
Признаками аналога, совпадающими с существенными признаками, являются - наличие деформирующего элемента и механизм его подачи, привод выполнен в виде шагового двигателя, блок управления.
Причинами, препятствующими достижению технического результата, является отсутствие возможности эффективно формировать регулярный микрорельеф заданной плотности и пористости на поверхности вращения деталей, а также изменять его параметры в процессе обработки.
За прототип принято устройство для упрочняющего-чистового обкатывания деталей методом поверхностного пластического деформирования (см. патент №2201323, В 24 В 39/00 бюл. №9, 2003 г.), содержащее корпус, шаговый привод, блок управления в виде задатчика сигналов и деформирующий ролик, оно снабжено ползуном, связанным с шаговым приводом и установленным с возможностью возвратно-поступательного перемещения, вилкой, смонтированной в ползуне с возможностью вращения и предназначенной для установки деформирующего ролика, и зубчатой передачей с рейкой, установленной с возможностью продольного перемещения между двумя пружинами, при этом вилка кинематически связана с рейкой зубчатой передачи, а пружины установлены с возможностью регулировки усилия воздействия.
Признаками аналога, совпадающими с существенными признаками, являются: наличие корпуса, шагового привода линейного перемещения, блока управления в виде задатчика сигналов, снабжено ползуном, связанным с шаговым приводом и установленным с возможностью возвратно-поступательного перемещения и вилкой с деформирующим роликом на оси.
Причинами, препятствующими достижению технического результата, - не представляется возможным эффективно осуществить без повышения глубины деформирования получение требуемой плотности и пористости при создании направленной текстуры материала поверхностного слоя обрабатываемой детали.
Задачей настоящего изобретения является создание устройства для поверхностно-упрочняющего обкатывания деталей вращения, позволяющего формировать регулярный микрорельеф поверхностного слоя направленной текстуры заданной плотности и пористости, не повышая глубины деформирования обрабатываемой детали, и повышение качества поверхности обработанного материала.
Технический результат заключается в том, что устройство для поверхностно-упрочняющего обкатывания деталей содержащее корпус, шаговый привод линейного перемещения, блок управления в виде задатчика сигналов, снабжено ползуном, связанным с шаговым приводом и установленным с возможностью возвратно-поступательного перемещения, на ползуне закреплена вилка с неподвижно установленной осью для установки деформирующих роликов, при этом ось выполнена со шлицами, на ней установлена втулка с посадочными наружными поверхностями под углом к указанной оси, на которой смонтированы предварительный и сглаживающий деформирующие ролики, при этом они установлены между упругими элементами, сглаживающий деформирующий ролик имеет возможность возвратно-поступательного перемещения вдоль своей оси, а предварительный деформирующий ролик смонтирован с возможностью колебательного перемещения, причем упругие элементы размещены таким образом, что развиваемое усилие каждым из них нарастает в направлении от упругого элемента, размещенного перед предварительным деформирующим роликом, к упругому элементу, размещенному за сглаживающим деформирующим роликом.
Предлагаемое устройство для поверхностно-упрочняющего обкатывания деталей поясняется чертежом.
Устройство для поверхностно-упрочняющего обкатывания деталей содержит корпус 1, шаговый привод линейного перемещения 2, блок управления в виде задатчика сигналов 3, снабжено ползуном 4, связанным с шаговым приводом 2 и установленным с возможностью возвратно-поступательного перемещения, на ползуне 4 закреплена вилка 5 с неподвижно установленной осью 6 для установки деформирующих роликов 7, 8, при этом ось 6 выполнена со шлицами, на ней установлена втулка 9 с посадочными наружными поверхностями под углом к указанной оси 6, на которой смонтированы предварительный 7 и сглаживающий 8 деформирующие ролики, при этом они установлены между упругими элементами 10, а сглаживающий деформирующий ролик 8 имеет возможность возвратно-поступательного перемещения вдоль своей оси, а предварительный деформирующий ролик 7 смонтирован с возможностью колебательного перемещения, дополнительно упругие элементы 10 размещены таким образом, что развиваемое усилие каждым из них нарастает в направлении от упруго элемента, размещенного перед предварительным деформирующим роликом 7, к упругому элементу размещенному за сглаживающим деформирующим роликом 8.
Устройство для упрочняюще-чистового обкатывания деталей методом поверхностного пластического деформирования, представленное на чертеже, работает следующим образом: устройство монтируется, например, на токарном станке которым задаются подача и усилие воздействия на деталь. Посредством блока управления в виде задатчика сигналов 3 задаются параметры перемещения шагового привода линейного перемещения 2, кинематически связанного с ползуном 4, который совершает возвратно-поступательные перемещения. На ползуне 4 закреплена вилка 5 с неподвижно установленной осью 6 со шлицами, на ней установлена втулка 9 с посадочными наружными поверхностями под углом к указанной оси 6, на которой смонтированы предварительный деформирующий ролик 7 и сглаживающий деформирующий ролик 8, при этом они установлены между упругими элементами 10, а сглаживающий деформирующий ролик 8 имеет возможность возвратно-поступательного перемещения вдоль своей оси, предварительный деформирующий ролик 7 смонтирован с возможностью колебательного перемещения, дополнительно упругие элементы 10 размещены таким образом, что развиваемое усилие каждым из них нарастает в направлении от упругого элемента, размещенного перед предварительным деформирующим роликом 7, к упругому элементу размещенному, за сглаживающим деформирующим роликом 8.
Таким образом, осуществляется возможность формирования регулярного микрорельефа поверхностного слоя направленной текстуры заданной плотности и пористости, и возможность изменять их в процессе обработки, не повышая глубины деформирования обрабатываемой детали.
При использовании предлагаемого устройства изменения в материале поверхностного слоя происходят более интенсивно, что позволяет придать изменение микрогеометри и позволяет снизить упругую деформацию вершин гребешков микропрофиля и остаточные напряжения. Поскольку за один проход происходит смятие гребешков микронеровностей двумя роликами, при этом избыточные нагрузки на предварительном деформирующий ролике 7, за счет его возможности ограниченного колебательного перемещения, передаются на сглаживающий деформирующий ролик 8 посредством упругих элементов 10 (тарельчатых пружин), - происходит распределение воздействия на заготовку. Дополнительно, возможность предварительного деформирующего ролика 7 совершать небольшие колебательные движения относительно своей оси способствует тому, что при этом обрабатываемая поверхность подвергается воздействию вибрации, что способствует предварительному смятию вершин гребешков микронеровностей. Сглаживающий деформирующий ролик 8 ограничен от колебаний и работает в большей степени как калибрующий, осуществляя сглаживающее смятие гребешков микронеровностей, в то же время посредством пружин воздействует на предварительный деформирующий ролик 7, поджимая его.
Таким образом, пара роликов совершает смятие вершин гребешков микронеровностей предварительное - предварительным деформирующим роликом 7, и калибрующее - сглаживающим деформирующим роликом 8, следующим за ним с возможностью самоустановки по усилию воздействия на заготовку, при этом усилие на калибрующем деформирующем ролике 8 обеспечивается всегда несколько больше, чем на предварительном деформирующем ролике 7. Возможность роликов самоустанавливаться в некотором диапазоне, таким образом, обеспечивает еще и плавность перехода с одного режима на другой.
При обратном ходе под действием сил, возникающих в рабочей зоне, и за счет усилия пружин сглаживающий деформирующий ролик 8 воздействует на предварительный деформирующий ролик 7, при этом усилие, развиваемое предварительным роликом 7, будет несколько больше, чем на сглаживающем деформирующем ролике 8.
Это позволяет повысить динамические характеристики процесса, обеспечить смятие микронеровностей и деформирование слоя материала относительно небольшой толщины, без существенного изменения размерных параметров и, не повышая глубину деформирования, повысить степень упрочнения, позволяет придать материалу поверхностного слоя обрабатываемой детали особые свойства, а именно повысить усталостную прочность, увеличить износостойкость поверхностного слоя и стойкость к поверхностному истиранию за счет наносимого регулярного микрорельефа направленной текстуры поверхностного слоя обрабатываемой детали, что способствует повышению длительности работы детали, а также дает возможность получить поверхность детали более высокого качества.
Использование предлагаемого устройства для поверхностно-упрочняющего обкатывания деталей особенно эффективно при обработке маложестких деталей, поскольку позволяет уменьшить глубину и количество ходов при давлении ниже оптимального.
Вышеперечисленное обусловлено тем, что у всех металлов или сплавов пластическая деформация в холодном состоянии осуществляется только движением дислокации. Кроме увеличения плотности дислокации, количества вакансий происходит измельчение зерен, образование текстуры. С большим искажением кристаллической решетки уменьшается необходимое количество энергии для отрыва атома от узла, процесс диффузии облегчается, и ее скорость возрастает. При неправильно выбранных режимах упрочняющей обработки поверхностным пластическим деформированием наблюдается явление перенаклепа, которое ведет к разупрочнению поверхностного слоя. При достижении определенной плотности дислокации возникают субмикроскопические трещины, приводящие к понижению твердости металла и даже шелушению поверхности, что резко снижает эксплуатационные свойства металла.
Также фазовые превращения, сопровождающиеся изменением соотношения между удельными объемами структурных элементов, приводят к возникновению дополнительных и перераспределению остаточных напряжений в поверхностном слое детали. При этом возникают, как правило, сжимающие остаточные напряжения. Использование устройства для поверхностно-упрочняющего обкатывания деталей приводит к снижению уровня сжимающих остаточных напряжений на поверхности и их перераспределению.
Таким образом, происходит уплотнение поверхностного слоя и закрытие макропор, повышается предел выносливости в коррозионно-активных средах, препятствуя проникновению активных сред вглубь металла, что дополнительно способствует повышению контактной выносливости и износостойкости деталей, и это значительно повышает качество поверхности обработанного материала, а также повышает возможности увеличения скорости обработки при значительном повышении качества обрабатываемых поверхностей. Применяя пакет из пар роликов, можно эффективно обрабатывать длинномерные детали пониженной жесткости тел вращения.
Повышение эксплуатационных свойств деталей и изделий в свою очередь в значительной мере определяются качеством поверхностного слоя - геометрическими физико-механическими свойствами и структурой. Их применение обеспечивает получение требуемой шероховатости, создание специального микрорельефа, повышение твердости поверхностного слоя и структурные преобразования в нем, обеспечивающие благоприятную для условий эксплуатации структуру и микрорельеф с наибольшей площадью опорной поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПРОЧНЯЮЩЕ-ЧИСТОВОГО ОБКАТЫВАНИЯ ДЕТАЛЕЙ | 2001 |
|
RU2201323C2 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЯЮЩЕ-ЧИСТОВОГО ОБКАТЫВАНИЯ ДЕТАЛЕЙ | 2001 |
|
RU2184024C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЯЮЩЕГО ОБКАТЫВАНИЯ ДЕТАЛЕЙ | 2003 |
|
RU2234405C1 |
| ИНСТРУМЕНТ ДЛЯ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2000 |
|
RU2173628C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2011 |
|
RU2500517C2 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2221686C1 |
| Способ поверхностного пластического деформирования | 1985 |
|
SU1243934A1 |
| ВИБРАЦИОННОЕ УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2006 |
|
RU2314906C1 |
| Устройство для упрочняющечистового обкатывания | 1985 |
|
SU1286393A1 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2008 |
|
RU2361713C1 |
Изобретение относится к области машиностроения, а именно к упрочняюще-чистовой обработке поверхностей методом поверхностного пластического деформирования. Устройство содержит корпус, шаговый привод линейного перемещения, блок управления в виде задатчика сигналов, ползун. Ползун связан с шаговым приводом и установлен с возможностью возвратно-поступательного перемещения. На ползуне закреплена вилка с неподвижно установленной осью, выполненной со шлицами. На оси установлена втулка с посадочными наружными поверхностями, расположенными под углом к указанной оси. На втулке между упругими элементами смонтированы предварительный и сглаживающий деформирующие ролики. Сглаживающий деформирующий ролик установлен с возможностью возвратно-поступательного перемещения вдоль своей оси. Предварительный деформирующий ролик смонтирован с возможностью колебательного перемещения. В результате повышается качество обрабатываемой поверхности и формируется регулярный микрорельеф поверхностного слоя направленной текстуры заданной пористости и плотности. 1 з.п. ф-лы, 1 ил.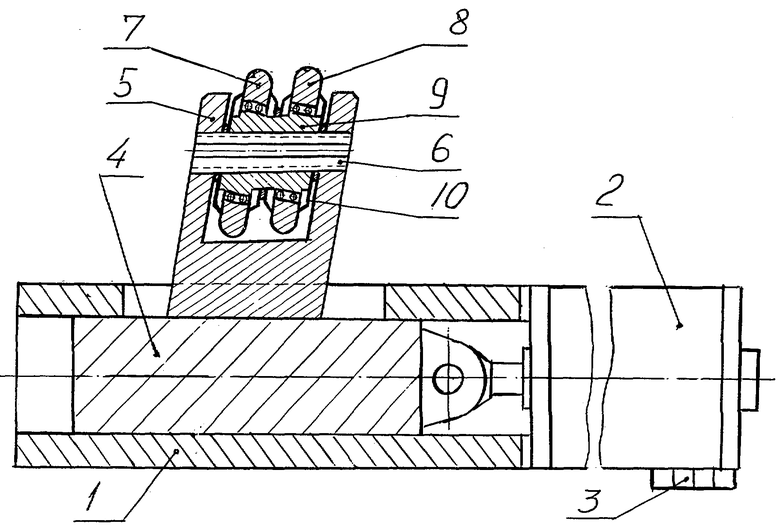
| УСТРОЙСТВО ДЛЯ УПРОЧНЯЮЩЕ-ЧИСТОВОГО ОБКАТЫВАНИЯ ДЕТАЛЕЙ | 2001 |
|
RU2201323C2 |
| Инструмент для чистовой и упрочняющей обработки деталей | 1977 |
|
SU704771A1 |
| Инструмент для чистовой и упрочняющей обработки | 1973 |
|
SU454116A1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ и УПРОЧНЯЮЩЕЙ ОБРАБОТКИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ | 0 |
|
SU375170A1 |
| WO 9006835 A, 28.06.1990. | |||

