Группа изобретений относится к физике высоких плотностей энергии и термоядерного синтеза и может использоваться при получении мощных потоков мягкого рентгеновского излучения (МРИ), необходимого для решения ряда практических задач, например для исследования процессов генерации МРИ при схлопывании плазменных лайнеров, создаваемых электрическим взрывом.
Известен по патенту США №4252607, МПК G 21 В 1/00, US. Cl 176/1, 176/5, от 24.02.1981, плазменный лайнер, содержащий несколько проволочек, концы которых крепятся с помощью первоначальной фольги и конечной пробки.
Недостатком данного плазменного лайнера является невозможность обеспечить одинаковое натяжение всех проволочек.
Известен также по статье "The dynamics of wire array Z-pinch implosions", S.V.Lebedev, J.P.Chittenden, R.Aliaga-Rossel, S.N. Bland, A.E.Dangor and M.G.Haaines, The Blackett Laboratory, Impperial College, London SW 2 BZ, UK, http//www/aps/org/BAPSDPP98/abs/S3600000/ html, плазменный лайнер, содержит токопроводящие детали анода и катода с канавками, выполненными на поверхности вращения, проволочки, установленные в канавках.
Известный по "The dynamics of Single and Nested Nickel Wire Array Z Pinch Implosions", F.N.Beg, S.V.Lebedev, S.N.Bland, J.P.Chittenden, A.E.Dangor and M.G.Haaines, ж-л "IEEE TRANSACTIONS ON PLASMA SCIENS", VOL.30, № 2, APRIL, 2002, плазменный лайнер, содержит токопроводящие детали анода и катода с канавками, выполненными на поверхности вращения, проволочки, установленные в канавках.
Данный плазменный лайнер выбран за прототип.
Недостатки плазменного лайнера, выбранного за прототип, и двух вышеописанных плазменных лайнеров одинаковы.
Недостатками этих плазменных лайнеров является то, что каждая проволочка устанавливается между токопроводящими деталями анода и катода с помощью грузиков, закрепленных на ее концах. При пропускании тока каждая проволочка электрически соединена:
- с анодом через токопроводящую деталь с пазами, закрепленную втулкой, у которой верхняя часть выполнена в виде гильзы с радиусным утолщением;
- с катодом каждая через другую токопроводящую деталь с канавками, закрепленную стаканом и цилиндром.
Грузик, переброшенный через верхнюю часть втулки, является противовесом, удерживающим проволочку в вертикальном положении. Цилиндр необходим для удерживания проволочек в канавках. Грузик, закрепленный на нижнем конце проволочки, при соприкосновении с наружной поверхностью цилиндра отклонен от вертикальной оси проволочки и тем самым обеспечивает ее соприкосновение с токопроводящей деталью, а также ее натяжение. В результате данная сборка имеет одно рабочее положение - вертикальное. При этом анод должен быть расположен обязательно над катодом. Кроме этого данная сборка не транспортабельна на большие расстояния из-за большой вероятности отхода проволочек от токопроводящих деталей и перепутывания их между собой, из-за толчков, которые возникают при перевозке. Также недостатком этой сборки является сложность осуществления установки проволочек в рабочее положение, заданное канавками, выполненными на внутренних цилиндрических поверхностях анода и катода. И как следствие этого, трудно проконтролировать правильность размещения проволочек в канавках токопроводящих деталей.
Также недостатком, присущим данному плазменному лайнеру, который следует из его конструкции, является сложный процесс его монтажа. В плазменном лайнере вначале необходимо закрепить токопроводящую деталь с канавками и втулку. Затем в катоде закрепить токопроводящую деталь с канавками и стакан. После чего подвесить проволочки на втулке. В конце закрепить цилиндр, в токопроводящей детали с канавками и стакане. При этом необходимо обеспечить попадание всех проволочек в канавки токопроводящих деталей, закрепленных на аноде и катоде. Визуальный контроль правильности установки проволочек при сборке затруднен из-за того, что канавки расположены на внутренних цилиндрических поверхностях токопроводящих деталей.
Известно также по ж-лу "News Release", March 2, 1998, р.1, устройство для сборки плазменного лайнера, содержащее оправку с двумя крепежными элементами для ориентации и закрепления токопроводящих деталей с канавками проволочной сборки на двух противоположно расположенных ее поверхностях.
Недостатком данного устройства является то, что с его помощью невозможно обеспечить надежное соединение токопроводящих деталей с анодом и катодом без повреждения проволочек. Отсутствие такой возможности усложняет подсоединение к аноду и катоду токопроводящих деталей с закрепленными на них проволочками и может привести к их обрыву.
Задачей, решаемой данными изобретениями, является увеличение надежности цилиндрической проволочной сборки и упрощение ее монтажа.
Технический результат, достигаемый при использовании настоящих изобретений, заключается:
- в обеспечении, при пропускании тока через проволочки с токопроводящими деталями, надежного электрического контакта между ними путем их поджатия друг к другу с одинаковым усилием, независимо от рабочего положения проволочной сборки (вертикального, горизонтального или наклонного);
- в уменьшении вероятности повреждения проволочек при их сборке или транспортировки из-за толчков или других воздействий;
- в обеспечении более простой замены поврежденных проволочек;
- в исключении влияния каких-либо факторов на возможность закрепления необходимого количества проволочек на токопроводящих деталях анода и катода;
- в обеспечении более простой сборки плазменного лайнера и контроля правильности установки проволочек на токопроводящих деталях как до подключения токопроводящих деталей к аноду и катоду, так и после их подключения.
Указанный выше технический результат достигается тем, что:
- в плазменном лайнере (вариант 1), содержащем токопроводящие детали анода и катода с канавками, выполненными на поверхности вращения, проволочки, установленные в канавках, дополнительно, для каждой проволочки, выполнены два присоединительных элемента и пружина. Первый присоединительный элемент закреплен на одном конце проволочки, а второй - через пружину закреплен на другом ее конце. На токопроводящих деталях анода и катода дополнительно выполнены опорные элементы, которые смещены в радиальном направлении относительно поверхностей, на которых выполнены канавки. Присоединительные элементы проволочек установлены на опорных элементах токопроводящих деталей. Каждая проволочка может быть снабжена соединительным элементом для соединения концов проволочки и пружины между собой. Канавки могут быть выполнены параллельными образующим наружных цилиндрических поверхностей токопроводящих деталей анода и катода.
Канавки могут быть выполнены под углом к образующим наружных цилиндрических поверхностей токопроводящих деталей анода и катода. Токопроводящая деталь анода может быть снабжена направляющей. Концы проволочек, на которых закреплены пружины, могут быть поочередно установлены на токопроводящих деталях анода и катода;
- в плазменном лайнере (вариант 2), содержащем токопроводящие детали анода и катода с канавками, выполненными на поверхности вращения, проволочки, установленные в канавках, дополнительно выполнены, по меньшей мере, по одной детали с опорными элементами, установленные на токопроводящих деталях анода и катода. На токопроводящих деталях анода и катода также выполнены опорные элементы для закрепления. При этом опорные элементы, выполненные во всех деталях, смещены в радиальном направлении относительно поверхностей, на которых выполнены канавки. Детали, установленные на одном и том же электроде, соединены между собой так, что опорные элементы одной детали смещены относительно опорных элементов сопряженной детали на величину, кратную шагу расположения всех проволочек. Дополнительно, для каждой проволочки, выполнены два присоединительных элемента и пружина. Первый присоединительный элемент закреплен на одном конце проволочки, а второй - через пружину закреплен на другом ее конце. Присоединительные элементы проволочек установлены на опорных элементах всех деталей. Каждая проволочка может быть снабжена соединительным элементом для соединения концов проволочки и пружины между собой. Канавки могут быть выполнены параллельными образующим наружных цилиндрических поверхностей токопроводящих деталей анода и катода. Канавки могут быть выполнены под углом к образующим наружных цилиндрических поверхностей токопроводящих деталей анода и катода. Токопроводящая деталь анода может быть снабжена направляющей. Концы проволочек, на которых закреплены пружины, могут быть поочередно установлены на токопроводящих деталях анода и катода;
- в плазменном лайнере (вариант 3), содержащем токопроводящие детали анода и катода, в канавках которых установлены проволочки, в обеих токопроводящих деталях выполнены установочные элементы, соосные между собой. При этом один из установочных элементов выполнен в виде отверстия, сочетающего две различные формы, одна из которых цилиндрическая;
- в способе сборки плазменного лайнера (вариант 1), включающем подключение токопроводящих деталей к аноду и катоду, установку в канавки токопроводящих деталей проволочек, вначале с помощью оправки выставляют токопроводящие детали относительно друг друга, обеспечивая соосность и межэлектродное расстояние между ними. Затем выставляют их таким образом, чтобы проекции канавок токопроводящих деталей анода и катода на плоскость, перпендикулярную оси симметрии этих деталей совпали. После чего устанавливают проволочки, закрепляя их за присоединительные элементы на опорных элементах токопроводящих деталей, обеспечивая натяжение каждой проволочки, растягиванием пружины, соединенной с проволочкой. Собранные вместе токопроводящие детали, детали с опорными элементами, проволочки и оправку закрепляют на аноде и катоде. В конце оправку удаляют;
- в способе сборки плазменного лайнера (вариант 2), включающем присоединение токопроводящих деталей к аноду и катоду, установку в канавки токопроводящих деталей проволочек, вначале на каждой токопроводящей детали дополнительно закрепляют, по меньшей мере, по одной детали с опорными элементами. Детали закрепляют таким образом, чтобы их опорные элементы были смещены в угловом направлении, относительно опорных элементов этой токопроводящей детали, на величину, кратную расстоянию между канавками токопроводящей детали. Затем с помощью оправки выставляют токопроводящие детали относительно друг друга, обеспечивая соосность и межэлектродное расстояние между ними. После чего выставляют их таким образом, чтобы проекции канавок токопроводящих деталей анода и катода на плоскость, перпендикулярную оси симметрии этих деталей совпали. Затем устанавливают проволочки, закрепляя их присоединительные элементы на опорных элементах всех деталей, обеспечивая натяжение каждой проволочки, растягиванием пружины, соединенной с проволочкой. Собранные вместе токопродящие детали, детали с опорными элементами, проволочки и оправку закрепляют на аноде и катоде. В конце оправку удаляют;
- в способе сборки плазменного лайнера (вариант 3), включающий присоединение токопроводящих деталей к аноду и катоду, установку в канавки токопроводящих деталей проволочек, вначале выставляют одну токопроводящую деталь относительно другой с помощью оправки, введя ее между этими деталями. Для этого первую деталь устанавливают и закрепляют с одной стороны оправки, а вторую деталь - с другой ее стороны. Монтаж осуществляют таким образом, чтобы установочный элемент, выполненный во второй детали в виде отверстия, сочетающего две различные формы, одна из которых цилиндрическая, не совместился частью этого отверстия, имеющей форму, отличную от цилиндрической, с положением боковой поверхности оправки, имеющую ту же форму и те же размеры. Затем вторую деталь закрепляют на оправке. Потом устанавливают проволочки между токопроводящими деталями. После чего токопроводящие детали, с установленными на них проволочками, присоединяют к аноду с помощью направляющей и к катоду с помощью каретки. В конце оправку удаляют из межэлектродного пространства токопроводящих деталей, поворотом оправки до совмещения ее боковой поверхности с аналогичной по форме частью отверстия во второй токопроводящей детали и протаскиванием ее через это отверстие;
- в устройстве для сборки плазменного лайнера, содержащем оправку с двумя крепежными элементами, дополнительно снабжено кареткой, направляющей и фиксатором, направляющая соединена с оправкой, при этом каретка и направляющая образовали вращательно-поступательную пару, а фиксатор выполнен заодно с оправкой в виде ее боковой поверхности с формой, отличной от цилиндрической формы. Устройство для сборки плазменного лайнера может быть снабжено второй направляющей, которая соединена с оправкой со стороны, противоположной стороне, с которой соединена первая направляющая.
Выполнение для каждой проволочки двух присоединительных элементов и пружины позволило обеспечить возможность ее постоянного натяжения с одинаковым усилием, независимо от рабочего положения плазменного лайнера (вертикального, горизонтального или наклонного) после их закрепления на токопроводящих деталях анода и катода. Для обеспечения этого первый из присоединительных элементов закреплен на одном конце проволочки, а второй - вместе с пружиной закреплены на другом ее конце. Выполнение на токопроводящих деталях анода и катода опорных элементов обеспечило возможность надежной установки проволочек на токопроводящих деталях анода и катода. Выполнение опорных элементов, которые смещены в радиальном направлении относительно поверхностей вращения, образованных вращением образующей вокруг неподвижной оси, и в которых выполнены канавки, позволило обеспечить при пропускании тока надежный электрический контакт между проволочкой и этими деталями. Установка присоединительных элементов на опорных элементах обеспечила надежную установку проволочки на токопроводящие детали анода и катода. В результате уменьшена вероятность повреждения проволочек при их монтаже, транспортировки сборки из-за толчков или других воздействий. Выполнение канавок, на наружных цилиндрических поверхностях токопроводящих деталей анода и катода, обеспечило более простой монтаж сборки и контроля правильности установки проволочек на токопроводящих деталях, как до подсоединения токопроводящих деталей к аноду и катоду, так и после их подсоединения. Тем же обеспечена возможность более простой замены поврежденных проволочек. Установка проволочек таким образом, чтобы ее концы, на которых закреплены пружины, были поочередно закреплены на токопроводящих деталях анода и катода, обеспечило достижение увеличения числа проволочек устанавливаемых на токопроводящих деталях анода и катода.
Еще большее число проволочек, устанавливаемых на токопроводящие детали анода и катода, обеспечено дополнительным выполнением, по меньшей мере, по одной детали с опорными элементами проволочек, установленных на токопроводящих деталях анода и катода. Увеличение количества проволочек, установленных на токопроводящих деталях анода и катода, обеспечено поочередным закреплением их на этих деталях и деталях с опорными элементами. Увеличение этого эффекта обеспечено тем, что концы проволочек, на которых закреплены пружины, в свою очередь поочередно развернуты на 180° относительно друг друга. Это позволило полностью исключить влияние пружины (ее размеров, а именно ее диаметра) на величину количества проволочек, устанавливаемых на выбранный диаметр токопроводящих деталей анода и катода.
Снабжение проволочки элементом для соединения позволяет выполнить пружину из материала, который обеспечивает необходимую величину натяжения этой проволочки. Выполнение на токопроводящих деталях анода и катода канавок параллельными образующей их наружных поверхностей позволило установить проволочки с заданным шагом. Выполнение на токопроводящих деталях анода и катода канавок под углом к образующей их наружных поверхностей позволило установить проволочки не только с заданным шагом, но и с большей точностью их размещения на диаметре.
Использование при монтаже проволочек оправки позволило вести их сборку до подключения токопроводящих деталей к аноду и катоду. Так, с ее помощью первоначально токопроводящие детали анода и катода выставляют относительно друг друга. При этом обеспечивается соосность и межэлектродное расстояние между токопроводящими деталями. Затем выставляют их таким образом, чтобы проекции канавок токопроводящей детали анода и канавок токопроводящей детали катода на плоскость, перпендикулярную оси симметрии этих деталей, совпадали, а затем устанавливают проволочки между ними. Тем самым обеспечен более простой монтаж сборки и контроля правильности установки проволочек на токопроводящих деталях.
Осуществление с помощью оправки присоединения первой токопроводящей детали к аноду и присоединения второй токопроводящей детали к катоду с помощью направляющей и каретки той же оправки обеспечило уменьшение вероятности повреждения проволочек. Выполнения в конце операции по снятию каретки и оправки с токопроводящих деталей обеспечило возможность выполнения предыдущих операций с помощью оправки и получение тем самым преимуществ перед известными способами сборки плазменных лайнеров.
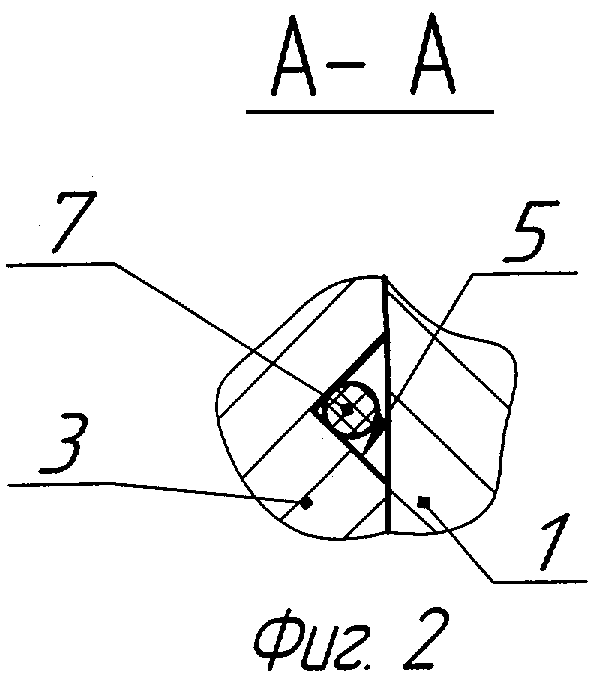
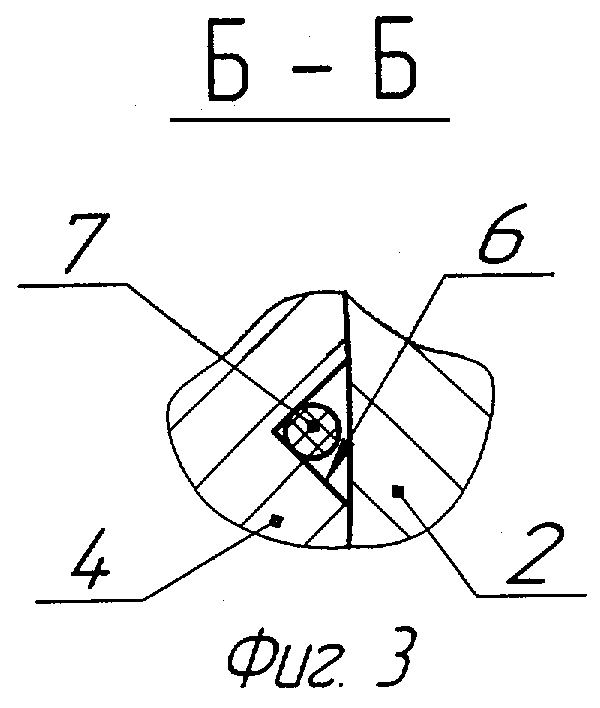
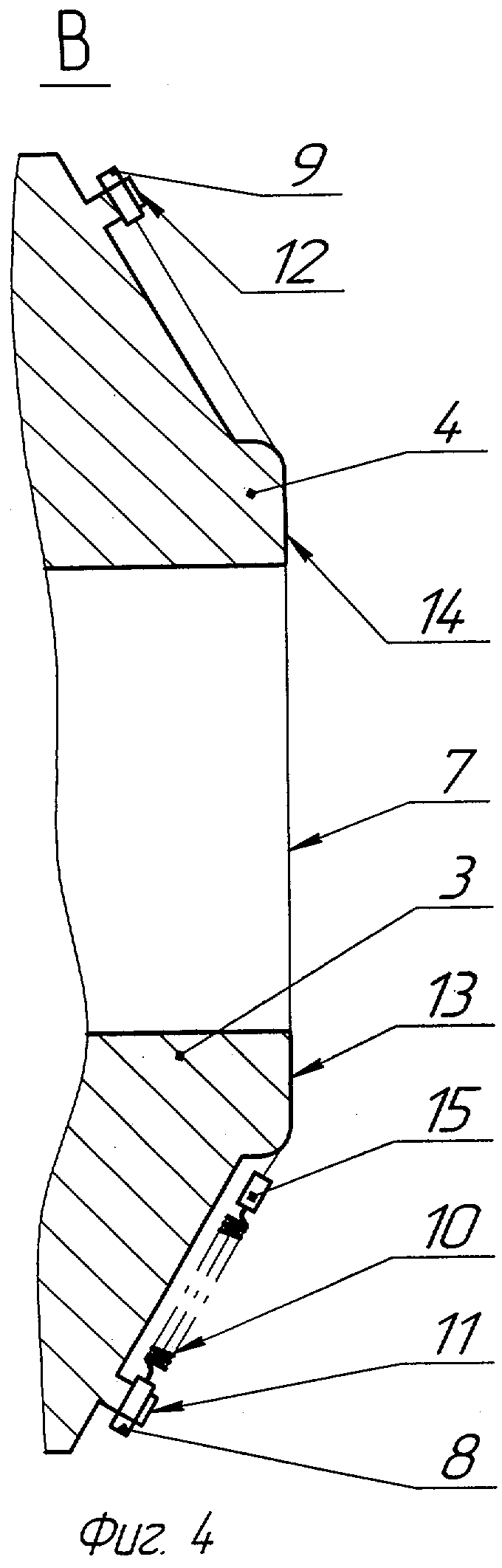
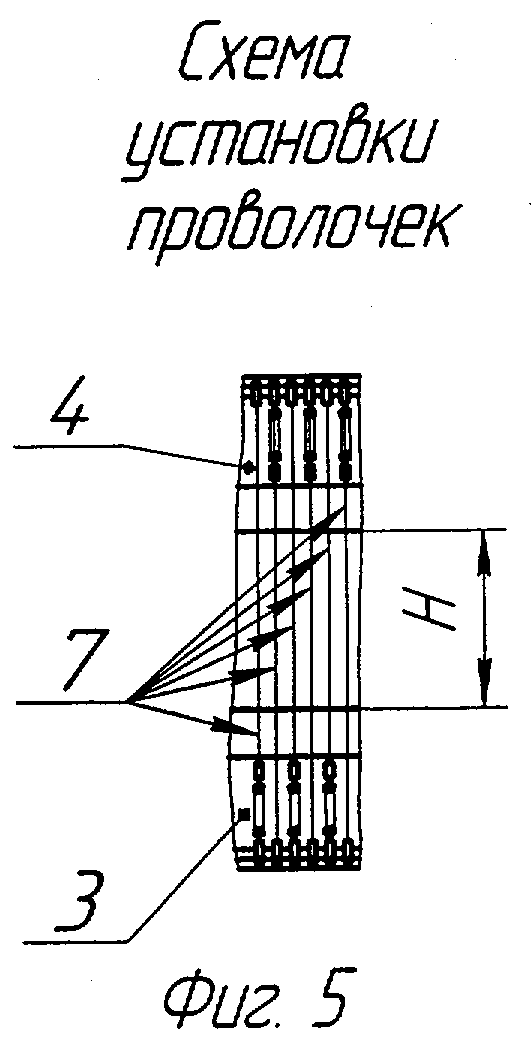
На фиг.1 показан плазменный лайнер (вариант 1); на фиг.2 показан плазменный лайнер (вариант 1), проволочка установленная в канавке токопроводящей детали анода, сеч. А-А; на фиг.3 показан плазменный лайнер (вариант 1), проволочка, установленная в канавке токопроводящей детали катода, сеч. Б-Б; на фиг.4 - показан плазменный лайнер (вариант 1), проволочка смонтированная на токопроводящих деталях, выносной элемент В; на фиг.5 показана схема размещения проволочек на токопроводящих деталях анода и катода (для варианта 1); на фиг.6 показан плазменный лайнер (вариант 1), вариант исполнения токопроводящей детали анода; на фиг.7 показан плазменный лайнер (вариант 2); на фиг.8 показан плазменный лайнер (вариант 2), проволочка установленная в канавке токопроводящей детали анода, сеч. Г-Г; на фиг.9 показан плазменный лайнер (вариант 2), проволочка установленная в канавке токопроводящей детали катода, сеч. Д-Д; на фиг.10 показан плазменный лайнер (вариант 2), проволочка, смонтированная на токопроводящих деталях и деталях с опорными элементами, выносной элемент Е; на фиг.11 показана схема размещения проволочек на токопроводящих деталях анода и катода, а также на деталях с опорными элементами (для варианта 2); на фиг.12 показан плазменный лайнер (вариант 2), вариант исполнения токопроводящей детали анода; на фиг.13 показано устройство для сборки плазменного лайнера (для вариантов 1 и 2); на фиг.14 показано устройство для сборки плазменного лайнера, сеч. Ж-Ж (для варианта 1); на фиг.15 показано устройство для сборки плазменного лайнера, вариант исполнения (для варианта 1); на фиг.16 показано устройство для сборки плазменного лайнера, разрез Ж-Ж (для варианта 2); на фиг.17 показано устройство для сборки плазменного лайнера, вариант исполнения (для варианта 2); на фиг.18 показан плазменный лайнер (вариант 1) совместно с устройством для его сборки в момент подсоединения электропроводящих деталей к аноду и катоду; на фиг.19 показан плазменный лайнер (вариант 2) совместно с устройством для его сборки в момент подсоединения электропроводящих деталей к аноду и катоду.
Плазменный лайнер (вариант 1, см. фиг.1) содержит анод 1 и катод 2.
На аноде 1 закреплена токопроводящая деталь 3, а на катоде 2 - токопроводящая деталь 4. На токопроводящих деталях 3 и 4 выполнены канавки 5 и 6 (см. фиг.2 и 3), в которых установлены проволочки 7.
Анод 1 и катод 2 подключены к импульсному генератору тока (не показан).
Расстояние Н между токопроводящими деталями 3 и 4 выбирается в зависимости от условий проводимого эксперимента. Количество канавок 5 и 6, выполненных в токопроводящих деталях 3 и 4, зависит от количества проволочек 7. Количество и размеры (диаметр, длина рабочей части Н) проволочек 7 зависят от примененного материала. Материал, из которого изготовлена проволочка 7, может быть различным, например вольфрам, алюминий, титан, тантал, нержавеющая сталь и так далее.
Каждая проволочка 7 снабжена двумя присоединительными элементами 8 и 9 (см. фиг.4), а также пружиной 10. Присоединительные элементы 8 и 9 выполнены с одинаковой формой. При этом присоединительный элемент 8 и пружина 10 закреплены на одном конце проволочки 7, а присоединительный элемент 9 - на другом ее конце.
На токопроводящих деталях 3 и 4 выполнены опорные элементы 11 и 12 одинаковой формы. Опорные элементы 11 смещены относительно поверхности вращения 13, а опорные элементы - относительно поверхности вращения 14. В конкретно приведенном примере исполнения поверхности вращения 13 и 14 образованные вращением образующей вокруг неподвижной оси, выполнены цилиндрической формы, а опорные элементы 11 и 12 смещены в радиальном направлении относительно этих поверхностей к центру. Присоединительные элементы 8 и 9 проволочек 7 установлены на опорные элементы 11 и 12. При этом каждая из проволочек 7 натянута пружиной 10 с одинаковыми усилиями. В результате проволочки 7, установленные в канавках 5 и 6, поджаты к наружным цилиндрическим поверхностям 13 и 14 токопроводящих деталей 3 и 4. Сами же проволочки 7, установленные в канавках 5 и 6, образовали цилиндр, в пространстве между токопроводящими деталями 3 и 4. При этом между проволочками 7 и токопроводящими деталями 3 и 4 при пропускании через них тока обеспечен электрический контакт.
В случаях изготовления проволочки 7 и пружины 10 из одного материала они могут быть выполнены заодно, а при изготовлении из разных материалов их концы соединены между собой соединительным элементом 15.
Все концы проволочек 7, на которых закреплены пружины 10, могут быть размещены, например, только на токопроводящей детали 3 или только на токопроводящей детали 4. В случаях, когда размер пружины 10 (наружный диаметр навивки) препятствует установке необходимого количества проволочек 7, их концы, на которых закреплены пружины 10, могут быть поочередно размещены на токопроводящих деталях 3 и 4 (см. фиг.5). То есть концы проволочек 7, на которых закреплены пружины 10, поочередно развернуты на 180° относительно друг друга. В результате чего, уменьшено влияние размеров пружины 10 (наружного диаметра навивки) на размещение проволочек 7 вблизи друг от друга. Тем не менее, количество проволочек 7, которые могут быть установлены на одном и том же диаметре при таком размещении все равно ограничены размерами (наружным диаметром навивки) пружины 10.
Токопроводящая деталь 3 установлена в отверстие 16, которое выполнено в аноде 1, и закреплена с помощью крепежного элемента 17 (гайки). При этом между наружной цилиндрической поверхностью 13 токопроводящей детали 3 (см. фиг.4) и поверхностью отверстия 16 анода 1 (см. фиг.1) при пропускании через них тока обеспечен электрический контакт. Токопроводящая деталь 4 установлена в отверстии 18, которое выполнено в катоде 2, и закреплена на крепежном элементе 19 (крышка с винтами), который, в свою очередь, закреплен на катоде 2. При этом между наружной цилиндрической поверхностью 14 токопроводящей детали 4 и поверхностью отверстия 18 катода 2 при пропускании через них тока обеспечен электрический контакт.
Соединение токопроводящих деталей 3 и 4 с анодом 1 и катодом 2, путем сопряжения их наружных цилиндрических поверхностей 13 и 14 с поверхностями отверстий 16 и 18, уменьшило вероятность повреждения проволочек 7 из-за толчков или других воздействий, возникающих во время транспортировки плазменных лайнеров. Это объясняется тем, что части проволочек 7, которые контактируют с цилиндрическими поверхностями 13 и 14 токопроводящих деталей 3 и 4, после соединения этих деталей с анодом 1 и катодом 2, расположены в замкнутом пространстве.
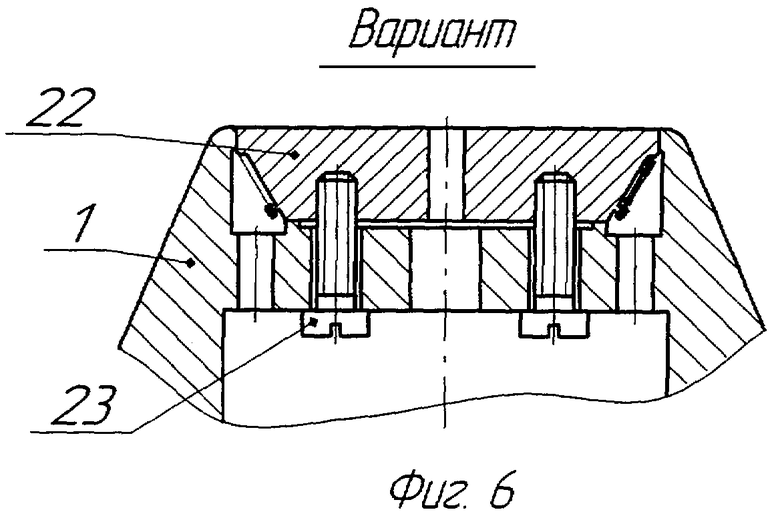
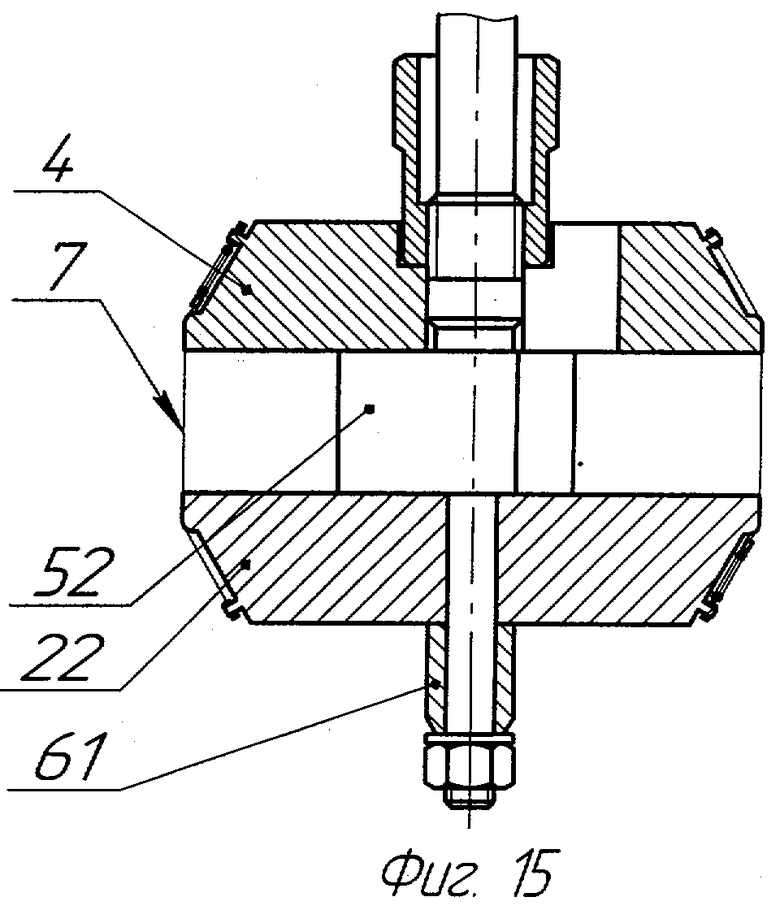
Токопроводящая деталь 3 снабжена направляющей 20, выполненной в виде цилиндрического хвостовика. В аноде 1 выполнено отверстие 21, в которое устанавливается направляющая 20. Направляющая 20 обеспечивает соединение токопроводящей детали 3 с анодом 1 без повреждения проволочек 7. Вместо токопроводящей детали 3 может быть выполнена токопроводящая деталь 22 (см. фиг.6). Токопроводящая деталь 22 отличается от токопроводящей детали 3 тем, что не имеет направляющей (хвостовика). Для исключения возможности повреждения проволочек 7 при соединении токопроводящей детали 22 с анодом 1 необходимо применение приспособления, компенсирующего отсутствие направляющей у токопроводящей детали 22. Токопроводящая деталь 22 закреплена на аноде 1 с помощью крепежных элементов 23 (винтов).
В случаях, когда размер пружины 10 (наружный диаметр навивки) препятствует установлению между токопроводящими деталями 3 и 4 необходимого количества проволочек 7, плазменный лайнер может быть выполнен несколько иначе.
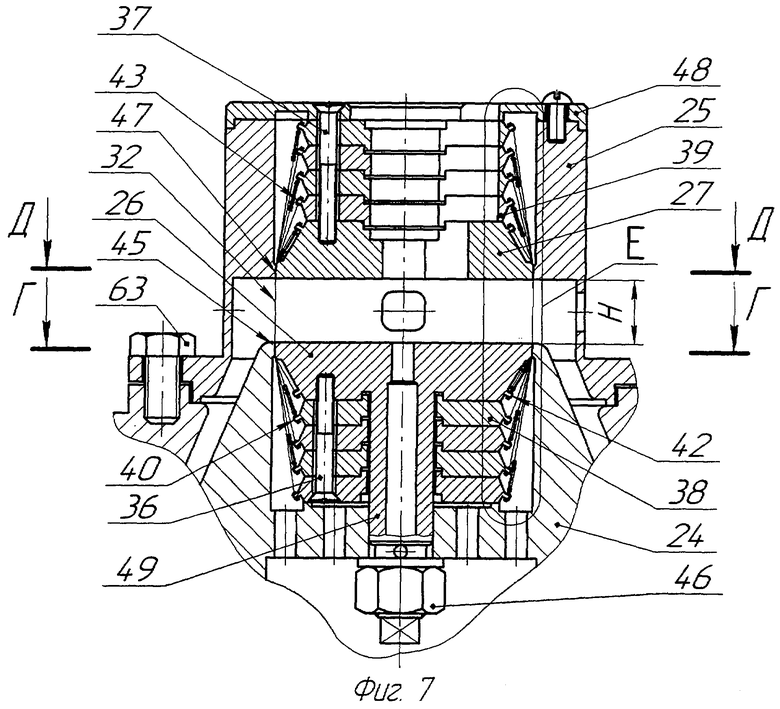
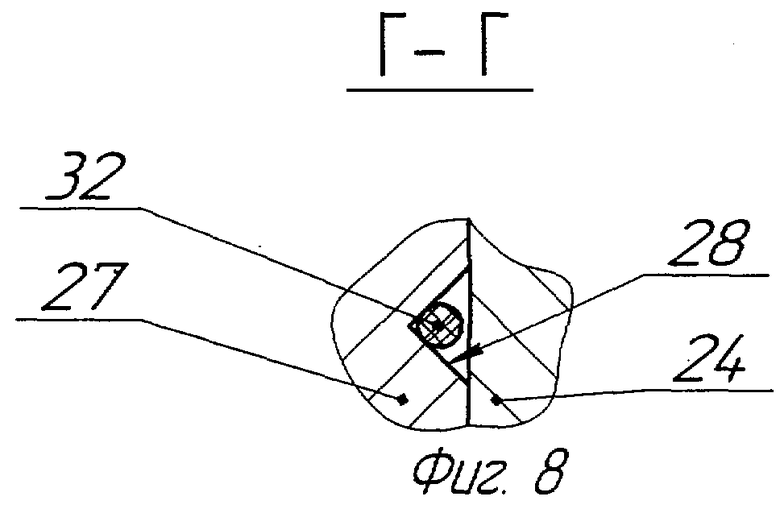
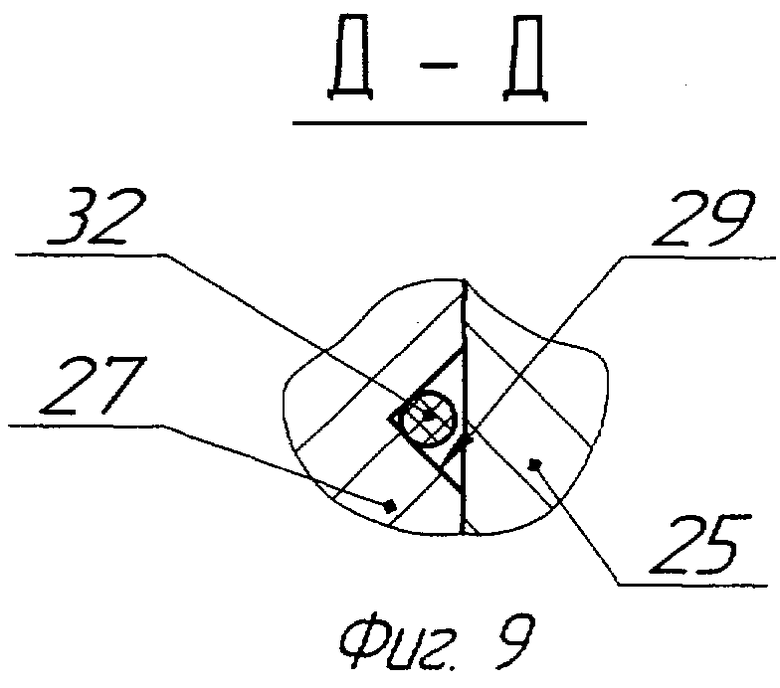
Плазменный лайнер (вариант 2, см. фиг.7) содержит анод 24 и катод 25. На аноде 24 закреплена токопроводящая деталь 26, а на катоде 25 - токопроводящая деталь 27. В деталях 26 и 27 выполнены канавки 28 и 29 (см. фиг.8 и 9). Эти канавки расположены на наружных цилиндрических поверхностях 30 и 31 токопроводящих деталей 26 и 27 (см. фиг.10).
Анод 24 и катод 25 подключены к импульсному генератору тока генератору тока (не показан).
Расстояние Н между токопроводящими деталями 26 и 27 выбирается в зависимости от условий проводимого эксперимента. Количество канавок, выполненных в токопроводящих деталях 26 и 27, зависит от количества устанавливаемых в них проволочек 32. Количество и размеры (диаметр, длина рабочей части Н) проволочек 32 зависит от примененного материала. Материал, из которого изготовлена проволочка 32, может быть различным, например, вольфрам, алюминий, титан, тантал, нержавеющая сталь и так далее.
Каждая проволочка 32 снабжена двумя присоединительными элементами 33 и 34, а также пружиной 35. Присоединительные элементы 33 и 34 выполнены с одинаковой формой. При этом присоединительный элемент 33 и пружина 35 закреплены на одном конце проволочки 32, а присоединительный элемент 34 - на другом ее конце.
На токопроводящих деталях 26 и 27 закреплены крепежными элементами 36 и 37 (винтами), по меньшей мере, по одной детали 38 и 39. В конкретно приведенном примере на токопроводящих деталях 26 и 27 закреплено по четыре таких деталей. Детали 38 и 39 выполнены с опорными элементами 40 и 41. Эти детали могут быть выполнены как из диэлектрического материала, так и из металла. На токопроводящих деталях 26 и 27 выполнены опорные элементы 42 и 43, идентичные опорным элементам 40 и 41.
Присоединительные элементы 33 и 34 проволочек 32 установлены на опорные элементы 40, 41, 42, 43 и так далее. При этом каждая из проволочек 32 натянута пружиной 35 с одинаковыми усилиями. Общая длина проволочек 32, установленных на токопроводящих деталях 26 и 27, отличается от общей длины тех же проволочек 32, установленных на деталях 38 и 39. Длина же рабочей части у всех проволочек 32, независимо на каких деталях они закреплены, одинаковая и определяется расстоянием Н между токопроводящими деталями 26 и 27. Сами же проволочки 32, установленные в канавках 28 и 29, образовали цилиндр, в пространстве между токопроводящими деталями 26 и 27. Причем между проволочками 32 и токопроводящими деталями 26 и 27 при пропускании через них тока обеспечен электрический контакт. Это достигнуто тем, что опорные элементы 40, 41, 42, 43 смещены в радиальном направлении относительно поверхностей вращения, на которых выполнены канавки. В результате, проволочки 32, установленные в канавках 28 и 29, поджаты к наружным поверхностям вращения 30 и 31.
В конкретно приведенном примере исполнения плазменного лайнера поверхности 30 и 31, образованные вращением образующей вокруг неподвижной оси, выполнены цилиндрической формы, а опорные элементы 40, 41, 42, 43 смещены относительно этих поверхностей к центру.
В случаях изготовления проволочки 32 и пружины 35 из одного материала они могут быть выполнены заодно, а при изготовлении из разных материалов их концы соединены между собой соединительным элементом 44.
Проволочки 32 поочередно закреплены на деталях 26, 27 и 38, 39, и так далее. Кроме этого концы проволочек 32, на которых закреплены пружины 35, поочередно размещаются на деталях анода 24 и катода 25 (см. фиг.11). То есть концы проволочек 32, на которых закреплены пружины 35, поочередно развернуты на 180° относительно друг друга. В результате чего полностью исключено влияние размера пружины (наружного диаметра навивки) на размещение проволочек 32 вблизи друг от друга.
Плазменный лайнер (вариант 2), например, у которого на токопроводящих деталях 26 и 27 закреплены по четыре детали 38 и 39, обеспечил установку проволочек 32 в количестве 1000 штук.
Токопроводящая деталь 26 установлена в отверстие 45, которое выполнено в аноде 24, и закреплена с помощью крепежного элемента 46 (гайки).
При этом между наружной цилиндрической поверхностью 30 токопроводящей детали 26 (см. фиг.10) и поверхностью отверстия 45 анода 24 (см. фиг.7) при пропускании через них тока обеспечен электрический контакт. Токопроводящая деталь 27 установлена в отверстии 47, которое выполнено в катоде 25, и закреплена на крепежном элементе 48 (крышка с винтами), который, в свою очередь, закреплен на катоде 25. При этом между наружной цилиндрической поверхностью 31 токопроводящей детали 27 (см. фиг.10) и поверхностью отверстия 47 катода 25 (см. фиг.7) при пропускании через них тока обеспечен электрический контакт.
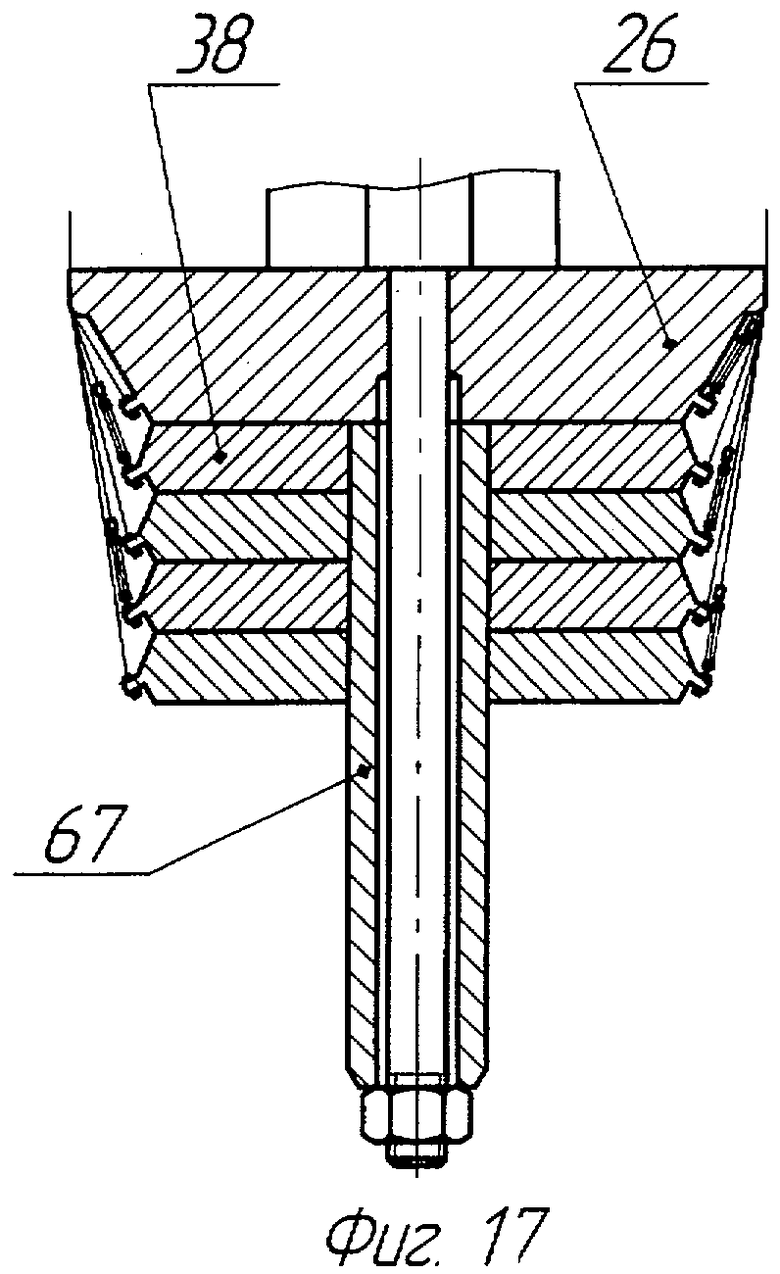
Токопроводящая деталь 26 снабжена направляющей 49, выполненной в виде хвостовика. Направляющая 49 обеспечивает соединение токопроводящей детали 26 с анодом 24 без повреждения проволочек 32. Вместо токопроводящей детали 26 может быть выполнена токопроводящая деталь 50 (см. фиг.12). Токопроводящая деталь 50 отличается от токопроводящей детали 26 тем, что не имеет направляющей (хвостовика). Для исключения возможности повреждения проволочек 32 при соединении токопроводящей детали 50 с анодом 24 необходимо применение приспособления, заменяющего отсутствие направляющей у токопроводящей детали 50. Токопроводящая деталь 50, вместе с соединенными с ней деталями 38, закреплена на аноде 24 с помощью крепежных элементов 51 (винтов).
Способ сборки плазменных лайнеров (варианты 1 и 2) имеет свои особенности. Диаметр проволочек 7 и 32 меньше диаметра человеческого волоса в четыре и более раз. Так, проволочки 7 (см. фиг.1) и 32 (см. фиг.7), примененные в плазменных лайнерах, имеют диаметр 5, 8 и 11 мкм и др. Прочность на разрыв таких проволочек очень маленькая. Поэтому в первую очередь необходимо, чтобы при выполнении всех операций при сборке имелась возможность полного визуального контроля, простота замены порванных проволочек и сведение к минимуму, по возможности, влияния человеческого фактора на уменьшение качества сборки.
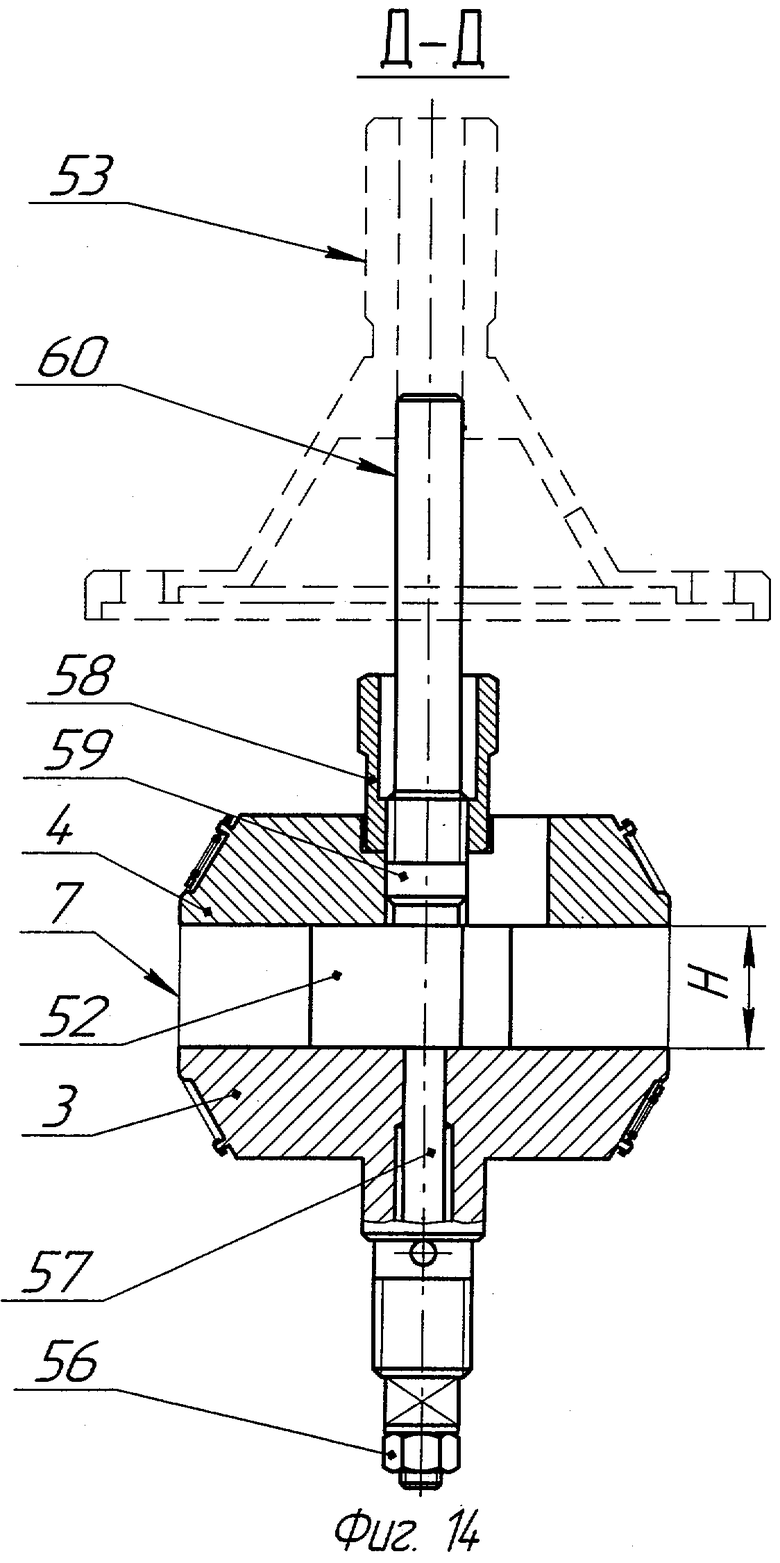
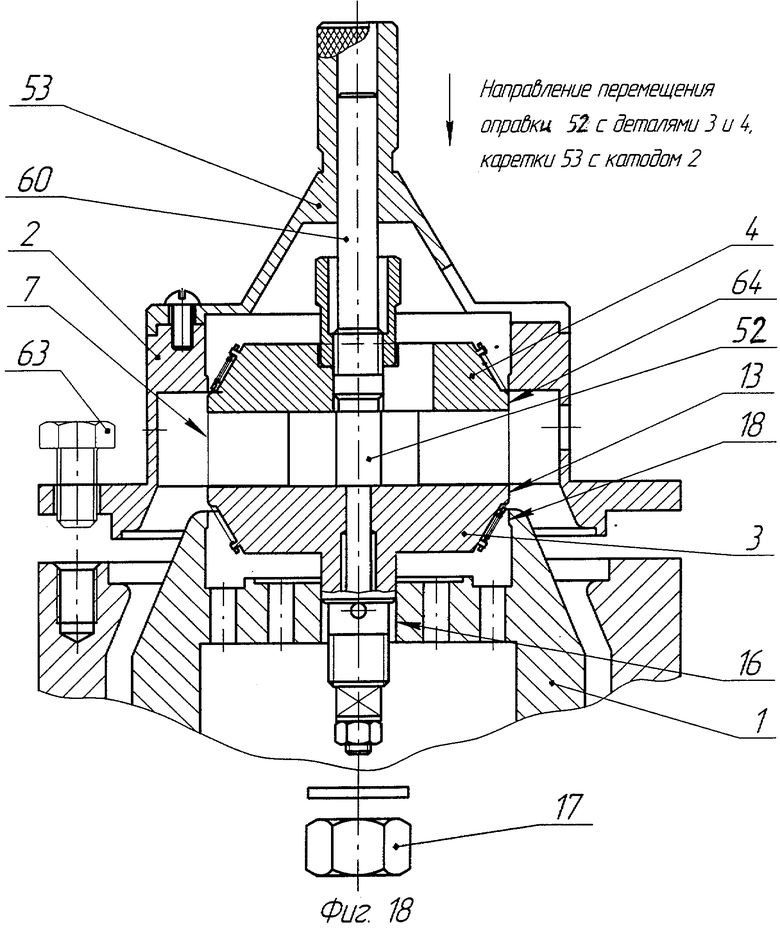
Способ сборки плазменного лайнера (вариант 1, см. фиг.1) состоит из следующих операций. Вначале выставляют токопроводящие детали 3 и 4 относительно друг друга с помощью оправки 52 (см. фиг.13 и 14). Использование оправки 52 позволяет установить токопроводящие детали 3 и 4 соосно относительно друг друга. При установке этих деталей на оправку 52 с длиной Н обеспечивается такое же межэлектродное расстояние между ними. Затем выставляют их таким образом, чтобы проекции канавок 5 токопроводящей детали 3 и канавок 6 токопроводящей детали 4 на плоскость, перпендикулярную оси симметрии этих деталей совпадали. После чего устанавливают проволочки 7 на токопроводящие детали 3 и 4. В конце осуществляют подсоединение токопроводящих деталей 3 и 4 к аноду 1 и катоду 2 с помощью оправки 52 и каретки 53 (см. фиг.15). Для приведения плазменного лайнера в рабочее состояние оправку 52 и каретку 53 снимают с токопроводящих деталей 26 и 27. В результате плазменный лайнер готов к проведению эксперимента.
Проволочки 7, установленные на токопроводящих деталях 3 и 4, которые, в свою очередь, закреплены на оправке 52, могут при необходимости транспортироваться к месту их соединения к аноду 1 и катоду 2. То есть сборка проволочек 7 может производиться в одном месте, а их соединение с анодом 1 и катодом 2 в другом. Для их хранения и транспортировки они должны быть помещены в защитный контейнер (не показано).
Способ сборки плазменного лайнера с деталями 26, 27, 38, 39 и 32 (см. фиг.7) отличается от вышеописанного способа.
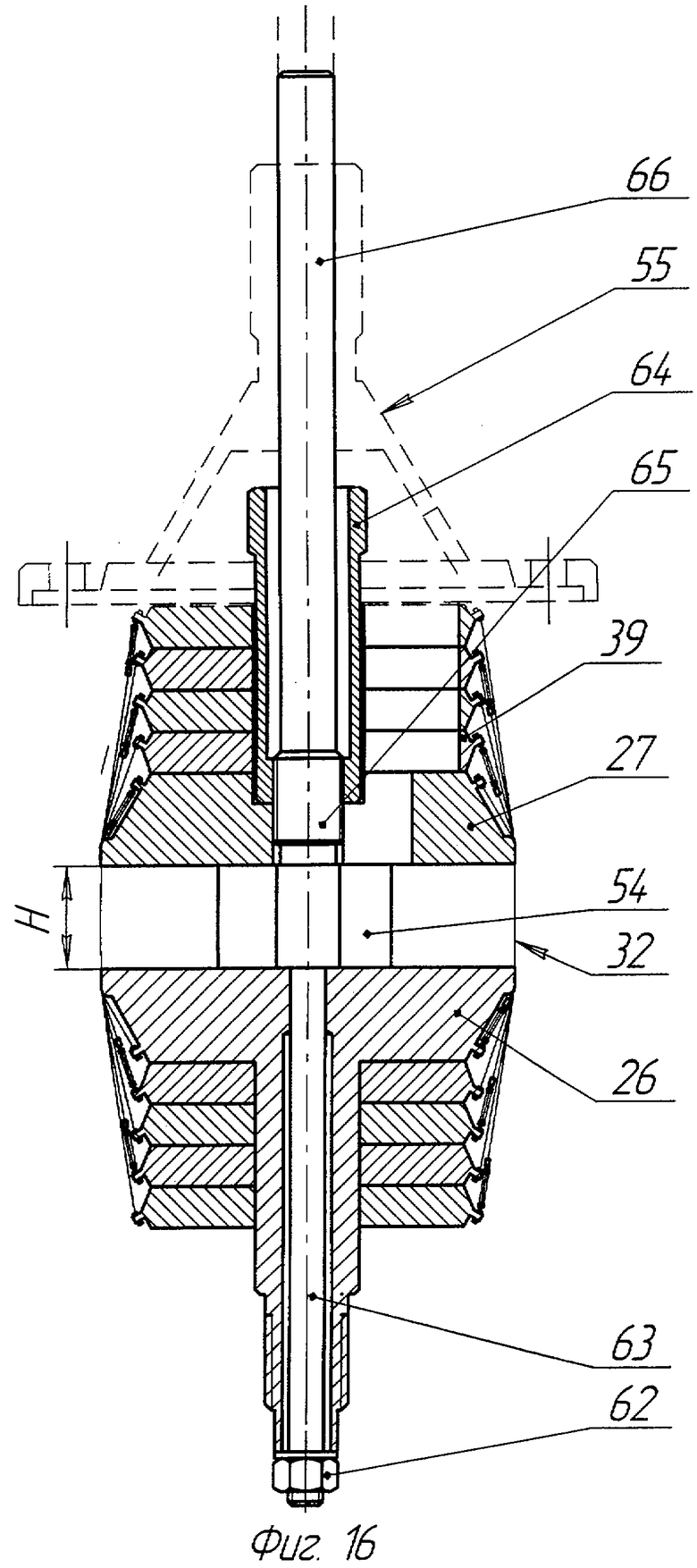
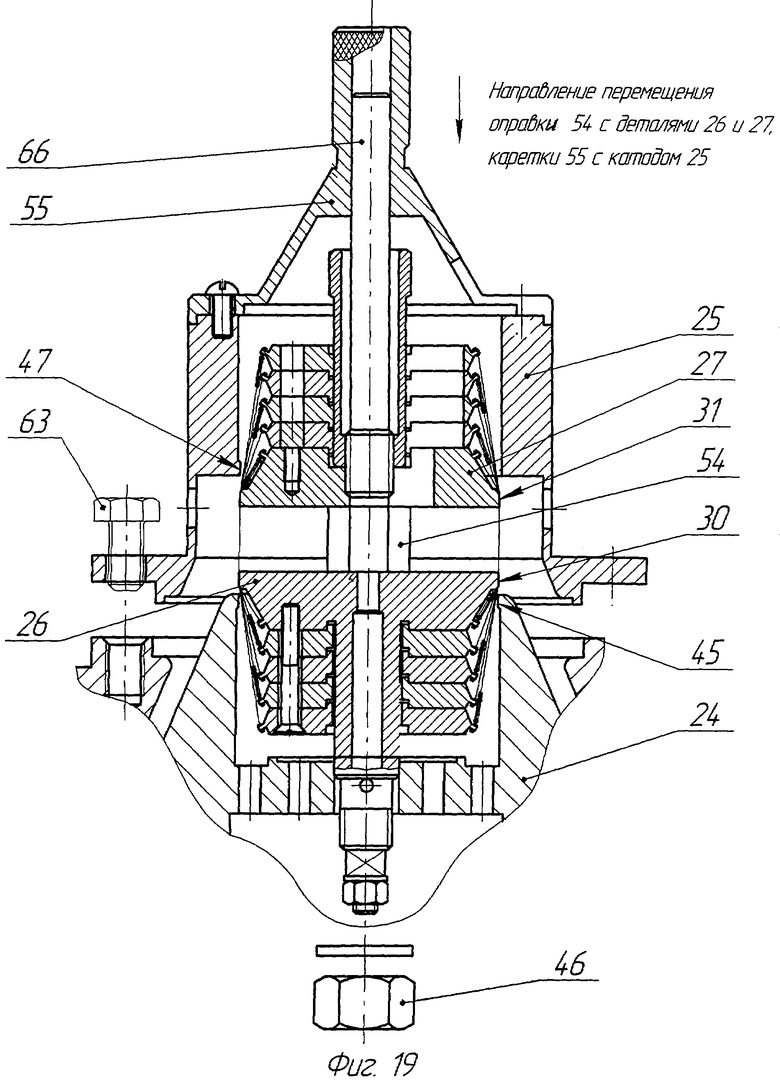
Способ сборки плазменного лайнера (вариант 2) состоит из следующих операций. Вначале на токопроводящих деталях 26 и 27 закрепляют, по меньшей мере, по одной детали 38 и 39 таким образом, чтобы их опорные элементы 40 и 41 были смещены в угловом направлении, относительно опорных элементов 42 и 43 токопроводящих деталей 26 и 27. Величина смещения опорных элементов 40 и 41, кратная расстоянию между канавками 28 и 29 (шагу) токопроводящих деталей 26 и 27. В результате после выполнения операции по смещению расположение всех опорных элементов 40, 41, 42 и 43 деталей 24, 25, 38 и 39 соответствует расположению канавок на токопроводящих деталях 26 и 27. Использование оправки 54 (см. фиг.13 и 16) позволяет установить токопроводящие детали 26 и 27 соосно относительно друг друга. При установке этих деталей на оправку 54 с длиной Н обеспечивается такое же межэлектродное расстояние между ними. Затем токопроводящие детали 26 и 27, вместе с закрепленными на них деталями 38 и 39, выставляют относительно друг друга с помощью оправки 54. После чего устанавливают проволочки 32 на токопроводящие детали 26 и 27. В конце осуществляют подсоединение токопроводящих деталей 26 и 27 к аноду 24 и катоду 25 с помощью оправки 54 и каретки 55 (см. фиг.18). Для приведения плазменного лайнера в рабочее состояние оправку 54 и каретку 55 снимают с токопроводящих деталей 26 и 27. В результате плазменный лайнер готов к проведению эксперимента.
Проволочки 32, установленные на токопроводящих деталях 26 и 27, которые, в свою очередь, закреплены на оправке 54, могут при необходимости транспортироваться к месту их соединения с анодом 24 и катодом 25. То есть сборка проволочек 32 может производиться в одном месте, а их соединение с анодом 24 и катодом 25 в другом. Для их хранения и транспортировки они должны быть помещены в защитный контейнер (не показано).
Устройство для сборки плазменного лайнера (см. фиг.13 и 14) содержит оправку 52 и два крепежных элемента.
Первый крепежный элемент состоит из гайки 56 и хвостовика 57 цилиндрической формы с резьбой. Хвостовик 57 соединен с оправкой 52. Второй крепежный элемент выполнен аналогично первому и состоит из гайки 58 и хвостовика 59.
Каретка 53 размещена на направляющей 60, которая выполнена в виде стержня цилиндрической формы, закрепленного на оправке 52. Для этого направляющая 60 соединена с хвостовиком 59.
Фиксатор выполнен заодно с оправкой 52. Для этого боковая поверхность оправки 52, выполнена с фигурной формой. Форма, которой обеспечивает фиксацию установленных на оправку 52 токопроводящих деталей 3 и 4.
Конфигурация боковой поверхности оправки 52, повторяющей форму отверстия, выполненного в токопроводящей детали 4, может быть выполнена различной формы, например, в виде треугольника, квадрата и так далее. В конкретно приведенном примере, исполнения устройства (см. фиг.13) боковая поверхность оправки 52 выполнена с крестообразной формой. Отверстие в токопроводящей детали 4 выполнено в виде сочетания цилиндрической и крестообразной форм.
Для соединения токопроводящей детали 22 (не имеющей направляющего хвостовика) к аноду 1 оправка 52 может быть снабжена направляющей 61 (см. фиг.15).
Устройство для сборки плазменного лайнера (см. фиг.13 и 16) выполнено аналогично вышеописанному устройству. Оно содержит оправку 54 и каретку 55. Оправка 54 снабжена двумя крепежными элементами.
Первый крепежный элемент состоит из гайки 62 и хвостовика 63 цилиндрической формы с резьбой. Хвостовик 63 соединен с оправкой 54. Второй крепежный элемент выполнен аналогично первому и состоит из гайки 64 и хвостовика 65.
Каретка 55 размещена на направляющей 66, которая выполнена в виде стержня цилиндрической формы, закрепленного на оправке 54. Для этого направляющая 66 соединена с хвостовиком 65.
Фиксатор выполнен заодно с оправкой 54. Для этого боковая поверхность оправки 54 выполнена с фигурной формой. Форма, которой обеспечивает фиксацию установленных на оправку 54 токопроводящих деталей 26 и 27. Конфигурация боковой поверхности оправки 54, повторяющей форму отверстий, выполненных в токопроводящей детали 27 и детали (-ей) 39, может быть выполнена различной формы, например в виде треугольника, квадрата и так далее. В конкретно приведенном примере исполнения устройства (см. фиг.13) боковая поверхность оправки 54 выполнена с крестообразной формой. Отверстия в токопроводящей детали 27 и детали (-ей) 39 выполнены в виде сочетания цилиндрической и крестообразной форм.
Устройство (см. фиг.13 и 14) работает следующим образом. Вначале токопроводящую деталь 3 устанавливают на хвостовике 57 и закрепляют гайкой 56. Затем токопроводящую деталь 4 устанавливают на цилиндрическом хвостовике 59. Цилиндрическая часть отверстия токопроводящей детали 4 сопрягается с цилиндрической частью хвостовика 59, обеспечивая тем самым соосность между токопроводящими деталями 3 и 4. При этом для обеспечения фиксирования оправкой 52 токопроводящей детали 4 угловое положение крестообразной конфигурации ее боковой поверхности не должно совпадать с угловым положением крестообразной конфигурации отверстия в токопроводящей детали 4. Поворачивая токопроводящую деталь 4, добиваются совмещения канавок на этой детали с канавками на токопроводящей детали 3. После чего токопроводящую деталь 4 закрепляют гайкой 58. Длина оправки 52, равная размеру Н, обеспечивает такое же расстояние между токопроводящими деталями 3 и 4. В канавки 5 и 6 токопроводящих деталей 3 и 4 устанавливают проволочки 7. Для этого присоединительные элементы 8 и 9 проволочек 7 устанавливают на опорных элементах 11 и 12 токопроводящих деталей 3 и 4. Проволочки 7, установленные на токопроводящих деталях 3 и 4, находятся в натянутом состоянии за счет растяжения пружины 10. Один из примеров установки проволочек 7 в канавках 5 и 6 токопроводящих деталях 3 и 4 приведен на схеме (см. фиг.5).
После установки всех проволочек 7 осуществляют соединение токопроводящей детали 3 с анодом 1(см. фиг.18). Для этого собранные на оправке 52 токопроводящие детали 3, 4 и проволочки 7 с помощью направляющей 20 токопроводящей детали 3 вводят в отверстие 21 анода 1. В начальный момент соединения наружная цилиндрическая поверхность 13 токопроводящей детали 3 занимает положение над отверстием 16, выполненным в аноде 1. По мере опускания токопроводящей детали 3 наружная цилиндрическая поверхность 13 входит в отверстие 16. Не повреждая при этом проволочки 7, установленные в канавках 5. Затем токопроводящую деталь 3 закрепляют с помощью крепежного элемента 17. В результате цилиндрическая поверхность 13 токопроводящей детали 3, в канавках которой установлены проволочки 7, плотно соединена с внутренней цилиндрической стенкой отверстия 16 анода 1.
Для соединения катода 2 с токопроводящей деталью 4 его закрепляют на каретке 53. После чего каретка 53 вместе с катодом 2 устанавливается на направляющей 60. При их совместном опускании вниз катод 2 подводится к токопроводящей детали 4, а затем нанизывается на ее цилиндрическую поверхность 14, в канавках которой установлены проволочки 7. Смонтированный катод 2 закрепляется болтами 57. В результате, цилиндрическая поверхность токопроводящей детали 4, в канавках которой установлены проволочки 7, плотно соединена со стенкой отверстия 18 катода 2. Таким образом, межэлектродное расстояние для всех проволочек одинаковое - Н.
Затем каретку 53 отсоединяют от катода 2 и снимают с направляющей 60. После чего закрепляют токопроводящую деталь 4 на катоде 2 с помощью крепежного элемента 19. Для этого крепежный элемент 19, выполненный в виде крышки с винтами, устанавливают на упомянутых деталях и привинчивают к ним винтами.
В заключение отворачивают гайки 56, 58 и поворачивают оправку 52 до тех пор пока конфигурация ее боковой поверхности не совместится с конфигурацией отверстия в токопроводящей детали 4. После чего оправку 52 снимают с плазменного лайнера, пропуская ее через упомянутое отверстие. В результате плазменный лайнер готов к проведению эксперимента.
Соединение токопроводящей детали 22 с анодом 1 (см. фиг.15) осуществляется аналогично соединению токопроводящей детали 3 с анодом 1. Отличием является лишь то, что для этого используют устройство для сборки плазменного лайнера, снабженное направляющей 61.
Устройство (см. фиг.13 и 16) работает аналогичным образом. Вначале токопроводящую деталь 26 с закрепленной на ней, по меньшей мере, одной деталью 38 устанавливают на хвостовике 63 и закрепляют гайкой 62. Цилиндрическая часть отверстия токопроводящей детали 27 сопрягается с цилиндрической частью хвостовика 65, обеспечивая тем самым соосность между токопроводящими деталями 26 и 27. При этом для обеспечения фиксирования оправкой 54 токопроводящей детали 27 угловое положение крестообразной конфигурации ее боковой поверхности не должно совпадать с угловым положением крестообразной конфигурации отверстия в токопроводящей детали 27. Поворачивая токопроводящую деталь 27, добиваются совмещения канавок 29 на этой детали с канавками 28 на токопроводящей детали 26. После чего токопроводящую деталь 27 закрепляют гайкой 64. Длина оправки 54, равная размеру Н, обеспечивает такое же расстояние между токопроводящими деталями 26 и 27. В канавки 28 и 29 токопроводящих деталей 26 и 27 устанавливают проволочки 32. Для этого присоединительные элементы 33 и 34 проволочек 32 устанавливают на опорных элементах 40, 41, 42, 43 деталей 26, 27, 38 и 39. Проволочки 32, установленные на деталях 26, 27, 38 и 39, находятся в натянутом состоянии за счет растяжения пружины 35. Один из примеров размещения проволочек 32 на деталях 26, 27, 38 и 39 приведен на схеме (см. фиг.11).
После установки всех проволочек 32 осуществляют присоединение токопроводящей детали 26 к аноду 24 и токоведущей детали 27 к катоду 25. Для этого собранные на оправке 54 детали 26, 27, 38, 39 и проволочки 32 с помощью направляющей токопроводящей детали 26 (хвостовика) вводят в отверстие 45 анода 24. В начальный момент соединения наружная цилиндрическая поверхность 30 токопроводящей детали 26 занимает положение над отверстием 45, выполненным в аноде 24. По мере опускания токопроводящей детали 26 наружная цилиндрическая поверхность 30 входит в отверстие 45. Не повреждая при этом проволочки 32, установленные в канавках 28 токопроводящей детали 26. Затем токопроводящую деталь 26 закрепляют с помощью крепежного элемента 46. В результате цилиндрическая поверхность 30 токопроводящей детали 26, в канавках 28 которой установлены проволочки 32, плотно соединена со стенкой отверстия 45 анода 24. Для присоединения катода 25 к токопроводящей детали 27 его закрепляют на каретке 55. После чего каретка 55 вместе с катодом 25 устанавливается на направляющей 66. При их опускании вниз катод 25 подводится к токопроводящей детали 27, а затем осторожно нанизывается на ее цилиндрическую поверхность 31, в канавках 29 которой установлены проволочки 32. Смонтированный катод 25 закрепляется болтами 63. В результате цилиндрическая поверхность 31 токопроводящей детали 27, в канавках которой установлены проволочки 32, плотно соединена с внутренней цилиндрической стенкой отверстия 47 катода 27. Таким образом, межэлектродное расстояние для всех проволочек одинаковое - Н.
Затем каретку 55 отсоединяют от катода 27 и снимают с направляющей 66. После чего закрепляют токопроводящую деталь 26 на катоде 24 с помощью крепежного элемента 48. Для этого крепежный элемент 48, выполненный в виде крышки с винтами, устанавливают на упомянутых деталях и привинчивают к ним винтами.
В заключение отворачивают гайки 62, 64 и поворачивают оправку 54 до тех пор пока конфигурация ее боковой поверхности не совместится с конфигурацией отверстия в токопроводящей детали 27 и деталях 39. После чего оправку 54 снимают с плазменного лайнера, пропуская ее через упомянутые отверстия. В результате плазменный лайнер готов к проведению эксперимента.
Присоединение токопроводящей детали 50 (без направляющего хвостовика) к аноду 24 осуществляется аналогично присоединению токопроводящей детали 26 к этому же аноду. Отличием является лишь то, что для этого используют устройство для сборки плазменного лайнера снабженное направляющей 67 (см. фиг.17).
Использование данных изобретений позволило:
- обеспечить, при пропускании тока через проволочки с токопроводящими деталями, надежный электрический контакт между ними, путем их поджатия друг к другу с одинаковым усилием, независимо от рабочего положения проволочной сборки (вертикального, горизонтального или наклонного);
- уменьшить вероятность повреждения проволочек при их монтаже или транспортировки сборки из-за толчков или других воздействий;
- обеспечить более простую замену поврежденных проволочек;
- исключить влияние размеров пружины (диаметра навивки) на возможность закрепления необходимого количества проволочек на токопроводящих деталях анода и катода;
- обеспечить более простой монтаж сборки и контроля правильности установки проволочек на токопроводящих деталях как до подключения токопроводящих деталей к аноду и катоду, так и после их подключения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОВОЛОЧНЫЙ ЛАЙНЕР (ВАРИАНТЫ), СПОСОБ СБОРКИ ПРОВОЛОЧНОГО ЛАЙНЕРА (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ СКРЕПЛЕНИЯ ДЕТАЛЕЙ | 2005 |
|
RU2291502C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПЛАЗМЫ НА ОСНОВЕ МНОГОПРОВОЛОЧНОГО ЛАЙНЕРА (ВАРИАНТЫ), СПОСОБ СБОРКИ УСТРОЙСТВА (ВАРИАНТЫ) И ПРИСПОСОБЛЕНИЕ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2356191C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПЛАЗМЫ НА ОСНОВЕ МНОГОПРОВОЛОЧНОГО ЛАЙНЕРА, СПОСОБ СБОРКИ УСТРОЙСТВА И ПРИСПОСОБЛЕНИЕ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2388193C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПЛАЗМЫ НА ОСНОВЕ МНОГОПРОВОЛОЧНОГО ЛАЙНЕРА, СПОСОБ СБОРКИ УСТРОЙСТВА, ПРИСПОСОБЛЕНИЕ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ, СПОСОБ РАЗБОРКИ УСТРОЙСТВА И ПРИСПОСОБЛЕНИЕ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2388079C1 |
| ПРЕЦИЗИОННЫЙ МНОГОПРОВОЛОЧНЫЙ ЛАЙНЕР | 2017 |
|
RU2643167C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПЛАЗМЫ НА ОСНОВЕ МНОГОПРОВОЛОЧНОГО ЛАЙНЕРА | 2002 |
|
RU2222120C2 |
| ПЛАЗМЕННАЯ ГОРЕЛКА (ВАРИАНТЫ), СПОСОБ ЕЕ ПУСКА И ЭЛЕМЕНТЫ ПЛАЗМЕННОЙ ГОРЕЛКИ | 2002 |
|
RU2279341C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА С МЕТАЛЛИЧЕСКОЙ СЕТКОЙ И УСТРОЙСТВА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2018 |
|
RU2720288C2 |
| Позиционно-чувствительный детектор тепловых и холодных нейтронов от компактного исследуемого образца | 2023 |
|
RU2816244C1 |
| Позиционно-чувствительный газовый детектор тепловых и холодных нейтронов | 2022 |
|
RU2797497C1 |
Изобретение относится к физике высоких плотностей энергии и термоядерного синтеза и может использоваться при получении мощных потоков мягкого рентгеновского излучения (МРИ), необходимого для решения ряда практических задач например, для исследования процессов генерации МРИ при схлопывании плазменных лайнеров, создаваемых электрическим взрывом. Плазменный лайнер содержит токопроводящие детали анода и катода с канавками, выполненными на поверхности вращения, проволочки, установленные в канавках, а дополнительно для каждой проволочки выполнены два присоединительных элемента и пружина. Первый присоединительный элемент закреплен на одном конце проволочки, а второй через пружину закреплен на другом ее конце. На токопроводящих деталях анода и катода дополнительно выполнены опорные элементы, которые смещены в радиальном направлении относительно поверхностей, на которых выполнены канавки, присоединительные элементы проволочек установлены на опорных элементах. Способ сборки плазменного лайнера включает присоединение токопроводящих деталей к аноду и катоду, установку в канавки токопроводящих деталей проволочек, при этом вначале с помощью оправки выставляют токопроводящие детали относительно друг друга, обеспечивая соосность и межэлектронное расстояние между ними. Затем выставляют их таким образом, чтобы проекции канавок токопроводящих деталей анода и катода на плоскость, перпендикулярную оси симметрии этих деталей совпали, после чего устанавливают проволочки, закрепляя их присоединительные элементы на опорных элементах токопроводящих деталей, обеспечивая натяжение каждой проволочки растягиванием пружины. Собранные вместе токопроводящие детали, детали с опорными элементами, проволочки и оправку закрепляют на аноде и катоде, в конце оправку удаляют. Устройство для сборки плазменного лайнера содержит оправку с двумя крепежными элементами, снабжено кареткой, направляющей и фиксатором. Направляющая соединена с оправкой, при этом каретка и направляющая образовали вращательно-поступательную пару, а фиксатор выполнен заодно с оправкой в виде ее боковой поверхности с формой, отличной от цилиндрической формы. Технический результат - обеспечение при пропускании тока через проволочки с токопроводящими деталями, надежного электрического контакта между ними путем их поджатия друг к другу с одинаковым усилием, независимо от рабочего положения проволочной сборки, и уменьшение вероятности повреждения проволочек при сборке. 7 н. и 11 з.п. ф-лы, 19 ил.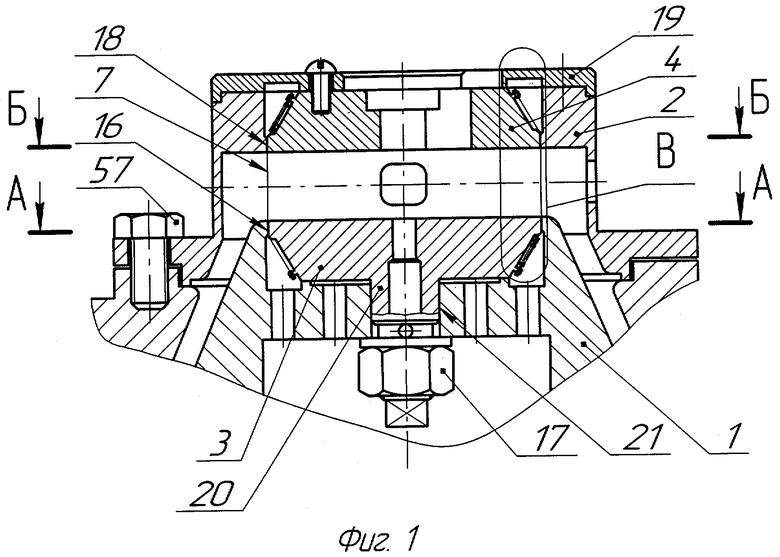
| The dynamics of Single and Nested Nickel Wire Array z Pinch Implosions, F.N | |||
| Beg at al, IEEE TRANSACTIONS ON PLASMA SCIENS, vol.30, № 2, AORIL, 2002 | |||
| US 4252607 A, 24.02.1981 | |||
| News Release, March 2, 1998, p.1 | |||
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПЛАЗМЫ НА ОСНОВЕ МНОГОПРОВОЛОЧНОГО ЛАЙНЕРА | 2002 |
|
RU2222120C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕМПЕРАТУРНОЙ ВЫСОКОПЛОТНОЙ ПЛАЗМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2027328C1 |
| СПОСОБ ГЕНЕРАЦИИ МОЩНОГО ИМПУЛЬСА РЕНТГЕНОВСКОГО ИЗЛУЧЕНИЯ | 1999 |
|
RU2195790C2 |

