Область техники
Настоящее изобретение относится к способу получения пористого металлического тела.
Уровень техники
В течение последних лет ведется интенсивное изучение тел из пористых материалов, таких как пористые металлы, и в настоящее время разработка направлена на их практическое применение в качестве фильтров, гидростатических подшипников, медицинских инструментов, спортивных товаров и т.п.
К примеру, патент США № 5181549 описывает способ получения пористого тела, такого как пористый металл. Более конкретно, данный способ получения включает растворение водорода или водородсодержащего газа под давлением в расплавленном металлическом материале, а затем охлаждение расплавленного металла для его затвердевания в условиях контролируемых температуры и давления.
В публикации № 10-88254 японской нерассмотренной заявки на патент описан способ получения пористого металла, включающий стадии плавления металла в атмосфере с повышенным давлением газа и затвердевания расплавленного металла, при этом металл имеет на фазовой диаграмме металл-газ эвтектическую точку при изобарной атмосфере газа. В публикации № 2000-104130 японской нерассмотренной заявки на патент описан способ получения пористого металлического тела, имеющего контролируемые по форме поры и т.д., который включает стадии растворения водорода, кислорода, азота и т.д. в расплавленном металле в атмосфере с повышенным давлением, а также охлаждения расплавленного металла для его отверждения при контролируемых температуре и давлении.
В соответствии с вышеописанными способами металл, расплавленный в тигле, выливают в литейную форму и отверждают путем отвода тепла от указанной формы. При использовании металла, имеющего высокую удельную теплопроводность, такого как медь, магний и т.п., расплавленный металл быстро отверждается за счет отвода тепла, в результате чего могут быть получены сравнительно равномерные поры. Однако при использовании данных способов в тех случаях, когда применяют широко используемые на практике материалы, такие как стали, нержавеющие стали и т.д., скорости охлаждения внутри металлического тела снижаются из-за его низкой удельной теплопроводности, что приводит к образованию существенного количества крупных пор, таким образом затрудняя образование равномерных пор. Получение такого пористого тела с неравномерными размерами пор является нежелательным, поскольку оно не обеспечивает высокой прочности из-за того, что при приложении нагрузки участки вокруг больших пор подвергаются более высокому напряжению. Более того, такое пористое тело не может быть использовано в качестве фильтра, диаметр пор которого должен быть равномерным.
Сущность изобретения
Настоящее изобретение было разработано с учетом вышеуказанных проблем известных из уровня техники способов. Настоящее изобретение главным образом направлено на разработку нового способа получения пористого металлического тела, в результате осуществления которого равномерные поры могут быть получены независимо от удельной теплопроводности используемого исходного материала и, более того, может быть получен ряд (множество) равномерных пор, удлиненных в одном направлении, даже при получении изделий большой длины или крупных изделий в виде стержней, пластин и т.п.
Авторы данного изобретения провели интенсивные исследования для достижения вышеуказанных целей. Авторы обнаружили, что следующие выдающиеся результаты могут быть получены в результате осуществления специального способа с применением плавки методом плавающей зоны, включающего стадии частичной плавки исходного металлического материала при его продвижении; растворения различных видов газов в расплавленном металле и отверждения расплавленного металла. То есть, в соответствии с данным способом, количеством газа, растворяющегося в расплавленном металле, можно управлять за счет соответствующего задания вида используемого газа, сочетания газов, давления газа и т.д., и, кроме того, формой пор, размером пор, пористостью и т.д. можно по желанию управлять за счет выбора скорости движения исходного металлического материала, способа охлаждения и т.д. Более того, авторы обнаружили, что данный способ может обеспечить получение пористого тела с микропорами, удлиненными в одном направлении, даже при использовании исходного металлического материала большой длины или размера, имеющего низкую удельную теплопроводность. Настоящее изобретение было осуществлено на основе указанных новых открытий.
Настоящее изобретение предусматривает способ получения пористого металлического тела, а также пористое металлическое тело, полученное указанным, описываемым ниже способом:
1. Способ получения пористого металлического тела, включающий постепенную плавку части исходного металлического материала при его продвижении с применением плавки методом плавающей зоны в газовой атмосфере для растворения газа в получаемой зоне расплавленного металла и постепенное отверждение зоны расплавленного металла путем охлаждения.
2. Способ, описанный выше в п.1, в котором исходный металлический материал расплавляют в атмосфере, содержащей растворяемый газ, представляющий собой по меньшей мере один газ, выбранный из группы, состоящей из водорода, азота, кислорода, фтора и хлора.
3. Способ, описанный выше в п.2, в котором давление растворяемого газа находится в интервале от 10-3 Па до 100 МПа.
4. Способ, описанный выше в п.1, в котором исходный металлический материал расплавляют в смешанной газовой атмосфере из растворяемого газа и инертного газа.
5. Способ, описанный выше в п.4, в котором давление инертного газа находится в интервале от 0 до 90 МПа.
6. Способ, описанный выше в п.1, в котором исходный металлический материал представляет собой железо, никель, медь, алюминий, магний, кобальт, вольфрам, марганец, хром, бериллий, титан, серебро, золото, платину, палладий, цирконий, гафний, молибден, олово, свинец, уран или сплавы, содержащие один или несколько указанных металлов.
7. Способ, описанный выше в п.1, в котором температура плавки исходного металлического материала находится в интервале от его точки плавления до температуры на 500°С выше указанной точки плавления.
8. Способ, описанный выше в п.1, в котором скорость продвижения исходного металлического материала находится в интервале от 10 мкм/сек до 10000 мкм/сек.
9. Способ, описанный выше в п.1, в котором исходный металлический материал продвигают при вращении со скоростью от 1 до 100 об./мин.
10. Способ, описанный выше в п.1, в котором для отверждения расплавленного металла путем охлаждения применяют естественное охлаждение или принудительное охлаждение.
11. Способ, описанный выше в п.10, в котором расплавленный металл подвергают принудительному охлаждению с помощью одного или нескольких способов, выбранных из охлаждения при помощи обдува газом, охлаждения при помощи контакта с охлаждающей рубашкой и охлаждения при помощи контакта с водоохлаждаемым блоком на одном или обоих концах исходного металлического материала.
12. Способ, описанный выше в п.1, в котором перед плавкой исходного металлического материала методом плавающей зоны его выдерживают при пониженном давлении при температуре, находящейся в интервале от комнатной температуры до температуры ниже точки плавления металла, тем самым дегазируя исходный металлический материал.
13. Пористое металлическое тело, полученное любым из способов, описанных выше в пп.1-12.
14. Пористое металлическое тело, описанное выше в п.13, в котором в качестве исходного металлического материала использован металл на основе железа, а в качестве растворяемого газа использован азот.
Краткое описание чертежей
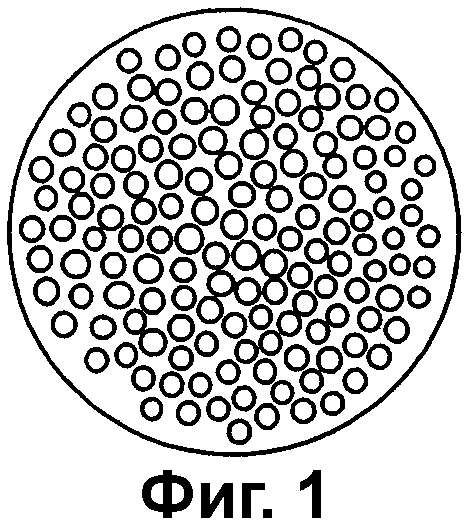
Фиг. 1 представляет собой вид в поперечном разрезе, схематически иллюстрирующий пористое металлическое тело, полученное в результате применения настоящего изобретения.
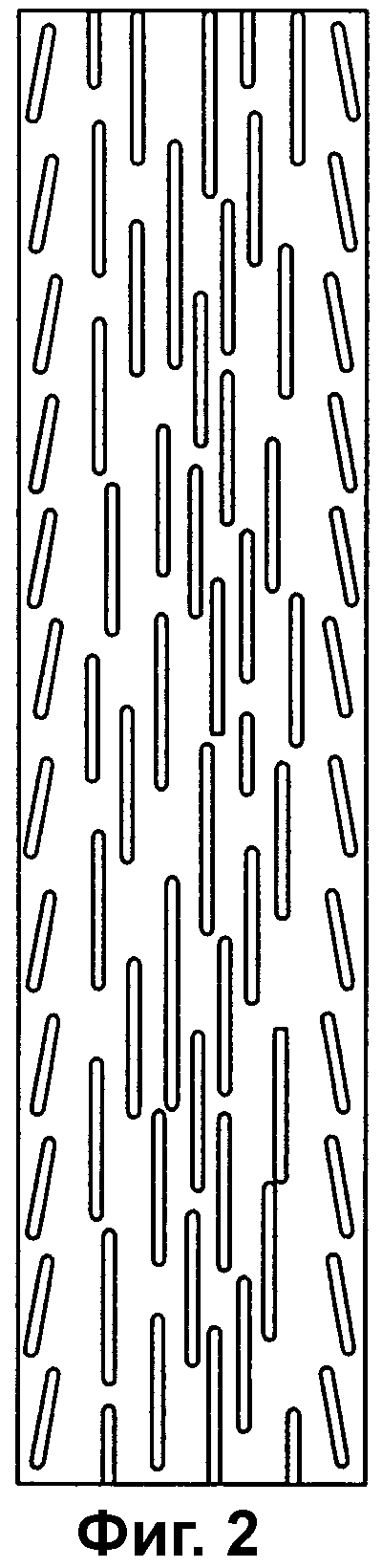
Фиг. 2 представляет собой вид в продольном разрезе, схематически иллюстрирующий пористое металлическое тело, полученное в результате применения настоящего изобретения.
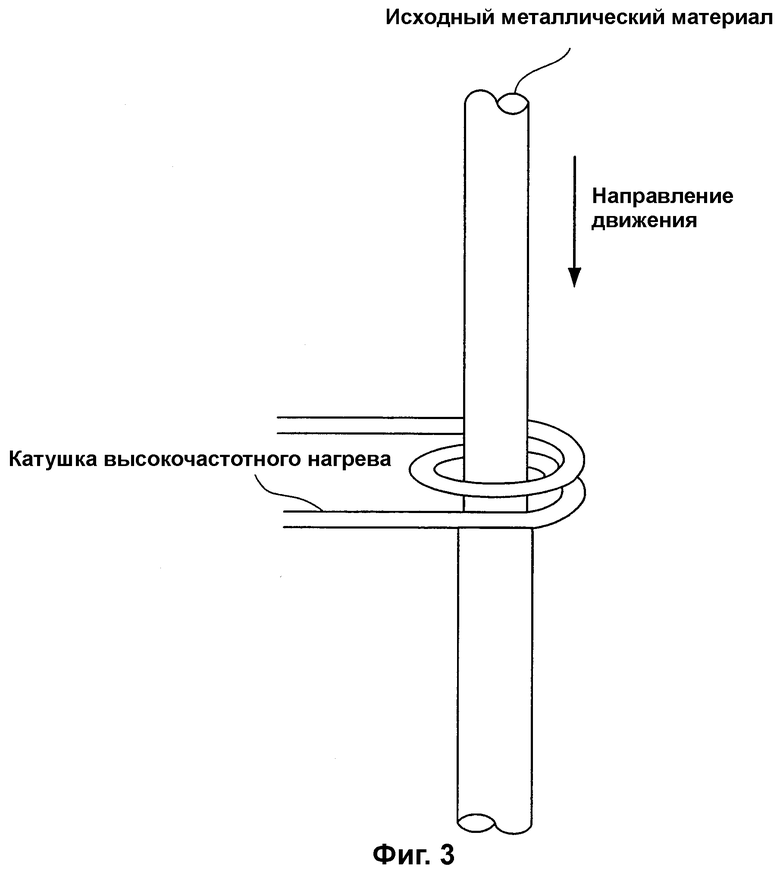
Фиг. 3 представляет собой вид, схематически показывающий способ постепенного плавления части исходного металлического материала при вертикальном движении материала.
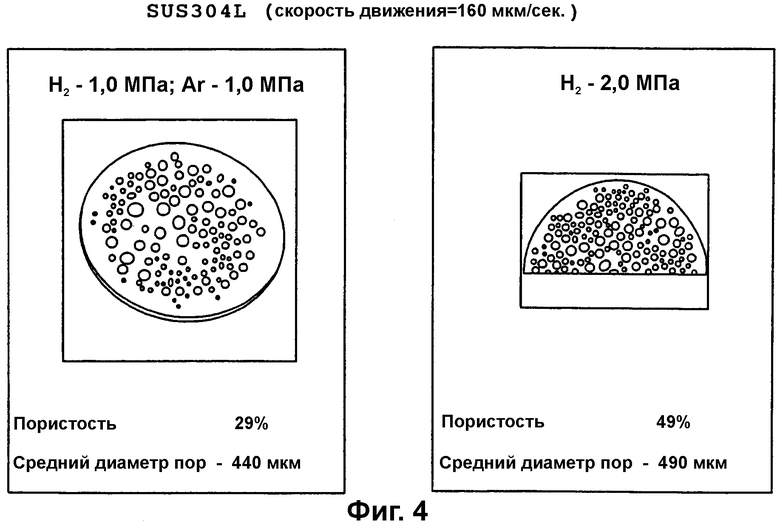
Фиг. 4 представляет собой виды в поперечном разрезе, схематически иллюстрирующие пористые тела из нержавеющей стали, полученные в результате применения настоящего изобретения: один вид иллюстрирует пористое тело из нержавеющей стали, полученное в смешанной газовой атмосфере из водорода и аргона, а другой вид иллюстрирует пористое тело из нержавеющей стали, полученное в атмосфере водорода.
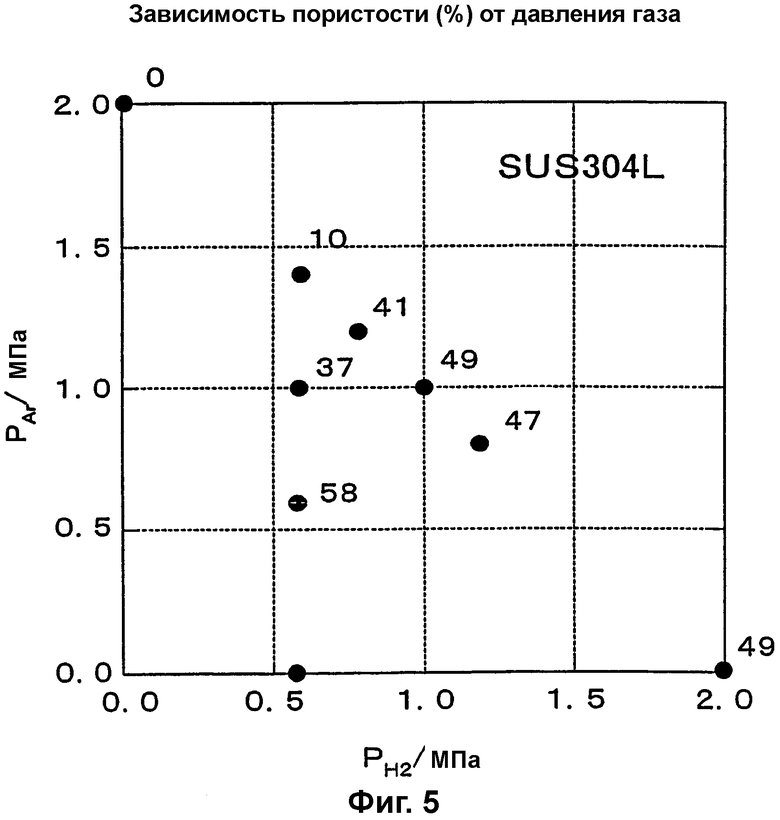
Фиг. 5 представляет собой график, показывающий взаимосвязь между пористостью и парциальным давлением водорода/парциальным давлением аргона при получении пористого тела из нержавеющей стали в смешанной газовой атмосфере из водорода и аргона.
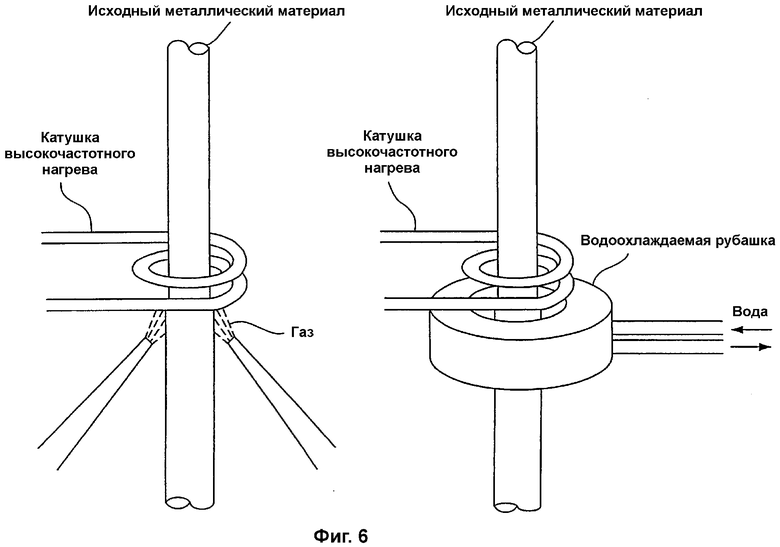
Фиг. 6 представляет собой виды, схематически иллюстрирующие два способа осуществления принудительного охлаждения расплавленного металла при плавке методом плавающей зоны.
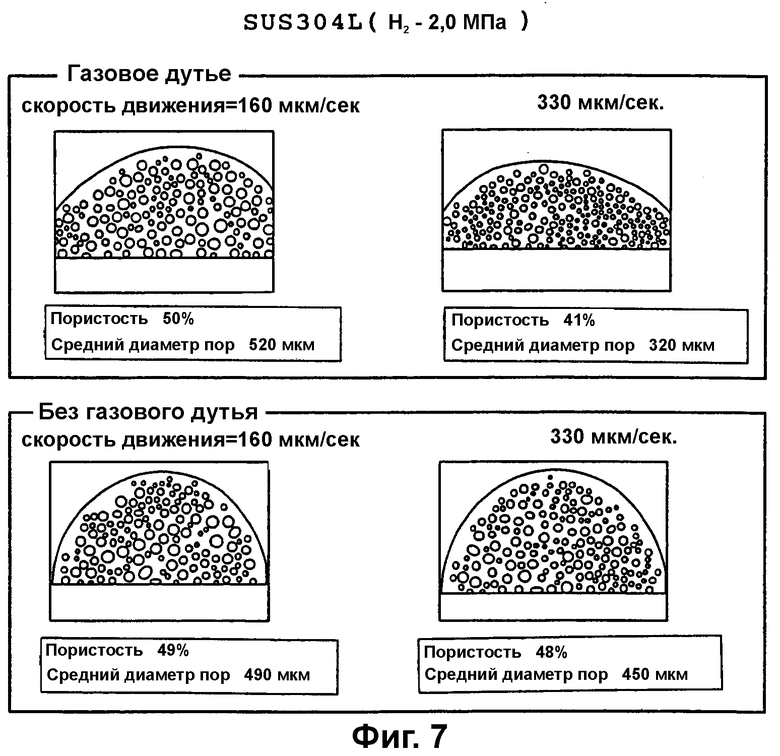
Фиг. 7 схематически показывает виды в поперечном разрезе, частично иллюстрирующие пористые металлические тела, полученные при различных скоростях движения исходного металлического материала: каждый из двух видов иллюстрирует пористое металлическое тело, подвергнутое при охлаждении обдувке газом для отверждения расплавленного металла; а каждый из двух других видов иллюстрирует пористое металлическое тело, не подвергнутое обдувке газом.
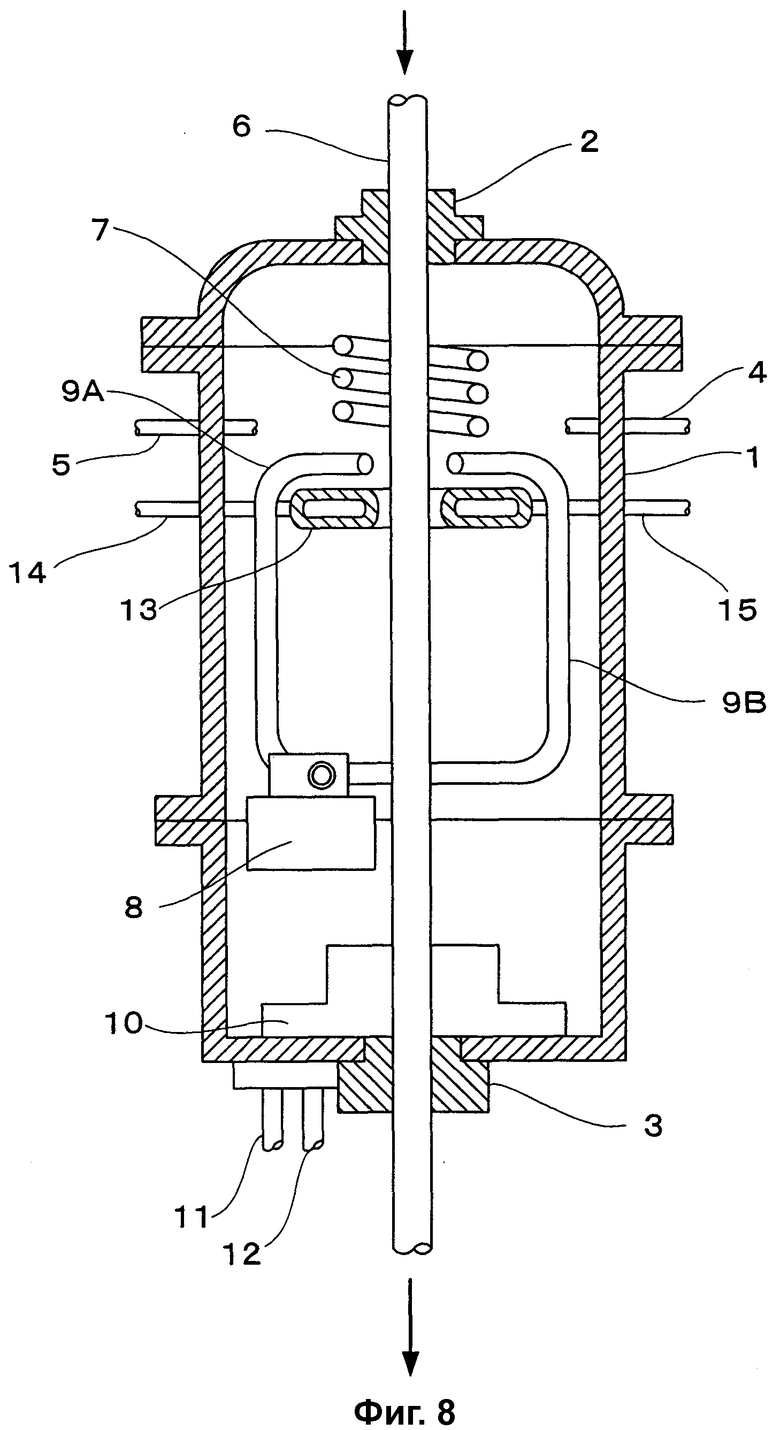
Фиг. 8 представляет собой вид в поперечном разрезе, схематически показывающий пример применяемого в настоящем изобретении устройства для получения пористого металлического тела.
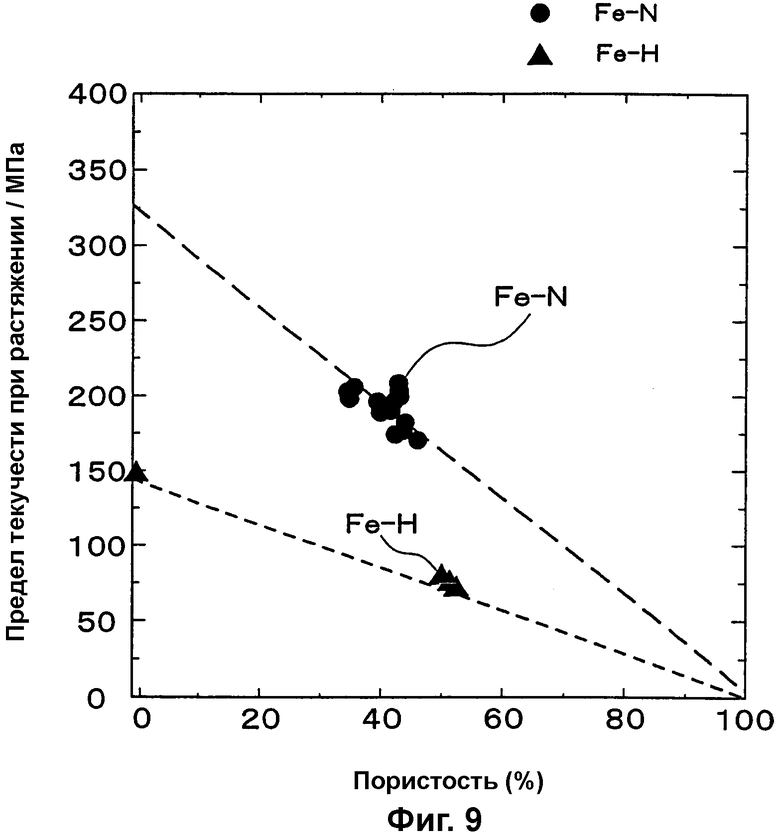
Фиг. 9 представляет собой график, показывающий взаимосвязь между пористостью и пределом текучести при растяжении в направлении, параллельном направлению роста пор в пористом железном теле, полученном с применением азота или водорода в качестве растворяемого газа.
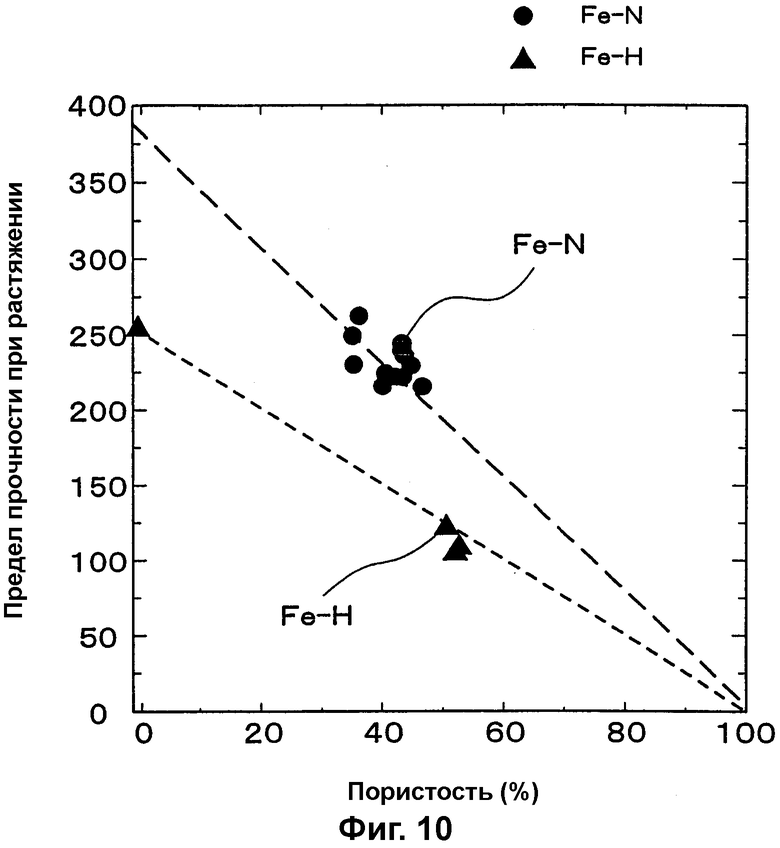
Фиг. 10 представляет собой график, показывающий взаимосвязь между пористостью и пределом прочности при растяжении в направлении, параллельном направлению роста пор в пористом железном теле, полученном с применением азота или водорода в качестве растворяемого газа.
На чертеже, приведенном на фиг. 8, позицией 1 обозначен воздухонепроницаемый (герметичный) контейнер, позициями 2 и 3 обозначены уплотняющие элементы, позицией 4 обозначена вытяжная труба, позицией 5 обозначена труба для подачи газа, позицией 6 обозначен исходный металлический материал, позицией 7 обозначена катушка высокочастотного нагрева, позицией 8 обозначена установка для дутья, позициями 9А и 9В обозначены трубы для дутья, позицией 10 обозначен охлаждающий блок, позициями 11 и 12 обозначены трубы для циркуляции охлаждающей воды, позицией 13 обозначена охлаждающая рубашка, а позициями 14 и 15 обозначены трубы для циркуляции охлаждающей воды.
Конкретные варианты осуществления настоящего изобретения
В настоящем изобретении в качестве исходного металлического материала может быть использован материал, имеющий высокую степень растворимости газа в жидкой фазе и низкую степень растворимости газа в твердой фазе. Такой металл в расплавленном состоянии растворяет большое количество газа. Однако количество растворенного газа резко снижается, когда металл начинает затвердевать с понижением температуры. Поэтому во время плавки исходного металлического материала температуру и давление окружающей газовой среды соответствующим образом контролируют, а расплавленный металл отверждают, адекватным образом выбирая скорость охлаждения, давление окружающей газовой среды и т.д., при этом в твердой фазе поблизости от границы между твердой и жидкой фазами могут образовываться пузырьки в результате выделения газа, растворенного в жидкой фазе. Такие газовые пузырьки возникают и растут (увеличиваются) в процессе затвердевания металла, при этом в твердой фазе образуются многочисленные поры.
Согласно способу в соответствии с настоящим изобретением, подробно описываемому ниже, исходный металлический материал постепенно частично плавят с применением плавки методом плавающей зоны и в расплавленном металле растворяют газ. Затем расплавленный металл отверждают, контролируя при этом условия охлаждения, в результате чего можно соответствующим образом управлять формой пор, диаметром пор, пористостью и т.п. в полученном продукте. Следовательно, может быть получено пористое металлическое тело, имеющее ряд (множество) микропор, удлиненных в одном направлении.
Фиг. 1 представляет собой вид в поперечном разрезе, схематически иллюстрирующий пористое металлическое тело, полученное способом по настоящему изобретению. Фиг. 2 представляет собой вид в продольном разрезе, схематически иллюстрирующий такое пористое металлическое тело. Как следует из фигур 1 и 2, способ по настоящему изобретению обеспечивает получение пористого металлического тела, в котором сформирован ряд (множество) приблизительно равномерных микропор, вытянутых в продольном направлении.
Согласно способу в соответствии с изобретением, в качестве исходного металлического материала может быть использован любой материал без ограничений, но при условии, что такой материал имеет высокую степень растворимости газа в жидкой фазе и низкую степень растворимости газа в твердой фазе. Более конкретно, способ в соответствии с изобретением обеспечивает возможность применения в качестве исходных металлических материалов таких металлических материалов, которые имеют низкую удельную теплопроводность, таких как стали, нержавеющие стали, суперсплавы на основе никеля и т.д., получение равномерных пор в которых известными способами затруднительно. В качестве исходных металлических материалов могут быть использованы железо, никель, медь, алюминий, магний, кобальт, вольфрам, марганец, хром, бериллий, титан, серебро, золото, платина, палладий, цирконий, гафний, молибден, олово, свинец, уран и т.д., а также сплавы, содержащие один или несколько указанных металлов.
Согласно способу в соответствии с настоящим изобретением, исходный металлический материал подвергают постепенной частичной плавке с применением плавки методом плавающей зоны, одновременно продвигая его. Направление движения исходного металлического материала конкретно не ограничено и может быть любым, например, перпендикулярным силе тяжести, параллельным силе тяжести и т.д. Фиг. 3 схематически иллюстрирует способ получения с вертикально движущимся исходным металлическим материалом в форме стержня при непрерывной плавке части материала.
Исходные металлические материалы конкретно не ограничены по форме и она может быть любой при условии, что исходный металлический материал может быть постепенно частично расплавлен и отвержден охлаждением с применением плавки методом плавающей зоны. К примеру, может быть использован исходный металлический материал большой длины в виде стержня, пластины, цилиндрической трубы и т.п. В том случае, если материал имеет форму стержня, он предпочтительно является цилиндрическим и имеет диаметр от 0,3 до 200 мм для обеспечения быстрого охлаждения материала до его сердцевины при охлаждении. При использовании исходного металлического материала, имеющего форму пластины, металлическая пластина большой длины предпочтительно имеет толщину приблизительно от 0,1 до 100 мм, а ширину - приблизительно от 0,1 до 500 мм.
Условия плавки методом плавающей зоны конкретно не ограничены и могут быть соответствующим образом выбраны согласно известным способам.
Для частичного нагревания металлического материала может быть соответствующим образом модифицирован способ нагрева, применяемый в области плавки методом плавающей зоны. Обычно применяют нагревание с помощью высокочастотной индукции. Однако могут быть также использованы другие способы нагревания, такие как лазерное нагревание, электронагрев при помощи джоулева тепла, нагревание при помощи электропечи сопротивления, инфракрасное нагревание, электродуговое нагревание и т.д.
Количество растворенного газа увеличивается с подъемом температуры расплавленного участка, в то время как высокая температура расплавленного участка требует более длительного периода охлаждения для отверждения расплавленного металла и, таким образом, диаметр пор проявляет тенденцию к увеличению. Нужная температура плавки может быть определена с учетом вышеуказанных факторов. В целом, является предпочтительным, чтобы температура плавки находилась в интервале от точки плавления до температуры приблизительно на 500°С выше указанной точки плавления.
Длина расплавляемого участка может быть установлена в зависимости от вида и формы используемого исходного металлического материала и т.д. и может находиться в таком интервале, в пределах которого форма расплавленного участка может сохраняться благодаря поверхностному натяжению без выпадения (вытекания) расплавленного участка.
При необходимости, исходный металлический материал может вращаться со скоростью приблизительно от 1 до 100 об./мин. При движении исходного металлического материала с одновременным вращением во время плавки он равномерно нагревается. В частности, исходный металлический материал в форме стержня большого диаметра приводят во вращение вокруг продольной оси, чтобы таким образом достичь более равномерного нагревания материала, что обеспечивает быструю и равномерную плавку.
Согласно способу в соответствии с настоящим изобретением, расплавленный участок должен быть помещен в атмосферу, содержащую растворяемый газ (т.е. растворяющийся газ). В ходе плавки исходного металлического материала в атмосфере растворяющегося газа в расплавленном участке исходного металлического материала может растворяться большое количество газа.
Что касается растворяющегося газа, то, в зависимости от типа используемого исходного металлического материала, может быть использован газ, имеющий высокую степень растворимости в жидкофазном металле и низкую степень растворимости в твердофазном металле. Примерами таких газов являются водород, азот, кислород, фтор, хлор и т.д. Указанные газы могут быть использованы по отдельности или в виде смеси двух и более газов. С точки зрения безопасности предпочтительными среди указанных газов являются водород, азот, кислород и т.п. В некоторых случаях образующиеся поры содержат только растворяющийся газ. В других случаях получаемые поры могут содержать газы, образующиеся в результате реакции компонента расплавленного металла с растворенным газом. К примеру, в том случае, когда в качестве растворяющегося газа применяют кислород, а в расплавленном металлическом материале содержится углерод, образующиеся поры могут содержать монооксид углерода, диоксид углерода и т.д.
Если исходным металлическим материалом является железо, никель или сплавы, содержащие указанные металлы, является предпочтительным применение в качестве растворяющегося газа по меньшей мере одного газа, выбранного из группы, состоящей из водорода и азота. Если исходный металлический материал представляет собой медь, алюминий, магний, кобальт, вольфрам, марганец, хром, бериллий, титан, палладий, цирконий, гафний, молибден, олово, свинец, уран или сплавы, содержащие указанные металлы, то предпочтительным в качестве растворяющегося газа является водород. Если исходный металлический материал представляет собой серебро, золото или сплавы, содержащие указанные металлы, то предпочтительным в качестве растворяющегося газа является кислород.
Растворяющийся газ имеет тенденцию ко все большему растворению в расплавленном металле при повышении давления газа, что приводит к более высокой пористости получаемого пористого металлического тела. Соответственно, давление растворяющего газа может быть подходящим образом установлено (задано) с учетом вида исходного металлического материала, желаемой формы пор, диаметра пор, пористости получаемого пористого тела и т.п. Давление растворяющегося газа предпочтительным образом составляет приблизительно от 10-3 Па до 100 МПа, более предпочтительно - от 10 Па до 10 МПа.
Во время плавки методом плавающей зоны в соответствии с данным изобретением расплавленный участок и охлажденный/отвержденный участок обычно поддерживаются в той же самой газовой атмосфере. Диаметром пор и пористостью пористого металлического тела можно более точно управлять при смешивании растворяющегося газа с инертным газом.
Боле конкретно, при использовании смеси растворяющего газа и инертного газа и поддержании постоянного давления инертного газа пористость пористого тела повышается с повышением давления растворяющегося газа. И наоборот, при поддержании постоянного давления растворяющегося газа пористость пористого тела снижается с повышением давления инертного газа. Причина данных явлений может быть следующей. Инертный газ плохо растворяется в расплавленном металле. Таким образом, при использовании высокого давления инертного газа при охлаждении расплавленного металла с целью его отверждения пористое тело подвергается воздействию высокого давления инертного газа из-за его плохой растворимости в расплавленном металле. Следовательно, объем пор пористого тела снижается.
Одновременно пористость пористого тела проявляет тенденцию к повышению с повышением общего давления газовой смеси.
Могут быть использованы такие инертные газы, как гелий, аргон, неон, криптон, ксенон и т.д. Указанные газы могут быть использованы по отдельности, либо может быть использовано сочетание двух и более газов.
Давление инертного газа не ограничено, однако оно может быть соответствующим образом установлено для получения желательного пористого тела. Оно предпочтительно составляет около 90 МПа или менее. Пропорция смешивания растворяющегося газа и инертного газа конкретно не ограничена, однако обычно давление инертного газа составляет около 95% или менее от общего давления растворяющегося газа и инертного газа. Для получения нужного эффекта в результате использования смеси с добавлением инертного газа давление инертного газа может в целом составлять около 5% или более от общего давления.
Фиг. 4 схематически представляет поперечные разрезы пористых тел из нержавеющей стали (SUS304L): одно из тел было получено в смешанной газовой атмосфере, содержащей 1,0 МПа водорода и 1,0 МПа аргона, а другое тело было получено в водородной газовой атмосфере, содержащей 2,0 МПа водорода. Пористые тела, показанные на фиг. 4, получены при скорости движения исходного металлического материала 160 мкм/сек и температуре плавления от 1430 до 1450°С. Поперечный разрез пористого тела, полученного при давлении водорода 2 МПа, проиллюстрирован лишь частично.
Фиг. 4 показывает, что при использовании смешанного газа, содержащего водород (1,0 МПа) и аргон (1,0 МПа), пористость является очень низкой, а диаметр пор также невелик.
Фиг. 5 представляет собой график, показывающий взаимосвязь между парциальным давлением водорода/аргона и пористостью в пористом теле, полученном с применением в качестве исходного металлического материала нержавеющей стали (SUS304L) в смешанной газовой атмосфере из водорода и аргона. Данный график показывает, что при повышении парциального давления аргона и поддержании давления водорода на уровне, к примеру, 0,6 МПа, объем пузырьков, т.е. пористость, уменьшается. Более того, при поддержании постоянного общего давления газа, пористость повышается с повышением парциального давления водорода.
В результате плавки исходного металлического материала, а затем охлаждения расплавленного металла с целью его отверждения в соответствии с вышеприведенным описанием, в твердой фазе поблизости от границы раздела твердая фаза/жидкая фаза благодаря выделению газа, который был растворен в жидком металле, образуется ряд (множество) пор. Согласно способу в соответствии с настоящим изобретением с применением плавки методом плавающей зоны, металлический материал непрерывно охлаждают в процессе его движения. Таким образом, скорость охлаждения является приблизительно постоянной в продольном направлении металла. Поэтому формой пор, диаметром пор, пористостью и т.п. можно управлять в продольном направлении, при этом может быть получено пористое тело с равномерными порами, вытянутыми в продольном направлении.
В данном случае диаметром пор пористого тела можно управлять путем варьирования скорости движения исходного металлического материала. Конкретнее, более высокая скорость охлаждения, обеспечиваемая более высокой скоростью движения исходного металлического материала, предотвращает активное соединение пузырьков и их укрупнение. Таким образом, может быть получено пористое тело с порами небольшого диаметра.
Скорость движения исходного металлического материала конкретно не ограничена и может быть установлена (задана) с учетом размера применяемого исходного металлического материала, желаемого диаметра пор и т.п. таким образом, чтобы обеспечить подходящую скорость охлаждения. В целом, скорость находится в интервале движения приблизительно от 10 мкм/сек до 10000 мкм/сек.
Более того, при принудительном охлаждении расплавленного участка металла с целью его отверждения, весь металл может быть быстрее охлажден по сравнению с естественным охлаждением. Таким образом, подавляется укрупнение пор внутри металлического тела и обеспечивается образование пор меньшего диаметра. В частности, даже при использовании металла, имеющего низкую удельную теплопроводность, принудительное охлаждение при соответствующим образом установленной скорости охлаждения обеспечивает быстрое охлаждение до внутренней части металлического тела, при этом обеспечивая образование равномерных пор.
Применяемый способ принудительного охлаждения конкретно не ограничен, поэтому могут быть использованы различные способы, включая охлаждение при помощи обдува газом; охлаждение при помощи контакта с охлаждающей рубашкой, в результате которого образуется внутренняя поверхность, соответствующая наружной форме исходного металлического материала, и охлаждение при помощи контакта с водоохлаждаемым блоком на одном или обоих концах исходного металлического материала. На фиг. 6 левый вид схематически показывает способ охлаждения при помощи обдува газом, а правый вид схематически показывает способ охлаждения с применением водоохлаждаемой рубашки. Способ обдува газом включает, к примеру, способ дутья газа под давлением на отверждаемый участок с одновременной циркуляцией окружающего газа, имеющего низкую температуру, поддерживаемую в нижней части устройства.
При использовании такого способа для осуществления принудительного охлаждения поддерживается высокий температурный градиент независимо от скорости движения металлического тела. Таким образом, скорость охлаждения повышается с повышением скорости движения, при этом может быть получено пористое тело с порами меньшего диаметра.
Фиг. 7 представляет собой вид в поперечном разрезе, частично иллюстрирующий пористые металлические тела, полученные при скорости движения исходного металлического материала, составляющей 160 мкм/сек и 330 мкм/сек соответственно: одно тело подвергали принудительному охлаждению при помощи обдува газом, а другое не подвергали такому охлаждению. Данные пористые материалы получали с применением нержавеющей стали (SUS304L) в качестве исходного металлического материала в атмосфере с давлением водорода 2,0 МПа и при температуре плавления от 1430 до 1450°С.
Как явствует из фиг. 7, повышение скорости движения исходного металлического материала создает тенденцию, заключающуюся в том, что диаметр пор уменьшается и снижается уровень пористости. В частности, способ обдувки газом сильно укрепляет данную тенденцию.
Более того, согласно способу в соответствии с настоящим изобретением, исходный металлический материал, при необходимости, может быть подвергнут дегазации перед его плавкой методом плавающей зоны. Процесс дегазации может быть осуществлен путем помещения исходного металлического материала для получения пористого тела в воздухонепроницаемый контейнер и его выдерживания при пониженном давлении и температуре, находящейся в интервале от комнатной температуры до температуры ниже точки плавления металла. В результате осуществления данного процесса снижается количество примесей, содержащихся в металле, таким образом обеспечивая получение пористого металлического тела более высокого качества.
Пониженное давление на стадии дегазации варьируется в зависимости от вида используемого исходного металлического материала, удаляемых из исходного металлического материала примесных компонентов (таких как кислород, азот и водород) и т.п. Давление обычно составляет около 7 Па или ниже, а предпочтительно - приблизительно от 7 Па до 7х10-4 Па. В случае недостаточного снижения давления оставшиеся примеси могут ухудшить коррозионную стойкость, механическую прочность, ударную вязкость и т.д. пористого металлического тела. И наоборот, излишнее снижение давления улучшает до определенного уровня свойства получаемого пористого металлического тела, но существенно повышает стоимость производства и эксплуатации устройства, а следовательно, является нежелательным.
Температура исходного металлического материала во время дегазации поддерживается на уровне от комнатной температуры до температуры ниже точки плавления исходного металлического материала, а предпочтительно приблизительно на 50-200°С ниже указанной точки плавления.
Время выдерживания металла во время стадии дегазации может быть соответствующим образом установлено в зависимости от вида и количества примесей, содержащихся в металле, нужной степени дегазации и т.п.
Фиг. 8 представляет собой вид в поперечном разрезе, схематически показывающий пример устройства для получения пористого металлического тела согласно способу в соответствии с данным изобретением.
Пористое металлическое тело получают, применяя устройство, показанное на фиг. 8, в соответствии с нижеприведенным описанием. Вначале включают вакуумный насос (не показан) для вакуумирования воздухонепроницаемого контейнера 1 через вытяжную трубу 4. Затем в него подают растворяющийся газ и инертный газ по трубе 5 для подачи газа до тех пор, пока давление в воздухонепроницаемом контейнере 1 не достигнет заданной величины. Воздухонепроницаемый контейнер 1 герметично закрыт при помощи уплотнителей 2 и 3 или т.п.
Вид и давление газа, подаваемого в воздухонепроницаемый контейнер 1, могут быть соответствующим образом установлены в соответствии с нужной пористостью и т.п., которая может быть, к примеру, определена, исходя из ранее установленной взаимосвязи между пористостью и давлением газа, как показано на фиг. 5.
Исходный металлический материал 6 подают в воздухонепроницаемый контейнер 1 с заданной скоростью, применяя движущий механизм (не показан), связанный с производственным устройством, а затем нагревают с помощью нагревательного средства, такого как катушка 7 высокочастотного нагрева, с целью частичной непрерывной плавки. Растворяющийся газ в окружающей атмосфере растворяется в расплавленном участке металла.
Исходный металлический материал 6, двигаясь вниз с заданной скоростью и пройдя через область нагрева, где расположена катушка 7 высокочастотного нагрева или т.п., затем охлаждается, переходя из расплавленного состояния в твердое состояние.
Устройство, представленное на фиг. 8, снабжено следующими тремя видами охлаждающих механизмов для охлаждения исходного металлического материала 6, прошедшего участок нагрева: механизм, в котором газ в контейнере подвергают циркуляции с помощью установки для дутья 8, установленной внутри воздухонепроницаемого контейнера 1, и выдувают на исходный металлический материал из труб для дутья 9А и 9В; другой механизм для охлаждения концевого участка исходного металлического материала путем циркуляции охлаждающей воды по соответствующим трубам 11 и 12 для циркуляции охлаждающей воды с помощью охлаждающего блока 10, установленного в нижней части воздухонепроницаемого контейнера 1; и еще один механизм для контактного охлаждения водой, циркулирующей по трубам 14 и 15 для циркуляции охлаждающей воды с применением охлаждающей рубашки 13 в форме кольца, расположенной вокруг исходного металлического материала. В зависимости от желаемой формы пор, диаметра пор, пористости и т.п., в установке, представленной на фиг. 8, может быть использован по меньшей мере один из указанных охлаждающих механизмов либо, напротив, может быть использовано естественное охлаждение.
В затвердевшем металле в результате выделения растворенного газа из расплавленного металла образуются пузырьки. Такие газовые пузырьки по мере затвердевания металла простираются (располагаются) в продольном направлении, тем самым обеспечивая получение пористого металлического тела, имеющего ряд пор.
Полученное пористое металлическое тело удаляют из устройства через уплотнитель 3, завершая производственный процесс.
Как указано выше, способ в соответствии с настоящим изобретением обеспечивает получение пористого металлического тела, в котором равномерные и микроскопические поры простираются (проходят) в продольном направлении. Согласно способу в соответствии с настоящим изобретением, формой пор, пористостью и т.п. можно желательным образом управлять даже при использовании материалов с низкой удельной теплопроводностью, таких как стали, нержавеющие стали, суперсплавы на основе никеля и т.д. Поэтому способ в соответствии с настоящим изобретением найдет широкое применение.
Формой пор, диаметром пор, пористостью и т.п. в получаемом пористом металлическом материале можно желательным образом управлять путем соответствующего задания температуры плавления, вида и давления применяемого растворяющегося газа, пропорции смешивания инертного газа, скорости движения исходного металлического материала, условий охлаждения и т.п. В целом, диаметром пор можно управлять в пределах широкого интервала, составляющего приблизительно от 10 мкм до 10 мм. Кроме того, может быть получено пористое тело с микропорами, имеющими диаметр около 10 или менее мкм. Более того, пористость может быть выбрана по желанию в пределах широкого интервала, составляющего около 80% или ниже.
Согласно способу в соответствии с настоящим изобретением, при использовании в качестве исходного металлического материала металлов на основе железа, таких как чистое железо промышленного сорта, углеродистая сталь, нержавеющая сталь, Fe-Cr сплав, литейный чугун и т.д., а в качестве растворяющего газа - азота, получаемое пористое металлическое тело приобретает чрезвычайно высокую прочность при растяжении, прочность при сжатии и т.п. Такое пористое тело представляет собой весьма ценный высокопрочный и облегченный металлический материал. Более того, производственный процесс в высшей степени целесообразен, поскольку при получении такого материала может быть обеспечен высокий уровень безопасности благодаря использованию азота в качестве растворяющегося газа.
Причина, по которой такой высокопрочный пористый материал на основе железа может быть получен при использовании азота в качестве растворяющегося газа, как считается, заключается в следующем. Согласно способу в соответствии с настоящим изобретением растворенный азот образует твердый раствор с железосодержащим металлом. Следовательно, помимо образования равномерных и микроскопических пор, получаемый пористый металл становится более прочным (упрочняется) благодаря образованию такого твердого раствора и диспергированию нитрида в пористом материале.
Промышленная применимость
Согласно способу получения пористого металлического тела в соответствии с данным изобретением, можно легко управлять формой пор, диаметром пор, пористостью и т.п. Более того, даже при использовании исходного металлического материала с низкой удельной теплопроводностью может быть получено пористое металлическое тело с равномерными и микроскопическими порами, вытянутыми в продольном направлении.
Полученное пористое металлическое тело имеет облегченный вес и высокую удельную прочность (прочность/масса), высокую механическую обрабатываемость, свариваемость и т.д. Благодаря такой уникальной структуре и превосходным характеристикам пористые металлические тела в соответствии с настоящим изобретением могут быть использованы в самых различных областях.
В частности, пористое тело из сплава на основе железа, полученное в атмосфере азота, может быть использовано в качестве легкого и высокопрочного железного материала.
Примеры применения пористых тел, полученных в соответствии с настоящим изобретением, включают в себя материалы для хранения водорода, вибрационно-стойкие материалы, амортизирующие материалы, электромагнитные экранирующие материалы, детали и конструктивные элементы различных конструкций (основные конструкционные материалы, детали двигателей и другие детали для транспортных средств, таких как автомобили, корабли, самолеты и т.д., керамические опоры для ракетных или реактивных двигателей, облегченные панели для космического оборудования, детали станков и т.д.), материалы для медицинских целей (такие как искусственные суставы, искусственные зубы и т.д.), теплообменные материалы, теплопоглощающие материалы, звукоизолирующие материалы, материалы для разделения газа/жидкости, легкие детали конструкций, материалы для самосмазывающихся подшипников, гидростатические подшипники, фильтры, материалы для выдувания газа во время газовых/жидкостных реакций и т.д. Пористое металлическое тело, полученное в соответствии с настоящим изобретением, не ограничено вышеперечисленными видами применения и может также применяться для различных других целей.
Наилучшие варианты осуществления настоящего изобретения
Далее настоящее изобретение описано более подробно со ссылкой на примеры.
Пример
Различные виды пористых металлических тел, имеющих различную пористость, были получены с использованием железа чистотой 99,99% в качестве исходного металлического материала, а также устройства, представленного на фиг. 8. В качестве исходного металлического материала использовали цилиндрический материал диаметром 10 мм и длиной 1000 мм.
В качестве растворяющегося газа в устройство подавали азот или водород, а при необходимости дополнительно подавали аргон с целью управления пористостью.
Скорость движения исходного металлического материала устанавливали на уровне 160 мкм/сек. В качестве нагревательного средства использовали катушку высокочастотного нагрева, а температуру расплавляемого участка поддерживали на уровне 1555°С.
Фиг. 9 представляет собой график, показывающий взаимосвязь между пористостью и пределом текучести при растяжении полученного пористого металлического материала. Фиг. 10 представляет собой график, показывающий взаимосвязь между пористостью и пределом прочности при растяжении. График на фиг. 9 показывает результаты измерения предела текучести при растяжении в направлении, параллельном направлению роста пор. График на фиг. 10 показывает результаты измерения предела прочности при растяжении в направлении, параллельном направлению роста пор.
Таблица показывает взаимосвязь между давлением растворяющегося/инертного газа и средней пористостью некоторых материалов из пористых металлических материалов, проиллюстрированных на фиг. 9 и 10.
Как следует из фигур 9 и 10, при получении пористого металлического тела с использованием железа в качестве исходного металлического материала в атмосфере азота получают более высокопрочное пористое тело по сравнению с пористым металлическим телом, полученным в атмосфере водорода.
Более подробно, пористое металлическое тело, полученное в атмосфере азота, имеет по существу такую же прочность при растяжении, как и железный материал без пор, даже в том случае, когда тело из пористого материала имеет пористость 40%. Таким образом, применение такого пористого металлического тела в качестве облегченного и высокопрочного железного материала является чрезвычайно целесообразным.
Изобретение относится к металлургии, а именно к способам получения пористого металлического тела. Пористое металлическое тело получают постепенной плавкой части исходного металлического материала с высокой степенью растворимости газа в жидкой фазе и низкой степенью растворимости газа в твердой фазе при продвижении этого материала через нагревательное средство с применением плавки методом плавающей зоны в газовой атмосфере для растворения газа в получаемой зоне расплавленного металла и постепенным отверждением зоны расплавленного металла при контролируемых температуре и давлении. Разработана новая технология получения пористого тела, у которого равномерные и микроскопические поры, расположенные только в продольном направлении, могут быть получены независимо от удельной теплопроводности используемого исходного материала даже при получении изделий большой длины или крупных изделий в виде стержней. 2 н. и 12 з.п. ф-лы, 10 ил., 1 табл.
| US 5181549 А, 26.01.1993 | |||
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА, ПОРИСТЫЙ МЕТАЛЛИЧЕСКИЙ МАТЕРИАЛ И ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО УСТРОЙСТВА НАКОПЛЕНИЯ И СОХРАНЕНИЯ ЗАРЯДА | 1997 |
|
RU2137262C1 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| US 5151246 A, 29.09.1992. | |||

