Изобретение относится к металлургии и может быть использовано для охлаждения длинномерного проката, в частности катанки в потоке стана.
Известно устройство для охлаждения проката (см. а.с. СССР № 545679, МПК C 21 D 1/02, опубл. 05.02.1977 г.), содержащее камеру охлаждения, в торцах которой размещены прямоточная и противоточная форсунки, при этом внутренняя полость противоточной форсунки выполнена с многозаходной винтовой резьбой и с возможностью вращения.
Недостатком данного изобретения является неустойчивое положение проката в процессе охлаждения, потому что поступающий через противоточную форсунку в камеру охлаждения турбулентный поток охладителя создает значительное сопротивление движению проката и препятствует его гидротранспортированию, поскольку усилий, развиваемых прямоточным потоком охладителя, недостаточно для преодоления усилий, развиваемых противоточным потоком. Выполнение внутренней полости противоточной форсунки с многозаходной винтовой резьбой и с возможностью вращения ухудшает центрирование проката, что приводит к его бурению и, как следствие, к дополнительному увеличению сопротивления движению проката. При высоких скоростях вращения внутренней полости противоточной форсунки происходит повышенное нагнетание воздуха в камеру охлаждения с созданием водовоздушной смеси, что приводит к ухудшению условий охлаждения проката.
Наиболее близким к заявляемому изобретению по технической сущности и достигаемому результату является устройство для охлаждения проката, описанное в патенте Российской Федерации № 1776212, МПК В 21 В 45/02 и опубл. 15.11.1992 г. Это устройство представляет собой охлаждающую трубу с прямотоком и противотоком, предназначенное преимущественно для охлаждения проволоки и мелкосортного проката. Устройство содержит входную и выходную трубы с диффузорами, установленные с возможностью перемещения вдоль продольной оси устройства и фиксированные посредством эксцентриков в опоре, цилиндрические корпуса с коническими соплами и подводящий патрубок, при этом на продольной оси трубы установлена проводка с внутренними конусами на торцевых участках, размещенными встречно друг другу с образованием двустороннего зазора с проводкой и охватывающей цилиндрические корпуса резьбовой втулкой, а цилиндрические корпуса выполнены с наружной резьбой и установлены с возможностью осевого перемещения относительно резьбовой втулки, которая посредством листовых пластин жестко прикреплена к проводке.
К недостаткам известного устройства можно отнести то, что эксплуатация этого устройства возможна только после предварительной продувки проводки сжатым воздухом для удаления оставшегося от предыдущего процесса охлаждения охладителя во избежание бурения и последующего протягивания переднего конца проката через внутреннюю полость устройства для его заправки в трайбаппарате. Это приводит к тому, что в процессе охлаждения передний конец проката не подвергается охлаждению с заданной скоростью, что приводит к получению неравномерных механических свойств по длине проката.
Так же в процессе охлаждения движущийся прокат испытывает противодействие противоточного потока охлаждения с нарастающим сопротивлением, поскольку на срезе входной трубы поток охладителя имеет меньшую скорость, чем в зазоре, образованном коническим соплом цилиндрического корпуса и проводкой. При этом происходит отклонение проката от осевого перемещения противоточным потоком охладителя, что приводит к бурению проката.
Кроме того, поскольку прокат сначала подвергается охлаждению противоточным потоком охладителя, имеющим в три-четыре раза большую охлаждающую способность, чем прямоточный поток охладителя из-за разности скоростей потока охладителя и проката, это приводит к резкому переохлаждению поверхностных слоев проката с образованием структуры закалки и появлению микротрещин на поверхности проката.
Задачей настоящего изобретения является усовершенствование устройства для охлаждения длинномерного проката путем изменения его конструкции, что обеспечивает возможность непрерывной работы устройства с устойчивым положением переднего конца проката в процессе охлаждения противоточным потоком охладителя и равномерное охлаждение проката по всей его длине.
Поставленная задача решается за счет того, что в устройстве для охлаждения длинномерного проката, содержащем входную и выходную трубы, установленные с возможностью перемещения вдоль продольной оси устройства в цилиндрических корпусах, взаимосвязанных с расположенной на продольной оси устройства проводкой с внутренними конусами, размещенными встречно друг другу, подводящий патрубок, согласно изобретению входная и выходная трубы дополнительно снабжены втулками с конусообразной внешней частью, образующей с внутренними конусами проводки кольцевые сопла, при этом внутри проводки размещена разделительная втулка с внутренним диаметром, равным 0,35-0,6 внутреннего диаметра проводки, по обе стороны от которой в проводке выполнены сливные отверстия, а подводящий патрубок взаимосвязан с цилиндрическим корпусом со стороны входной трубы.
Целесообразно, чтобы отношение угла наклона образующей конусообразной внешней части втулок к продольной оси устройства к углу наклона образующей внутренних конусов проводки к продольной оси устройства было равно 0,6-0,85.
Целесообразно выполнение внутренней поверхности втулки выходной трубы в виде сопряженных цилиндрическим участком диффузора и конфузора.
Совокупность существенных отличительных признаков заявляемого устройства позволяет достичь результата, охарактеризованного задачей изобретения.
Так, выполнение втулок с конусообразной внешней частью, образующей с внутренними конусами проводки кольцевые сопла, размещенные встречно друг другу, приводит к тому, что сначала передний конец проката подвергается охлаждению вращающимся прямоточным потоком охладителя с удалением паровой рубашки с его поверхности и гидротранспортированию прямоточным потоком со скоростью, превышающей скорость движения проката, а затем охлаждению противоточным потоком охладителя с высокой охлаждающей способностью, что позволяет получать структуру закалки без образования микротрещин на поверхности проката и осуществлять равномерное охлаждение проката по всей длине. При этом эксплуатация устройства не требует продувки внутренней полости сжатым воздухом и заправки переднего конца в трайбаппарате, поскольку гидротранспортирование прямоточным потоком охладителя обеспечивает устойчивое положение переднего конца проката в процессе охлаждения противоточным потоком охладителя.
Размещение внутри проводки разделительной втулки с внутренним диаметром, равным 0,35-0,6 внутреннего диаметра проводки, обеспечивает заданные параметры охлаждения. Уменьшение внутреннего диаметра разделительной втулки менее 0,35 внутреннего диаметра проводки приводит к резкому увеличению сопротивления прямоточному потоку охладителя, вибрации проката и, как следствие, его бурению, а увеличение внутреннего диаметра разделительной втулки более 0,6 внутреннего диаметра проводки приводит к резкому снижению скорости охлаждения в противоточном потоке охладителя за счет проникновения прямоточного потока охладителя в зону действия противоточного потока охладителя, изменяя его направление и снижая его охлаждающую способность. Выполнение сливных отверстий в проводке по обе стороны от разделительной втулки обеспечивает беспрепятственный слив отработанных прямоточного и противоточного потоков охладителя.
Установка подводящего патрубка, взаимосвязанного с цилиндрическим корпусом со стороны входной трубы, обеспечивает охлаждение внешней поверхности проводки потоком охладителя, проходящего кольцевую полость, образованную проводкой и цилиндрическими корпусами, и, осуществляя при этом подогрев образующегося противоточного потока охладителя, что позволяет вести охлаждение проката противоточным потоком охладителя, предотвращая появление микротрещин на поверхности проката.
Отношение угла наклона образующей конусообразной внешней части втулки к продольной оси устройства к углу наклона образующей внутреннего конуса проводки к продольной оси устройства, равное 0,6-0,85, обеспечивает скорость движения прямоточного потока охладителя, превосходящую скорость движения проката, осуществляя его гидротранспортирование, а в процессе охлаждения проката противоточным потоком охладителя - заданный температурный режим охлаждения проката.
Выполнение внутренней поверхности втулки выходной трубы в виде сопряженных цилиндрическим участком диффузора и конфузора обеспечивает центрирование проката и минимальное сопротивление его движению.
Приведенная совокупность признаков заявляемого устройства является достаточной во всех случаях, на которые распространяется объем правовой защиты, так как решает поставленную задачу.
Предлагаемое техническое решение иллюстрируется чертежом, на котором схематически приведен общий вид устройства для охлаждения длинномерного проката в разрезе.
Устройство для охлаждения длинномерного проката содержит входную и выходную трубы 1 и 2, установленные соответственно в цилиндрических корпусах 3 и 4 с возможностью перемещения вдоль продольной оси устройства посредством резьбового соединения 5 и маховика 6. На продольной оси устройства расположена проводка 7 с внутренними конусами 8 и 9, размещенными встречно друг другу. Цилиндрические корпуса 3 и 4 взаимосвязаны с проводкой 7 посредством перегородок 10 и 11 с выполненными в них отверстиями 12. Входная и выходная трубы 1 и 2 снабжены соответственно втулками 13 и 14 с конусообразной внешней частью 15, образующей с внутренними конусами 8 и 9 проводки 7 кольцевые сопла 16 и 17 с отношением угла наклона образующей конусообразной внешней части 15 втулок 13 и 14 к продольной оси устройства к углу наклона образующей внутренних конусов 8 и 9 проводки 7 к продольной оси устройства, равным 0,6-0,85. Внутренняя поверхность втулки 14 выходной трубы 2 выполнена в виде сопряженных цилиндрическим участком 18 диффузора 19 и конфузора 20. Внутри проводки 7 размещена разделительная втулка 21 с внутренним диаметром, равным 0,35-0,6 внутреннего диаметра проводки, по обе стороны от которой в проводке 7 выполнены сливные отверстия 22 и 23. Для подвода охладителя установлен патрубок 24, взаимосвязанный с цилиндрическим корпусом 3.
Устройство работает следующим образом.
Охладитель, например вода, под избыточным давлением подается через патрубок 24 в цилиндрический корпус 3, где поток охладителя закручивается и разделяется на два потока. Первый поток охладителя через кольцевое сопло 16, образованное конусообразной внешней частью 15 втулки 13 и внутренним конусом 8 проводки 7 поступает в полость проводки прямоточным потоком. Второй поток охладителя через отверстия 12 перегородки 10 поступает в кольцевую полость, образованную внутренними поверхностями цилиндрических корпусов 3, 4 и внешней поверхностью проводки 7, охлаждая проводку 7. Далее подогретый поток охладителя через отверстия 12 перегородки 11 поступает через кольцевое сопло 17, образованное конусообразной внешней частью 15 втулки 14 и внутренним конусом 9 проводки 7 в полость проводки противоточным потоком.
Прокат, например катанка, с температурой прокатного нагрева около 1000°С подается во входную трубу 1 и далее, проходя через втулку 13, увлекается прямоточным потоком охладителя в полость проводки 7 со скоростью, обеспечивающей дополнительную кинетическую энергию прокату - энергию гидротранспортирования при отношении скорости движения охладителя к скорости движения проката в пределах 1,05-1,2. Во время прохождения в проводке 7 проката в прямоточном потоке охладителя (на участке от среза конусообразной внешней части 15 втулки 13 до разделительной втулки 21) происходит его охлаждение с одновременным удалением с поверхности паровой рубашки турбулентным потоком охладителя. Отработанный прямоточный поток охладителя удаляется через сливное отверстие 22. Прокат, получив необходимую энергию гидротранспортирования и приобретя необходимую устойчивость, поступает через разделительную втулку 21 в противоточный поток охладителя (на участке от разделительной втулки 21 до среза конусообразной внешней части 15 втулки 14), где подвергается интенсивному охлаждению противоточным потоком охладителя, движущимся со скоростью, обеспечивающей кинетическую энергию, меньшую или равную разности кинетических энергий прямоточного потока охладителя и проката, что обеспечивает прохождение проката в устройстве без потери скорости. При этом обеспечивается необходимая скорость охлаждения проката с учетом температуры конца проката и равномерное охлаждение проката по всей длине. Отработанный противоточный поток охладителя удаляется через сливное отверстие 23.
Использование предлагаемого устройства для охлаждения длинномерного проката обеспечивает его непрерывную работу с устойчивым положением переднего конца проката в процессе охлаждения противоточным потоком охладителя, что позволяет осуществлять равномерное охлаждение проката по всей длине, исключая предварительную продувку проводки и заправку переднего конца в трайбаппарате. Устройство для охлаждения длинномерного проката заявляемой конструкции успешно прошло испытания на стане Криворожского металлургического комбината, что подтверждает его промышленную применимость.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТА | 2001 |
|
RU2180278C1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРУЕМОГО ОХЛАЖДЕНИЯ ПРОКАТА | 2001 |
|
RU2174881C1 |
| Устройство для охлаждения и гидротранспортирования прокатных изделий | 1980 |
|
SU926029A1 |
| НАГНЕТАЮЩАЯ ФОРСУНКА | 2001 |
|
RU2174884C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ДЛИННОМЕРНОГО ПРОКАТА | 2001 |
|
RU2174880C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОГО УПРОЧНЕНИЯ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТА | 2003 |
|
RU2253681C1 |
| Устройство для охлаждения проката | 1989 |
|
SU1759902A1 |
| Устройство для совместного охлаждения проката,преимущественно арматурной стали,и прокатных валков | 1982 |
|
SU1080892A1 |
| Устройство для охлаждения проката | 1984 |
|
SU1291223A1 |
| ВВОДНАЯ РОЛИКОВАЯ КОРОБКА (ЕЕ ВАРИАНТЫ) | 2001 |
|
RU2220800C2 |
Изобретение относится к области прокатного производства и может быть использовано для охлаждения катанки в потоке прокатного стана. Задача изобретения - улучшение условий и повышение равномерности охлаждения. Устройство содержит входную и выходную трубы, установленные с возможностью перемещения вдоль продольной оси устройства в цилиндрических корпусах, взаимосвязанных с расположенной на продольной оси устройства проводкой с внутренними конусами, размещенными встречно друг другу, и подводящий патрубок. Входная и выходная трубы дополнительно снабжены втулками с конусообразной внешней частью, образующей с внутренними конусами проводки кольцевые сопла. Внутри проводки размещена разделительная втулка с внутренним диаметром, равным 0,35-0,6 внутреннего диаметра проводки, по обе стороны от которой в проводке выполнены сливные отверстия, а подводящий патрубок взаимосвязан с цилиндрическим корпусом со стороны входной трубы. Изобретение обеспечивает возможность непрерывной работы устройства с устойчивым положением переднего конца проката и равномерное охлаждение проката по всей его длине, 2 з.п. ф-лы, 1 ил.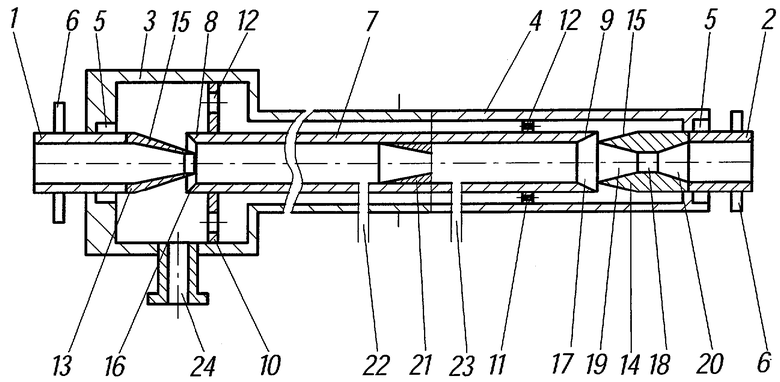
| Охлаждающая труба с прямотоком и противотоком | 1990 |
|
SU1776212A3 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРУЕМОГО ОХЛАЖДЕНИЯ ПРОКАТА | 2001 |
|
RU2174881C1 |
| Устройство для охлаждения проката | 1978 |
|
SU776686A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТА | 2001 |
|
RU2180278C1 |
| GB 2000063 A, 04.01.1971. | |||

