Настоящее изобретение касается способа конструирования и изготовления шин посредством компьютера и информационной базы данных.
В частности, изобретение касается способа конструирования и изготовления шины с заданными эксплуатационными характерными особенностями, посредством которого размеры конструктивных деталей шины определяют с использованием набора соотношений между конструктивными деталями, который связан с требуемыми эксплуатационными характерными особенностями шины.
Изобретение также касается способа конструирования и изготовления ряда шин, с помощью которого размерные характеристики ряда шин автоматически рассчитываются на основании базовой шины, конструкция которой автоматически модифицируется (способ, для краткости называемый "параметризацией"), посредством применения набора соотношений между конструктивными компонентами базовой шины и соответствующими конструктивными компонентами шин в упомянутом ряду.
Вышеупомянутый набор соотношений используется для получения, на основании характеристик базовой шины, размерных характеристик конструктивных деталей шин в упомянутом ряду, отличающихся фактом наличия, относительно упомянутого набора, такого же или отличающегося размера и подобных или отличающихся характеристик действия.
Кроме того, изобретение касается объединенного способа конструирования и изготовления шин, в котором результаты различных этапов конструирования автоматически преобразуются в операционные команды для машинного оборудования для сборки шин.
Изобретение также касается способа конструирования шин, в котором фазы конструирования по меньшей мере частично определяются информацией или требованиями, получаемыми, предпочтительно в реальном времени, из сети передачи данных (Интернета), которая связывает систему обработки изготовителя шин (серверную вычислительную систему) с системой обработки клиента (клиентской системой).
В частности, изобретение касается способа конструирования шин, в котором упомянутая информация включает в себя требования, выбираемые клиентом из совокупности вариантов, касающихся размерных требований и/или требований к рабочим характеристикам шины, где упомянутую совокупность обеспечивает изготовитель.
Как известно, в более ранних системах конструирования шин шину конструировали на основании заранее определенного ряда размерных ограничений и рабочих характеристик, которые определялись в зависимости от требований клиентов и обрабатывались конструктором, при помощи его или ее опыта и технических знаний, до тех пор, пока не появилась возможность произвести промышленный стандарт, по существу состоящий из таблицы, которая конструктивно описывает все составляющие детали (компоненты) новой шины, определяет геометрические размеры, используемые материалы и способы обработки.
На основании этой таблицы обслуживающий объект (завод) поставляет необходимые материалы, механизмы и оборудование и, следуя заранее определенным процессам, производит различные компоненты и собирает их вместе, формируя изготовленную необработанную шину. Изготовленные необработанные шины вулканизируются в специальных пресс-формах, которые определяют внешний вид шины. Затем изделие подвергают ряду проверок перед разрешением продажи.
Недавно было разработано конструирование шин, выполняемое с помощью компьютера.
В патенте США 5710718 описан способ конструирования шины, содержащий следующие этапы:
- идентификацию базисной модели шины, представленной поперечным сечением шины, включающим в себя все ее конструктивные детали;
- выбор множества физических базовых параметров для оценки характерных особенностей шины;
- выбор размерных величин, определяющих габаритные размеры шины, ее поперечное сечение и конструкцию шины, и множество физических параметров;
- определение, в связи с размерными величинами, диапазона максимального отклонения конструктивных деталей базисной модели в пределах поперечного сечения, для выполнения вычисления оптимальных характеристик параметров;
- изменение величины диапазона максимального до получения, посредством вычисления оптимальных характеристик, оптимальной величины физических параметров, которая является сопоставимой с величинами базовых значений;
- реконструкция шины на основании диапазона максимального отклонения, которая приводит к оптимизации базовых параметров.
В заявке на патент EP 953834 описан способ конструирования шин, в котором в начале конфигурируется базисная модель шины. Первый набор переменных величин применяется к базисной модели и используется для определения условий зоны контакта моделируемой шины. Эти условия сравниваются с соответствующими заранее определенными условиями зоны контакта для проверки, являются ли эти два сравниваемых условия сходящимися. Если они не сходятся, набор переменных увеличивают так, чтобы произвести новые условия для зоны контакта моделируемой шины, до получения величин, которые сходятся к этим заранее определенным условиям.
Набор рассматриваемых переменных величин содержит потенциальный износ шины, для которого модель была произведена, радиальную нагрузку, действующую на шину, и рабочее давление.
Было обнаружено, что в описываемом современном уровне техники конструирование новой шины содержит этап выбора базисной модели шины, предварительного определения условий или ограничений, представляющих заранее определенное поведение, или заранее определенные характерные особенности новой шины, и затем получения посредством последовательных аппроксимаций дополнительной модели шины, которая соответствует ограничениям, заранее определенным в начале этапа конструирования, повторения процесса с вовлечением видоизменений и соответствующих проверок упомянутой базисной модели.
Недавно был разработан новый способ изготовления шин, в котором исключены составные компоненты, используемые в известном уровне техники, например бетовый пояс шины, полосы боковин, слои каркаса, полосы брекера и проволочный сердечник борта, причем упомянуты только некоторые из них. Теперь они заменены только тремя различными типами базисных компонентов, которые являются по существу одними и теми же для любой шины, и с помощью которых конструктивные детали, составляющие подлежащую изготовлению шину, собирают прямо на тороидальной опоре. Эти три типа компонентов представляют собой, соответственно, соединение, усиливающий корд и полосу прорезиненной ткани (пояс), состоящую из пояска соединения, содержащего два или более усиливающих корда.
Специалист в данной области техники, в зависимости от его или ее различных требований и располагаемой технологии, также может использовать разное количество базисных компонентов, к примеру только соединения и усиливающие корды, как описано, например, в патенте EP 664232.
Следует обратить внимание на то, что в настоящем описании термин "усиливающий корд" относится и к отдельным жилам, и к кордам, образованным множеством жил, смотанных вместе способом, который известен сам по себе.
Вышеупомянутая тороидальная опора, называемая ниже барабаном, является сборно-разборной жесткой опорой, которую можно извлекать из законченной шины, и внешний в радиальном направлении профиль которой предпочтительно соответствует внутреннему в радиальном направлении профилю изготовленной необработанной шины.
За исключением особых случаев, шина обычно содержит несколько соединений различных типов, например восемь соединений. Усиливающие корды могут быть сделаны из текстильного материала (обычно искусственного волокна, нейлона или материала Kevlar™) или металла, в частности, с жилами, образованными из высокопрочной стали, то есть с высоким содержанием углерода. Пояса также можно делать из текстильных материалов или металла, в зависимости от типа встроенного корда. Предпочтительно использовать пояса, содержащие от 2 до 10 кордов.
Был также модифицирован способ монтажа шины, по существу исключая этапы, содержащие прямое перемещение параллельно оси сборочного барабана, например расположение проволочных сердечников бортов, откидывание назад концов слоев каркаса или приложение боковин к каркасу, причем упомянуты только наиболее важные этапы.
Этот новый способ монтажа шины выполняют посредством нанесения на вышеупомянутый барабан компонентов, выполненных для образования конструктивных деталей шины (по существу, соответствующих деталям, сделанным с помощью известных составных компонентов согласно современному уровню техники), используя два типа перемещения, то есть нанесение в радиальном направлении, направленное по оси вращения барабана, и нанесение по окружности на поверхность барабана, вращающегося вокруг своей оси, или комбинацию этих двух нанесений.
Более точно, базисные компоненты подаются на барабан в виде непрерывных удлиненных деталей. В предпочтительном варианте осуществления, наносимые в радиальном направлении компоненты предварительно разрезают на части заранее определенного размера, в то время как наносимые по окружности компоненты разрезают после наматывания на барабан.
Эти базисные компоненты предпочтительно имеют поперечное сечение с размерами меньше, чем размеры конструктивной детали, которая будет образована, и, за исключением корда, предпочтительно имеют по существу прямоугольную форму.
Более конкретно, барабан поддерживается свободновисящим образом с помощью руки робота, которая предпочтительно имеет антропоморфный тип с семью осями вращения и которая может ориентировать барабан в любое пространственное положение, посредством прямолинейного перемещения и/или поворота руки, относительно положения для поддержания базисного компонента.
Как правило, в этом процессе детали пояса, которые формируют слой или слои каркаса и полосы брекера, наносят с радиальным перемещением, в то время как пояски соединения и усиливающие корды, ориентированные под углом 0°, наносят с помощью кругового перемещения по спирали.
Пояски соединения предпочтительно наносят с натяжением, в зависимости от типа строения, в результате которого получают растянутое состояние от 30% до 70% относительно начальной длины.
В частности, слои каркаса и полосы брекера собирают, нанося на барабан по окружности ряд предварительно отрезанных частей пояса посредством постепенного поворачивания барабана. Ширину пояса, угол поворота, на который барабан следует повернуть после нанесения каждой части, и, в случае брекеров, также относительный угол между осью вращения барабана и осью части пояса, определяют заранее.
В отличающемся способе, согласно патенту EP 664232, наносимые в радиальном направлении компоненты наносят на барабан в радиальном направлении с непрерывно меняющимся перемещением вокруг тороидальной поверхности барабана, в то время как последний вращается вокруг своей оси. В сочетании с этой технологией можно применять конструктивные детали, состоящие из единственного соединения, используя процесс литья под давлением с регулируемым объемом.
Было установлено, что вышеупомянутый способ, содержащий перемещения в радиальном направлении и по окружности, обеспечивает возможность очень высокой степени гибкости во время планирования различных подлежащих изготовлению моделей шины, поскольку, вследствие существенного сходства базисных компонентов для каждого типа шины, можно производить последовательность шин, в которых каждая шина может отличаться от предыдущей.
Фактически от шины к шине может изменяться только скорость вращения барабана для компонентов, прикладываемых по окружности, и осевое протяжение компонентов, прикладываемых в радиальном направлении.
Было обнаружено, что вышеупомянутый способ изготовления шин, то есть посредством нанесения компонентов с перемещением в радиальном направлении или по окружности, или комбинации этих двух перемещений, также обеспечивает возможность очень высокой степени гибкости во время конструирования шины. Кроме того, было обнаружено, что этот способ обеспечивает возможность автоматизации, предпочтительно на основании конструкции базовой шины, с этого момента называемой "прототипом", конструирования других шин с таким же или отличающимся размером и с такими же или отличающимися рабочими характеристиками. Это изобретение также можно применять к различным способам изготовления шины.
Очевидно, что конструкция конструктивных деталей шины при использовании поясков соединения с небольшими размерами поперечного сечения, то есть с размерами, которые составляют целое число окончательных размеров поперечного сечения рассматриваемой конструктивной детали, может преодолевать существенное ограничение, связанное с известным уровнем техники. Необходимость использовать отдельный ряд (относительно размеров) составных компонентов для получения конструктивных деталей предотвращает рассмотрение самих конструктивных деталей в отношении их размеров в виде непрерывной функции.
Анализируя ряд прототипов, сконструированных указанным способом, было обнаружено, что тип и степень характеристики действия шины (например, удобство в отношении стабильности при высокой скорости или сцепления колес с влажными поверхностями) могут быть связаны с конкретными соотношениями между заданными размерными величинами конструктивных деталей шины.
Было установлено экспериментально, что поддержание соотношений в конструкции шин, имеющих размеры, отличающиеся от размеров прототипа, позволяет для шины задавать тип и уровень характеристик, согласующихся с характеристиками вышеупомянутого прототипа.
Было также установлено экспериментально, что изменение соотношений в конструкции шин, имеющих размеры, аналогичные или отличающиеся от размеров прототипа, позволяет для шины задавать тип и уровень характеристик, отличающихся от характеристик прототипа. В наиболее сложном случае, если набор соотношений, который связывает конструкцию шины с заданным типом поведенческой характеристики, известен, согласно настоящему изобретению, можно автоматически преобразовывать отличительную конструкцию (размерные величины) по меньшей мере одного прототипа в отличительную конструкцию других шин, которые отличаются по размеру от прототипа и имеют заданные характерные особенности, отличающиеся от характерных особенностей прототипа.
Было установлено, что знание нескольких наборов соотношений и характерных особенностей, связанных с каждым набором, обеспечивает возможность конструктору автоматически определять, на основании прототипа с известной конструкцией, для каждого типа шины, отличающегося от прототипа, конструкцию, наиболее соответствующую типу заданной характеристики.
В рамках контекста настоящего изобретения, термин "конструкция шины" следует понимать, как означающий по существу набор геометрических форм и материалов, которые характеризуют поперечное сечение шины. В этом контексте, геометрические формы отдельных конструктивных деталей связаны друг с другом посредством математических функций или, предпочтительно, наборов математических функций, которые нашли эффективными в оптимизации конкретных характерных особенностей шины.
Таким образом, способ конструирования шины определяет не абсолютные величины геометрических параметров, которые описывают конструкцию, а "функциональные" правила, посредством которых геометрические формы взаимодействуют друг с другом в зависимости от заданной категории характерных особенностей.
Проверку упомянутых правил функциональных соотношений можно выполнять посредством моделирования, используя математическое вычисление, например анализ конечных элементов (АКЭ), или посредством приобретения опыта экспериментальным путем.
Кроме того, в соответствии с изобретением, способ конструирования преобразовывает абсолютные значения геометрических параметров данной конструкции шины в абсолютные значения геометрических параметров отличающейся конструкции шины.
Согласно первому аспекту, изобретение касается способа конструирования шины, содержащей множество конструктивных деталей, которые отличаются друг от друга размерами, составом (из которого они сделаны) или местоположением в пределах поперечного сечения шины, в котором поперечное сечение ограничено внешним в радиальном направлении профилем и внутренним в радиальном направлении профилем, причем каждая конструктивная деталь содержит базисный компонент, при этом способ включает в себя этапы:
- предварительного определения по меньшей мере одного из профилей,
- образования другого профиля на основании заранее определенных размерных величин конструктивных деталей,
- образования, в пределах поперечного сечения шины, ограниченного внешним и внутренним профилями, форм (контура поперечного сечения) конструктивных деталей,
- заполнения каждой из форм соответствующим (конструктивным) базисным компонентом, предпочтительно, посредством перекрывания или расположения рядом друг с другом поперечных сечений базисного компонента.
Одна из конструктивных деталей предпочтительно содержит по меньшей мере один слой каркаса, размещаемый в пределах поперечного сечения вдоль заранее определенного профиля. Местоположение этого профиля слоя каркаса можно определить на основании одного из внутреннего или внешнего профилей, в соответствии с наличием и положением других конструктивных деталей. В качестве альтернативы можно вначале определить этот профиль слоя каркаса, а положение внутреннего и внешнего профилей определить в соответствии с наличием и положением других конструктивных деталей.
Предпочтительно способ связывает с каждой из конструктивных деталей первую группу абсолютных параметров. Предпочтительно также способ связывает с каждой из конструктивных деталей вторую группу параметров, которые можно видоизменять. Еще более предпочтительно, абсолютные параметры определяют размерные величины конструктивных деталей. В качестве альтернативы или дополнительно, они определяют химические и физические свойства материала, образующего конструктивные детали.
Этим способом предпочтительно вычисляют по меньшей мере одну из размерных величин, которые могут видоизменяться в виде функции расстояния между профилем по меньшей мере одного слоя каркаса и одним из внешнего или внутреннего профилей.
Этим способом предпочтительно вычисляют также по меньшей мере одну из размерных величин, которые можно видоизменять посредством применения заранее определенного набора функциональных соотношений.
Согласно одному его аспекту, способ в соответствии с изобретением содержит этап, обеспечивающий то, чтобы по меньшей мере одна деталь профиля по меньшей мере одного слоя каркаса в пределах поперечного сечения шины удовлетворяла условию:
ρ•y=const
(где ρ - радиус кривизны, а y - расстояние от точки на профиле до диаметра сборки).
Предпочтительно способ предусматривает, что упомянутое условие должно удовлетворяться по меньшей мере в зоне боковин поперечного сечения шины.
Предпочтительно способ согласно изобретению предусматривает, что профиль по меньшей мере одного слоя каркаса должен быть профилем, соответствующим накачанному состоянию шины.
Предпочтительно способ согласно настоящему изобретению предусматривает, что этап определения внешнего в радиальном направлении профиля шины содержит этап предварительного определения по меньшей мере одного размерного ограничения, выбираемого из группы, содержащей диаметр монтажа, наружный диаметр, высоту боковины и максимальную хорду шины.
Согласно своему аспекту, изобретение касается факта, что этап заполнения выполняют посредством размещения (расположения рядом друг с другом и/или на вершине друг друга) множества поперечных сечений базисного компонента каждой конструктивной детали.
Упомянутое размещение предпочтительно вырабатывает команды для изготовления конструктивной детали, связанной с каждой формой.
Команды для изготовления предпочтительно также содержат размещение точки вдоль поперечного сечения базисного компонента относительно пространственной опорной точки на производственной установке и ориентацию по меньшей мере одного участка контура поперечного сечения относительно опорной оси, предпочтительно оси вращения сборочного барабана.
Согласно другому аспекту, изобретение касается факта, что этап размещения регулируется по меньшей мере одним соотношением между геометрическими размерами по меньшей мере двух из конструктивных деталей, образующих шину.
Следующие пары параметров предпочтительно вводят во взаимное соотношение, в качестве альтернативы или в сочетании друг с другом: ширину протектора и высоту боковины, высоту боковины и кривизну протектора, высоту заполнения борта и высоту боковины и радиусы каркаса и радиусы протектора. Эти соотношения объединены в нескольких наборах, каждый из которых идентифицирует отличающуюся категорию характерных особенностей шины.
После фиксирования одной или больше величин геометрических размеров для шины отличающегося размера по меньшей мере одно соотношение предпочтительно определяет соответствующие величины геометрических размеров для шин с размером, отличающимся от данного размера.
Определение величин для шин отличающегося размера предпочтительно выполняется автоматически.
Согласно своему аспекту, изобретение касается факта, что шина конструктивно определяется множеством операционных процессов, каждый из которых содержит команды для изготовления или циклы механической обработки для каждой конструктивной детали шины.
Согласно дополнительному аспекту, изобретение касается факта, что по меньшей мере одно из размерных ограничений или абсолютных величин первой группы величин получают из конкретного требования клиента.
Упомянутое требование предпочтительно непосредственно вводится в группу размерных ограничений или в первую группу величин посредством оперативной связи между системой обработки клиента и системой обработки изготовителя.
Согласно дополнительному аспекту настоящего изобретения нашли, что с помощью способа конструирования шины, основанного на использовании заранее определенных базисных компонентов, объединенных вместе на основании корреляционных уравнений, удовлетворяющих заранее выбираемым требованиям, вырабатывающих соответствующие команды для изготовления, от клиента можно получить, через сеть связи между компьютерами, сеть общего пользования (например, Интернет) или сеть с закрепленными линиями связи, набор требований, касающихся шины и содержащих размерные и/или эксплуатационные требования, определить в ответ на эти требования подходящую конструкцию шины и связанные с ней способы конструирования, и выполнить, предпочтительно в реальном времени, конструирование одной или более шин, имеющих характеристики, которые удовлетворяют упомянутым требованиям.
Дополнительные характерные особенности и преимущества настоящего изобретения описаны более подробно из последующего описания и со ссылкой на прилагаемые чертежи, приведенные исключительно в качестве неограничивающего примера.
В частности, на чертежах изображено:
фиг.1 - частичное поперечное сечение конструкции шины согласно настоящему изобретению, иллюстрирующее, в частности, конструктивные детали, образующие часть поперечного сечения, выполненного в соответствии с профилем вулканизационной пресс-формы;
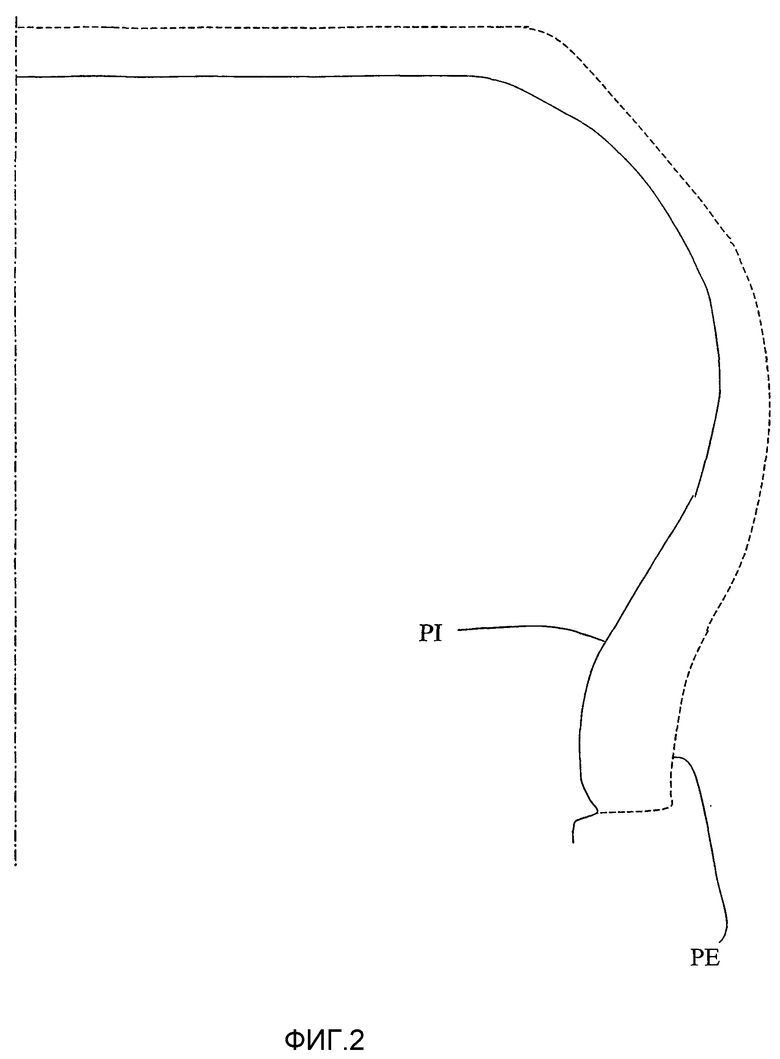
фиг.2 - внешний и внутренний профили, которые ограничивают поперечное сечение шины согласно фиг.1, выполненное на сборочном барабане;
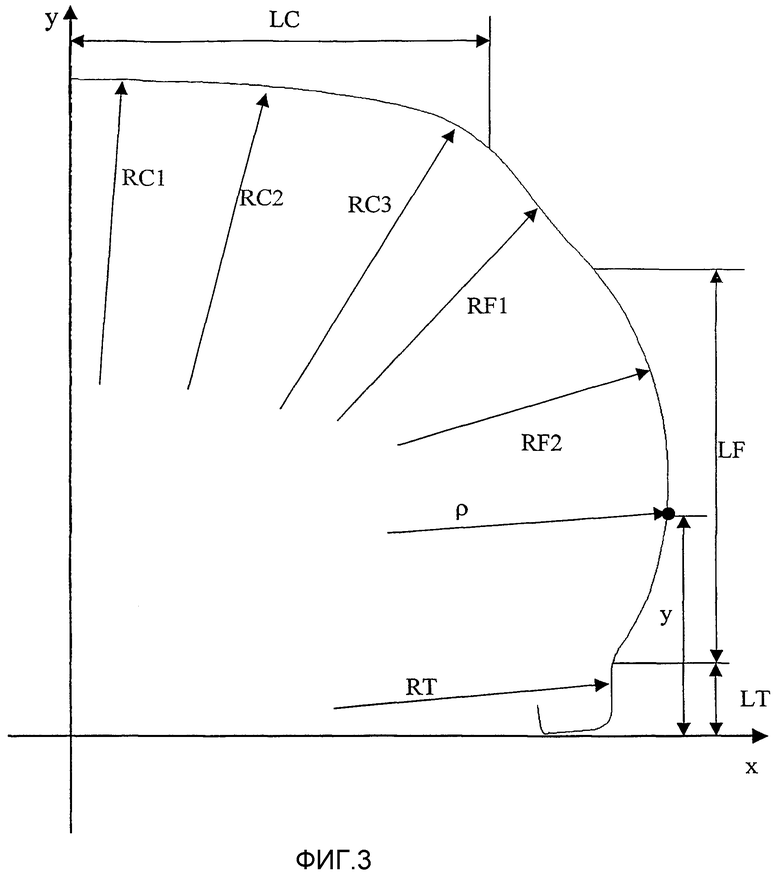
фиг.3 - внешний профиль шины в конфигурации, соответствующей фиг.1, с радиусами кривизны в определенных точках, обозначенными ссылочной позицией ρ, и связанными с ними высотами, обозначенными y;
фиг.4 - поперечное сечение базисного компонента, состоящего из пояска соединения;
фиг.5 - небольшой участок поперечного сечения барабана на сборочном барабане, на котором иллюстрируется частичное нанесение базисного компонента, соответствующего фиг.4.
На фиг.1 изображен вид в разрезе в радиальном направлении общей конструкции шины для колес транспортных средств, выполненной в соответствии с настоящим изобретением.
Традиционно, шина состоит из полой внутри тороидальной конструкции, обычно известной как каркас, содержащей множество конструктивных деталей, которые собраны вместе и имеют два борта, каждый из которых определен по его внутреннему периферийному краю для крепления шины на крепежном ободе. Каркас содержит, прежде всего, по меньшей мере один слой каркаса и по меньшей мере одну пару кольцеобразных усиливающих сердечников, обычно называемых проволочными сердечниками борта, которые являются нерастяжимыми по окружности и содержатся внутри бортов, то есть по меньшей мере по одному проволочному сердечнику на борт.
Слой каркаса включает в себя опорную конструкцию, которая содержит текстильные или металлические корды, и каждый концевой край которой связан с соответствующим проволочным сердечником борта, и который проходит вдоль оси от одного борта до другого, образуя тороидальную конструкцию.
В шинах так называемого радиального типа вышеупомянутые корды расположены по существу в плоскостях, содержащих ось вращения шины, или слегка отдалены от нее.
Этот каркас снабжен, в своей коронной зоне, кольцеобразной верхней конструкцией, известной как конструкция брекера, обычно состоящей из одной или более полос прорезиненной ткани, которые накладывают в радиальном направлении друг на друга, чтобы образовать так называемый "пакет брекера", и бетовым поясом шины, сделанным из эластомерного материала, намотанного вокруг пакета брекера и снабженного отливаемым рельефным рисунком для контакта качения шины с дорогой. Кроме того, каркас снабжен, в аксиально противоположных боковых местоположениях, двумя боковинами, которые сделаны из эластомерного материала, и каждая из которых проходит в радиальном направлении наружу от внешнего края соответствующего борта.
В шинах так называемого бескамерного типа, то есть шинах, в которых не требуется использование камеры во время эксплуатации, внутренняя поверхность каркаса обычно облицована так называемой оболочкой, а именно одним или более слоями эластомерного материала, которые являются непроницаемыми для воздуха. Наконец, каркас может содержать другие известные детали, типа армирования, поясков и наполнителей, количество и тип которых зависят от конкретной модели шины, подлежащей изготовлению.
Следует отметить, что в настоящем описании под термином "эластомерный материал" понимается полностью резиновое соединение, то есть узел, образованный по меньшей мере одним полимерным основанием, подходящим образом объединенным с укрепляющими наполнителями и/или присадками процессов различных типов.
В частности, поперечное сечение согласно фиг.1 изображает, при продвижении в радиальном направлении от внутренней части по направлению к внешней, некоторые из вышеупомянутых конструктивных деталей, то есть первый слой 31 оболочки и второй слой 32 оболочки, концы первого ряда участков 41 пояса слоя 40 каркаса и концы второго ряда участков 42 пояса слоя каркаса.
Кроме того, в зоне бортов шины показаны первый проволочный сердечник борта, содержащий девять витков 61 кордов, и второй борт, содержащий пять витков 62 кордов. Коронная зона шины снабжена пакетом брекера, содержащим первую полосу 81 брекера и вторую полосу 82 брекера, которые размещены один на вершине другого, первый слой 91 нейлоновых кордов, ориентированных под углом 0°, который закрывает все слои брекера, и пару слоев 92 нейлоновых кордов, ориентированных под углом 0°, которые закрывают только концевые зоны полос брекера.
Бетовый пояс 94 шины, снабженный подстилающим слоем 93, размещен поверх вышеупомянутых слоев.
Зона бортов также снабжена первым наполнителем антиабразивного соединения 95 и парой наполнителей 96, выполненных из соединения с высоким коэффициентом твердости и размещенным в зоне бортов, то есть один между первыми участками 41 пояса и вторыми участками 42 пояса, другой между вторыми участками 42 пояса и антиабразивным наполнителем 95. Пара боковин 97 проходит в радиальном направлении от зоны бортов до плечевой зоны шины, облицовывает каркас и входит в соприкосновение с боковыми краями бетового пояса 94 шины.
Определение конструкции шины в рамках ее поперечного сечения определяет всю шину, поскольку она является телом вращения.
В соответствии с изобретением, поперечное сечение шины и каждой из конструктивных деталей, образующих ее часть, имеют связанную с ними первую группу абсолютных размерных величин и вторую группу размерных величин, которые можно изменять.
Абсолютные величины можно выбирать из диапазона возможных величин, но как только они выбраны, их нельзя изменять в рамках той же самой модели конструкции, поскольку они определяют ее размерные и конструктивные ограничения, которые должны выполняться. Что касается поперечного сечения шины, абсолютные величины представляют собой, например, наружный диаметр, максимальный диаметр кордов во время накачивания и сборки, то есть габаритные размеры шины.
Что касается базисных компонентов, абсолютные величины представляют собой, например, размеры усиливающих кордов, толщину пояса и размеры поперечного сечения пояска.
В частности, что касается базисных компонентов, то вначале выбирают ширину предварительно отрезанных участков пояса (например, участков слоев каркаса и участков полос брекера) и ширину и высоту пояска и, в соответствии с этими величинами, определяют размеры наконечников экструдеров, подающих эластомерный материал.
Величины, которые можно изменять, представляют собой величины, которые можно варьировать в соответствии с заранее определенными корреляционными уравнениями для соответствия заданным условиям сравнения.
В отношении поперечного сечения шины, величины, которые можно изменять, представляют собой, например, ширину протектора, величину соотношения поперечного сечения В/Х (высота поперечного сечения/максимальная хорда) и высоту и кривизну боковин.
Что касается конструктивных деталей шины, то величины, которые можно изменять, представляют собой, например, некоторые геометрические размеры, например линейную протяженность пояса и размеры и форму эластомерных конструктивных деталей.
Каждая модель шины по существу отличается от других моделей набором химических и физических, конструктивных, размерных характеристик и характеристик внешнего вида и ее особыми рабочими характеристиками, типа управления, удобства, тягово-сцепного свойства, шумового свойства и т.д.
Химические и физические характеристики по существу зависят от типа и структуры материалов, в особенности от состава различных химических соединений, используемых в изготовлении эластомерных материалов. Конструктивные характеристики по существу определяют количество и тип присутствующих в шине конструктивных деталей и их взаимное положение внутри ее конструкции.
Размерные характеристики относятся к геометрическим размерам и к профилю поперечного сечения шины (наружный диаметр, максимальная хорда или ширина, высота боковины и соотношение высоты/хорды, то есть соотношение поперечного сечения) и ниже будут называться просто как "размер" или "размеры". Характеристики внешнего вида включают в себя обычно вылепленные из поверхности качения протектора рисунки орнаментов и различные надписи или отличительные символы, воспроизводимые на шине, например на боковинах шины, и в остальной части настоящего описания везде называются (хотя и неправомерным образом) как "рисунок протектора".
В последующем описании для определения настоящего изобретения также используются следующие термины:
- модель шины: шина, имеющая заранее определенный размер, заранее определенные конструктивные детали в ее поперечном сечении и заранее определенный рисунок протектора;
- профиль накачивания каркаса: профиль по нейтральной оси слоев каркаса в пределах поперечного сечения шины, в шине, накачанной до ее номинального рабочего давления при условиях нулевой нагрузки;
- профиль отливки шины: внешний профиль шины, соответствующий профилю формы для вулканизации, с которой внешняя поверхность шины входит в соприкосновение во время этапа вулканизации;
- профиль сборки шины: внутренний профиль шины, предпочтительно соответствующий профилю сборочного барабана, с которым внутренняя поверхность шины остается в контакте во время сборки шины;
- профиль равновесия каркаса: профиль по нейтральной оси слоев каркаса в пределах поперечного сечения шины, накачанной до ее рабочего давления, при условиях нулевой нагрузки. Этот профиль удовлетворяет уравнению:
ρ·y=K·p=const,
где ρ, y имеют значение, определенное выше и показанные на фиг.3, p - величина давления накачивания, а K - константа.
Шина, каркас которой имеет профиль накачивания, по существу выровненный с профилем равновесия по меньшей мере по части его протяжения, распределяет оптимальным способом и, в частности, минимизирует напряжения, производимые транспортным средством и дорогой в конструкции шины во время работы.
Если предположить, что требуется сконструировать новую шину, которая имеет главную конкретную характеристику, сравниваемую с набором характерных особенностей, которые должна иметь каждая шина, например шина для очень хорошей характеристики управления (устойчивость при движении, держание дороги, сила тяги при проскальзывании, чувствительное управление и т.д.), при этом характеристиками типа удобства, шумности, сопротивления абразивному износу и т.д. придают меньшее значение. Ради удобства, ниже такая шина определена как "ориентированная на управление".
В этом примере рисунок протектора предпочтительно разработан и определен с использованием обычных технических приемов. Конструктор, на основании его технического знания, его опыта и его знания конструкции известных шин, которые показали себя обладающими хорошим качественным уровнем относительно той же конкретной характеристики, устанавливает абсолютные величины в первой группе (абсолютные величины); эта группа величин, как упомянуто выше, включает в себя размерные, конструктивные и функциональные параметры.
Первый трафарет ввода данных хранит заранее определенные размерные параметры, которые содержат существенные параметры, определяющие по меньшей мере один из профилей (отливки, сборки или каркаса).
В иллюстрируемом на фиг.1 примере поперечное сечение шины было получено на основании профиля отливки шины.
Способ конструирования, который можно разработать известным образом, определяет предпочтительно автоматически профиль отливки шины посредством ввода существенных параметров в первый трафарет ввода данных, в котором каждый пункт данных хранится в соответствующей области.
Эти существенные параметры, которые связаны с внешним профилем, предпочтительно содержат (как показано на фиг.3):
- размер шины, подлежащей изготовлению;
- максимальные размеры внешнего профиля шины (высоту сечения В, максимальную хорду Х);
- размеры внешнего профиля в коронной зоне шины LC;
- размеры внешнего профиля боковины шины LF;
- размеры внешнего профиля борта шины LT.
Вышеупомянутые существенные параметры внешнего профиля коронной зоны, боковины и борта шины приводят к подразделению внешнего профиля шины на несколько сегментов, каждый из которых имеет соответствующий радиус кривизны. В частности, в показанном на фиг.3 примере, первый сектор коронной зоны с радиусом кривизны RC1, второй сектор коронной зоны с радиусом кривизны RC2, сектор плечевой зоны с радиусом кривизны RS1, первый сектор боковины с радиусом кривизны RF1, второй сектор боковины с радиусом кривизны RF2 и сектором бортов с радиусом кривизны RT.
Конструктивные параметры состоят из количества, типа и взаимного положения конструктивных деталей, которые формируют разрабатываемую модель шины, также как характеристики базисного компонента каждой из них. Эти конструктивные параметры можно определять посредством второго трафарета ввода данных.
В частности, во втором трафарете можно определять следующие параметры:
- количество и конструктивное строение применяемых слоев каркаса, например: первый слой и второй слой, расположенные на расстоянии или размещенные рядом с участками пояса каждого слоя;
- количество полос брекера, например первая полоса и вторая полоса;
- количество слоев кордов, проходящих под углом 0°, и для каждого слоя количество витков, например один слой с множеством витков, типа выровненных с полосами подстилающего брекера по всей их ширине;
- количество и местоположение проволочных сердечников бортов и, для каждого борта, количество витков, например первый проволочный сердечник борта, прижатый к первому ряду участков каркаса, и второй проволочный сердечник борта, прижатый ко второму ряду участков каркаса;
- форму и положение эластомерных конструктивных деталей, например бетового пояса шины, боковины, антиабразивного пояска.
Для каждой из эластомерных конструктивных деталей также можно выбирать эластомерный материал, из которого они сделаны.
В соответствии с альтернативным вариантом применения изобретения, конструктивные детали поперечного сечения выбирают и располагают и их размеры определяют в соответствии с программой на основании оперативных данных шины, типа давления, прикладываемой нагрузки (или типа транспортного средства, категории скорости, категории характеристик и так далее. Эти данные может обеспечивать клиент).
Функциональные параметры состоят из заданной категории характеристики и правил или набора корреляционных правил или уравнений, связанных с каждой категорией характеристик.
Например, упомянутые категории характеристик выбраны из группы, которая включает в себя высокую эффективность, удобство, удельные сцепления колес для сухой, влажной, покрытой снегом, льдом и других поверхностей дороги.
В соответствии с изобретением, шина может иметь связанные с ней несколько моделей характеристик, каждая из которых связана со своей собственной системой корреляционных уравнений. В случае, когда эти связи или комбинации моделей являются различными в пределах одной и той же шины, можно видоизменить или удалить одно или больше корреляционных уравнений, чтобы избежать присутствия уравнений, не совместимых друг с другом. Соответственно, общие характеристики полученной таким образом шины будут компромиссным (обычно лучшим компромиссным) решением из заданных характерных особенностей, вследствие практической невозможности одновременного достижения максимального уровня взаимно противоположных характеристик.
Чем большее количество уравнений в системе и/или количество систем уравнений, тем больше возможность образования шин, которые удовлетворяют требованиям клиентов настолько близко, насколько возможно.
В этом случае шина предпочтительно будет идентифицирована уровнем характеристики, в каждой категории характеристик, которой назначен код, изменяющийся между минимальной величиной и максимальной величиной, например, в масштабе от 1 до 5.
Абсолютная величина уровня характеристики, соответствующего закодированным таким образом величинам, может варьироваться в зависимости от категории шины, включающей в себя размер, стоимость и тип (где тип следует понимать как означающий, например, удобство, спортивность, удобство/спортивность, управление, тягово-сцепные свойства во влажных условиях и так далее).
Как только эти параметры введены, в вышеупомянутом способе конструирования определяется, в частности, также графически, конструкция разрабатываемой шины: другими словами, определяется, прежде всего, поперечное сечение шины посредством внешнего профиля PE и внутреннего профиля PI шины (фиг.2).
Следует отметить, что профили предпочтительно определяются на основании заранее определенного профиля: предпочтительно заранее определенный профиль выбирается из профиля слоев каркаса в заранее определенном состоянии, например в накачанном состоянии, и профиля отливки шины, как в иллюстрируемом случае.
В соответствии с изобретением, конструкция внешнего профиля, обработанного указанным способом, определяет размеры вулканизационной пресс-формы: она хранится в базе данных или аналогичном инструментальном средстве и может быть передана с помощью электроники в реальном времени или с задержкой после записи на соответствующем носителе информации, предпочтительно в реальном времени, изготовителю пресс-формы, который производит соответствующую пресс-форму.
Внутри поперечного сечения вышеупомянутый способ конструирования определяет, посредством применения заданных корреляционных уравнений, профиль каркаса и слоев брекера, а также форму, то есть контурный профиль поперечного сечения всех конструктивных деталей, присутствующих в поперечном сечении.
В частности, в случае слоев каркаса и полос брекера, определяется не только местоположение их профиля в поперечном сечении шины, но также и ход вышеупомянутого профиля, определенного рядом радиусов кривизны. В случае слоя или слоев каркаса, этот профиль предпочтительно соответствует профилю равновесия по меньшей мере вдоль части ее протяжения, предпочтительно по меньшей мере на участке боковины между плечевой зоной и бортом.
Профиль, иллюстрируемый на фиг.1, был получен на основании профиля отливки шины: полная конструкция шины, показывающая все области, заполненные конструктивными компонентами, в соответствии с определенным выше профилем отливки, а следовательно, фактические размеры вулканизированной шины, в остальной части описания определены как поперечное сечение отлитой в форме шины (конструкция ПШФ).
Поперечное сечение отлитой в форме шины преобразуется в поперечное сечение шины, образованной на барабане для обеспечения завершения поперечного сечения заполнением форм конструктивных деталей соответствующими базисными компонентами. В остальной части описания конструкция поперечного сечения на барабане определяется как поперечное сечение шины на барабане (ПШБ).
Вышеупомянутый способ конструирования автоматически преобразовывает конструкцию ПШФ в конструкцию ПШБ, посредством применения заранее определенных преобразующих уравнений, которые учитывают, между прочим, характеристики материалов (типа упругости кордов и пластичности соединений), любое расширение, вводимое во время этапа вулканизации, и т.д.
На фиг.2 изображена конструкция профиля поперечного сечения шины, содержащего внутренний профиль PI и внешний профиль PE. В соответствии с изобретением, конструкция внутреннего профиля, обработанного показанным способом, определяет размеры сборочного барабана: они хранятся в базе данных или аналогичном инструментальном средстве и могут быть переданы с помощью электроники, в реальном времени или с задержкой после записи на соответствующем носителе информации, предпочтительно в реальном времени, изготовителю барабана, который продолжает изготовление связанного барабана.
Третий трафарет ввода данных может обеспечивать возможность ввода данных, которые определяют профиль внутренней сборки шины и, следовательно, размеры барабана.
На фиг.5 изображена часть борта конструкции ПШФ.
Конструктор заполняет каждую форму конструктивных деталей, сделанных из эластомерного материала, пояском из соответствующего материала посредством размещения, рядом друг с другом, множества поперечных сечений пояска.
Размеры подлежащего использованию базисного компонента, то есть вышеупомянутого пояска соединения, в частности ширина и высота поперечного сечения пояска, а также материал, из которого он сделан, предпочтительно являются заранее определенными величинами. Вышеупомянутое поперечное сечение предпочтительно имеет максимальные размеры между 3 и 12 мм. Более предпочтительно, это поперечное сечение имеет по существу прямоугольную форму, с размерами 3×7 мм.
На фиг.5 изображено частичное нанесение пояска для заполнения формы эластомерной конструктивной детали, расположенной в зоне бортов шины. На чертеже показано, как выполняется заполнение посредством размещения рядом друг с другом, включая перекрывание, множества поперечных сечений пояска.
Программа обработки графиков, которую можно разработать, используя известные способы, обеспечивает оператора полной конструкцией поперечного сечения шины, поперечным сечением форм всех конструктивных деталей шины и пояска с вышеупомянутыми размерами.
Посредством устройства перемещения вручную с помощью "мыши", конструктор размещает поперечные сечения поясков во внутренней области формы, накладывая их частично сверху друг друга. В частности, на фиг.5 конструктор начал располагать первую секцию 2221 пояска около второго проволочного сердечника 62 борта.
Эту операцию выполняют посредством перемещения, например, с помощью "мыши" компьютера секции графического окна, доступного благодаря программе, и перетаскивания ее в заполняемую форму, которая отображается графически, до тех пор, пока она не расположится около ее конечной позиции размещения.
Программа точно определяет окончательную позицию каждой секции, вычисляя видоизменение для формы секций, обусловленное пластичностью материала, формирующего поясок, и вызванное каким-либо растяжением во время нанесения и взаимного перекрывания между смежными базисными компонентами. Это видоизменение в форме поперечного сечения рассчитывается на основании предварительно запомненных характеристик материала, из которого сделан поясок.
В то же самое время, для каждой секции, расположенной внутри формы, запоминаются следующие данные:
- местоположение (x, y) существенной точки, например средней точки на нижней стороне поперечного сечения пояска, относительно фиксированной опорной точки, например пары осей декартовой системы координат, составляющей одно целое с барабаном, и
- угол ориентации α наносимой секции относительно фиксированной опорной точки, например, оси вращения барабана.
На фиг.4 показано поперечное сечение, сделанное через удлиненный поясок 222, изображающее точку P, координаты (x, y) которой запомнены, и угол ориентации α.
На фиг.5 показано, как секция 2221 пояска деформируется вследствие его контакта с витками проволочного сердечника 62 борта. В то же время, запоминается конечное положение (x, y, α) этой детали, как определено выше. Конструктор в этой точке перемещает дополнительную секцию 2222 пояска и, используя те же способы, располагает ее около первой секции 2221. Программа определяет конечное положение, частично накладывая дополнительную секцию 2222 на первую секцию 2221, деформируя ее в соответствии с ее степенью пластичности.
Конечное положение (x, y, α) этой секции 2222 также запоминается. Способ продолжается до тех пор, пока все пространство, предназначенное для этой конкретной конструктивной детали, не будет полностью заполнено.
С помощью этой операции запоминания, которая также имеет короткую продолжительность, в соответствии с изобретением автоматически проводится операционный процесс, включающий в себя команды для изготовления, необходимые для обеспечения возможности роботу наматывать поясок на барабан с назначенным направлением и количеством витков.
Способ повторяется для каждой конструктивной детали, которая имеет поясок в качестве базисного компонента.
Эти удлиненные компоненты в вышеупомянутой установке предпочтительно обеспечиваются экструдером и наматываются на барабан с нанесением по окружности, выполняемым посредством вращения барабана перед экструзионной головкой. Поэтому, при вытягивании в пределах поперечного сечения шины, область заполняется поперечным сечением каждого пояска, и посредством вращения барабана воспроизводится фактическое нанесение по всей шине.
Эта методика заполнения формы конструктивных деталей шины не ограничена пояском из эластомерного материала, а может применяться ко всем базисным компонентам, накладываемым на барабан посредством нанесения по окружности.
Другие базисные компоненты, обычно усиливающий корд из проволочных сердечников бортов и пояс кордов, размещаемых под углом 0°, могут быть вписаны в поперечное сечение шины, и более точно, в форму соответствующей конструктивной детали, посредством перетаскивания их поперечного сечения внутрь формы.
Последовательность нанесения для каждой наносимой по окружности конструктивной детали содержит координаты всех вышеупомянутых точек в пределах поперечного сечения шины. Во время формирования шины на барабане роботизированная рука, которая перемещает барабан, определяет, для каждого полного поворота барабана, изменение местоположения от системы из трех координат (x, y, α) к следующей системе из трех координат, пока нанесение конструктивной детали не будет закончено.
Все описанные выше конструктивные детали образованы в соответствии с заранее определенной последовательностью для образования новой модели шины, которая хранится в виде последовательности следующих одно за другим (радиально и по окружности) применений этих конструктивных деталей на сборочном барабане.
Таким образом, для каждой модели шины обеспечивается информация относительно последовательности применения конструктивных деталей и, для каждой детали, информация относительно формы, местоположения и используемого материала.
На основании конструкции ПШБ последовательности нанесения базисных компонентов производятся отдельно друг от друга.
Необходимость описывать процессы для применения базисных компонентов на сборочном барабане требует наличия конструкции ПШБ. Если начальная конструкция представляет собой конструкцию ПШФ, она преобразуется в конструкцию ПШБ (шину на сборочном барабане), как показано выше.
В конце нанесения всех конструктивных компонентов каждая модель шины описана множеством операционных процессов, каждый из которых содержит последовательность команд изготовления (содержащих циклы механической обработки).
Удобно, что в соответствии с изобретением в базе данных хранятся различные последовательности.
Каждая из последовательностей по существу содержит:
- тип базисного компонента, подлежащего нанесению (непрерывный удлиненный компонент или часть пояса), и следовательно, тип нанесения (по окружности или радиально);
- размеры компонента (поперечное сечение для непрерывного удлиненного компонента или поперечное сечение и длину для части пояса);
- подлежащий использованию материал (соединение для непрерывного удлиненного компонента или строение части пояса, в случае необходимости включающей в себя количество и тип связанных кордов);
- последовательность команд манипулирования для операционного манипулирующего устройства (например, автоматизированной руки для нанесения по окружности или функционального блока для нанесения в радиальном направлении).
В соответствии с изобретением, этап конструирования автоматически вырабатывает множество процессов, которые по существу воспроизводят последовательности для применения всех конструктивных компонентов, определяемых во время этапа конструирования, и посредством которых установка для производства шины создает новые модели шины.
Эти процессы, каждый из которых предпочтительно содержит последовательность для применения конструктивной детали, являются предпочтительно резидентной программой в базе данных, откуда они, соответственно, принимаются для посылки в соответствующий производственный узел установки для производства.
Вся информация, касающаяся каждой обрабатываемой модели шины, в соответствии с изобретением хранится в базе данных производимых моделей шины. База данных может обновляться в соответствии с потребностями, добавляемыми или заменяемыми данными или соотношениями, например, каждый раз, когда определяется новая модель шины или отличающиеся соотношение или набор соотношений.
В частности, для автоматического ответа на ожидаемые требования клиента, которому требуются шины, отличающиеся комплексным набором характерных особенностей, каждый из которых связан с набором соотношений, база данных содержит наборы соотношений и механизмов для их выбора, в случае необходимости, в иерархическом порядке, чтобы индивидуально реагировать на полученное требование.
База данных предпочтительно связывает с каждой производимой моделью шины идентифицирующий код КИ (конкретной идентичности) и множество адресных полей, каждое из которых адресует один из процессов, как определено выше.
Упомянутый код КИ предпочтительно связывает с каждой производимой моделью шины классификацию, соответствующую описанным вначале конструктивным и функциональным определениям. Например, для каждой модели шины, хранящейся в базе данных, обеспечивается информация относительно доступных размеров, категорий характеристик, рисунков протектора и т.д.
Каждый раз, когда это требуется для конструирования новой модели шины, можно извлекать из базы данных информацию, касающуюся процессов для изготовления всех уже сконструированных моделей шины, и объединять их вместе, чтобы проверить, удовлетворяет ли одна из них или их комбинация требованиям, предъявляемым к новой запрашиваемой модели. Обеспечение вышеупомянутой информации и соотношений в базе данных позволяет получить в короткий период времени большое количество комбинаций всех размерных, конструктивных и функциональных параметров различного типа, включающих в себя такие, которые определяют новую модель шины, удовлетворяющую заранее определенным конструктивным ограничениям.
Новую модель шины предпочтительно образуют на основании функциональных правил, которые уже хранятся, в виде соотношений между конструктивными ограничениями или физическими и/или размерными параметрами, применяя их к конкретной базовой шине, которая также уже хранится, для получения конструкции новой модели шины, размеры которой уже определены в виде абсолютной величины.
Таблица 1 иллюстрирует типичный пример применения изобретения в отношении конструирования двух различных шин, согласно конкретному требованию клиента, имеющего потребности, не удовлетворяемые моделями шин, которыми располагает рынок.
Это требование было обеспечено традиционным способом, хотя, при помощи имеющихся способов связи (например, Интернета, аналогичного тому, который имеет место в различных коммерческих или производственных секторах), можно принимать упомянутое требование через сеть компьютеров, связанных вместе, как описано ниже.
В частности, был сделан запрос на модель со свойствами большого удобства (вариант А - ориентированный на удобство) и модель со свойствами хорошего управления (вариант B - ориентированный на управление), где оба имели заранее определенный размер, в частности, с посадкой 16'' (16 дюймов).
В соответствии с изобретением, заранее были выбраны две системы уравнений, то есть две группы соотношений между размерными величинами поперечного сечения шины, где упомянутые группы определялись, соответственно, как COMF_1 (которая относится к характеристике, ориентированной на удобство) и HAND_1 (которая относится к характеристике, ориентированной на управление).
В предпочтительном способе реализации изобретения конструирование было основано не на выборе абсолютных параметров, определяемых конструктором экспериментально (выбор, который также является возможным), а на получении параметров, касающихся существующей шины, хорошие свойства управления которой были известны, но имеющей размер, отличающийся от размера, требуемого клиентом.
Была выбрана базовая шина (прототип) с размером 205/55R16, при этом шина имеет размер, близкий к размеру новых разрабатываемых шин (245/50R16), в частности имеет такой же диаметр сборки, как две новые шины, подлежащие изготовлению.
Представленная ниже таблица определяет наружный диаметр (D), монтажный диаметр (Dc) и высоту боковины (Hs) трех шин; упомянутые величины формируют неизменяемые ограничения рассматриваемых шин.
Кроме того, таблица определяет геометрические размеры, рассматриваемые в двух группах уравнений, а также отдельные уравнения каждой группы. Для базовой шины (прототипа) таблица определяет абсолютные величины этих размеров.
В отношении двух вариантов шин, таблица показывает абсолютные величины вышеупомянутых размеров, полученные путем применения соответствующих уравнений к заданным значениям прототипа.
Лабораторные испытания и дорожные испытания, выполненные впоследствии на двух вариантах шин, показали, что задача конструирования была достигнута.
В частности, можно заметить, что для одних и тех же габаритных и монтажных размеров ориентированная на управление шина имеет величины высоты сборки и радиусов протектора существенно больше, чем соответствующие величины ориентируемой на удобство шины.
RR*1,03
(Cbp/Hsp)*HS
Благодаря высокой степени гибкости описанного выше способа конструирования и изготовления шины, также возможна новая форма взаимодействия между клиентами и изготовителем шин.
В частности, упомянутый способ обеспечивает возможность производства шин, выполненных в соответствии с требованиями клиента.
В соответствии с современным состоянием техники, изготовители шин снабжали рынок ограниченным количеством различных моделей шин, заранее определенных на основании предыдущих знаний, например на основании статистических исследований основных требований в отношении размеров и характеристик: клиент мог выбирать их изделие из числа имеющихся в распоряжении моделей.
С помощью нового способа конструирования можно вводить в первую группу абсолютных величин (как определено выше) также конкретные требования от клиента, касающихся как ограниченной партии шин, так и заказа отдельных узлов.
Эти требования могут касаться размерных параметров, таких, например, как габаритные размеры шин, размеры и рисунки протекторов, конструктивных параметров, например типа конкретных материалов, функциональных параметров, типа определения категорий характеристик, например высокоэффективные модели, модели большого удобства, модели, подходящие для конкретных покрытий трасс и/или дорог. В частности, эти требования должны выбираться из диапазона размерных величин шины и/или относительно моделей характеристик и уровней характеристик для каждой модели. Клиент предпочтительно может выбирать свои требования из перечня вариантов, которыми располагает изготовитель шин.
Предлагаемые изготовителем варианты предпочтительно устанавливают связи между уровнем или уровнями требуемой характеристики, категорией шины или транспортного средства, предназначенного для шины, и диапазона цен, который клиент может себе позволить.
В соответствии с изобретением, конструктивные параметры, полученные из отправленных клиентами требований, автоматически преобразуются в команды для способа изготовления шин.
В соответствии с изобретением, эти требования могут посылаться клиентом и приниматься изготовителем шин в реальном времени посредством связи между компьютерами через линию связи общего пользования (Интернет) или частную линию (специализированную линию), то есть через сеть передачи данных, которая подсоединяет систему обработки изготовителя к системе обработки клиента.
Способ согласно изобретению предназначен как для клиента, специализирующегося в данной области техники, типа изготовителя автомобилей или профессионального агента по продаже, так и для клиентов, которые не имеют конкретных технических или конструкторских навыков, например частного лица.
Чтобы помочь клиенту снабдить изготовителя шин данными, подходящими для расчета и конструирования шин, соответствующих требованиям этого клиента, целесообразно обеспечить трафарет ввода данных и сделать его доступным для клиента через сеть передачи данных, например, в форме Web-страницы на Web-сайте Интернета.
Упомянутый трафарет обеспечивает возможность вводить и запоминать упомянутые данные в форме, которую можно объединять с данными и которая является оперативно однородной с данными, установленными изготовителем, и которая может быть немедленно обработана вышеупомянутой системой обработки изготовителя, поскольку она соответствует возможностям конструирования и изготовления изготовителя, использующего описанное выше изобретение.
Трафарет ввода предпочтительно содержит один или более наборов предварительно установленных вопросов, которые представлены последовательно или в группах и предназначены для идентификации основных требований клиента и, следовательно, направляет последнего, когда он делает свой выбор; трафарет может также содержать совокупность заранее определенных вариантов, чтобы помочь клиенту сформулировать свое требование понятным образом, избегая ситуаций несовместимости между предложенными требованиями, в особенности, с технической точки зрения, или неудовлетворительных результатов, например, с точки зрения стоимости.
С помощью вышеупомянутого трафарета ввода данных, который сделан доступным для клиента, требования клиента и другая информация, имеющая к ним отношение, например, количество деталей, которые нужно изготовить, сроки, место поставки, способы оплаты и т.п.(независимо от того, может ли требоваться новое конструирование для заказанных моделей), могут приниматься и вводиться в систему обработки изготовителя для модифицирования производственного планирования, объединяя новое требование с программой, которая находится в действии. Это обеспечивает возможность выполнить требование клиента очень быстро и с использованием способов, которые лучше всего подходят для рассматриваемых требований клиента.
Посылка заказа клиентом (состоящая, например, из одного или более нажатия "мышью" на обеспеченной Web-странице, вместе с вводом данных, касающихся требований и идентификации клиента) предпочтительно запускает в реальном времени программу проверки и модифицирует программу планирования, являющуюся резидентной в системе обработки изготовителя.
В ответ на полученный заказ и его проверку, система обработки изготовителя также может вырабатывать информацию в ответ клиенту, посылая ее, например, по той же линии или сети, по которой было получено требование, при этом информация включает в себя, в зависимости от обстоятельств, подтверждение приема заказа, способы оплаты, стоимость, срок и способы доставки изделия или другую материально-техническую и связанную со стоимостью информацию.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ конструирования съемного протектора для пневматической шины и съемный протектор для пневматической шины, полученный в соответствии с этим способом | 2015 |
|
RU2627890C2 |
| ПНЕВМАТИЧЕСКАЯ ШИНА, ИМЕЮЩАЯ УСОВЕРШЕНСТВОВАННУЮ БРЕКЕРНУЮ КОНСТРУКЦИЮ | 2005 |
|
RU2385234C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ СБОРКИ ШИН | 2015 |
|
RU2717781C2 |
| ШИНА ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ БОЛЬШОЙ ГРУЗОПОДЪЕМНОСТИ | 2014 |
|
RU2662890C2 |
| СПОСОБ ПОВЫШЕНИЯ ЭКСПЛУАТАЦИОННЫХ ХАРАКТЕРИСТИК ШИНЫ ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ И ШИНА ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2014 |
|
RU2659135C2 |
| ПНЕВМАТИЧЕСКАЯ ШИНА С АСИММЕТРИЧНЫМ ПРОФИЛЕМ ПРОТЕКТОРА | 2005 |
|
RU2379200C1 |
| ПНЕВМАТИЧЕСКАЯ ШИНА С УСИЛЕННОЙ КОНСТРУКЦИЕЙ БОРТА | 2003 |
|
RU2343079C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНОГО СРЕДСТВА | 2008 |
|
RU2457949C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2013 |
|
RU2640762C2 |
| ПНЕВМАТИЧЕСКАЯ ШИНА ДЛЯ КРУПНОГАБАРИТНЫХ АВТОМОБИЛЕЙ | 2006 |
|
RU2320496C1 |


Способ конструирования шины, содержащей множество конструктивных деталей, которые отличаются друг от друга по размеру, строению или местоположению внутри поперечного сечения шины, который включает в себя этапы определения по меньшей мере одного профиля шины на основании группы заранее определенных размерных ограничений, определения остальных профилей на основании соотношений между размерными величинами конструктивных деталей, определяющих в пределах поперечного сечения форму конструктивных деталей, заполнения каждой формы базисным компонентом в зависимости от строения конструктивной детали, определяемой формой. Способ производства шины включает обеспечение возможности управляемому компьютером заводу для изготовления шин использовать команды для изготовления шины в соответствии с требованиями, а также включает хранение функциональных правил, посредством которых набор геометрических форм взаимодействует друг с другом в зависимости от заданной категории эксплуатации данных в виде соотношений между конструктивными ограничениями или физическими и/или размерными параметрами. Способ также предусматривает конструирование на основании данных, полученных от клиента и заданных конструктивных данных, конструкции шины посредством применения указанных правил к конкретной базовой шине. 3 н. и 22 з.п. ф-лы, 1 табл., 5 ил.
| Контроллер, преимущественно для управления коробками передач транспортных машин | 1977 |
|
SU664232A2 |
| СПОСОБ КОМПЬЮТЕРНОГО УПРАВЛЕНИЯ ПОСТРОЕНИЕМ ИЗДЕЛИЙ | 1994 |
|
RU2119188C1 |
| ЕР 0953834 А, 03.11.1999 | |||
| Стабилизированный источник постоянного напряжения | 1980 |
|
SU875365A1 |
| US 5710718 A, 20.01.1998. | |||

