Область техники, к которой относится изобретение
Изобретение относится к способу (варианты) изготовления многослойного бумажного ленточного материала.
Изобретение также относится к устройству для изготовления многослойного бумажного ленточного материала (варианты), и к многослойному бумажному изделию, например к изделию из тонкой бумаги.
Уровень техники
В бумагообрабатывающей промышленности часто необходимо изготавливать изделия, образованные из одного или более слоев бумаги, которые соединяются и скрепляются вместе. Например, при производстве туалетной бумаги, кухонной бумаги для домашнего использования, бумажных полотенец и т.п. два или более слоев соединяют с образованием листового материала, выполненного из так называемой "тонкой" бумаги. Соединение часто выполняют посредством нанесения клея на один или оба слоя, которые образуют готовое изделие. В других случаях соединение выполняют механически с помощью процесса, известного как "соединение слоев". Этот процесс часто используют для соединения нетисненых слоев или слоев с микротиснением при производстве туалетной бумаги.
В WO-A-9944814 описаны устройства и способы для изготовления многослойного бумажного материала. В одной из возможных описанных здесь конфигураций устройство содержит цилиндр тиснения, снабженный бобышками в соответствии с узором тиснения, взаимодействующий с покрытыми резиной прижимными роликами. Первый слой проходит вокруг цилиндра тиснения, снабженного бобышками, и прижимается к нему первым прижимным роликом для тиснения слоя. На образованные таким образом на первом слое выступы наносят клей для обеспечения соединения со вторым слоем. Второй прижимной ролик прижимает два слоя друг к другу на бобышках, которыми снабжен цилиндр тиснения.
Согласно уровню техники готовое изделие снабжено узором тиснения, на который нанесен клей.
Цели и сущность изобретения
Целью данного изобретения является создание нового способа и нового устройства для изготовления бумажных изделий, выполненных из многослойной листовой, в частности, тонкой бумаги.
Согласно первому варианту способа создан способ изготовления многослойного бумажного ленточного материала, содержащий стадии: нанесения клея, по меньшей мере, на первый слой посредством пропускания первого слоя между цилиндром противодавления и дозирующим клей роликом; размещения в области первого слоя, по меньшей мере, одного второго слоя в контакте с клеем, нанесенным на первый слой; и склеивания, по меньшей мере, одного первого слоя и второго слоя друг с другом для их соединения с помощью клея. Характерно, что согласно изобретению клей наносят в зонах расположения бобышек, которыми снабжен цилиндр противодавления или дозирующий клей ролик. Плотность расположения и размеры выступающих бобышек таковы, что обеспечивается достаточное количество клея между указанными, по меньшей мере, двумя слоями, но при этом таково, что технические и функциональные и/или эстетические характеристики изготавливаемого ленточного материала изменяются неощутимо по сравнению с характеристиками материала перед склеиванием.
Согласно другому варианту способа изготовления многослойного бумажного ленточного материала (N) способ содержит стадии: деформации первого слоя (V1) между прижимным роликом (3) и цилиндром (1) противодавления, снабженным выступающими бобышками (1P); нанесения клея (С) на первый слой (V1) посредством пропускания первого слоя между цилиндром противодавления и дозирующим клей роликом (9), расположенным по потоку за прижимным роликом (3); размещения в области первого слоя, по меньшей мере, одного второго слоя (V2) в контакте с клеем, нанесенным на первый слой (V1); и склеивания первого слоя и второго слоя между цилиндром (1) противодавления и склеивающим роликом (5) при этом клей наносят в зонах расположения бобышек (1P) цилиндра (1) противодавления, причем плотность расположения и размеры бобышек (1P) выбраны из условия обеспечения достаточного количества клея между, по меньшей мере, двумя слоями, но при этом не изменяются видимым образом технические и функциональные и/или эстетические характеристики ленточного материала, в противоположность обычным способам, используемые бобышки (расположенные на цилиндре противодавления или на дозирующем клей ролике) не тиснят бумажный материал видимым образом, что приводит к изменению эстетического и/или технического и функционального аспекта материала, а лишь ограничивают точки нанесения клея.
На практике для достижения этого результата зоны нанесения клея (ограниченные бобышками) могут предпочтительно занимать площадь поверхности, не превышающую 5% общей площади поверхности ленточного материала. Площадь поверхности, занимаемая клеем, предпочтительно равна или менее 2% общей площади поверхности изделия, и предпочтительно более 1%.
На практике бобышки могут иметь плотность расположения, например, не более 2 бобышек на см2, и в одном частном варианте выполнения каждая из них может иметь площадь контакта со слоем (другими словами, концевую поверхность) с площадью не более 1,2 мм2.
В первом варианте выполнения изобретения способ обеспечивает использование цилиндра противодавления, имеющего цилиндрическую поверхность, снабженную указанными бобышками, и прижимного ролика, который взаимодействует с цилиндром противодавления для легкой деформации, по меньшей мере, первого слоя между прижимным роликом и цилиндром противодавления по потоку выше дозирующего клей ролика.
На практике степень деформации такова, что по существу она не видна невооруженным глазом (если изделие рассматривать с нормального расстояния, например 20-30 см), когда ленточный материал перемещается от цилиндра противодавления. Таким образом, готовое изделие не имеет выступов в зонах нанесения клея.
Первый слой деформируется бобышками цилиндра тиснения, которые проникают в слой, пока деформируемые зоны не выступают, например, на 0,02-0,3 мм и предпочтительно на 0,05-0,15 мм. При выступе такого размера можно наносить клей с помощью дозировочного ролика так, что клей ограничивается выступающими зонами слоя, другими словами, зонами контакта с бобышками на цилиндре противодавления.
Можно предварительно выполнять тиснение первого и/или второго слоя перед выполнением склеивания. В этом случае предпочтительно, чтобы предварительное тиснение состояло в наборе выступов, имеющих простые геометрические формы с большой плотностью расположения и небольшими размерами, обычно с плотностью расположения более 15 выступов на см2 и предпочтительно более 30 выступов на см2. Нанесение клея на очень далеко разнесенные точки небольшого размера с помощью способа, согласно данному изобретению приводит к тому, что точки склеивания являются практически не видимыми и скрытыми в узоре тиснения слоев.
В другом варианте выполнения данного изобретения точки для нанесения клея образованы на дозирующем клей ролике. В этом случае цилиндр противодавления предпочтительно является гладким. Таким образом, как следует из приведенного ниже описания некоторых вариантов выполнения, можно изготавливать изделия, образованные из гладких слоев, соединенных клеем, распределенным в определенных точках, без какого-либо тиснения слоев. В этом случае, клей заменяет соединение с помощью соединения слоев, которое обычно используется при изготовлении туалетной бумаги с гладкими слоями.
Слои, подаваемые на цилиндр противодавления, могут быть единичными, но можно также обеспечить подачу одновременно нескольких слоев. В этом случае клей может приводить к склеиванию слоев друг с другом за счет проникновения между образующими их волокнами. Проникновение облегчается давлением, оказываемым прижимным роликом на точки в зоне склеивания.
Согласно другому аспекту данного изобретения, создано устройство для изготовления многослойного бумажного ленточного материала, содержащее: цилиндр противодавления, снабженный множеством выступающих бобышек (1P) и взаимодействующий с дозирующим клей роликом (9), прижимным роликом (3) и склеивающим роликом (5); первый путь подачи, по меньшей мере, для одного первого слоя (V1), который подается через зазор, образованный между прижимным роликом (3) и цилиндром (1) противодавления и через зазор, образованный между цилиндром (1) противодавления и дозирующим клей роликом (9); и второй путь подачи, по меньшей мере, для одного второго слоя (V2), который соединяется с, по меньшей мере, одним первым слоем между цилиндром (1) противодавления и склеивающим роликом (5). При этом бобышки (1P) на цилиндре (1) противодавления имеют такую плотность расположения и размеры, что не изменяются заметным образом технические и функциональные и/или эстетические характеристики ленточного материала, и два слоя соединены с помощью клея, нанесенного дозирующим клей роликом, в местах расположения бобышек; а выступающие бобышки образуют поверхность нанесения клея, равную или меньшую 5% и предпочтительно равную или меньшую 2% полной площади боковой поверхности цилиндра противодавления.
В другом варианте выполнения изобретения создано устройство для изготовления многослойного бумажного ленточного материала, содержащее: цилиндр противодавления, взаимодействующий с дозирующим клей роликом и склеивающим роликом; первый путь подачи для, по меньшей мере, одного первого слоя, который подается между указанным цилиндром противодавления и указанным дозирующим клей роликом; и второй путь подачи для, по меньшей мере, одного второго слоя, который соединяется с указанным, по меньшей мере, одним первым слоем между цилиндром противодавления и склеивающим роликом. Характерно, что дозирующий клей ролик имеет множество выступающих бобышек для нанесения клея на первый слой, в то время как цилиндрическая поверхность цилиндра противодавления является безупречно гладкой, причем второй путь подачи дня, по меньшей мере, одного второго слоя расположен так, что второй слой размещается в области первого слоя в контакте с его поверхностью, на которую был нанесен клей с помощью дозирующего ролика.
Другие предпочтительные характеристики и варианты выполнения способа и устройства согласно изобретению приведены в зависимых пунктах формулы изобретения.
Изобретение также относится к многослойному бумажному листовому изделию из тонкой бумаги, содержащему, по меньшей мере, один первый и, по меньшей мере, один второй слой, соединенные друг с другом с помощью клея, характеризующемуся тем, что имеет множество точек склеивания, которые не совпадают с декоративным узором, если он имеется. На практике бумажное изделие является по существу гладким в точках склеивания, или имеет тиснение, узор которого не обязательно совпадает с зоной нанесения клея. Технический результат достигается совокупностью признаков согласно п.п.1-42.
Краткое описание чертежей
Для лучшего понимания изобретения ниже приводится подробное описание со ссылками на прилагаемые чертежи, на которых показаны практические варианты выполнения изобретения. В частности, на чертежах изображено:
фиг.1 - первый вариант выполнения устройства согласно изобретению, на виде сбоку;
фиг.1А - часть цилиндра противодавления согласно фиг.1, в увеличенном масштабе;
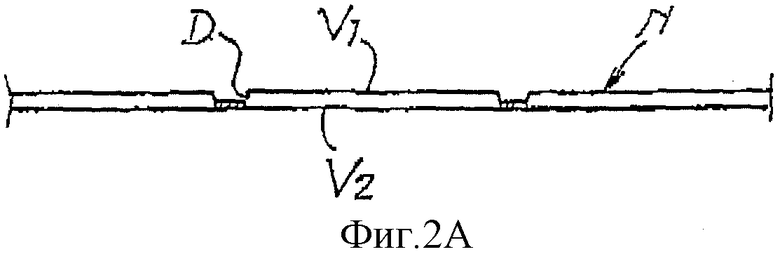
фиг.2А - разрез части ленточного изделия, полученного с помощью устройства, показанного на фиг.1, в сильно увеличенном масштабе;
фиг.2В - изделие согласно фиг.2А после возможного каландрования;
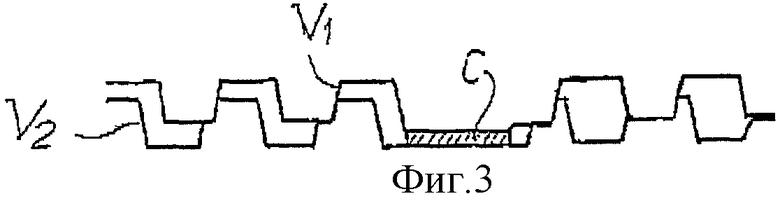
фиг.3 - разрез второго ленточного изделия, которое можно получить с помощью устройства, показанного на фиг.1, в сильно увеличенном масштабе;
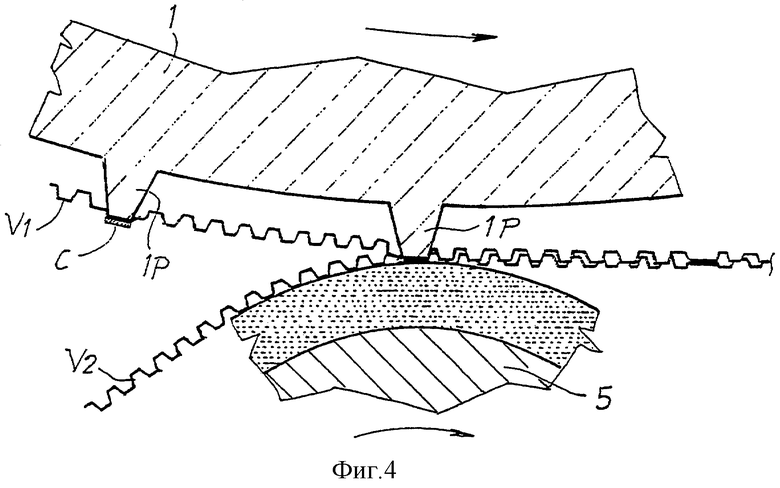
фиг.4 - зона склеивания двух слоев, в сильно увеличенном масштабе;
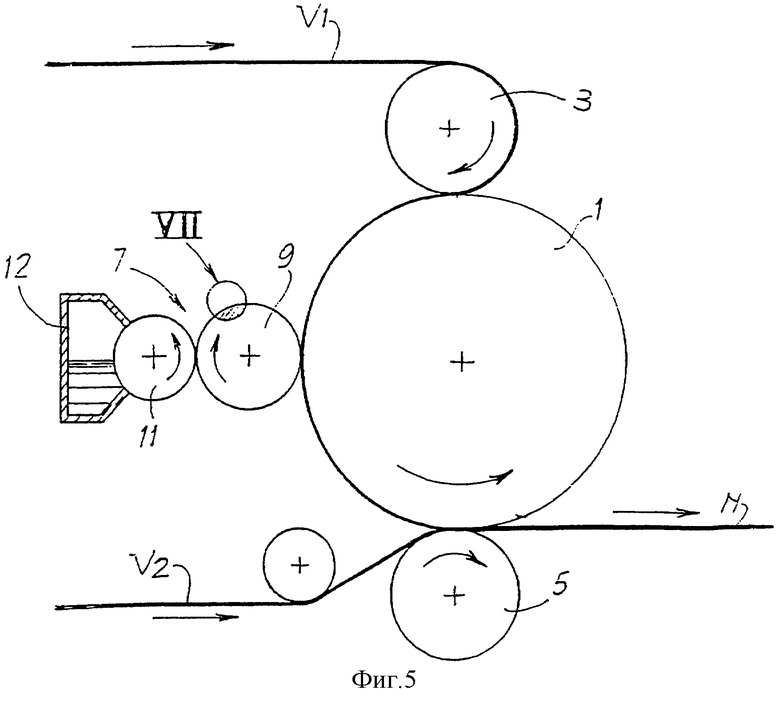
фиг.5 - второй вариант выполнения устройства согласно изобретению, на виде сбоку;
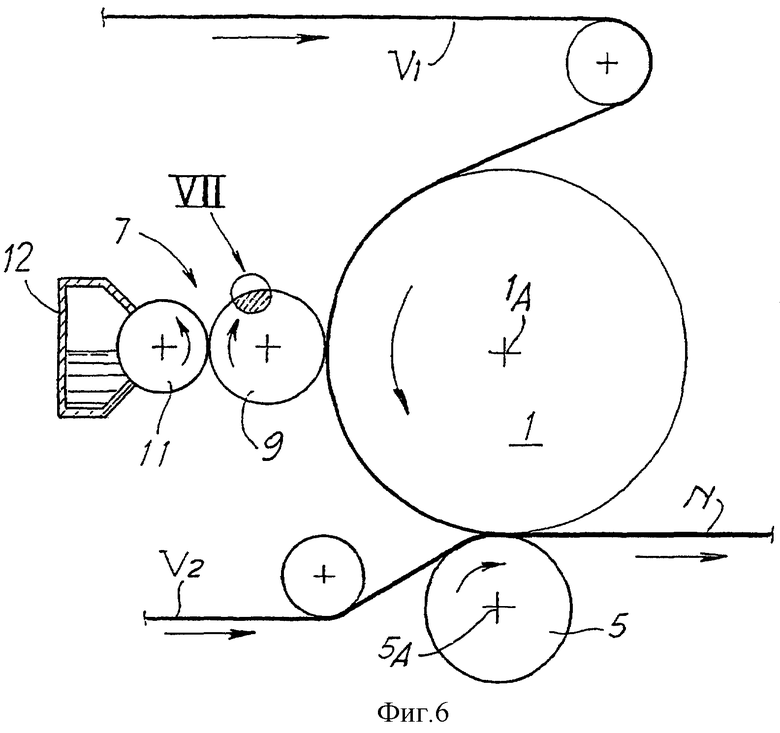
фиг.6 - третий вариант выполнения устройства согласно изобретению, на виде сбоку;
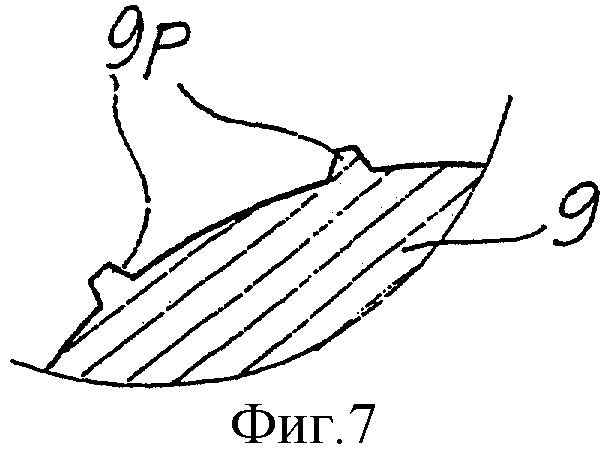
фиг.7 - деталь, обозначенная позицией VII на фиг.5 и фиг.6, в увеличенном масштабе;
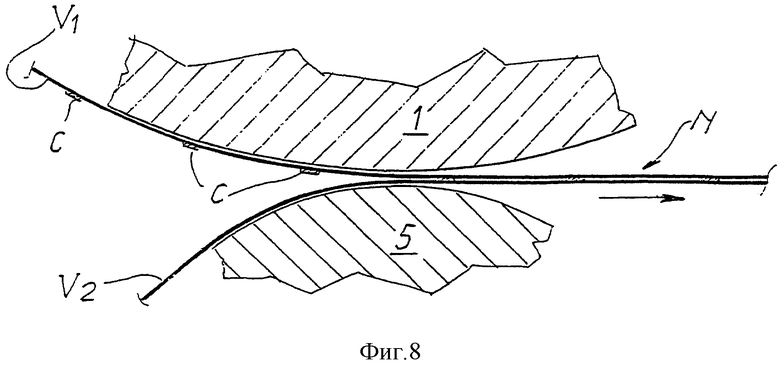
фиг.8 - зона склеивания устройства согласно фиг.5 или фиг.6, в сильно увеличенном масштабе.
Подробное описание предпочтительных вариантов выполнения изобретения
Как показано на фиг.1-4, устройство согласно первому варианту выполнения изобретения содержит первый цилиндр 1 противодавления, вращающийся вокруг оси 1А и взаимодействующий с первым прижимным роликом 3, имеющим ось 3А, параллельную оси цилиндра 1 противодавления, и со склеивающим роликом 5, имеющим ось 5А, которая также параллельна оси цилиндра 1 противодавления.
Цилиндр 1 противодавления также взаимодействует с распределителем клея, который обозначен в целом позицией 7 и снабжен дозирующим клей роликом, который предпочтительно имеет гладкую поверхность и который получает клей из сетчатого ролика 11 или т.п., который в свою очередь вытягивает клей из распределителя 12.
Цилиндрическая поверхность цилиндра 1 противодавления (состоящего из стали или другого твердого материала) снабжена множеством бобышек 1P, показанных, в частности, в увеличенном масштабе на фиг.1А. Бобышки 1P расположены на очень больших расстояниях друг от друга, а их размеры являются небольшими. Обычно размеры и плотность расположения бобышек таковы, что их поверхность составляет 5% или менее боковой поверхности цилиндра и предпочтительно от 1% до 2% поверхности цилиндра.
Прижимной ролик 3 и склеивающий ролик 5 покрыты слоями очень твердой резины, обозначенные, соответственно, позициями 3R и 5R на фиг.1. Высокая степень жесткости покрытия прижимного ролика такова, что слои, образующие ленточный материал, которые подаются вокруг цилиндра 1 противодавления и прижимаются к его поверхности роликами 3 и 5, испытывают лишь небольшую степень деформации, поскольку бобышки 1P проникают лишь незначительно в глубину покрытия роликов 3 и 5. На практике покрытие склеивающих роликов может быть выполнено с твердостью 90-95 Shore А. Твердость покрытия прижимного ролика 3 может изменяться от 80 до 90 Shore А, когда ленточный материал гладкий, и от 75 до 85 Shore А, когда ленточный материал является предварительно тисненым, как будет описано ниже. Твердость может также изменяться с учетом того, что деформация ленточного материала зависит также от давления между цилиндром 1 и роликами 3 и 5.
В показанном примере выполнения два блока предварительного тиснения, обозначенные, соответственно, позициями 13 и 15, расположены по потоку перед роликами 3 и 5. Эти блоки могут не присутствовать или не работать в зависимости от типа желаемого изделия.
Первый слой бумажного материала, обозначенный позицией V1, подается вдоль первого пути подачи в устройство, проходит вокруг первого прижимного ролика 3 и сжимается между ним и цилиндром 1 противодавления. Второй слой V2 бумажного материала подается вдоль второго пути подачи, размещается на верху первого слоя и склеивается с первым слоем в зазоре склеивания между цилиндром 1 противодавления и склеивающим роликом 5.
На фиг.2А и 2В показано ленточное изделие, которое можно изготавливать с помощью устройства, показанного на фиг.1, когда первый и второй блоки 13 и 15 тиснения не работают, другими словами слои V1 и V2 проходят через эти блоки, не подвергаясь предварительному тиснению, или когда эти блоки предварительного тиснения отсутствуют. В этом случае слой V1 претерпевает легкую деформацию под действием прижимного ролика 3, как обозначено позицией D на фиг.2А, в местах расположения бобышек 1P цилиндра 1 противодавления. Как указывалось выше, глубина деформации является очень небольшой, за счет твердости покрытия прижимного ролика 3 и/или небольшого давления, действующего между роликом 3 и цилиндром 1. Обычно деформированная зона D выступает на несколько сотых миллиметра из поверхности слоя V1, например на 0,02-0,3 мм и предпочтительно на 0,05-0,15 мм. Контактная поверхность между бобышками 1P и слоем V1 предпочтительно может быть равна или меньше 1,2 мм2.
Клей С наносится с помощью дозирующего клей ролика 9 в этих деформированных зонах. За счет высокой степени твердости прижимного ролика 3 и небольшого размера бобышек 1P цилиндра 1 противодавления деформированные зоны D слоя V1 являются экстремально малыми и практически незаметными в готовом изделии. Деформацию зон D слоя V1 можно полностью исключить за счет использования, например, пары небольших роликов 17 и 19, между которыми пропускаются слои V1 и V2 после склеивания между цилиндром 1 противодавления и склеивающим роликом 5. На фиг.2В схематично показан результат выравнивания, вызванный каландрованием между небольшими роликами 17 и 19, в ленточном материале N, состоящем из соединенных слоев V1 и V2. Деформацию слоя можно также обеспечить за счет уменьшения натяжения слоя, когда он покидает цилиндр 1.
Выравнивание деформированных зон D ленточного материала можно также обеспечить просто за счет последующего наматывания ленточного материала, например, когда материал используется для производства рулонов туалетной бумаги, кухонных полотенец или т.п.
Когда блоки 13 и 15 предварительного тиснения работают, то слои V1 и V2 подвергаются предварительному тиснению, прежде чем они подаются к цилиндру 1 противодавления. Как известно из уровня техники, каждый из блоков 13 и 15 предварительного тиснения имеет цилиндр из твердого материала, например металла (обозначены, соответственно, позициями 13А и 15А), и цилиндр, покрытый податливым материалом, например резиной (обозначены, соответственно, позициями 13 В и 15В).
Предварительное тиснение, образованное с помощью блоков 13 и 15 предварительного тиснения, может иметь высокую плотность, например более 15 выступов на см2, и даже больше, предпочтительно более 30 выступов на см2; другими словами, имеет место микротиснение. Глубина выступов, образованных на стадии предварительного тиснения, может изменяться и обычно составляет несколько десятых долей миллиметра. Для предотвращения повреждения предварительного тиснения, образованного с помощью блоков 13 и 15 предварительного тиснения, при прохождении слоев между роликами 3 и 5 и цилиндром 1 противодавления, бобышки 1P на поверхности цилиндра противодавления предпочтительно выполнены с достаточной высотой, которая больше глубины выступов, образованных блоками 13 и 15 предварительного тиснения.
На фиг.3 показано в сильно схематичном виде готовое изделие, когда задействованы блоки 13 и 15 предварительного тиснения. Каждый из двух слоев V1 и V2 имеет множество выступов, образованных за счет предварительного тиснения, и соединены друг с другом с помощью точек нанесения клея С в положениях бобышек 1P на цилиндре 1 противодавления. Размеры и плотность расположения этих точек таковы, что они не оказывают видимого влияния на эстетические и/или технические и функциональные свойства готового изделия. На фиг.4 показана зона склеивания между склеивающим роликом 5 и цилиндром 1 противодавления, откуда следует, что высота бобышек 1P цилиндра 1 противодавления является достаточной для исключения повреждения предварительного тиснения слоев V1 и V2 во время склеивания в зонах, окружающих бобышки 1P. Аналогичная ситуация имеется для слоя V1 между цилиндром 1 противодавления и прижимным роликом 3.
На фиг.5-8 показан другой вариант выполнения устройства согласно изобретению. Как показано на фиг.5, 7 и 8, устройство снова имеет цилиндр 1 противодавления, взаимодействующий с прижимным роликом 3 и с склеивающим роликом 5, которые могут быть покрыты резиной или другим податливым материалом подходящей твердости, или же которые могут быть выполнены также со стальной поверхностью. В этом случае цилиндр 1 тиснения имеет гладкую цилиндрическую поверхность и взаимодействует с устройством 7 нанесения клея, содержащим дозирующий клей ролик 9, распределительный ролик 11, который может быть, например, сетчатым, и распределитель 12. Дозирующий клей ролик 9 снабжен множеством бобышек 9Р (смотри, в частности, фиг.7), размеры и плотность расположения которых по существу соответствуют бобышкам 1P цилиндра 1 противодавления на фиг.1. Позициями V1 и V2 обозначены первый и второй слои, подаваемые в цилиндр 1 противодавления.
Слой V1, подаваемый вдоль первого пути подачи, подвергается каландрованию при низком давлении между цилиндром 1 противодавления и прижимным роликом 3, прежде чем он получает клей С от бобышек 9Р на дозирующем клей ролике 9. В зазоре, образованном между склеивающим роликом 5 и цилиндром 1 противодавления, два слоя V1 и V2 соединяются с помощью клея С, распределенного точками бобышками 9Р на слое V1 (смотри, в частности, фиг.8) с образованием готового ленточного изделия N. Склеивающий ролик 5 обеспечивает необходимое давление для схватывания клеем ленточного материала.
Вариант выполнения, показанный на фиг.6, отличается от варианта выполнения согласно фиг.5 лишь отсутствием прижимного ролика 3, так что первый слой V1 не подвергается каландрованию перед нанесением клея.
В вариантах выполнения, показанных на фиг.5-8, готовое ленточное изделие N является по существу гладким и имеет внешний вид, показанный на фиг.2В, после выравнивания и склеивания между роликом 5 и цилиндром 1 противодавления.
В этом случае каждая из бобышек 9Р имеет площадь поверхности примерно 1,2 мм2 или менее в контакте со слоем V1.
Следует отметить, что на чертежах показаны лишь некоторые возможные варианты выполнения изобретения, которые могут изменяться по форме и расположению без отхода от объема изобретения. Присутствие любых цифровых позиций в формуле изобретения предназначено для облегчения понимания пунктов формулы изобретения в свете предшествующего описания и чертежей, и не должно ограничивать объем защиты формулы изобретения.
Группа изобретений относится к целлюлозно-бумажной промышленности и может быть использована при изготовлении многослойных изделий, например туалетной бумаги, бумажных полотенец, кухонной бумаги и т.д. Способ (варианты) изготовления многослойного бумажного ленточного материала (N), содержит стадии: нанесения клея (С), по меньшей мере, на первый слой (V1) посредством пропускания первого слоя между цилиндром (1) противодавления и дозирующим клей роликом (9); размещения в области первого слоя, по меньшей мере, одного второго слоя (V2) в контакте с клеем, нанесенным на первый слой; и склеивания, по меньшей мере, одного первого слоя и второго слоя между цилиндром (1) противодавления и склеивающим роликом (5). Клей наносят в зонах расположения выступающих бобышек, которыми снабжен дозирующий клей ролик (9), при этом плотность расположения и размеры выступающих бобышек таковы, что обеспечивается достаточное количество клея между указанными, по меньшей мере, двумя слоями, но при этом также не изменяются видимым образом технические и функциональные и/или эстетические характеристики ленточного материала. В одном варианте выполнения устройство содержит цилиндр (1) противодавления, снабженный множеством бобышек (1P) и взаимодействующий с дозатором (7) клея, прижимным роликом (3) и склеивающим роликом (5). Бобышки на цилиндре противодавления имеют такую плотность расположения и размеры, что технические и функциональные и/или эстетические характеристики ленточного материала не изменяются видимым образом, и что два слоя (V1, V2) соединяются с помощью клея, нанесенного дозирующим роликом в местах расположения указанных бобышек. Многослойное листовое изделие из тонкой бумаги, содержащее, по меньшей мере, один первый слой и один второй слой, соединенные друг с другом с помощью склеивания, причем изделие имеет множество точек склеивания, которые не совпадают по существу с любым тисненым декоративным узором. Обеспечивается качественное склеивание без видимых точек склеивания. 5 н. и 35 з.п. ф-лы, 8 ил.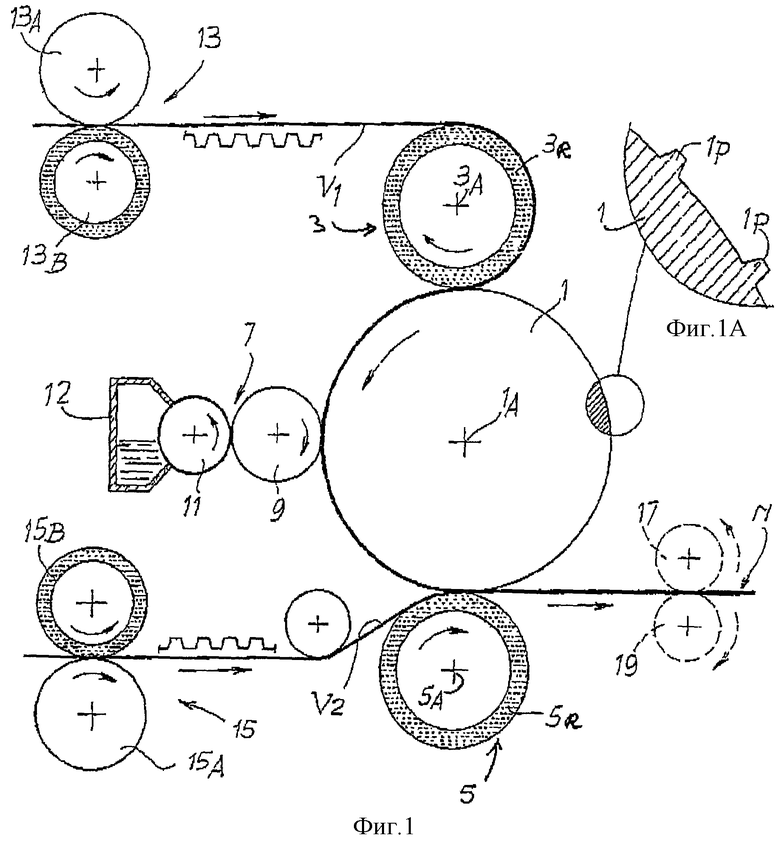
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| US 6106928 А, 22.08.2000 | |||
| ЩЕТКА ДЛЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1992 |
|
RU2031498C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛАМИНАТА В ВИДЕ ПОЛОТНА | 1992 |
|
RU2097465C1 |

