Предложенное изобретение касается устройства для изготовления, по меньшей мере, двухслойных изделий из тонкого бумажного полотна или подобного ему материала с помощью выдавливающего блока и способа изготовления таких изделий.
Тонкое бумажное полотно и/или подобный ему материал применяется во многих случаях. Из таких материалов изготавливают, например, туалетную бумагу, носовые платки, кухонные полотенца, салфетки, бумажные скатерти, средства женской гигиены, бумажные полотенца для рук, полотенца для посуды и т.д.
Согласно изобретению под тонким бумажным полотном следует понимать изделие, соответствующее DIN 6730. Кроме того, тонкое бумажное полотно - это продукт, который полностью или в основном состоит из волокон целлюлозы, крепируется с тонким и мягким крепированием, плотной структурой в закрытой машине для производства бумажных изделий с содержанием абсолютно сухого вещества более чем 90%, состоящий из одного или нескольких слоев, обладающий особенно хорошими впитывающими свойствами, имеющий приведенную к единице поверхности массу одного слоя менее чем 25 г/м2 перед крепированием и удлинение при мокром крепировании более чем 5%.
Согласно изобретению под материалом, подобным тонкому бумажному полотну, следует понимать материал, который, в отличие от тонкого бумажного полотна, производится благодаря изменениям в сухом состоянии. Согласно DIN 6730 материал, подобный тонкому бумажному полотну, - это изделие, в основном состоящее из волокон целлюлозы с большим и широким крепированием, и открытой структурой, в крепируемой машине для производства бумажных изделий сухим способом, состоящее из одного или нескольких слоев, при этом отнесенная к единице поверхности масса одного слоя меньше 25 г/м2 и удлинение при мокром крепировании слоя после сухого крепирования составляет более 25%. Материал может также производиться из макулатуры.
Изделия, производимые из тонкого бумажного полотна и подобных ему материалов, должны удовлетворять различным требованиям. Кроме таких свойств как жесткость, объем, шероховатость и впитывающая способность в случае многослойных изделий также важным свойством является сцепление слоев между собой особенно в связи с уменьшением скольжения слоев один относительно другого. Кроме того, возрастающим спросом у потребителя пользуются изделия, которые обладают хорошими потребительскими свойствами, в особенности улучшенным дизайном.
Для достижения удовлетворительного, незначительного смещения слоев многослойного изделия из тонкого бумажного полотна из уровня техники известны различные способы его тиснения. При так называемом способе тиснения сталь/резина или сталь/бумага стальной валок (выдавливающий валок или матрица), снабженный выдавливающими элементами, давит на гладкий эластичный валок из резины или покрытый бумагой стальной валок. При этом получается плоское тиснение с небольшим числом точек выдавливания (примерно от 6 до 20 точек на см2) или с большим числом точек выдавливания (называемое микровыдавливанием) (от 25 до 65 точек на см2), в частности, микровыдавливание профиля на всей поверхности. При этом выдавливающий валок является приводным, в отличие от встречного валка, который вращается за счет силы трения, создаваемой от соприкосновения с выдавливающим валком. Благодаря воздействию выдавливающего валка на материал из тонкого бумажного полотна происходят как упругие, так и пластические деформации. За счет пластической деформации, по меньшей мере, два слоя материала, соединенные между собой под действием давления, по меньшей мере, частично фиксируются относительно друг друга. Таким образом, в первую очередь достигается уменьшение взаимного смещения, по меньшей мере, двух слоев изготовленного изделия относительно друг друга. При этом не достигается функционального сцепления слоев.
Поэтому для достижения достаточного сцепления слоев производится с помощью дополнительного насечного инструмента накатывание прямых рифлении на слоях из тонкого бумажного полотна, предварительно тисненного способом, описанным выше. При этом посредством отдельно расположенных насечных дисков, которые работают при противодавлении приводного раскаточного валка, создают на материале из тонкого бумажного полотна с предварительно нанесенным тиснением дополнительную тисненую структуру, которая имеет форму ориентированных в направлении вращения непрерывных узоров (например, линий или точек). Насечные диски вращаются при этом за счет трения. При этом на изделие из тонкого впитывающего полотна с предварительно нанесенным тиснением действует дополнительное давление до примерно 500 Н/мм2. Однако применение дополнительного насечного инструмента имеет недостаток, заключающийся в том, что поверх уже предварительно тисненного узора могут получиться только сплошные и непрерывные узоры, и к тому же в области нанесенной насечкой структуры снижается мягкость изделия из тонкого бумажного полотна. Кроме того, недостатком применения насечного инструмента является то, что могут создаваться лишь непрерывные дорожки рифлей в продольном направлении ленты из тонкого бумажного полотна, что препятствует нанесению декоративного тиснения.
Особенная проблема, известная каждому, в частности, при пользовании туалетной бумагой, является проблема так называемой сползающей перфорации. Здесь имеется в виду, на примере рулона многослойной туалетной бумаги, непроизвольное обертывание отделившегося от основы, недостаточно зафиксированного слоя тонкого бумажного полотна, вокруг рулона туалетной бумаги. При этом линия перфорации оказывается несовмещенной между двумя листками туалетной бумаги. Это часто встречается особенно в начале рулона, когда отрывается первый лист, который склеился с лежащими под ними листами туалетной бумаги. Проблема сползающей перфорации встречается при всех известных способах тиснения, которые не обеспечивают полного сцепления слоев.
Следующий способ тиснения, известный из уровня техники, - так называемое совместное тиснение. При совместном тиснении, по меньшей мере, два слоя исходного материала направляются между, по меньшей мере, двумя встречно вращающимися валками, при этом эти валки имеют на поверхности радиально расположенные выступы, поперечный разрез которых представляет собой усеченную пирамиду. При этом выступы одного валка входят в углубления, образованные между выступами встречного валка. Между этими двумя валками протягивается исходный материал, а выступы обоих валков наносят тиснение по всей поверхности материала или только по ее части. Поскольку в результате вращательного движения обоих валков не может происходить контакта между выступающими выдавливающими элементами с лежащими напротив них углублениями, то при совместном тиснении слои исходного материала оказываются вмятыми друг в друга. Благодаря этому вминанию происходит скрещивание, по меньшей мере, двух слоев исходного материала между собой, но сцепление слоев в этом случае также не является достаточным для предотвращения сползающей перфорации. Кроме того, расстояние между валками должно выдерживаться предельно строго, поскольку в противном случае может возникать повреждение встречно вращающихся валков. Обычно изготавливаемые способом совместного тиснения изделия из тонкого бумажного полотна дополнительно подвергаются рифлению посредством насечного инструмента.
Далее многослойные продукты из тонкого бумажного полотна изготавливаются при помощи так называемого способа тиснения точка/раскатка. При этом стальной валок, снабженный выдавливающими элементами, и гладкий стальной валок (так называемый раскаточный валок) размещены относительно друг друга таким образом, что между ними выдерживается определенное расстояние. Это расстояние определяется необходимыми параметрами зазора между валками. Полосы исходного материала при протягивании через зазор между раскаточным и выдавливающим валком сдавливаются между собой настолько сильно, что происходит фиксация слоев между собой. Необходимая величина давления определяется самой конструкцией валков. Применяемое обычно давление лежит в области порядка 230 Н/мм2. Из-за этого высокого давления данный способ ограничен в применении на узких полосах материала, например, на линиях носовых платков. При этом необходима поддерживающая система, соединенная с системой выдавливающий/встречный валок. С помощью этого способа может производиться тиснение по формату, например, продольных или поперечных линий, как это известно в случае производства носовых платков. Отсутствие поддержки выдавливающего валка относительно раскаточного валка ведет к “пробою” или к “отжатию” выдавливающего валка. В первом случае происходит повреждение выдавливающего валка (“сплющивание выдавливающих элементов”) за счет соприкосновения выдавливающего и раскаточного валков. Во втором случае не обеспечивается необходимое сцепление слоев (недостаточное сжатие тонкого бумажного полотна). Уже компенсация изменения нагрузки между выдавливающим и раскаточным валком во время нанесения продольных и поперечных линий (в частности, на носовых платках) представляется достаточно сложной.
Далее из уровня техники известны различные способы, при которых дополнительно к способу тиснения, с помощью которого наносится распределенное по поверхности тиснение, используется также частичное склеивание или склеивание по всей поверхности. При этом в технологическую линию включается после выдавливающего устройства также и необходимое клеевое устройство, что повышает расходы на ее приобретение. Клеевое устройство посредством клеепереносящего валка наносит клей на слой тонкого бумажного полотна. Часть клея усваивается слоем тонкого бумажного полотна, а остаток отводится обратно в емкость. Из-за большой запыленности тонкого бумажного полотна клей очень сильно загрязняется, что требует значительных затрат на очистку клеевого устройства. Наконец, из-за нанесения клея, даже если он наносится лишь на часть, а не на всю поверхность тонкого бумажного полотна, изделие из тонкого бумажного полотна становится “деревянистым”, то есть заметно теряет мягкость. Далее отрицательным является то, что применение клея ограничивается максимально трехслойными изделиями, поскольку наносимый клей должен проникать через отдельные слои для их соединения.
Так называемые декоративные тиснения, то есть образование таких тиснений, с помощью которых возможно нанесение предметных узоров, например цветов, наносятся на поверхность изделия из тонкого бумажного полотна, производится с помощью дополнительных выдавливающих/наклеивающих блоков. При этом на выдавливающем валке в области желаемого декоративного украшения, например, пропускается несколько точек выдавливания, а именно, в форме желаемого декоративного узора. В любом случае, только с помощью тиснения не достигается необходимое сцепление слоев, особенно это видно из сравнения с изделиями, подвергшимися микровыдавливанию, так что нанесение клея с вышеуказанными недостатками и/или последующее накатывание рифлений с помощью пасечного приспособления являются в этом случае неотъемлемой операцией. Операция накатывания рифлении ведет к дальнейшему ухудшению внешнего вида изделий, особенно если они проходят по нанесенному декоративному узору.
В ЕР-А-1048452 раскрыто двухслойное изделие из тонкого бумажного полотна, изготовленное с помощью устройства для тиснения, которое содержит на выдавливающем валке сменные выдавливающие элементы.
Задачей данного изобретения является создание устройства, которое не содержит недостатков, известных из уровня техники.
Эта задача решается согласно изобретению с помощью устройства для изготовления, по меньшей мере, двухслойного изделия из тонкого бумажного полотна или ему подобного материала, которое содержит блок для выдавливания с, по меньшей мере, двумя валками, при этом один валок является раскаточным, а второй выдавливающим валком, при этом выдавливающий валок содержит вал и, по меньшей мере, один расположенный на валу подшипниковый узел. При этом выдавливающий валок нагружен давлением через, по меньшей мере, один расположенный на валу подшипниковый узел, и при этом подшипниковый узел расположен между двумя сегментами. Давление передается от печатающего устройства на подшипниковый узел. Тем самым печатающее устройство между двумя сегментами через приставку может воздействовать непосредственно на подшипниковый узел. С помощью устройства согласно изобретению можно преимущественно изготавливать многослойное изделие, имеющее превосходное сцепление слоев между собой. Кроме того, сцепление слоев может достигаться на существующих машинах шириной до 2800 мм и более.
При тонких бумажных полотнах, не имеющих предварительного тиснения, отпадает необходимость в блоке для накатывания рифления или клеевом блоке, а также могут наноситься тиснения для декоративных узоров. При материале из тонкого бумажного полотна, подвергнутого тиснению согласно вышеописанному способу, устройство согласно изобретению может заменить собой инструмент для накатывания рифления или дорогостоящий клеевой блок. Тиснение полотен исходного материала может при этом производиться с помощью самого устройства согласно изобретению по всей поверхности полосы материала или только частично. Особенно предпочтительным является при этом нанесение декоративного тиснения с помощью выдавливающих элементов. Также нет больше необходимости в нанесении клея с помощью соответствующего клеевого устройства.
Предпочтительно, нагружение сжатием, необходимое для создания высокого давления, происходит с помощью, по меньшей мере, одного печатного устройства, содержащего, по меньшей мере, один рабочий цилиндр. При этом каждому сегменту может быть придано одно печатающее устройство, но предпочтительно, чтобы одному печатающему устройству были приданы два сегмента. Печатные цилиндры могут направляться или, соответственно, нагружаться давлением по отдельности, но также возможно, что несколько печатных цилиндров могут управляться совместно. Печатающие устройства предпочтительно выполняются с возможностью перемещения независимо одно от другого. При ширине полосы из тонкого бумажного полотна около 2800 мм, например, на одном валу располагаются, в совокупности, например, 27 печатных цилиндров и им соответствующие 28 сегментов. При этом вал вместе с подшипниковым узлом и сегментами образует выдавливающий валок. Благодаря направленному нагружению отдельных сегментов давлением через подшипниковый узел предотвращается относительный прогиб валков по отношению друг к другу, мягкий на изгиб выдавливающий валок подгоняется таким образом к мягкому на изгиб расточному валку. Благодаря этому предпочтительно не происходит взаимного повреждения валков. Напротив, за счет нагружения такой схемы нагружения достигается равномерное и определенное поддерживание выдавливающего валка с установленными на нем выдавливающими элементами сегментами. Печатные цилиндры печатающего устройства могут быть нагружены давлением в диапазоне примерно от 3 до 10 бар, особенно предпочтительно от 4 до 6 бар.
В другом исполнении изобретения печатающее устройство имеет ограничитель для регулирования зазора между валками. При этом ограничитель, предпочтительно, может переставляться с помощью клина. Таким образом, можно предварительно нагружать выдавливающий валок перед его использованием посредством отдельных печатающих устройств.
Подшипниковый узел предпочтительно содержит один шарикоподшипник. Но может также быть предусмотрен любой другой тип подшипников. При этом важно, что имеются в виду подшипники, воспринимающие радиальные нагрузки и обладающие также свойствами осевой направляющей. В дополнение к этому, подшипники должны иметь еще одну направляющую. За счет нагружения выдавливающего валка через воздействующие на подшипниковые узлы печатные цилиндры, с одной стороны, становится возможной предельно точная регулировка зазора также во время эксплуатации машины, с другой стороны, подшипниковым узлом поглощаются и компенсируются возможные колебания выдавливающего валка. Между печатными цилиндрами и подшипниковым узлом может также быть предусмотрен промежуточный подшипник.
Выдавливающий валок предпочтительно снабжен быстросменным приспособлением. Благодаря этому становится возможным относительно легко наносить на изделие, по желанию заказчика, различные декоративные тиснения (в том числе, в частности, логотипы) на одной и той же производственной линии. Выдавливающий валок при наличии быстросменного приспособления предпочтительно закреплен на отдельно установленных цапфах.
Раскаточный и выдавливающий валки могут иметь в устройстве согласно изобретению одинаковый диаметр. Но это не является необходимым, могут применяться валки с отличающимися диаметрами. Предпочтительно, выдавливающий и раскаточный валки имеют одинаковую скорость вращения. Кроме того, раскаточный и выдавливающий валки предпочтительно являются приводными.
С помощью устройства согласно изобретению в отличие от насечных приспособлений могут предпочтительно наноситься изолированные, единичные, а не только сплошные непрерывные декоративные тиснения.
Далее предложенное изобретение касается способа изготовления, по меньшей мере, двухслойного изделия из тонкого бумажного полотна или подобного ему материала с помощью устройства согласно изобретению. При этом
- на первой стадии, по меньшей мере, две полосы материала вводят в щель между раскаточным и выдавливающим валками, причем выдавливающий валок нагружают давлением;
- на второй стадии полосы материала соединяют между собой посредством расположенных на выдавливающем валке сегментов, имеющих выдавливающие элементы, и
- на третьей стадии полученное изделие извлекают из устройства.
С помощью способа согласно изобретению предпочтительно изготавливают изделия, которые имеют повышенные свойства сцепления слоев. Также возможно изготавливать изделия, которые имеют только декоративное тиснение. Преимущественно при способе согласно изобретению соединение полос материала осуществляется при давлении сжатия, по меньшей мере, 700 Н/мм2. Предпочтительно, применяемое давление сжатия составляет, по меньшей мере, 900 Н/мм2, еще более предпочтительным является давление, составляющее, по меньшей мере, 1100 Н/мм2. Подобное давление сжатия может передаваться на полосу материала только благодаря тому, что выдавливающий валок имеет заданное нагружение отдельных сегментов давлением через подшипниковый узел.
При помощи устройства согласно изобретению может быть изготовлено, по меньшей мере, двухслойное изделие из тонкого бумажного полотна или подобного ему материала. По меньшей мере, двухслойное изделие предпочтительно не имеет никакого иного тиснения, кроме декоративного тиснения, в частности, не имеет микровыдавливания. Кроме того, оно предпочтительно не имеет рифления и/или клеевого слоя. По меньшей мере, двухслойное изделие имеет благодаря этому прекрасные оптические и также гаптические свойства, при этом, по меньшей мере, два слоя имеют повышенные свойства сцепления.
Эти и другие преимущества предложенного изобретения подробно поясняются с помощью чертежей. На них изображают:
Фиг.1: вид в разрезе выдавливающего блока устройства согласно изобретению;
Фиг.2: вид сбоку на выдавливающий валок согласно изобретению;
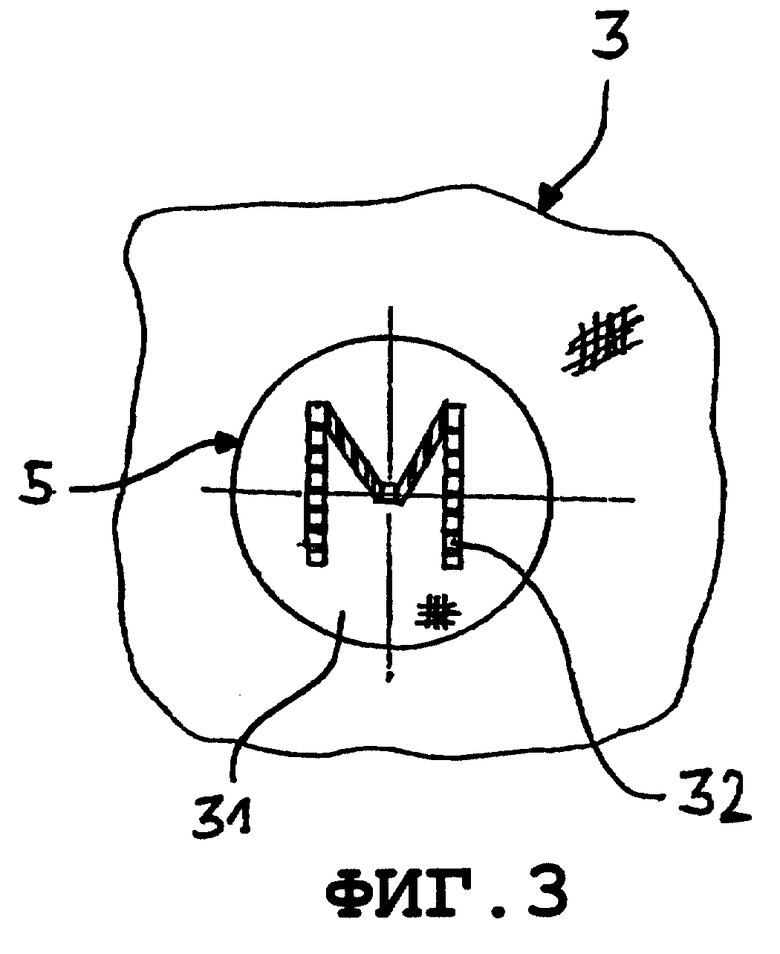
Фиг.3: вид сверху на часть сегмента с выдавливающим элементом.
Фиг.1 показывает обозначенный в целом позицией 1 выдавливающий блок устройства, согласно изобретению, для изготовления, по меньшей мере, двухслойных изделий из тонкого бумажного полотна и/или подобного ему материала. Выдавливающий блок 1 содержит раскаточный валок 2 и выдавливающий валок 3. Раскаточный валок 2 и выдавливающий валок 3 являются при этом встречно приводными в направлении стрелок 17 и 18. Раскаточный валок 2 имеет немного больший диаметр, чем выдавливающий валок 3.
Выдавливающий валок 3 содержит далее вал 4, на котором расположен подшипниковый узел 7. Далее выдавливающий валок 3 имеет выдавливающие элементы 5. В выдавливающий валок 3 входит с зацеплением насадка 22 печатающего устройства 8. Эта насадка 22 установлена на коромысле 21, которое имеет на конце упор 10 и печатный цилиндр 9. При этом печатный цилиндр 9 оказывает давление на выдавливающий валок 3 в направлении стрелки 30 через коромысло 21 и насадку 22. При этом выдавливающий валок 3 предварительно нагружен относительно раскаточного валка 2 через печатающее устройство 8 посредством упора 10 таким образом, что устанавливается определенный зазор 11 между раскаточным валком 2 и выдавливающим валком 3. Упор 10 может быть реализован, например, посредством не показанного на чертеже регулировочного клина, при этом клин может перемещаться с помощью винта с накатанной головкой и воздействовать на приданный упору 10 конец коромысла 21. Конец коромысла 21, противоположный упору 10, закреплен при этом подвижно. Но упор 10 может также непосредственно через болт воздействовать на конец коромысла 21 печатающего устройства 8 без дополнительного использования клина. Печатный цилиндр 9 нагружен давлением в 5 бар при помощи не показанного на чертеже трубопровода.
Для изготовления, например, двухслойного изделия из тонкого бумажного полотна полосы 14 и 15 материала из не подвергнутого предварительному тиснению, однослойного материала подают в направлении стрелок 19 и 20 на выдавливающий блок 1. Полосы 14 и 15 материала проводят через зазор 11 между раскаточным валком 2 и выдавливающим валком 3, при этом обе полосы 14 и 15 исходного материала с помощью выдавливающих элементов 5, расположенных на выдавливающем валке 3, подвергаются тиснению и таким образом связываются между собой. Затем связанное двухслойное изделие из тонкого бумажного полотна 16 изымается из выдавливающего блока 1.
Раскаточный валок 2 и выдавливающий валок 3 приводятся от неподвижного передаточного механизма, выполненного в виде пары зубчатых колес (раппортных колес). При этом привод действует так, что раскаточный валок 2 и выдавливающий валок 3 имеют одинаковую скорость вращения.
На Фиг.2 наглядно показана конструкция выдавливающего валка 3. Выдавливающий валок 3 состоит из множества сегментов 6, которые расположены на валу 4 выдавливающего блока по всей ширине полосы материала. Так, например, при ширине материала в 2800 мм на валу 4 расположено в совокупности 28 сегментов 6. На этих сегментах 6 размещены выдавливающие элементы 5, которые расположены смещенными один относительно другого на сегментах 6. Например, выдавливающие элементы 5 размещены на сегментах 6 так, что применительно к туалетной бумаге наносится в совокупности пять элементов декоративного узора. Этого достаточно для долговременного сцепления слоев. При этом может быть предусмотрено большее число декоративных выдавленных углублений на один лист.
Между отдельными сегментами 6 расположены подшипниковые узлы 7, в которые входит с зацеплением насадка 22 печатающего устройства 8. Подшипниковый узел 7 состоит при этом из втулки 24, которая жестко соединена с валом 4. На эту втулку установлен кожух 25, в который входит шарикоподшипник 12. Кожух 25 является направляющей для подшипника 12. Кроме того, подшипник 12 установлен относительно продольной оси вала 4 так, что он может воспринимать осевые усилия, которыми нагружается подшипник 12 от печатающего устройства 8.
Отдельные сегменты 6 выдавливающего валка 3 соединены между собой при помощи штифтов 23. Они вставляются в расположенные на одной прямой относительно друг друга выемки в двух соседних сегментах 6. Сегменты 6 и блок втулка/кожух 24, 25 радиально установлены на валу 4. Осевое фиксирование сегментов 6 достигается при помощи расположенных снаружи на втулке 24 штифтов 23 посредством натяжения всех сегментов 6 с блоком втулка/кожух 24, 25 посредством, по меньшей мере, одной расположенной снаружи и на конце вала гайки 31. Гайка 31 действует через соединительный элемент 32, который имеет, по меньшей мере, на одной стороне выемку для штифта 23, расположенную на одной прямой линии с выемкой в первом сегменте 6.1, действует на соответствующие сегменты 6. Радиальная фиксация сегментов 6 достигается за счет закрепленных сбоку на втулке 24 штифтов 23, которые входят с зацеплением в выемки сегментов 6. Благодаря такой конструкции сегменты 6 относительно соседних сегментов могут при прокручивании попадать в канавку, благодаря чему достигается равномерное распределение нагрузки при работе. Кроме того, в идеальном случае для валка требуется только один тип сегментов.
Выдавливающий валок 3 имеет быстросменное приспособление 13. Оно состоит из соединительного элемента 26, который с помощью шестигранных болтов 28 и 29 прикреплен к сепаратно размещенным цапфам устройства, согласно изобретению. Захват выдавливающего валка 3 осуществляется через жестко установленную на валу 4 призматическую шпонку (не показано), которая установлена в кожухе 26 и обеспечивает легкую фиксацию с помощью резьбового болта 27. Благодаря наличию быстросменного приспособления 13 можно просто и легко вытащить выдавливающий валок 3 из машины и заменить его другим выдавливающим валком, который имеет другие тисненые узоры на выдавливающих элементах 5. Также благодаря этому можно наносить различные декоративные тиснения при помощи одной машины.
Отдельные выдавливающие элементы 5 расположены смещенными на сегменте 6 выдавливающего валка 3 и имеют круглую форму. Но может также применяться и любая другая форма профильных элементов 5, например квадратная, прямоугольная или пирамидальная. За счет смещения профильных/выдавливающих элементов 5 относительно друг друга на сегментах 6 преимущественно достигается равномерное распределение нагрузки по всей ширине выдавливающего валка 3.
На Фиг.3 показан единичный выдавливающий элемент 5, который расположен на сегменте 6 выдавливающего валка 3. Имеющий круглую форму выдавливающий элемент 5 содержит платформу 31, на которой единичные точки выдавливания 32 расположены таким образом, что они представляют в виде декоративного дизайнерского элемента букву “М”. Но также возможны любые другие буквы, последовательности символов и наглядные изображения, такие как цветы или подобные. Высота пунктов выдавливания 32 относительно платформы 31 зависит от самого дизайнерского элемента 33 и от выдавленного материала. Высота платформы 31 относительно основы сегмента 34 выбрана таким образом, чтобы предотвращалось сжатие полосы из тонкого бумажного полотна.
С помощью выдавливающего блока 1 изготавливается двухслойное изделие из тонкого бумажного полотна. Как исходный материал применяется нетисненое тонкое бумажное полотно с грамматурой, лежащей в интервале от примерно 18,5 до 22 г/м2, и толщиной примерно 150 мкм. Он снабжен декоративным тиснением в виде изображенной на Фиг.3 буквы “М”. При этом на печатный цилиндр передается давление соответственно 5 бар. Ширина полосы материала составляла примерно 2800 мм. Величина давления нажатия составляла примерно 1150 Н/мм2, величина линейного давления составляла примерно 85 Н/мм2. В общем случае линейное давление составляет, по меньшей мере, 45 Н/мм2 и лежит, предпочтительно, в диапазоне от 60 до 110 Н/мм2, более предпочтителен интервал от 80 до 100 Н/мм2. В результате получается двухслойное изделие из тонкого бумажного полотна, которое без последующего рифления или склеивания имеет хорошо сцепленные слои. На участке декоративного тиснения не были обнаружены ни заметные горбы, которые образуются, в частности, при рифлении, ни увеличения толщины изделия. Если изделие из тонкого бумажного полотна, произведенное подобным образом, держать против источника света, то ясно видно, что на участке декоративного тиснения изделие явно более прозрачно, чем вне его. Кроме того, с помощью выдавливающего блока 1 изготавливалось изделие из тонкого впитывающего полотна с плоским тиснением (микровыдавливанием). За счет последующего декоративного тиснения отдельные слои (в данном случае четыре) сцеплялись между собой. Внешний вид декоративного тиснения был таким же, как и в первом случае.
С помощью устройства согласно изобретению впервые стало можно достичь достаточного и высокого сцепления слоев многослойного продукта из тонкого бумажного полотна. Кроме того, сцепление слоев может быть получено исключительно путем декоративного тиснения. Особенно важно, что при устройстве согласно изобретению не требуются ни нанесение рифлей, ни склеивание изделий для достижения сцепления слоев. Далее, с помощью устройства, согласно изобретению, впервые стало можно наносить декоративные тиснения на полосу материала шириной 2800 мм или более. С помощью печатающего устройства, предусмотренного в устройстве согласно изобретению, можно обеспечить постоянную и равномерную поддержку отдельных сегментов. Выдавливающий валок может легко и быстро заменяться, так что в зависимости от запросов клиентов могут быть выполнены различные декоративные тиснения с помощью простой замены выдавливающего валка без больших затрат на монтажные работы.

Устройство содержит выдавливающий блок с, по меньшей мере, двумя валками, причем один валок является раскаточным валком, а другой выдавливающим валком, при этом выдавливающий валок содержит вал и, по меньшей мере, один расположенный на валу подшипниковый узел. При этом выдавливающий валок содержит, по меньшей мере, два расположенных на нем и снабженных выдавливающими элементами сегмента, и выдавливающий валок нагружается давлением через расположенный на валу подшипниковый узел, при этом подшипниковый узел расположен между двумя сегментами. Предложенные устройство и способ позволяют достичь высокого сцепления слоев многослойного продукта из тонкого бумажного полотна, кроме того, сцепление слоев может быть получено исключительно путем декоративного тиснения, а также с помощью устройства стало возможно наносить декоративные тиснения на полосу материала шириной 2800 мм или более. Выдавливающий валок может легко и быстро заменяться, таким образом могут быть выполнены различные декоративные тиснения с помощью простой замены выдавливающего валка без больших затрат на монтажные работы. 3 н. и 8 з.п. ф-лы. 3 ил.

- на первой стадии, по меньшей мере, две полосы материала (14,15) вводят в зазор (11) между раскаточным валком (2) и выдавливающим валком (3), при этом выдавливающий валок (3) нагружают давлением,
- на второй стадии полосы материала (14,15) соединяют между собой посредством расположенных на выдавливающем валке (3) сегментов (6), снабженных выдавливающими элементами (5), и
- на третьей стадии изделие (16) извлекают из устройства.
| Аппарат для засыпки гвоздей в обувную машину | 1938 |
|
SU56475A1 |
| US 5954625 A, 21.09.1999 | |||
| МАШИНА ДЛЯ ТИСНЕНИЯ И ЛАМИНИРОВАНИЯ С ТИСНИЛЬНЫМИ ЦИЛИНДРАМИ, ОБЛАДАЮЩИМИ РАЗЛИЧНОЙ СКОРОСТЬЮ ВРАЩЕНИЯ И СПОСОБ ТИСНЕНИЯ И ЛАМИНИРОВАНИЯ | 1996 |
|
RU2162415C2 |
| DE 4414238 A1, 26.10.1995 | |||
| Устройство для записи изображения | 1982 |
|
SU1048452A2 |

