Изобретение относится к текстильной промышленности, в частности к технологическому процессу предварительного чесания длинноволокнистых материалов на лентоформирующих машинах, входящих в состав поточных линий ПЛ-КЛ и ПЛ-1-КЛ, а также при обработке отходов текстильного производства.
Известна гарнитура, состоящая из единичных элементов в виде крупных металлических игл круглого сечения, вмонтированных в сегменты барабанов [1]. Гарнитурная поверхность барабанов, подобно барабанам чесальной машины, воздействует на длинноволокнистое сырье (лен и его смеси с химическими волокнами) и осуществляет предварительное распрямление и параллелизацию волокон перед обработкой их на кардочесальных машинах.
За прототип принята игольчатая гарнитура для чесальных машин [2], которая состоит из игл, закрепленных в эластичном основании, состоящем из нескольких слоев прорезиненной ткани. Боковые стороны сечения иглы располагаются в параллельных плоскостях. Передняя и задняя стороны сечения иглы выполнены с закруглением по радиусу, равному 0,03-0,07 мм, или имеют острую кромку, т.е. крайние точки параллельных прямых, образующих боковые стороны сечения, соединены между собой дугой или двумя прямыми линиями под углом. В результате сечения имеют эллипсовидную или шестиугольную форму.
Недостатком существующих гарнитур в прядении длинноволокнистых материалов является их интенсивное механическое воздействие на волокно, что приводит к уменьшению его длины, зажгучиванию, значительному выделению в отходы, снижению прочности полуфабрикатов прядения, кроме того, происходит быстрое изнашивание гарнитуры. В наибольшей степени эти недостатки проявляются на лентоформирующих машинах, поскольку зубья гарнитуры крупные и расположены на барабанах редко, а также вследствие плохой распрямленности волокна и его запутанности в горсти, особенно на ее концах. Гарнитура, принятая за прототип, частично решает эти проблемы. Однако, вследствие гладкой поверхности зуба, волокно плохо закрепляется на нем, поэтому интенсивность чесания и очистки ослабляется.
Техническим результатом изобретения является улучшение качества полуфабриката, повышение его прочностных характеристик, уменьшение выхода длинного волокна в отходы, лучшее отделение сорных примесей и пыли, снижение обрывности на последующих переходах, снижение себестоимости продукции.
Указанный технический результат достигается тем, что гарнитура чесальных барабанов для переработки длинноволокнистых материалов, содержащая рабочие элементы вытянутого эллипсовидного поперечного сечения, смонтированные в общем основании, согласно изобретению имеет рабочий элемент чечевицеобразной формы, продольное сечение которого выполнено в виде трезубца, при этом на поверхности барабана рабочие элементы размещены в шахматном порядке с ориентацией продольной оси сечения в плоскости вращения.
Чечевицеобразная форма, приданная рабочему элементу гарнитуры, способствует постепенному проникновению его в волокнистый поток без значительных механических повреждений, укорачивающих волокна. Острые выступы трезубца выполняют функцию игл и выполнены таким образом, что они проникают в массу волокна, не разрывая и не запутывая его. Волокно закрепляется на большей площади по сравнению с известной гарнитурой и надежнее удерживается в процессе обработки. При этом происходит более интенсивное механическое воздействие без значительных повреждений. Предлагаемая гарнитура более прочная и износостойкая чем обычная, в виде игл, что, в свою очередь, снижает пожароопасность и вероятность аварийных ситуаций.
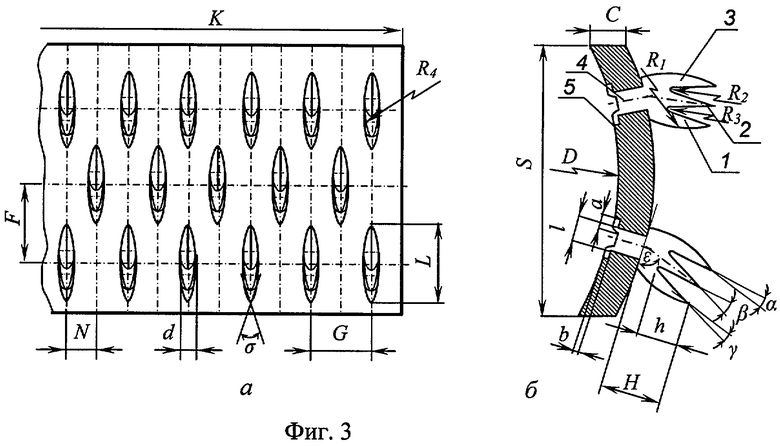
На фиг.1, 2 и 3 представлены схемы профилей рабочих элементов гарнитуры и их взаимного расположения на сегментах соответственно приемного, главного и съемного барабанов. В табл.1, 2 и 3 приводятся значения геометрических параметров гарнитуры для тех же барабанов.
Гарнитура состоит из рабочих элементов чечевицеобразной формы, в которых за счет проточек образованы три острых зуба 1, 2, 3 (фиг.1б, 2б, 3б). В основании рабочего элемента имеется цоколь 4, который вставляется в гнездо сегмента барабана 5. Зуб закрепляется за счет развальцовывания кромки цоколя. Все зубья располагаются в шахматном порядке с ориентацией продольной оси зуба в плоскости вращения барабана.
Взаимодействие волокна с рабочим элементом представляет собой следующий процесс. Острые выступы трезубца 1, 2, 3 поочередно проникают в волокнистую массу. Углы наклона рабочих кромок выступов трезубца γ, β, α (фиг.1б, 2б, 3б), работающих как иглы, подобраны так, что при проникновении их в волокнистую массу не происходит значительных повреждений самих волокон. После проникновения третьего выступа в массу волокна оно закрепляется на общей длине L и высоте Н зуба.
Гарнитура главного барабана отличается от гарнитуры приемного рабочими элементами с сечением более вытянутой формы и другим радиусом крайних кромок (фиг.2). На съемном барабане гарнитура представляет собой набор рабочих элементов с наименьшим сечением у основания и имеющих наклон под углом ε (фиг.3,а) к поверхности барабана.
Форма и расположение рабочих элементов (фиг.1,а, 2,а, 3,а) на поверхности барабана учитывает особенности структуры массы длинного волокна, что способствует более интенсивному чесанию, но при этом не происходит значительных механических повреждений самого волокна, характерных для обычной гарнитуры в виде игл.
Профиль рабочих элементов гарнитуры и их взаимное расположение способствует ламиниризации турбулентного воздушного потока, сопутствующего вращению барабана. Ламиниризация осуществляется за счет образования плавно развивающегося конфузорного участка между изогнутыми профилями двух смежных рабочих элементов [3], где происходит постепенное нарастание скорости потока. Обтекаемая форма рабочего элемента гарнитуры препятствует срыву пограничного слоя с его поверхности, что сохраняет ламинарный режим течения позади конфузорного участка. Сам же поток в гарнитуре разбивается на ряд параллельных элементарных струй. Это способствует развитию устойчивого течения в зазоре между поверхностью барабана и коаксиальным по отношению к нему ограждением, что исключает образование вихрей Тэйлора, приводящих к зажгучиванию волокна [4]. При этом энергия воздушного потока используется для интенсификации процесса чесания и выделения сорных примесей. Кроме этого, улучшается переход волокна с приемного на главный барабан и с главного барабана на съемный за счет уменьшения усилия, необходимого для снятия волокна. Увеличивается площадь чесания на большей длине волокна и эффективность воздействия на волокнистый слой по всей его толщине.
Производственные испытания предлагаемой гарнитуры показали, что:
- уменьшается выпадение прядомого волокна на 5%;
- уменьшается обрывность на прядильных машинах на 10%;
- увеличивается выпадение сорных примесей на 15%.
Литература.
1. Гинзбург Л.Н. и др. Прядение лубяных и химических волокон и производство крученых изделий - М.: Легкая индустрия, 1971. - 544 с.
2. Заявка №6492428. Япония, МКИ D 01 G 15/86. Ямамото Масару, Канаи Хироюки. Заявл.29.09.8; Опубл.11.04.89. // Кокай токке кохо //. Сер.3(5). - 1989. - 13.- С.199-202.
3. Мартынов А.К. Прикладная аэродинамика. - М.: Машиностроение, 1972, - 448 с.
4. Г.Г.Павлов Аэродинамика технологических процессов и оборудования текстильной промышленности. - М.: "Легкая индустрия", 1975, - 152 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГАРНИТУРА ГРЕБНЯ ПИТАТЕЛЯ ДЛЯ ПЕРЕРАБОТКИ ДЛИННОВОЛОКОКНИСТЫХ МАТЕРИАЛОВ | 2014 |
|
RU2560049C1 |
| УСТРОЙСТВО ДЛЯ РАСЧЕСЫВАНИЯ И ОЧИСТКИ ВОЛОКНА ОТ СОРНЫХ ПРИМЕСЕЙ И ПЫЛИ | 2014 |
|
RU2560050C1 |
| Чесальная машина | 1981 |
|
SU1017745A1 |
| Устройство для очистки волокон от сорных примесей | 1987 |
|
SU1477794A1 |
| ШЛЯПОЧНОЕ ПОЛОТНО | 1998 |
|
RU2128736C1 |
| БАРАБАН ТЕКСТИЛЬНОЙ МАШИНЫ | 2001 |
|
RU2188881C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛЕНТЫ | 1999 |
|
RU2144576C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ КОТОНИЗИРОВАННОГО ВОЛОКНА ИЗ КОРОТКОГО ЛЬНА | 1999 |
|
RU2153033C1 |
| Агрегат для приготовления ленты из льняных очесов и короткого волокна для пряжи мокрого и сухого способов прядения | 1955 |
|
SU104577A1 |
| УСТРОЙСТВО УЗЛА БЕГУНА ЧЕСАЛЬНОЙ МАШИНЫ | 1996 |
|
RU2120506C1 |

Гарнитура чесальных барабанов для переработки длинноволокнистых материалов, содержащая рабочие элементы вытянутого эллипсовидного поперечного сечения, смонтированные в общем основании, рабочий элемент имеет чечевицеобразную форму, продольное сечение которого выполнено в виде трезубца, при этом на поверхности барабана рабочие элементы размещены в шахматном порядке с ориентацией продольной оси сечения в плоскости вращения. Использование данного изобретения обеспечивает улучшение качества полуфабриката, уменьшение выхода длинного волокна в отходы, лучшее отделение сорных примесей и пыли, снижение обрывности на последующих переходах, снижение себестоимости продукции. 3 ил., 3 табл.
Гарнитура чесальных барабанов для переработки длинноволокнистых материалов, содержащая рабочие элементы вытянутого эллипсовидного поперечного сечения, смонтированные в общем основании, отличающаяся тем, что рабочий элемент имеет чечевицеобразную форму, продольное сечение которого выполнено в виде трезубца, при этом на поверхности барабана рабочие элементы размещены в шахматном порядке с ориентацией продольной оси сечения в плоскости вращения.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| GB 1412109 А, 29.10.1986 | |||
| US 4627131 А, 09.12.1986 | |||
| US 4716629 A, 05.01.1988. | |||

