Процесс подготовки льняного очеса и короткого льноволокна к прядению на фабриках в большинстве случаев производится вручную. При ручном II полуручпом способах подготовки волокна к нряденпю неизбежны недостаточное и несовершенное рыхление и перемешивание волокна.
Известна схема агрегата для ирпготонления ленты из льняных очесов и короткого волокна, в котором для формирования лепты ирименена грубочесальиая ма1нпна. а получение равномерного слоя на питающем полотне грубочесальноп маишны достигается применением головного нитателя. При использовании грубочесальноп для получения ленты одновременно с обеспечением довольно интенсивного чесания сырья вносятся в продукт пороки, а использованне головного иитателя, ироизвояятцего вторичное рыхление, резко укорачивает штапель волокна.
Поэтому применение известного агрегата ограничивается лишь областью пропзводства пряжи сухого способа прядения. Пси()ль: оиание этого агрегата для приготовления ленты, идущей в пряжу мокрого с(;соба ирядения, приводит к сиижению качества пряжи и увеличению обрывности иа прядильных машииах.
Применение предлагаемого агрегата для приготовления ленты из льняного очеса и ко|)откого волокна дает следующие преимущества: а) механизирует ручные оиерации, оолегчает труд и оздоровляет санитарные условия труда рабочих, занятых на иодготовке сырья к прядению и иитаыия чесальных манит; б) уменьшает неравномерность нряжи по номеру и снижает обрывность на ирядильных машииах за счет улучшения мехаиического рыхления, перемешивания компонентов смеси 1-ырья и питания чесальных машин лентами.
Предлагаемый агрегат отличается от известных:
1)ноперечным расположением ,питателей относительно смесовой ренгетки, благодаря чему достигается получеиие равномерного но весу слоя по всей ширине реигетки без иомощи головного питателя;
2)выиолнением лентоформируюи1ей машины без рабочих пар с обратиым наиравлением и иониженной скоростью вращения барабаиа и обратным наклоном игл па ба1)абане. Конструкция машины значительно проще н позволяет вырабатывать ленту без снижения прядильных свойств волокна для получения качественной прядки сухого и мокрого сиособов ирядения с некоторым понижением обрывности иа прядильных машииах.
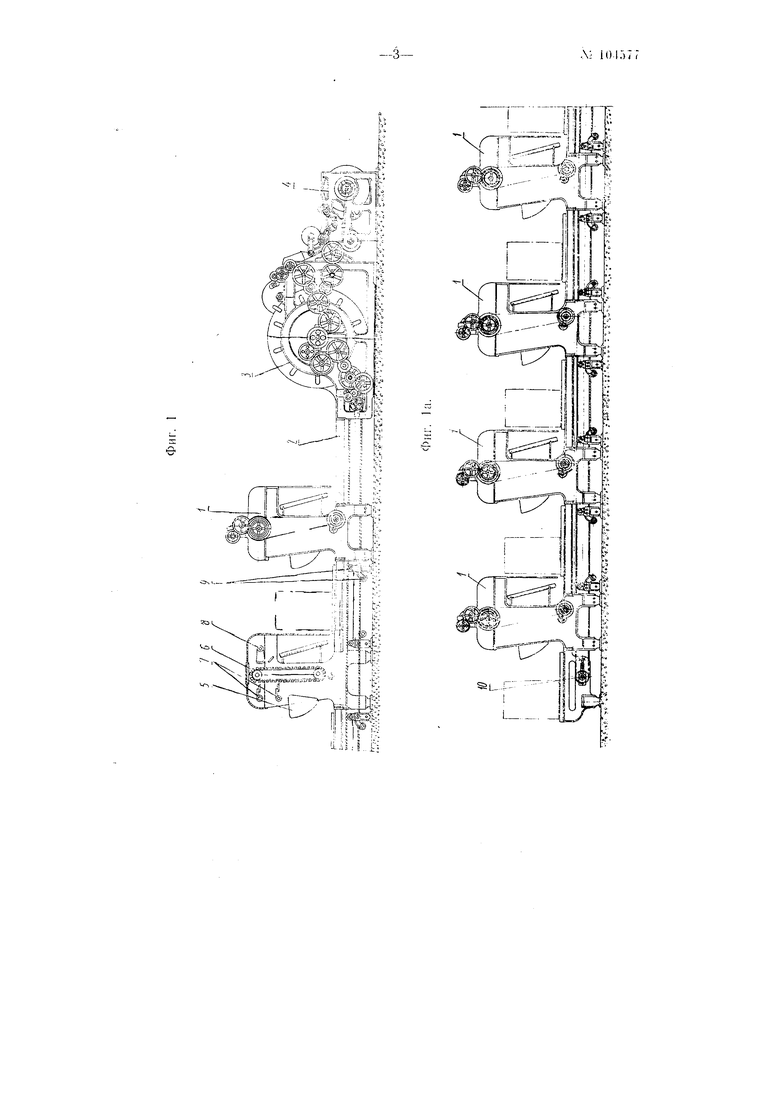
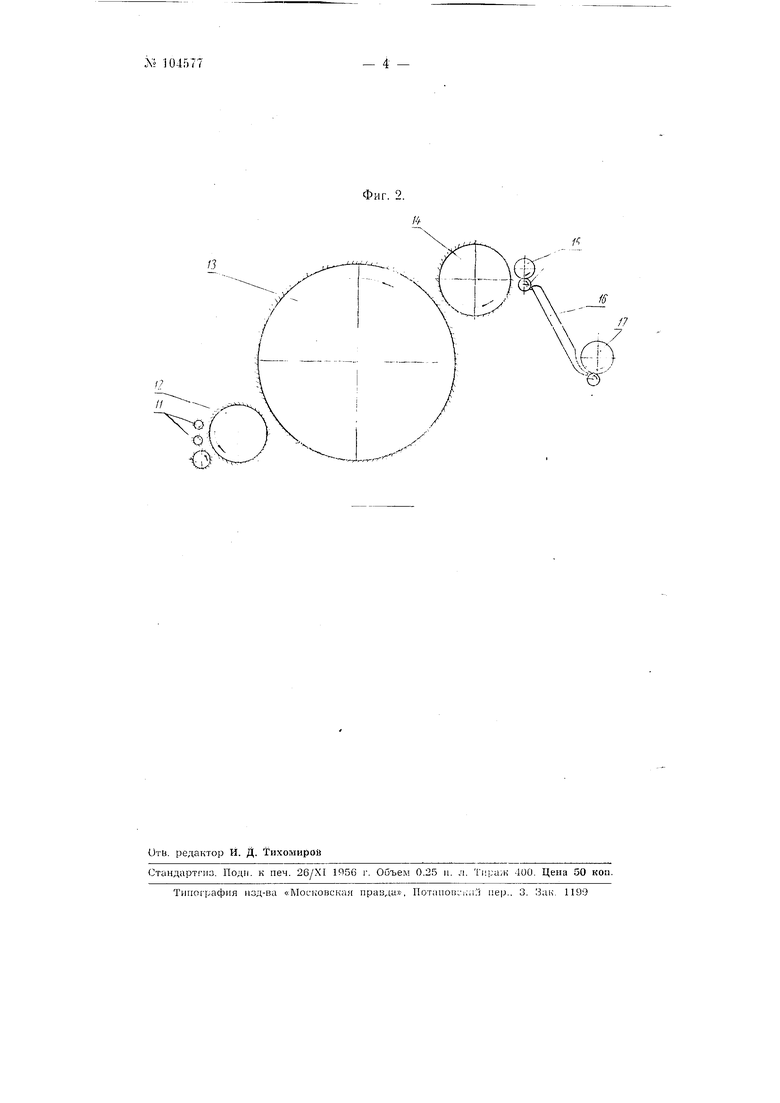
На фиг. 1 и 1а изображен общий вид агрегата; иа фиг. 2 - направление вра1цения рабочих органов лентоформирующей манишы и наклона игл . на ее рабочих органах.
Агрегат состоит из питателеИ-смсситедей (1) и CMCcounii jjcniCTKir (2) для рыхления и лсремешивапля KoMiioiicHToii CJMCси и ofipaiiOBairH.H из смеси слоя равиомериого по весу; леито0101)ли) машины (3); рулонного механизма (4) с уыажнягод1;им приспособлением для формирования ленты задан и 1х развеса, ширины и равноме1)ности, увлажнения ленты и намотки ее в рулон.
.Загрузка агрегата сырьем производится вручную. Работница равномерно загружает сырьем из 3-4 кии, иоставленных у каждого питателя, загрузочный бункер (о) питателя-смесителя.
Из загрузочного бункера сЫрье, захваченное игольчатым полотном (6) и разравненное гребнями (7), сбивается сбивным гребнем (8) на смесовую решетку, где складывается в один общщ слой со слоями, поступившн.ми с других питателей.
Смесовая решетка представляет поддерживаемое роликами (9) бесконечное полотно, для натяжжи которого предусмотрена снециальная станция (10), расположенная в начале агрегата.
Решетка транспортирует слой волокна к игольчатым нитаю1цим валикам (11) лентофо1)мируюш,ей машины (фиг. 2).
С питающих валиков вилокно снимается нильчатым валиком (12) и передастся
на барабан (13). Иглы съемного барабана (14) снимают слой волокна с барабаиа (13) и не)едают его в гладкие вытяжиыс цилиJ дpы (1Г)), после чего сл(и1 сул;ается лепто1)ю{)мируюи(сй воронкой (Ki) и затем сирессовьи ается в ленту плющильными цилиндрами (17). С помощью рулоиного механизма лента наматывается в рулоны и готовые рулоны отбрасываются.
В процессе намотки рулона лента увлажняется при помои1,и форсуиок.
II ) е д .м с т и 3 о б р е т о и и я
1.Агрегат для ириготовлепия ленты из льняных очесов и короткого волокна, состоящий из ряда нитатслей, с.)й решетки, лентоформирующей машины и рулонного .механизма с увлаж.няюн(им устройством, о т л и ч а ю щ и и с л тем. что, с целью сохранеиия прядильиых свойств очеса волокна, лучшего использования волокна тю весу и формирования из него прочио леиты заданных равномерности и развеса, лентоформирующая машина выполр ена без рабочих пар с пониженной скоростью и изменеииым иаиравлением вран(епия барабана.
2.Фор.ма выполнения агрегата по и. 1. о т л и ч а ю HI; а я с я тем, что иитатели установлены иоперек смесовой решетки.
-i
--tx
Фиг. 2.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПРЯЖИ ИЗ КОРОТКОГО ЛЬНЯНОГО ВОЛОКНА СУХОГО ПРЯДЕНИЯ | 2000 |
|
RU2173739C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ КОТОНИЗИРОВАННОГО ВОЛОКНА ИЗ КОРОТКОГО ЛЬНА | 1999 |
|
RU2153033C1 |
| Агрегат для приготовления ленты из льняных очесов и короткого льноволокна | 1961 |
|
SU143332A1 |
| СПОСОБ ПОЛУЧЕНИЯ СМЕШАННОЙ ПРЯЖИ ДЛЯ ТКАНЫХ И ТРИКОТАЖНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 1999 |
|
RU2158790C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛЕНТЫ В РУЛОНЕ ИЗ ОЧЕСОВ И КОРОТКОГО ЛЬНЯНОГО ВОЛОКНА | 1966 |
|
SU215064A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛЕНТЫ ИЗ ЛУБЯНЫХ ВОЛОКОН И ПОТОЧНАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2122608C1 |
| СПОСОБ ПОЛУЧЕНИЯ СМЕШАННОЙ ПРЯЖИ ДЛЯ ТРИКОТАЖА | 1993 |
|
RU2061806C1 |
| ШЕРСТЬСОДЕРЖАЩАЯ ПРЯЖА (ВАРИАНТЫ) | 2001 |
|
RU2180024C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОТОНИЗИРОВАННОГО ЛЬНЯНОГО ВОЛОКНА И ПОТОЧНАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2132422C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛЕНТЫ ИЗ КОРОТКОГО ПЕНЬКОВОГО ВОЛОКНА | 1966 |
|
SU214349A1 |