Изобретение относится к текстильной промышленности и может быть использовано в прядильном производстве для формирования ленты на чесально-ленточном агрегате.
Известен способ производства ленты, используемый в чесально-ленточном агрегате [1], в котором группа чесальных машин сагрегирована с ленточной машиной транспортером типа "Речка", представляющим собой гладкий дублирный столик. По этому способу каждая чесальная машина после разработки волокнистой массы и очистки ее от сорных примесей формирует свой прочес, который в свободном состоянии транспортируют после съемного устройства к плющильным валикам, где переформировывают в чесальную ленту, укладываемую в компенсатор. Ленты из компенсаторов чесальных машин направляют на дублирный столик, по которому протягивают к ленточной машине, где холстик вытягивают и преобразуют в ленту.
Недостатком данного способа является то, что при его осуществлении используется значительное число единиц технологического оборудования, занимающего большие площади и требующего больших затрат электроэнергии. Сложной и недостаточно эффективной является система синхронизации работы чесальных машин. В технологическом плане при данном способе рабочие операции над продуктом осуществляются рабочими органами чесальных машин при одинаковом воздействии на его составляющие элементы без учета их структурных различий. Таким образом, волокнистый материал, поступивший в чесальную машину, обрабатывается в едином потоке без предварительной сепарации клочков хлопка по объему и массе и выравнивания этих показателей в продукте перед процессом чесания. Это обуславливает снижение качества вырабатываемой ленты по неровноте и засоренности и, как следствие, повышение обрывности пряжи и снижение производительности оборудования.
Наиболее близким к предлагаемому по технической сущности является взятый нами за прототип способ получения ленты [2], заключающийся в том, что при формировании прочес по ширине делят на полосы, которые затем смещают симметрично продольной оси прочеса к его краям, полосы прочеса после уплотнения подают на вытягивание с дополнительным смещением одной относительно другой, а на уплотнение в ленту мычки подают со смещением по длине одного ее края по отношению к другому.
Недостатком данного способа является следующее.
Волокнистый поток, питающий чесальную машину, является однопоточным и, состоя из разноструктурных по объему и массе компонентов, проходит единый режим разработки и очистки, то есть предпрочесывания, что не является оптимальным для всех его составляющих: для более мелких и легких клочков волокон режим обработки должен быть более щадящим, так как усиление воздействия на волокна гарнитур рабочих органов приводит к их повреждению, укорочению, а более крупные тяжелые и более засоренные клочки требуют более агрессивной разработки, так как в противном случае не будут разработаны и очищены от сорных примесей, что, в свою очередь, снижает качество вырабатываемой ленты по ровноте и засоренности.
Движение полос прочеса в свободном натянутом состоянии с симметричным смещением к краям, а также мычки после вытягивания лент создают разновеликое натяжение краев, что, в свою очередь, способствует разной степени вытягивания волокон в краях, а значит, порождает дополнительную неровноту продукта. Это в значительной степени снижает положительный эффект выравнивания продукта за счет его смещения.
Таким образом, в данном способе не решен вопрос эффективной подготовки продукта к чесанию, эффективного смешивания волокон и выравнивания ленты по линейной плотности на коротких отрезках, контроля за движущимся прочесом перед лентоформированием.
Техническим результатом заявляемого способа является улучшение качества ленты и повышение производительности оборудования.
Указанный технический результат достигается тем, что в способе производства ленты, при котором из волокон формируют прочесы на чесальной машине, делят их по ширине на полосы, которые затем смещают относительно продольной оси машины, уплотняют и со смещением подают на вытягивание, после которого мычку со смещением уплотняют в ленту согласно изобретению, перед прочесыванием смесовой волокнистый поток, питающий чесально-ленточный агрегат, разделяют по толщине на несколько параллельных потоков, каждый из которых индивидуально разрабатывают и очищают от сорных примесей, после чего эти потоки соединяют в единый поток со смещением друг относительно друга и с перемешиванием на уровне мелких клочков и отдельных волокон, который многократно утоняют, расчесывают и сгущают, полученные полосы прочесов уплотняют вдоль линии выпуска прочеса, переформировывая их в промежуточные ленты, из которых образуют холстик, а на уплотнение в ленту мычку подают вдоль линии ее выпуска.
Разделение питающего агрегат волокнистого потока по толщине при его транспортировании обеспечивает возможность сепарации крупных по объему и массе более засоренных клочков волокна от более мелких, легких и отдельных волокон, что, в свою очередь, позволяет выбрать режим технологической обработки, исходя из индивидуальных особенностей каждого составляющего потока. Раздельная обработка составляющих потоков в оптимальном для каждого из них режиме создает возможность привести их качественное состояние к единому показателю по структуре и засоренности и обеспечить более эффективное их последующее перемешивание. Смещение этих потоков при последующем сложении обеспечивает выравнивание питающего машину волокнистого настила по качественным показателям смеси. Разделение питающего потока на составляющие и раздельная, параллельная их разработка резко повышают производительность предпрочесывателя машины и создает более благоприятные условия для повышения производительности всего чесально-ленточного агрегата. Более равномерный волокнистый поток дает более эффективные результаты при утонении и расчесывании волокнистой массы, а сгущение волокон с перемешиванием после утонения обеспечивает дальнейшее выравнивание продукта.
Уплотнение полос прочеса вдоль линии их выпуска непосредственно на выходе из съемного устройства, а мычки - на выходе из вытяжного прибора обеспечивает дополнительное выравнивание формируемых лент и ликвидирует возникновение скрытой вытяжки лент за счет их транспортирования в свободном, неконтролируемом состоянии. Этому же способствует и образование холстика в непосредственной близости к месту лентоформирования.
Осуществление заявляемого способа поясняется с помощью устройства, представленного на чертеже.
Предлагаемый способ производства ленты реализуется на чесально-ленточном агрегате следующим образом.
Питающий агрегат волокнистый поток подается в бункерную питающую систему машины по пневмопроводу 1. При его транспортировании происходит рассортировка клочков волокон в потоке, и более крупные и тяжелые клочки оседают и движутся в его нижних слоях.
При использовании двухпоточного питающего бункера 2, состоящего из двух питающих шахт с выпускными рабочими органами, эта часть волокнистого потока заполнит первую по ходу движения потока камеру 2а, а насыщенная более мелкими и легкими клочками, находящимися в верхних слоях потока - последнюю 2б. Каждую из этих частей со смещением друг относительно друга за счет разной скорости выпуска волокнистого настила из шахт, разной плотности волокнистой массы в них и разной протяженности самих шахт направляют в индивидуальные 3а, 3б разрабатывающе-очищающие устройства 3, состоящие из взаимодействующих групп пильчатых барабанов и валиков, где режим обработки подбирают в соответствии со структурными и качественными особенностями потоков. То есть разделение потока волокон по толщине с использованием его рассортировки на составляющие по массе и размерам составляющих его клочков волокон обеспечивает возможность для каждого вновь организованного потока установить соответствующий ему оптимальный режим разработки и очистки от сорных примесей /3а, 3б/ и выравнить их структурный и качественный состав, создать лучшие условия для последующего перемешивания при сложении вновь в единый объединенный поток. Это объединение потоков можно осуществлять на поверхности конденсора 4, общего для потоков. При этом пневмоканалы от разрабатывающе-очищающих устройств 3а и 3б перед конденсором образуют пневмокамеру, в которой осуществляется взаимное проникновение одного потока в другой и перемешивание их волокнистых составляющих, оседающих на поверхности конденсора 4. Полученный волокнистый настил питающими валиками, обтянутыми пильчатой гарнитурой, подают на поверхность главного барабана 5а, подвергая при этом утонению, а затем расчесыванию в шляпочных, валичных и других зонах чесания, после чего снова сгущают в промежуточный настил на аэродинамическом устройстве 6 и снова подают на главный барабан 5б.
После последнего по ходу продукта активного расчесывания поток разъединяют по толщине поверхностями последовательно взаимодействующих с главным съемными барабанами 7а, 7б, образуя прочесы, разделяемые далее по ширине на полосы. Съемными механизмами эти полосы снимают с гарнитуры съемных барабанов и выводят за пределы механизмов. На выходе полос из жала выводных валов их волокна переориентируют вдоль линии вывода и, сгущая вдоль нее и уплотняя, переформировывают формирующим механизмом 8, состоящим из группы поперечных транспортеров и валиков, в промежуточные ленты.
После лентоформирующего механизма 8 при помощи автоматизированной системы, состоящей из взаимодействующих транспортерных полотен, промежуточные ленты со смещением друг относительно друга складывают в единый холстик 9, который транспортируют перпендикулярно продольной оси машины в вытяжной прибор 10, где осуществляют его утонение в мычку, волокна которой на выходе из вытяжного прибора переориентируют вдоль линии вывода и, сгущая вдоль нее и уплотняя, переформировывают в ленту, укладываемую в таз.
Ленту, полученную по данному способу, можно направлять для питания непосредственно пневмопрядильных машин, минуя дополнительные технологические переходы.
Источники информации
1. Авторское свидетельство СССР N 208481, D 01 G 21/00, 06.03.68. N 3.
2. Патент РФ N 1049583, D 01 G 15/10, 1983.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЗЕЛ ДЛЯ ФОРМИРОВАНИЯ ВОЛОКНИСТОГО МАТЕРИАЛА | 1997 |
|
RU2115776C1 |
| УЗЕЛ ЧЕСАНИЯ | 2000 |
|
RU2166014C1 |
| БАРАБАН ТЕКСТИЛЬНОЙ МАШИНЫ | 2001 |
|
RU2188881C1 |
| МАШИНА ДЛЯ РЕГЕНЕРАЦИИ ОДНОРОДНЫХ ОТХОДОВ | 1999 |
|
RU2146731C1 |
| МАШИНА ДЛЯ РЕГЕНЕРАЦИИ ОТХОДОВ ВОЛОКНИСТОГО МАТЕРИАЛА | 1998 |
|
RU2134316C1 |
| АНАЛИЗАТОР ХЛОПКОВОГО ВОЛОКНА | 1993 |
|
RU2061240C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ И ОБЕСПЫЛИВАНИЯ КЛОЧКОВ ТЕКСТИЛЬНЫХ ВОЛОКОН | 2001 |
|
RU2210640C2 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ВОЛОКНИСТОГО НАСТИЛА | 1998 |
|
RU2135651C1 |
| СПОСОБ БЕСКОЛЬЦЕВОГО ПРЯДЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2090669C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ЗАСОРЕННЫХ ВОЛОКНИСТЫХ СМЕСЕЙ | 2001 |
|
RU2185465C1 |
Изобретение относится к текстильной промышленности и может быть использовано в прядильном производстве для формирования ленты на чесально-ленточном агрегате. Изобретение позволяет улучшить качество ленты и повысить производительность оборудования. Для этого перед прочесыванием смесовой волокнистый поток, питающий чесально-ленточный агрегат, разделяют по толщине на несколько параллельных потоков, каждый из которых индивидуально разрабатывают и очищают от сорных примесей, после чего эти потоки соединяют в единый поток со смещением друг относительно друга и с перемешиванием на уровне мелких клочков и отдельных волокон, который многократно утоняют, расчесывают и сгущают, полученные полосы прочесов уплотняют вдоль линии выпуска прочеса, переформировывая их в промежуточные ленты, из которых образуют холстик, а на уплотнение в ленту мычку подают вдоль линии ее выпуска. 1 ил.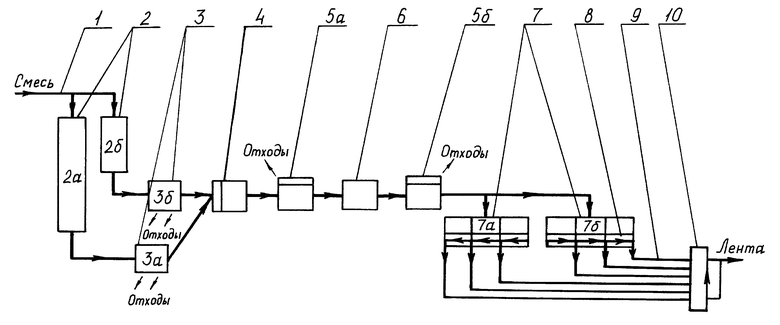
Способ производства ленты, при котором из волокон формируют прочесы, делят их по ширине на полосы, которые затем смещают относительно продольной оси машины, уплотняют и со смещением подают на вытягивание, после которого мычку со смещением уплотняют в ленту, отличающийся тем, что перед прочесыванием смесовой волокнистый поток, питающий чесально-ленточный агрегат, разделяют по толщине на несколько параллельных потоков, каждый из которых индивидуально разрабатывают и очищают от сорных примесей, после чего эти потоки соединяют в единый поток со смещением друг относительно друга и с перемешиванием на уровне мелких клочков и отдельных волокон, который многократно утоняют, расчесывают и сгущают, полученные полосы прочесов уплотняют вдоль линии выпуска прочеса, переформировывая их в промежуточные ленты, из которых образуют холстик, а на уплотнение в ленту мычку подают вдоль линии ее выпуска.
| Способ получения ленты | 1981 |
|
SU1049583A1 |
| SU 262665, A, 30.06.79 | |||
| ПОТОЧНАЯ ЛИНИЯ в ХЛОПКОПРЯДЕНИИ | 0 |
|
SU279387A1 |
| FR 1575549 A, 16.06.69 | |||
| FR 2073039 A, 29.10.71. | |||
