Изобретение относится к способу плазменной обработки поверхности и к устройству для реализации способа. Обработка может заключаться в нанесении барьерной пленки или множества тонких пленок, стерилизации, очистке или образовании поверхностного сплава. Данное изобретение относится также к способу обработки или получения порошков с помощью плазмы.
Согласно уровню техники нанесение с помощью плазмы выполняют в вакууме или при атмосферном давлении. Вакуумные технологии обеспечивают равномерную обработку сложных поверхностей, таких как внутренняя поверхность бутылки из полиэтилентерефталата, однако они являются медленными и относительно дорогими, поскольку требуют обеспечения вакуума и проведения работ в вакуумной камере. Соответствующее оборудование является сложным, чрезвычайно дорогим и трудно поддается адаптации для различных типов контейнеров. Требование абсолютной герметичности оборудования является трудно выполнимым и влияет на надежность и равномерность результатов.
Способы работы с плазмой при атмосферном давлении описаны в нескольких публикациях, например, в патенте GB 1098693, в патентной публикации WO 97/22369 и в патентной публикации WO 99/46964.
В патенте GB 1098693 описано устройство для обработки внутренней поверхности пластмассовой бутылки с целью стерилизации этой поверхности. Устройство содержит центральный электрод, вводимый в бутылку, и наружный электрод, окружающий бутылку, при этом два электрода образуют коаксиальную систему, соединенную с источником тока высокой частоты. В бутылку подают аргон (Ar) через отверстия в центральном электроде с целью уменьшения электрического потенциала, необходимого для создания плазмы. Описанное в этом патенте устройство характеризуется высокой напряженностью электрического поля (порядка 450 В/см) и очень слабым током (порядка нескольких миллиампер). Время обработки является слишком длинным, а мощность слишком малой для промышленного применения способа и конкуренции с технологиями вакуумной плазмы.
В патентной публикации WO 97/22369, относящейся к стерилизации пластмассовых контейнеров, предлагается образовывать плазму с помощью источника тока высокой частоты, обеспечивающего большую амплитуду тока. Кроме того, предлагается располагать центральный электрод вне бутылки, что позволяет осуществлять стерилизацию бутылок из полиэтилентерефталата на промышленной поточной линии. Недостатком описанных в этой заявке способа и устройства является то, что они не обеспечивают равномерную обработку обрабатываемой поверхности. Следует ожидать, что плазма покрывает только часть поверхности. Это приводит к плохой стерилизации частей поверхности, которые не были в контакте с плазмой. По тем же причинам такой способ не способен обеспечить равномерный барьер на всех внутренних стенках контейнера.
В патентной публикации WO 99/46964 описан способ обработки поверхности, в котором образуют импульсный плазменный шнур при атмосферном давлении, который качается вдоль подлежащей обработке поверхности за счет относительного перемещения поверхности и устройства, образующего и задающего плазменный шнур. Можно ожидать, что такой способ способен создавать слой, который является, например, непроницаемым, или равномерно стерилизовать подлежащую обработке поверхность, поскольку плазменный шнур качается вдоль всей подлежащей обработке поверхности. В действительности было установлено, что сложно обеспечить обработку поверхности, в частности, нанесение пленки или стерилизацию, с достаточным качеством.
Для местного нагревания плазменный шнур необходимо перемещать относительно подлежащей обработке поверхности. Скорость, обуславливаемая требованием отсутствия перегрева материала подлежащей обработке поверхности, превышает оптимальную скорость обработки для многих применений. Одним из следствий этого является то, что приграничный слой холодного газа, увлекаемый объектом, дует в разряд и смещает его от поверхности, подлежащей обработке. Это смещение уменьшает диффузный поток активных плазменных частиц в направлении подлежащей обработке поверхности. Эту проблему можно частично решить путем обновления разряда с помощью импульсов. Однако частота импульсов также задается необходимостью отсутствия перегрева материала подлежащей обработке поверхности, и поэтому она не поддается оптимизации для различных применений.
Объем плазмы, создаваемой с помощью известных способов для атмосферной плазменной обработки, является большим и приводит к небольшому коэффициенту полезного действия, поскольку большая часть входной энергии теряется на нагревание окружающего газа и объекта. С другой стороны, для применений, включающих нанесение защитных пленок, внутри плазменного шнура образуется порошок (например, порошок SiO2) и оседает на подлежащей обработке поверхности. Этот порошок, который лишь слабо прилипает к поверхности, представляет препятствие для образования высококачественных пленок.
Недостатки и ограничения известных способов плазменной обработки не ограничиваются указанными выше моментами. Например, в случае плазмы, близкой к состоянию термодинамического равновесия, которая возникает в способе, описанном в WO 99/46964, трудно выполнять бомбардировку электронами подлежащей обработке поверхности, поскольку обычно средний путь электронов (≤10-4 см) относительно упругого взаимодействия с подлежащей обработке поверхностью является короче толщины пограничного плазменного слоя (≥10-2 см). Отсюда следует, что в таком способе сложно согласовать границу раздела подложки и пленки с желаемым качеством обработки, например, посредством активации подлежащей обработке поверхности перед нанесением пленки с целью обеспечения хорошего сцепления. Следовательно, также трудно создавать пленки, состоящие из нескольких слоев, отличающихся по своему составу, если активировать каждый слой перед нанесением следующего слоя.
Опыт показывает, что, несмотря на относительное перемещение плазмы и подлежащего обработке объекта, местный перегрев является неизбежным и вызывает электрические пробои вследствие газового разряда, которые приводят к дефектам и местным разрушениям подлежащей обработке поверхности. Этот недостаток имеет особое значение в определенных применениях, как будет пояснено ниже на примере выполнения.
Полимеризуемые материалы, такие как полиэтилентерефталат (PET), полиэтилен (РЕ), пропилен (РР) и другие, используют в различных отраслях промышленности для изделий, таких как тара для напитков и пищевых продуктов, фармацевтические бутылки и тюбики, баки для бензина, контейнеры для химических изделий, а также неоновые трубки для ночной рекламы, в частности, по причине низкой стоимости и веса этих материалов. Однако одним из недостатков полимерных материалов является их газопроницаемость. Например, проницаемость бутылок из полиэтилентерефталата, используемых в пищевой промышленности, позволяет кислороду диффундировать через стенку бутылки и окислять пищевые продукты или напитки, которые из-за этого быстро теряют свои свойства, такие как вкус, запах или цвет. Газированные напитки, наоборот, теряют свой углекислый газ. Чрезмерная проницаемость пластмассовой тары сокращает время консервации пищевых продуктов. Диффузия газов через пластмассовые стенки оказывает вредное воздействие на большое число других продуктов, таких как фармацевтические, косметические, гигиенические и бытовые изделия. В случае баков для бензина или других контейнеров для химических продуктов проницаемость пластмассовых материалов позволяет этим химическим продуктам проникать в пластмассовый материал, так что их просто нельзя использовать повторно, и они могут служить источником случайного возгорания. Проницаемость пластмассовых материалов приводит к тому, что неоновые трубки из пластмассы имеют слишком короткий срок службы для коммерческого применения.
Другая проблема применения пластмассовых материалов возникает из-за ароматических молекул, таких как уксусный альдегид, образующихся в толще материала и затем диффундирующих в направлении поверхности, где они входят в жидкость, содержащуюся в контейнере. Такие молекулы изменяют вкус и запах напитка или пищевого продукта.
Одно из решений состоит в покрытии внутренней поверхности контейнера непроницаемой пленкой, называемой "барьером". Различные составы, такие как углерод, оксид алюминия и оксид кремния (SiO2) могут образовывать барьеры на полимерах. Нанесение барьерной пленки можно выполнять с помощью плазмы, находящейся в контакте с поверхностью, и в присутствии газа, поставляющего молекулы, образующие слой. Однако пластмассовые материалы, указанные выше, не выдерживают температур свыше около 60-70°С, так что с помощью известных способов плазменной обработки сложно избежать местного перегрева или обеспечить достаточно высокое качество обработки. Например, барьерные пленки, нанесенные на бутылки из полиэтилентерефталата с помощью обычных промышленных способов плазменной обработки, обеспечивают коэффициент увеличения непроницаемости по сравнению с необработанным материалом порядка 20-30 для кислорода или 5-6 для СО2. Типичными дефектами таких барьерных слоев является недостаточная прилипаемость и гибкость и появление трещин, ведущих к потере непроницаемости. Эти дефекты могут также представлять опасность для потребителя.
Многие другие материалы не выдерживают повышения температуры, необходимого для оптимизации способа плазменной обработки поверхности. Это относится, например, к кремниевым пластинам, используемым в полупроводниковой промышленности. Полупроводниковые структуры на поверхности схем могут быть действительно изменены или повреждены вследствие ускоренной диффузии частиц через поверхности раздела различных слоев, нанесенных на кремниевую пластину.
Что касается порошков, в частности порошков, образованных из составных зерен, то известны физические и химические способы получения порошков для получения зерен, содержащих ядро и периферийный слой или зону. Состав периферийной зоны или наружных слоев может отличаться от состава ядра. Известные способы имеют недостатки, состоящие в том, что они являются относительно медленными и дорогими, и, кроме того, не способны обеспечивать образование очень тонких равномерных наружных слоев.
Известно получение несоставных порошков из газа с помощью плазменной обработки. Известные способы получения порошка потребляют много энергии и являются относительно медленными и дорогими.
С учетом приведенных выше недостатков задачей данного изобретения является создание способа плазменной обработки поверхности, который применим и надежен в промышленных условиях, а также устройства для выполнения способа плазменной обработки поверхности, которое применимо и надежно в промышленных условиях.
Предпочтительно создать способ плазменной обработки поверхности, а также устройство для реализации способа, которые можно использовать для обработки поверхности материалов, которые чувствительны к высоким температурам.
Предпочтительно обеспечить нанесение барьера на контейнеры (в частности, пластмассовые контейнеры, такие как бутылки из полиэтилентерефталата в пищевой промышленности, полиэтиленовые тюбики для парфюмерии и баки для бензина в автомобиле), который является прочным, гибким и имеет хорошую непроницаемость.
Предпочтительно иметь возможность одновременной обработки внутренней и наружной поверхностей полых объектов (бутылок, тюбиков, баков). Предпочтительно иметь возможность обработки поверхности сложных объектов.
Предпочтительно создать способ плазменной обработки поверхности, а также устройство для реализации способа, которые можно использовать для нанесения нескольких слоев различных материалов на подлежащую обработке поверхность.
Предпочтительно создать способ плазменной обработки поверхности, а также устройство для реализации способа, которые можно использовать для нанесения нескольких слоев различных материалов на поверхность субмикронных или нанометровых сердечников или ядер, создавая тем самым порошки с составными зернами.
Предпочтительно создать способ получения зерен порошка с наружными или дополнительными слоями, окружающими сердечник или ядро зерна, имеющих хорошую равномерность и заданную толщину.
Предпочтительно создать способ получения составных порошковых зерен субмикронного или нанометрового размера, который является эффективным и не дорогим.
Предпочтительно создать способ получения составных порошковых зерен, образованных из ядра и одного или более наружных слоев, окружающих ядро, при этом порошок имеет физические и химические свойства, отличные от свойств одного ядра.
Задачей данного изобретения является создание способа получения порошков из газа с помощью плазменной обработки, который является эффективным, не дорогим и который обеспечивает получение порошков высокого качества.
Предпочтительно создать способ получения порошков, образованных монокристаллическими зернами нанометрового размера.
Предпочтительно также обеспечить возможность другой обработки поверхности, такой как очистка, травление, активация поверхности, стерилизация или формирование поверхностных сплавов.
Кроме того, во многих применениях предпочтительно выполнять способ плазменной обработки поверхности при атмосферном давлении, а также устройство для реализации способа.
Задачи изобретения реализованы с помощью способа согласно пункту 1 формулы изобретения.
Согласно данному изобретению способ плазменной обработки поверхности объекта, подлежащей обработке, содержит создание плазмы, воздействие плазмой на подлежащую обработке поверхность и возбуждение подлежащей обработке поверхности, и/или приведение в колебания плазмы для создания относительного волнового движения между подлежащей обработке поверхностью и плазмой. Энергия для возбуждения поверхности и/или плазмы может исходить из процесса создания плазмы, из внешнего источника или из комбинации этих двух источников. Вибрация имеет место предпочтительно во время воздействия плазмы на подлежащую обработке поверхность, но в зависимости от выполняемой обработки она может иметь место непосредственно перед и/или непосредственно после фазы воздействия.
Энергия для возбуждения поверхности, которая приходит из процесса образования плазмы, может предпочтительно приходить от ударной волны, развивающейся на фронте образования плазмы во время ее создания.
Ударная волна создается за счет обеспечения того, что развитие фронта плазмы создает внутри плазмы давление, так что его соотношение с окружающим давлением превышает критическую величину для формирования ударной волны в заданной газовой среде. Это достигается посредством выбора и управления параметрами генерирования плазмы, в частности плотности энергии и времени существования фронта развития плазмы.
Энергия возбуждения, приходящая от внешнего источника, может поступать от генератора колебаний, приводимого в контакт с подлежащим обработке объектом или не приводимого в непосредственный контакт с подлежащим обработке объектом, который излучает акустические волны, например ультразвуковые волны. Для многих применений и многих подлежащих обработке объектов частота колебаний предпочтительно находится в диапазоне ультразвуковых частот. Внешний генератор может также поставлять энергию в виде ударных волн.
Вибрация подлежащей обработке поверхности может быть результатом возбуждения одной или нескольких собственных частот и их гармоник, связанных с телом объекта, подлежащего обработке, с помощью резкого скачка энергии (удара) и/или с помощью воздействия внешнего генератора, излучающего одну или более частот, близких или равных собственным частотам или их гармоникам, связанным с объектом, подлежащим обработке. Вибрация подлежащей обработке поверхности может быть также результатом вынужденных частот, когда внешний генератор излучает частоты, которые не являются гармониками собственных частот подлежащего обработке объекта.
Для большинства применений плазму предпочтительно создавать с помощью источника электрической или электромагнитной энергии, работающего непрерывно, с униполярными или знакопеременными импульсами или высокочастотными импульсами. Это может быть, например, разряд емкостного или индуктивного типа, высокочастотных волн. Однако плазму можно создавать также с помощью адиабатического сжатия или с помощью ударных волн, поставляемых, например, генератором адиабатического сжатия или ударных волн.
Плазма, созданная для способа обработки поверхности, согласно предпочтительным вариантам выполнения изобретения, может быть в термодинамически неравновесном состоянии в течение большей части времени существования плазмы.
Способ, согласно изобретению, является очень предпочтительным, поскольку он обеспечивает возможность использования холодной плазмы при одновременной интенсификации взаимодействия плазмы с подлежащей обработке поверхностью, и тем самым оптимизацию плазменной обработки поверхности для большого диапазона применений, включая обработку объектов, состоящих из материалов, выдерживающих лишь небольшое повышение температуры, таких как полиэтилентерефталат и полупроводники. Волновое движение атомов и молекул подлежащей обработке поверхности действительно усиливают воздействие активированных плазмой частиц на подлежащую обработке поверхность. За счет усиленного воздействия имеется широкий выбор режимов генерирования плазмы (адиабатическое сжатие, ударные волны, электрический разряд), и можно оптимировать процесс в зависимости от признаков (материала, формы, размеров) объекта, подлежащего обработке, и подлежащей выполнению обработки. В частности, можно использовать "холодную" атмосферную плазму (по определению R.F.Baddur, R.S.Timmins в "Воздействие плазмы на химический процесс", MIT Press, страница 17), то есть вне термодинамического равновесия, так что подлежащая обработке поверхность остается холодной, в то время как электроны могут бомбардировать поверхность для ее активации. Например, плазма может состоять из сети шнуров, которые появляются, перемещаются вдоль поверхности и исчезают внутри периодов времени, достаточно коротких, чтобы не нагревать поверхность, подлежащую обработке. Что касается обработки поверхности зерен порошка, то плазма может быть образована, например, внутри объема резервуара, содержащего зерна порошка.
Способ, согласно изобретению, обеспечивает также, с одной стороны, ускорение обработки поверхности за счет того, что ионизация и активация частиц плазмы создается с помощью ударных волн, испускаемых из нитевых разветвлений разряда, в то время как они отражаются подлежащей обработке поверхностью, и, с другой стороны, интенсификацию обработки поверхности без значительного повышения температуры подлежащего обработке объекта, поскольку колебания подлежащей обработке поверхности оказывают влияние на взаимодействие с плазмой, по существу, как атомное движение, вызванное повышением температуры объекта.
Обработку поверхности можно дополнительно интенсифицировать посредством добавления вибраций внешнего генератора акустической частоты или ультразвуковой частоты, предпочтительно настроенного на усиление собственных частот подлежащего обработке объекта. Улучшенное взаимодействие плазмы с подлежащей обработке поверхностью при низкой температуре может иметь другие предпочтительные последствия. Например, можно получать составные пленки хорошего качества посредством последовательного нанесения слоев, которые хорошо сцепляются с подложкой и имеют различные физические, физико-химические и механические свойства.
Другим преимуществом способа, согласно изобретению, является то, что он обеспечивает возможность обработки внутренних стенок сложных объектов, не имеющих осей симметрии, таких как баки для бензина.
С помощью способа, согласно изобретению, можно также получать порошки, образованные из зерен, содержащих сердечник или ядро и периферийную зону или наружные слои из одного или более разных слоев, образующихся в результате нанесения, по существу, равномерной и гомогенной пленки из атомов и/или молекул, которые могут придавать порошку свойства, которые отличаются от свойств порошка, содержащего лишь материал ядер, например, оптические свойства.
Согласно данному изобретению составные порошки можно получать путем нанесения пленок на ядро зерна с помощью плазмы при атмосферном давлении. Плазма служит, в частности, для нагревания ядер зерен для их вступления в контакт с атомами и/или молекулами газа, используемого для формирования наружных слоев.
Та же плазма, или плазма, генерированная по потоку ниже плазмы, активирующей ядра зерен, с помощью независимого плазменного генератора, активирует атомы и молекулы газовой смеси, содержащей газы и/или перегретые пары. Когда зерна приводятся в контакт с атомами или молекулами газов, то плазма наносит, по существу, гомогенную пленку молекул или атомов на поверхность ядер, которая придает порошку физико-химические свойства, отличные от свойств порошка, состоящего только из ядер, например, могут быть изменены оптические свойства.
В частности, параметры управления плазмой выбирают так, что наносимая пленка является особенно гомогенной и очень тонкой.
Компоненты плазмы, образующей пленку, выбирают так, что силы притяжения между частицами пленки имеют центростремительную составляющую, которая способствует уплотнению структуры периферийного слоя или пленки. Чем меньше размер ядер, тем больше центростремительная составляющая. Это особенно важно в случае субмикронных и нанометровых ядер. В этих случаях для эффективного выделения ядер зерен, плавающих в подаваемом газе (например, аргоне), и приложения колебательного движения, которое катализирует процесс поверхностного нанесения, на ядра могут воздействовать акустические колебания, в частности ультразвуковые колебания, которые могут генерироваться внешним генератором или самой плазмой в режиме генерирования плазмы с помощью импульсов, как будет описано ниже.
Согласно другому аспекту изобретения способ получения порошков содержит генерирование плазмы импульсами в контейнере, содержащем газы, с помощью одновременного генерирования акустических колебаний в контейнере, при этом газы разлагаются плазмой с образованием скоплений и зерен порошка, в котором степень структурирования определяется одновременным действием плазмы и акустических колебаний. Акустические колебания могут создаваться с помощью внешнего генератора и/или с помощью процесса создания самой плазмы, как будет описано ниже.
Устройство для плазменной обработки поверхности, согласно изобретению, может предпочтительно содержать внешний генератор акустических колебаний.
Устройство для плазменной обработки поверхности, согласно изобретению, может предпочтительно содержать датчик колебаний. Датчик колебаний позволяет проверять и/или анализировать собственные частоты подлежащего обработке объекта с целью регулирования устройства, например, параметров электрического контура для генерирования электрического разряда с целью образования плазмы, для получения ударных волн, которые вызывают вибрации подлежащей обработке поверхности специального объекта, подлежащего обработке, или для проверки правильной работы процесса и, в частности, качества колебаний подлежащей обработке поверхности в промышленном процессе. В присутствии колебаний в ожидаемом спектре частот и амплитуд можно получать информацию о возможном сбое или ухудшении качества выполняемой обработки поверхности.
Устройство для плазменной обработки поверхности, согласно изобретению, может предпочтительно содержать один или более электродов, снабженных одним или более каналами подачи технологического газа для генерирования одного или более плазменных шнуров с помощью электрического разряда. Несущий напряжение электрод может быть предпочтительно вращающимся, так что он способен перемещать плазму или плазмы за счет электростатических и гидродинамических эффектов вдоль подлежащей обработке поверхности.
Устройство может содержать несущий напряжение электрод, который выполнен в виде жидкой струи, которая может выполнять движение относительно подлежащего обработке объекта с целью направления проводящей струи жидкости на стенку подлежащего обработке объекта, так что плазма создается на другой стороне стенки.
Согласно одному варианту выполнения изобретения электроды для генерирования плазмы с помощью электрического разряда могут быть соединены с противоположными полюсами электрического контура. Эти электроды можно использовать для генерирования плазмы на обеих сторонах стенки подлежащего обработке объекта, при этом потоки плазмы являются антипараллельными на двух сторонах.
Можно снабдить устройство, по меньшей мере, двумя несущими напряжение электродами для обработки соответствующих сторон одной стенки подлежащего обработке объекта, при этом потоки плазмы на двух сторонах являются параллельными и направлены в сторону заземленного электрода.
Устройство для плазменной обработки поверхности, согласно изобретению, может предпочтительно содержать жидкую ванну, в которую погружают подлежащие обработке объекты, в частности, контейнеры, при одновременном воздействии плазмы на внутреннюю подлежащую обработке поверхность. Это могут быть, например, бутылки или другие контейнеры, частично погруженные в жидкую ванну, при этом их горловина остается над поверхностью жидкости. Таким образом, жидкость находится в контакте с наружной стороной контейнера, что обеспечивает то преимущество, что стенка контейнера может охлаждаться очень эффективно и можно воздействовать плазмой в течение более длительного времени. Когда используется внешний источник колебаний, то жидкость может служить, в том числе, для обеспечения более равномерных колебаний на стенке контейнера и тем самым подлежащей обработке внутренней поверхности контейнера.
Устройство для плазменной обработки поверхности, согласно изобретению, может предпочтительно содержать систему контроля качества поверхности после или во время обработки с помощью лазерного луча, регистрирующего либо число фотонов, излучаемых за счет нелинейных эффектов во время прохождения лазерного луча через подлежащую обработке поверхность, либо уменьшение потока первичных фотонов, вызываемое рекомбинацией вследствие нелинейных эффектов, при этом система лазерного луча снабжена устройством для обнаружения и анализа луча, отраженного от подлежащей обработке поверхности или проникающего через обрабатываемую поверхность.
Устройство для плазменной обработки поверхности, согласно изобретению, может содержать кожух, в который помещают подлежащие обработке объекты, и поршень для сжатия технологического газа в части кожуха, где расположены подлежащие обработке объекты, с целью создания плазмы с помощью адиабатического сжатия. Поршень может приводиться в действие сжатым воздухом или другими газами, расположенными в части кожуха над поршнем.
Устройство для плазменной обработки поверхности, согласно изобретению, может предпочтительно содержать кожух с одной частью, в которой расположены подлежащие обработке объекты, и с другой частью, где содержится под давлением технологический газ и которая отделена от другой части стенкой, которую можно удалять или разрушать с целью обеспечения мгновенной декомпрессии газа для создания ударной волны, которая движется в направлении подлежащих обработке объектов.
Другие предпочтительные аспекты изобретения следуют из формулы изобретения, последующего описания и прилагаемых чертежей, на которых изображено:
фиг.1а и 1b - схемы устройств для обработки поверхности подлежащих обработке объектов согласно изобретению;
фиг.2а и 2b - полученные с помощью электронного микроскопа фотографии обработанной поверхности бутылки из полиэтилентерефталата с барьером на основе оксида кремния;
фиг.2с - полученная с помощью электронного микроскопа фотография обработанной поверхности бутылки из полиэтилентерефталата с барьером на основе оксида кремния, полученным с помощью способа нанесения с помощью атмосферной плазмы, согласно изобретению;
фиг.3а - 3с - устройства для плазменной обработки поверхности, согласно вариантам выполнения изобретения, в частности, для обработки внутренних стенок бутылок, в изометрической проекции;
фиг.4а и 4b - высокоскоростные фотоснимки бутылок из полиэтилентерефталата, полученные во время плазменной обработки их поверхности, согласно изобретению, с использованием технологического газа, приготовленного из смеси гексаметилдисилоксана, кислорода и аргона, при этом обработка, согласно фиг.4а, отличается от обработки, согласно фиг.4b, подводимой электрической мощностью;
фиг.5 - графики напряжения U и тока I в зависимости от времени для плазмы, генерируемой с помощью электрических импульсных разрядов, согласно изобретению, в униполярном режиме (кривые А1 или А2) или в высокочастотном режиме (кривая В);
фиг.6 - разрез части стенки подлежащего обработке объекта во время плазменной обработки согласно изобретению;
фиг.7 - экран осциллографа, соединенного с датчиком вибраций, измеряющим колебания подлежащего обработке объекта во время плазменной обработки, согласно изобретению, в данном случае полулитровой бутылки из полиэтилентерефталата во время обработки посредством электрического импульсного разряда с помощью высокочастотного генератора, создающего разветвленную сеть плазменных шнуров, согласно изобретению;
фиг.8 - разрез устройства для плазменной обработки поверхности, согласно изобретению, контейнера сложной формы;
фиг.9 - разрез другого варианта выполнения устройства для плазменной обработки контейнера сложной формы, где заземленный электрод выполнен в виде струи проводящей жидкости;
фиг.10 - разрез устройства со схемой электрического контура для плазменной обработки поверхности на двух сторонах стенки контейнера согласно изобретению;
фиг.11 - разрез, аналогичный фиг.10, для другого варианта выполнения;
фиг.12 и 13 - разрезы устройства со схемой электрического контура для плазменной обработки внутренней поверхности множества контейнеров, таких как бутылки, при этом плазма генерируется с помощью электрических импульсных разрядов;
фиг.14 - разрез устройства для плазменной обработки, согласно изобретению, в котором плазма создается с помощью адиабатического (изоэнтропического) сжатия;
фиг.15а - разрез устройства для плазменной обработки, согласно изобретению, в котором плазма создается с помощью расширения сжатого газа, создающего ударную волну;
фиг.15b и 15с - виды устройства, согласно фиг.15а, иллюстрирующие движение ударной волны и создание плазмы;
фиг.16 - разрез устройства для плазменной обработки порошков согласно данному изобретению.
Как показано на фиг.1а и 1b, устройство 1 для обработки поверхности 2 подлежащего обработке объекта 3 содержит устройство 4 для генерирования плазмы, систему подачи газа и электрод 5 и удерживающее устройство 6 для удерживания подлежащего обработке объекта. Обрабатывающее устройство 1 также содержит внешний генератор 7 колебаний, который может обеспечивать вибрацию поверхности 2 подлежащего обработке объекта с помощью генератора, находящегося в непосредственном контакте с объектом, или через звуковые (акустические волны) без непосредственного контакта.
Плазма 8 создается на поверхности 2 объекта 3 с помощью устройства 4 - плазменного генератора в газе, который можно активировать плазменно-химическим путем и направлять в сторону поверхности 2 с помощью канала 9 системы подачи газа, при этом канал 9 может быть образован внутри электрода 5.
Подлежащая обработке поверхность 2 возбуждается и вибрирует, то есть совершает волновое движение. Энергия, необходимая для создания волнового движения подлежащей обработке поверхности, может быть получена от ударной волны, возникающей в процессе создания плазмы, от ударной волны, созданной внешним генератором, или от внешнего генератора 7 колебаний. Ударная волна приводит к вибрации тела в переходном режиме на его собственных частотах. Амплитуду колебаний можно увеличить за счет настройки внешнего генератора для генерирования колебаний на одну из нескольких собственных частот подлежащего обработке объекта. Поскольку виды колебаний тел являются чрезвычайно сложными, то оптимальный выбор частот можно определить с помощью испытаний, то есть посредством регулирования частоты отдельно для каждого заданного числа образцов, и определения признаков качества обработки поверхности.
Анализ процесса обработки поверхности, согласно изобретению, показывает, что за счет реализации волнового движения частиц подлежащей обработке поверхности можно интенсифицировать физико-химическое взаимодействие между частицами плазмы и частицами поверхности. По своей природе и действию эта интенсификация напоминает действие, сопровождающее повышение температуры подлежащей обработке поверхности при контакте с плазмой, будь это вакуумная плазма, атмосферная плазма или плазма высокого давления.
Таким образом, очень важным аспектом изобретения является интенсификация процесса плазменно-химического взаимодействия, будь это для нанесения пленки, для травления, создания поверхностного сплава или для других видов обработки, без существенного повышения температуры подлежащего обработке объекта. Это техническое решение является очень важным и открывает широкие перспективы, в частности, для плазменной обработки тел, выполненных из материала, не выдерживающего нагревания. Это позволяет использовать воздействие холодной плазмы на поверхность по-новому, то есть, воздействие плазмы вне термодинамического и химического равновесия (смотри определение на странице 27 книги Баддура и Тимминса, указанной выше). Возможность возбуждения подлежащей обработке поверхности с помощью механических колебаний при сохранении ее холодной позволяет в значительной степени устранить недостаток, присущий использованию холодной плазмы на холодной поверхности, поскольку взаимодействие между плазмой и подлежащей обработке поверхностью сильно интенсифицируется.
На фиг.2а и 2b показаны полученные с помощью поверхностного электронного микроскопа фотоснимки поверхности полулитровой бутылки из полиэтилентерефталата после плазменной обработки без возбуждения подлежащей обработке поверхности. В этом случае была нанесена пленка из оксида кремния. Используемая в этом примере плазма является высокочастотной импульсной плазмой разряда, создаваемой в смеси паров гексаметилдисилоксана и аргона. После обработки бутылка была механически сложена, и на этих снимках можно видеть осколки 10 и чешуйки 11, образованные на поверхности. Эти осколки и чешуйки могут отделяться и включаться в жидкость, представляя тем самым опасность для потребителя. Это повышает также проницаемость поверхности. На основании испытаний этих бутылок можно утверждать, что коэффициент непроницаемости барьерной пленки составляет около 10 для кислорода по сравнению с необработанной поверхностью. В показанном на фиг.2с случае выполняли ту же обработку поверхности с одновременным добавлением колебаний, имеющих частоту около 21 кГц, то есть в ультразвуковом диапазоне, с помощью внешнего ультразвукового генератора. Во время обработки измеряли температуру стенок бутылки из полиэтилентерефталата с помощью термопары, которая показала, что температура не повышалась выше 45°С. Эта температура лежит достаточно ниже максимальной температуры обработки полиэтилентерефталата, которая составляет около 60-70°С. Затем бутылку сложили механически, так же как образцы на фиг.2а и 2b, и на выполненном с помощью поверхностного электронного микроскопа фотоснимке можно видеть, что полученная барьерная пленка является прочной и гибкой, поскольку не образуются ни осколки, ни чешуйки. Уровень непроницаемости барьерной пленки является очень высоким. В соответствии с измерениями образцов коэффициент непроницаемости составляет около 30 для кислорода по сравнению с необработанной поверхностью.
Следует отметить, что способ, согласно изобретению, позволяет использовать плазму в вакууме, при атмосферном давлении или при высоком давлении, поскольку воздействие, оказываемое за счет вибраций на взаимодействие подлежащей обработке поверхности с плазмой, изменяется незначительно при изменении давления, при котором генерируют плазму. Эффективность обработки также незначительно изменяется от способа генерирования плазмы, будь это непрерывная плазма с питанием от источников постоянного тока, источников переменного тока или высокочастотная, микроволновая или импульсная плазма. В последнем случае период импульсов предпочтительно длиннее периода колебаний, которым подвергается подлежащий обработке объект, с целью обеспечения надежного контакта между плазмой и подлежащей обработке поверхностью.
Ударную волну, возникающую при создании плазмы, можно генерировать посредством изохорического нагревания части объема газа, который можно активировать плазменно-химическим путем посредством излучения электрического импульсного разряда, имеющего определенные параметры, непосредственно в технологический газ. Рассматриваемая часть объема нагревается, ее давление быстро повышается свыше критического давления, при превышении которого образуется ударная волна, которая распространяется в объеме газовой смеси и за которой следует плазма, образованная частицами технологического газа, которые нагреваются, возбуждаются и ионизируются. Эта процедура является прежде всего эффективной, когда импульсы электрического тока осуществляются вдоль поверхности подлежащего обработке тела, который состоит из изолирующего материала. Ее можно предпочтительно использовать для обработки сложной поверхности, такой как внутренние стенки бутылок, тюбиков, бензобаков и других контейнеров.
Как показано на фиг.3а, устройство 1 для обработки внутренней поверхности 2 подлежащего обработке объекта 3, в данном случае бутылки, содержит устройство 4 для генерирования плазмы с помощью электрических импульсных разрядов, которое снабжено системой подачи газа, содержащей канал 9, который может также выполнять функцию электрода 5 под напряжением, удерживающее устройство 6 с изолирующим элементом 12 для удерживания подлежащего обработке объекта, и заземленный электрод 15. Обрабатывающее устройство 1 может также содержать внешний генератор 7 колебаний, в данном случае ультразвуковой генератор, который может приводить к вибрации внутренней поверхности 2 бутылки, датчик 13 вибраций, который может быть соединен с модулем управления генератора 7 колебаний, и температурный датчик 14, например термопара, для контроля температуры стенки контейнера.
Плазма 8 создается внутри контейнера 2 с помощью импульсов тока, текущего от центрального электрода 5, который работает в режиме излучения электрического или автоэлектронного поля (как определено в монографии С. Крапивина "Плазменно-химические процессы в машиностроении", издательство "Химия", Ленинград, 1981, страница 27) к заземленному электроду 15. Заземленный электрод 15 расположен и выполнен так, чтобы выдерживать амплитуду приложенного электрического поля и обеспечивать создание разветвленных газовых разрядов, состоящих из поверхностной сети плазменных шнуров 16. Амплитуда прикладываемого электрического поля должна быть достаточно большой для обеспечения инициирования разряда за счет пробоя.
Электрод 5, который выполняет также функцию канала 9, через который технологический газ вводится в контейнер, может быть наклонен с образованием угла а с осью симметрии контейнера с целью облегчения формирования плазмы вдоль его внутренней поверхности 2. Используют газ, имеющий низкую энергию ионизации, такой как аргон, для оптимизации локализации разряда вдоль внутренней поверхности контейнера.
Как показано на фиг.5 и 6, разветвленный плазменный разряд образуется с помощью импульса тока (I), имеющего передний фронт с длительностью t1, так что плазма внутри шнуров разветвленного разряда начинает образовываться и нагреваться изохорически. Промежуток времени, обозначенный как t1 на фиг.5, соответствует фазе изохорического нагревания плазменных шнуров. Для t1 справедливо соотношение t1<d/a, где d является диаметром шнура при его создании, и а является скоростью звука в неионизированной среде, окружающей шнур. Обычно d равно приблизительно 1 мм и а равно приблизительно 3·102 м/с, так что t1<3·10-6 с.
В конце времени t1 давление внутри шнура повышается, что зависит от признаков развития разряда и, в частности, от нагревания плазмы, снабжаемой энергией током, генерирует ударную волну, возбуждающую и ионизирующую газ вокруг шнура. Активация является интенсивной прежде всего в зоне 19 между плазменным шнуром 16 и подлежащей обработке поверхностью 2 за счет падающей волны 17, пересекающейся с волной 18, отраженной от подлежащей обработке поверхности. Ток, который сначала локализован в этом шнуре, после развития указанных ударных волн проходит в основном в зону 19, которая ограничена отраженной волной 18, внутри которой развивается холодная плазма вне термодинамического равновесия, которая имеет хороший контакт с подлежащей обработке поверхностью.
Амплитуда энергии, развиваемая импульсом электрического тока такова, что часть энергии падающей ударной волны передается в материал подлежащего обработке объекта посредством проникновения ударной волны 20, которая рассеивается в виде колебаний на собственных частотах подлежащего обработке объекта, которые могут быть в диапазоне слышимых частот или ультразвуковых частот. Наличие колебаний можно контролировать предпочтительно с помощью акустического датчика 13 в обрабатывающем устройстве. Эти акустические колебания приводят в колебания атомы подлежащего обработке объекта, что заставляет их уходить из положения статического равновесия и возвращаться в него и во время их ухода создавать ситуацию, которая благоприятствует их химическому соединению с частицами среды, которые ионизированы и активированы плазмой, например с атомами кремния и кислорода во время нанесения пленки из SiOx.
На фиг.7 показана запись частот колебания бутылки из полиэтилентерефталата (0,5 литра), полученная во время обработки с помощью высокочастотного импульсного разряда, создающего разветвленную сеть плазменных шнуров, согласно изобретению. Можно видеть, что пачки акустических колебаний, имеющих относительно большую амплитуду, имеют частоты, которые, в частности, составляют около 6080 Гц и 10000 Гц.
В частности, в ультразвуковом диапазоне акустические колебания, приложенные во время обработки поверхности, оказывают каталитическое воздействие, аналогичное повышению температуры подлежащего обработке объекта. Ультразвуковые колебания имеют преимущество, состоящее в том, что подлежащий обработке объект остается относительно холодным по сравнению с обычными процессами плазменной обработки, поскольку энергия ультразвуковых колебаний рассеивается в объеме, граничащим с ударной волной, а не локально. Таким образом, нагревание подлежащего обработке объекта в результате рассеяния волн будет относительно легким.
Импульсы тока необходимо каким-то образом ограничивать во времени. Высвобождаемая энергия во время протекания тока в плазме, которая находится сначала вне термодинамического равновесия, расходуется, с одной стороны, на активирование частиц несущего газа (например, О2, О, Si, возможно С, Н), с другой стороны, на нагревание подлежащего обработке объекта, а также самой плазмы, которая увеличивается в объеме. Эти названные последними эффекты создают определенный недостаток для обработки поверхности и должны быть устранены. В действительности, когда пленка наносится на подлежащую обработке поверхность, то нагревание плазменного объема способствует формированию порошка, который осаждается на подлежащую обработке поверхность и загрязняет ее, что приводит, например, к плохому сцеплению пленки с подлежащей обработке поверхностью и низкому качеству барьера.
Как показано на фиг.5, период времени, обозначенный как t2 на фиг.5, соответствует фазе расширения плазменных шнуров. Длительность t2 импульса тока выбирают так, что плазма остается холодной и развивается вдоль подлежащей обработке поверхности и что температура подлежащего обработке объекта не повышается выше температуры его разрушения. Это можно контролировать с помощью измерения температуры объекта во время или сразу после обработки с помощью температурного датчика 14, например термопары, расположенной вблизи или на объекте, подлежащем обработке, как показано на фиг.3, и соединенной с устройством 4 генерирования плазмы. В промышленном процессе датчик можно применять на стадии запуска для регулирования и калибровки параметров генерирования плазмы и, в частности, длительности t2 импульсов и длительности t3 интервалов между импульсами.
Длительность t2 импульсов должна быть достаточной для активирования и направления максимального числа частиц из плазменно-химически активированной среды на подлежащую обработке поверхность, что проверяется посредством оценки действительных результатов обработки на определенном числе образцов.
Поскольку плазменные шнуры, которые запускают указанный выше механизм, расположены относительно далеко друг от друга, то импульсы необходимо повторять для равномерного покрытия всей подлежащей обработке поверхности. Интервалы времени t3 между двумя импульсами должны быть больше длительности t4 существования плазмы "после разряда" (как указано, например, в монографии A.Ricard "Реактивные плазмы", SFV, 1995) и достаточно продолжительными, так что частицы, направленные на подлежащую обработке поверхность и вступившие в контакт с частицами самой поверхности, могут достигать своего конечного стабильного (или метастабильного) состояния, что имеет решающее значение для необходимых свойств подлежащей обработке поверхности с целью обеспечения невозвращения шнуров в области прежних шнуров, когда прикладывается новый импульс.
Например, во время нанесения полимерной пленки, основанной на направлении плазмой смеси активированных частиц С, Н и СНу, интервал t3 времени между импульсами плазмы должен быть таким, чтобы между импульсами плазмы мог завершиться процесс полимеризации на подлежащей обработке поверхности. Это завершение предпочтительно ускоряется за счет присутствия акустических колебаний.
Для плазмы, содержащей элементы, такие как О2, N2, H2, Si и С, интервал времени между импульсами предпочтительно составляет t3≥1-10.
Акустические колебания, предпочтительно в диапазоне ультразвуковых частот, воздействующие на подлежащую обработке поверхность перед плазменной обработкой, обеспечивают преимущество исключения посторонних газов, поглощаемых поверхностными слоями подлежащей обработке поверхности. За счет исключения этих поглощаемых газов можно во время локального нагревания материала плазмой исключить создание потока этих газов, который противодействует потоку активированных частиц плазмы и предотвращает достижение ими подлежащей обработке поверхности.
За счет воздействия акустических колебаний на подлежащий обработке объект после плазменной обработки предпочтительно обеспечивается возможность удаления остаточных газов и порошковых частиц, которые могли быть поглощены обрабатываемой поверхностью во время обработки.
Акустические колебания подлежащего обработке объекта, которые возникают в результате создания разветвленной сети плазменных шнуров, согласно изобретению, можно дополнить акустическими и, в частности, ультразвуковыми колебаниями от внешнего источника, такого как генератор ультразвуковых колебаний. Частоту можно выбирать так, чтобы она равнялась одной из собственных частот подлежащего обработке объекта, которую можно измерить с помощью датчика вибраций. В этом случае резонансное действие может значительно улучшить качество выполняемой обработки. Существуют другие предпочтительные частоты, на которых можно усилить ультразвуковые колебания подлежащего обработке объекта, в частности частоты a/D, где D обозначает диаметр контейнера, и а - скорость звука.
На фиг.4а и 4b показаны фотоснимки, выполненные высокоскоростной камерой, разветвленного плазменного разряда, созданного с помощью устройства, описанного применительно к фиг.3, 5 и 6. В показанном случае бутылка стоит на пластине, которая заземлена и находится в контакте с генератором акустических колебаний. Параметры создания плазмы, используемой в этих примерах, представляют собой:
на фиг.4а и 4b:
t1=2 мкс,
t2=300 мкс,
t3=2 мкс,
время фотоэкспозиции: 05 мс,
частота колебаний внешнего генератора колебаний: f=120 кГц;
на фиг.4а:
электрический пороговый потенциал U=15 кВ,
технологический газ: аргон;
на фиг.4b:
электрический пороговый потенциал U=10 кВ,
технологический газ: смесь гексаметилдисилоксана, кислорода и аргона.
Создаваемые разветвленные плазменные шнуры быстро перемещаются вдоль подлежащей обработке поверхности и исчезают. Каждому разряду предшествует поверхностный пробой, такой как представлен пиком 53 напряжения на фиг.5, который приводит к созданию предшествующего канала. Время существования этих разветвленных плазменных шнуров соответствует частоте импульсов источника тока, который их создает. Сеть шнуров покрывает большую часть подлежащей обработке поверхности, как показано на фотоснимках, и шнуры точно следуют форме неравномерностей этой поверхности, включая дно.
Было установлено, что в обычных процессах плазма имеет тенденцию к отсоединению от поверхности подлежащего обработке объекта, поскольку движение объекта или электрода вызывает движение газа, которое возмущает плазму и, в частности, входные потоки воздуха, вызываемые пограничным слоем стенки контейнера, которые пытаются оттолкнуть плазму от подлежащей обработке поверхности. Когда плазма сдвигается от подлежащей обработке поверхности, то это уменьшает или исключает градиент концентрации активных частиц на подлежащей обработке поверхности и тем самым предотвращает обработку поверхности, такую как нанесение пленки. Согласно данному изобретению проблема исключается за счет того факта, что длительность импульсов тока, создающих плазму в виде разветвленных плазменных шнуров, выбрана достаточно короткой для обеспечения того, что движение подлежащей обработке поверхности является настолько малым относительно пятна, занимаемого сетью, что длительность импульса t2 меньше отношения (d/v) между шириной шнура (d) и скоростью (v) движения подлежащей обработке поверхности относительно плазмы. При предположении, что скорость равна 1 м/с (скорость, которую часто реализуют на практике), а ширина шнура равна 1 мм, получают для t2 максимальную величину 10-3 с. Длительность t2 импульса в действительности ограничена более строгим условием, а именно температурой нагревания подлежащей обработке поверхности. Проведенные при разработке данного изобретения испытания показали, что это требование ограничивает длительность t2 импульса величиной, не превышающей 3·10-4 с. Показанные на фиг.4а и 4b высокоскоростные фотоснимки демонстрируют, что в течение этого периода времени шнуры остаются соединенными с подлежащей обработке поверхностью и что не наблюдается гидродинамический эффект.
Для оптимального сканирования подлежащей обработке поверхности разветвленной сетью плазменных шнуров, такой как показана на фиг.3а и 3b, можно перемещать плазменные шнуры дальше или ближе друг к другу, другими словами, изменять плотность пучка плазменных шнуров за счет выбора формы и положения заземленного электрода 15. На фиг.3а показан, например, разветвленный пучок малой плотности, в то время как на фиг.3b показан сильно сконцентрированный пучок плазменных шнуров за счет расположения электрода 15' с небольшой площадью поверхности снаружи и с радиальным смещением относительно оси симметрии бутылки под изолирующим держателем 12.
Для качания плазмы по всей поверхности контейнера можно осуществлять относительное перемещение между заземленным электродом и подлежащим обработке объектом, например, за счет вращения держателя 12, на котором установлен контейнер, или за счет вращения электрода под напряжением или заземленного электрода при неподвижном держателе, или же за счет перемещения магнитного или электрического поля или создания гидродинамических эффектов в технологических газах.
Для упрощения устройства можно предпочтительно обеспечить качание плазмы вдоль подлежащей обработке поверхности за счет перемещения форсунки подачи технологического газа, например, за счет выполнения вращения вокруг оси симметрии бутылки, как показано на фиг.3а-3с. Можно также улучшить сканирование с помощью обрабатывающего устройства, показанного на фиг.3с, которое имеет устройство 5' подачи газа, снабженное подающей головкой 24, имеющей множество наклонных каналов 9а, 9b, 9с, образующих угол а с осью симметрии бутылки и распределенных вокруг оси симметрии. Каналы 25 могут одновременно служить в качестве электродов, соединенных с устройством 4 генерирования плазмы. Подающая головка 24 может быть установлена с возможностью вращения относительно держателя 12 контейнера 3. Устройство обеспечивает возможность генерирования множества разветвленных плазменных шнуров 8а, 8b, 8с, которые распределены вокруг внутренней поверхности этого контейнера. Вращение подающих технологический газ каналов приводит к вращению плазмы за счет гидродинамических и электростатических эффектов. Гидродинамический эффект также улучшает удаление остаточных газов после обработки.
Таким образом, можно обрабатывать всю поверхность контейнера, подлежащего обработке, с помощью одного или более качаний плазмы, когда заземленный электрод или электрод под напряжением, который вступает в действие при перемещении канала подачи технологического газа, или с помощью повторных импульсов по всей подлежащей обработке поверхности, но без перемещения последней.
Важным моментом в реализации способа, согласно изобретению, является подача газовой смеси на подлежащую обработке поверхность. Газы, которые приносят молекулы для нанесения пленки, например непроницаемой пленки, можно смешивать с газом, используемым для образования плазмы, и подавать через каналы 9, 9а, 9b, 9с в электроде под напряжением, они могут присутствовать в контейнере 3 перед началом обработки поверхности, или же их можно подавать в контейнер с помощью отдельного источника. Форсунка электрода под напряжением может направлять газы для покрытия пленкой ниже по потоку от формирования плазмы. Важно, чтобы напряжение пробоя в газовой смеси было ниже, чем в окружающем воздухе. Для этого газовая смесь предпочтительно содержит аргон. Система подачи выполнена с возможностью последовательного использования нескольких газовых смесей, имеющих разные составы, что позволяет создавать барьерную пленку, например, в виде нескольких слоев, имеющих разные химические составы. Нанесение барьерной пленки на внутреннюю поверхность бутылки можно предпочтительно заканчивать нанесением органического слоя типа СхНу, который предотвращает вспенивание газированной жидкости, наполняющей затем бутылку.
Критической зоной подлежащего обработке объекта, в частности, в случае объектов, имеющих узкое горлышко, таких как бутылки, или часть внутренней поверхности вблизи открытого конца контейнера (например, цилиндрического пластмассового тюбика), является наклонная или удаляющаяся часть внутренней поверхности вблизи горловины. С целью обеспечения эффективной обработки поверхности этой части предпочтительно иметь каналы 9а, 9b, 9с с наклоном на угол α относительно оси симметрии контейнера или, по меньшей мере, части вблизи части горловины 26.
В частном случае, когда подлежащий обработке объект является пластмассовым тюбиком, важно, чтобы во время обработки, с помощью которой наносится барьер, не обрабатывался конец тюбика, подлежащий закрыванию, поскольку нанесенная пленка может исключить возможность заваривания этого конца после заполнения тюбика потребительским товаром. В этом случае угол α необходимо выбирать так, чтобы газовая смесь, подаваемая через каналы 9, 9а, 9b, 9с, контактировала со стенкой, подлежащей обработке, лишь ниже кольцевой поверхности, которая не должна обрабатываться. В частном случае обработки бутылки возможно в конце операций покрывать только нижнюю часть бутылки полимерным слоем, предотвращающим вспенивание во время заполнения напитка, в то время как горлышко не имеет этого слоя и поэтому способствует вспениванию. Это приводит к вспениванию напитка при выливании, что желательно в случае пива.
За счет адекватного выбора угла α можно также минимизировать накопление остаточных продуктов обработки за счет обеспечения циркуляции газов в направлении открытой стороны контейнера, в данном случае горловины. Можно также впрыскивать подаваемые газы в виде коаксиального конуса в осесимметричный объект, подлежащий обработке, так что подаваемые газы равномерно распределяются по всей подлежащей обработке поверхности. В этом случае остаточные газы удаляются через центральный эвакуационный канал вдоль оси этого конуса.
За счет контакта между плазмой и подлежащей обработке поверхностью с помощью способа, согласно изобретению, можно наносить барьерные слои, например, слои, содержащие SiOx, которые являются дешевыми и хорошо подходящими для контейнеров, предназначенных для пищевых продуктов, за счет следующих эффектов. Сначала газы, абсорбированные в стенках подлежащего обработке объекта, десорбируются за счет акустического действия ударной волны, возникающей при создании плазмы и/или приходящей из внешнего источника ультразвуковых колебаний, и тем самым исключаются из поверхностного слоя стенки. Плазма может также вызывать поверхностное травление слоев в несколько атомов, высвобождая химические связи, которые реагируют с возбужденными частицами в плазме, в частности, с определенными частицами, такими как кремний и кислород, подаваемыми с газом для обработки поверхности. Механизм не известен полностью, однако можно предполагать, что молекулы SiOx занимают химические связи на полимерной поверхности и действуют в качестве областей кристаллизации для формирования барьерного слоя из SiOx на подлежащей обработке поверхности.
Для создания гибких, не ломающихся барьерных пленок, имеющих хорошее сцепление со стенками, можно с помощью данного изобретения последовательно наносить слои, имеющие разные химические составы и, в частности, чередовать слои из SiOx и СНу, хорошо сцепляющиеся с подложкой и друг с другом.
В показанном на фиг.8 варианте выполнения устройства для обработки внутренней поверхности 2 контейнера 3 сложной формы импульсный разряд плазмы в виде сети плазменных шнуров формируется между электродом 5 под напряжением, выполняющим одновременно функцию канала для технологического газа, и заземленным электродом 15, который можно перемещать в трех измерениях с помощью механизма (не изображен), обеспечивающего движение электрода 15 по всей наружной поверхности контейнера для протягивания разветвленной сети плазменных шнуров по всей внутренней поверхности 2 контейнера.
В показанном на фиг.9 варианте выполнения обработку поверхности контейнера 3 сложной формы (например, бензобака) выполняют следующим образом. Электрод 5 под напряжением, питаемый от источника 4 тока, располагают снаружи кожуха 27 устройства. Контейнер 3 помещают внутрь кожуха 27, который выполнен из изолирующего материала и вентилируется потоком воздуха или другого газа 28. Два канала 29, 30 используют для подачи газовой смеси в контейнер 3 и для удаления остаточных газов из него, соответственно. Контейнер можно перемещать и вращать с помощью механизма (не изображен), удерживающего его.
Заземленный электрод может иметь вид струи 31 электрически проводящей жидкости, выходящей из инжектора 32, подаваемой насосом 33. Электрически проводящая жидкость 34, собирающаяся на дне 35 кожуха, постоянно циркулирует в системе заземленного электрода. Разряд между указанными электродами развивается в виде разветвленной сети плазменных шнуров 8.
В вариантах выполнения на фиг.10 и 11 показаны два решения для одновременной обработки внутренней и наружной сторон 2а, 2b контейнера 3, изготовленного из изолирующего материала.
В варианте выполнения, показанном на фиг.10, разряды образуют так, что разветвленные сети плазменных шнуров 8а и 8b формируются поочередно на обеих сторонах стенки, в то время как два электрода 5а, 5b соединены с противоположными полюсами электрического контура 54 устройства 4 генерирования плазмы. Контейнер расположен на держателе 6, выполненном из изолирующего материала с возможностью вращения.
В показанном на фиг.11 варианте выполнения предложенная электрическая система обеспечивает выполнение разрядов в виде разветвленных сетей плазменных шнуров 8а, 8b, питаемых параллельно. В этом случае бак 3 расположен на держателе 12, и для двух разрядов используют один заземленный электрод 15.
В этих двух вариантах выполнения электроды 5а, 5b под напряжением служат в качестве каналов для газа. Газовые смеси, поддерживающие разряд, могут отличаться на двух сторонах контейнера, так что можно образовывать отложения, имеющие разные составы и свойства.
В показанном на фиг.12 варианте выполнения разряды генерируются так, что разветвленные сети плазменных шнуров 8а, 8b образуются на внутренних поверхностях резервуаров 3а, 3b, расположенных рядом друг с другом. Два электрода 5а, соответственно, 5b соединены с противоположными полюсами электрического контура 54 устройства 4 генерирования плазмы, так что плазменные шнуры 8а, 8b связаны вместе электростатическими силами, которые помогают прилагать их к внутренней поверхности резервуара 3а, соответственно, 3b.
Так же, как в других вариантах выполнения, резервуары 3а, 3b могут быть расположены на вращающихся диэлектрических опорах 12, которые содержат также заземленный электрод 15.
Множество пар контейнеров 3а, 3b, снабженных парами электродов 5а, 5b, соединенных с противоположными полюсами электрического контура 54, как показано на фиг.13, можно обрабатывать последовательно с помощью электронного или электрического переключателя 56.
Относительно вариантов выполнения, показанных на фиг.12 и 13, следует отметить, что формирование разветвленных сетей плазменных шнуров 8а, 8b, воздействующих на внутренние поверхности контейнеров, расположенных рядом друг с другом, является предпочтительным с точки зрения хорошего воздействия плазмы на подлежащую обработке поверхность за счет их взаимного притяжения. Таким образом, плазма охватывает внутреннюю форму контейнеров, обеспечивая тем самым равномерную и эффективную обработку всей внутренней поверхности контейнера.
Способ, согласно изобретению, можно осуществлять на практике с помощью оборудования, состоящего, по существу, из двух конвейеров, подающих и отводящих подлежащие обработке объекты, и вращающегося круглого поддона, на периферии которого перемещаются подлежащие обработке объекты, каждый из которых снабжен системой распределения газовых смесей, источника тока, подходящих устройств для измерения и контроля и одного или более источников акустических колебаний, в частности ультразвуковых колебаний, обеспечивающих реализацию способа. Источники акустических колебаний могут быть установлены на держателях дна контейнеров для повышения эффективности обработки поверхности дна контейнеров. Источники тока могут быть расположены для обслуживания групп подлежащих обработке объектов.
Во время обработки каждый из подлежащих обработке объектов подвергается охлаждению воздухом за счет принудительной конвекции у необрабатываемой стенки объекта, например у необрабатываемой стороны, при обращении с обрабатываемым контейнером.
В одном режиме реализации изобретения подлежащие обработке объекты могут погружаться в жидкость, через которую на дно равномерно воздействуют акустические колебания, в частности ультразвуковые колебания, по всей их поверхности. Это могут быть, например, бутылки или другие контейнеры, частично погруженные в жидкую ванну, при этом горловина остается снаружи, так что жидкость находится в контакте с наружной поверхностью контейнера, что имеет преимущество весьма эффективного охлаждения стенок контейнера и возможности более длительного приложения плазмы. К тому же, когда используется внешний источник колебаний, жидкость обеспечивает более равномерное распределение этих колебаний по стенкам контейнера и тем самым создание более равномерных колебаний на внутренней поверхности контейнера, подлежащей обработке.
Для упрощения электрических соединений с обрабатывающим устройством устройство может быть снабжено системой конденсаторов, через которые высокочастотная электрическая энергия передается на электроды под напряжением без необходимости непосредственного контакта.
В случае нанесения пленок на контейнеры, состоящие из прозрачного, аморфного материала, обрабатывающее устройство может предпочтительно содержать систему лазерных лучей для контроля за качеством нанесенной пленки. Эта система регистрирует либо число фотонов, излучаемых вследствие нелинейных эффектов во время прохождения лазерного луча через пленку, либо уменьшение потока первичных фотонов, вызванного рекомбинацией в результате нелинейных эффектов.
В случае обработки травлением, выполняемым с помощью плазмы на объекте, таком как кремниевая пластина в виде одного кристалла, на которую нанесены микроэлектронные структуры, частично закрытые масками, состоящими из фоторезистивного материала, можно предпочтительно применять волновое движение подлежащего обработке объекта в заданном направлении, в частности перпендикулярно поверхности пластины, для обеспечения анизотропного травления. Степень анизотропности зависит от амплитуды и частоты волнового движения, придаваемого подлежащей обработке поверхности.
Когда подлежащий обработке объект является металлическим листом, пластмассовой пленкой или текстильным полотном, то этот объект можно одновременно подвергать воздействию плазменного потока, сканирующего поверхность этого объекта, и колебательному движению, которое интенсифицирует обработку очистки, обезжиривания, травления или нанесение пленки, вызванное плазменным потоком.
Аналогичная и также эффективная реализация возможна, когда подлежащий обработке объект является металлической проволокой, текстильным волокном или полимерной нитью.
Другой вариант выполнения данного изобретения состоит в генерировании плазмы одновременно в двух местах на поверхности подлежащего обработке объекта асимметричной формы, например контейнера большого объема и сложной конфигурации, при этом создают два высокочастотных разряда в виде разветвленной сети лазерных шнуров между двумя емкостными электродами с движением сканирования вдоль наружной поверхности подлежащего обработке объекта.
Режим генерирования плазмы, представляющий большой практический интерес, состоит в генерировании плазмы с помощью адиабатического (изоэнтропического) сжатия. Устройство для обработки с помощью генерирования такой плазмы показано на фиг.14.
Обрабатывающее устройство 1 содержит кожух 36, содержащий часть, которая является камерой 37 для поршня, и часть 38, содержащую посадочные места для подлежащих обработке объектов, сплошной поршень 39, устройство 40 для сжатия газа, снабженное средством для быстрого расширения, генератор 7 акустических колебаний, входной канал для технологического газа с клапаном 41 и канал для удаления газа с клапаном 42. Часть 38 с посадочными местами для объектов содержит часть боковой стенки 43, часть нижней стенки 44, соединенной с частью боковой стенки через вакуумный уплотнитель и устройство 45 демпфирования колебаний. Поршень 39 установлен с возможностью скольжения внутри камеры 37 кожуха 36, в то время как часть камеры над поршнем можно быстро заполнять газом высокого давления, создаваемым устройством 40 сжатия газа, которое соединено с этой частью камеры с помощью канала 46. Выходной канал 47 с клапаном 48 обеспечивает удаление газов из части кожуха над поршнем, когда поршень 39 поднимается обратно вверх. Входной и выходной каналы 41, 42 обеспечивают заполнение части с посадочными местами для объектов технологическим газом, удаление газа после обработки и заполнения снова технологическим газом.
Когда поршень находится в верхней мертвой точке, то внутреннее пространство кожуха сначала откачивается с помощью вакуумного насоса (не изображен), соединенного с выходом 42, а затем заполняется технологическим газом, подаваемым через входной канал 41. Устройство 40 сжатия содержит резервуар для сжатого воздуха, соединенный через исполнительный клапан с частью кожуха над поршнем. Поршень 39 выталкивается вниз сжатым воздухом и останавливается лишь в нижней мертвой точке 50.
Размеры (диаметр и высота) кожуха, исходное давление технологического газа и давление, оказываемое на поршень, вычисляются так, чтобы во время его движения из верхней мертвой точки 49 в нижнюю мертвую точку 50 поршень сжимал технологический газ по адиабате Гюгоньо.
Плазма создается за счет адиабатического сжатия. Она толкает поршень обратно, поршень возвращается в свою верхнюю мертвую точку 49, в то время как газ над поршнем удаляется во время его хода вверх через канал 47. Этот вариант выполнения имеет то преимущество, что плазма генерируется равномерно во всем пространстве обработки, так что обработка выполняется равномерно на всех сторонах подлежащих обработке объектов, которые имеются в кожухе.
Динамические характеристики процесса сжатия вычисляются так, чтобы в зоне обработки кожуха формировалась плазма, имеющая заданные параметры и чтобы колебания генерировались с помощью внешнего источника 7 колебаний, работающего предпочтительно на одной из собственных частот подлежащего обработке объекта или на кратной частоте одной из собственных частот.
Другим режимом генерирования плазмы, который может представлять практический интерес, является генерирование плазмы с помощью ударной волны. Устройство, обеспечивающее генерирование такой плазмы, показано схематично на фиг.15а-15с.
Обрабатывающее устройство 1, согласно фиг.15а, содержит кожух 36 с первой частью 37, содержащей сжатый газ, которая соединена через канал 46 с клапаном с устройством 40 сжатия газа, и часть 38, содержащую подлежащие обработке объекты, с входным каналом 41 для технологического газа, снабженным клапаном, и каналом 42 для удаления технологического газа, снабженным клапаном. Часть, содержащая подлежащие обработке объекты, содержит часть боковой стенки 43, нижнюю часть 44, которые соединены через вакуумное уплотнение, действующее в качестве поглотителя 45 вибраций. Устройство дополнительно содержит внешний генератор 7 ультразвуковых колебаний, расположенный под нижней частью 44. Удаляемая разделительная стенка 51 может быть расположена с возможностью герметичного разделения части 37, содержащей сжатый газ, от части 38, содержащей подлежащие обработке объекты.
В начале процесса обработки вакуумный насос, соединенный с эвакуационным каналом 42, откачивает часть 38 кожуха, которая затем заполняется технологическим газом, подаваемым через входной канал 41. Устройство 40 сжатия сжимает технологический газ в части, содержащий сжатый газ 37. Наконец, удаляемую стенку 51 резко удаляют для соединения двух частей 37, 38 кожуха.
Размеры (диаметр и высота) кожуха, начальное давление технологического газа, положение разделительной стенки, давление сжатого газа и другие параметры вычисляют так, чтобы сжатие технологического газа позади ударной волны осуществлялось в соответствии с адиабатой Пуассона. Динамические характеристики процесса сжатия, вызываемого падающей и отраженной ударной волной, вычисляются так, чтобы в зоне подлежащего обработке объекта формировалась плазма, имеющая заданные параметры. Объект 3 подвергается плазменно-химическому воздействию плазмы, создаваемой позади отраженной ударной волны 52', при этом плазма возникает в результате двойного сжатия падающей волной 52 и отраженной волной 52'. Часть энергии падающей ударной волны 52 поглощается подлежащим обработке объектом 3 в виде ударной волны 52", распространяющейся внутри объекта со скоростью звука, которая больше скорости звука в плазме. Волна внутри объекта отражается от противоположной стенки 26 и тем самым выполняет движение туда и обратно, рассеиваясь в виде акустических колебаний.
Эти колебания поверхности подлежащего обработке объекта вызывают интенсификацию плазменно-химических реакций между плазмой и частицами подлежащей обработке поверхности 2а. Можно увеличить амплитуду колебаний с помощью внешнего источника 7 колебаний, излучающего, например, частоту, близкую или равную одной из собственных частот объекта или кратную этой частоте.
Однако частоту этих внешних колебаний можно выбрать так, чтобы она не соответствовала ни частоте колебаний ударной волны в подлежащем обработке объекте, ни собственной частоте подлежащего обработке объекта.
На фиг.16 показан другой вариант выполнения для формирования плазмы в реакторе 36, в который через входы 41 подают газ и пары Q1 и Q2. Разложение газа в плазме приводит к образованию скоплений и порошков, в частности нанопорошков, при этом степень структурирования, форма и количество определяются одновременным воздействием плазмы и ультразвуковых колебаний. Колебания передаются в реактор, например, с помощью ультразвукового генератора 7, или генерируются в камере 36 с помощью импульсов тока в плазме, как было описано выше, так что фронт развития плазмы имеет характеристики, приведенные применительно к фиг.5.
Таким способом получены, например, нанопорошки SiO2 в виде монокристаллов, имеющих средний размер около 20 нм с дисперсией ±20%, из разложения гексаметилдисилоксана в технологическом газе, содержащем аргон и кислород. Производительность способа увеличивается в 35 раз при всех остальных параметрах, остающихся теми же при включении акустических колебаний частотой 45 кГц (мощностью 2 кВт) в плазму высокочастотного разряда (мощностью 45 кВт, диаметр потока плазмы - 35 мм).
В устройстве, согласно фиг.16, ультразвуковой генератор 7 содержит ультразвуковой передатчик 58, установленный коаксиально внутри камеры 36, которая в этом примере имеет цилиндрическую форму, так что частицы порошка образуются и обрабатываются в кольцевом пространстве между ультразвуковым передатчиком 58 и стенкой камеры 36. Устройство может дополнительно содержать охлаждающий контур 60, расположенный вокруг части камеры 36 и имеющий вход и выход 62, 64 для циркуляции охлаждающей жидкости. Плазма 8 создается в части 66 камеры, вокруг которой расположены электроды 5, соединенные с устройством 4 - источником тока, например источником высокочастотного тока, для генерирования плазмы в части 66 камеры с помощью емкостного или индуктивного действия. Если предусмотрен внешний акустический генератор, то плазму можно создавать в камере с помощью обычных средств. Однако при отсутствии внешнего генератора колебаний акустические колебания можно генерировать с помощью процесса генерирования плазмы в импульсах в соответствии с условиями, описанными применительно к фиг.5.
Показанное на фиг.16 устройство можно использовать также для обработки ядер или зерен порошка, которые можно вводить, например, с газовой смесью Q1, Q2 с целью получения составных зерен порошка. Плазма активирует атомы и молекулы газовой смеси, которая находится в контакте с ядром порошка для образования гомогенных атомных или молекулярных пленок или слоев вокруг ядра. Акустические колебания приводят в волновое движение ионы плазмы или ядра зерен или их оба, так что относительное волновое движение между поверхностью ядер и ионами плазмы катализирует процесс нанесения. Полученный или обработанный таким образом порошок 70 собирается в коллекторе 68, расположенном вокруг выпускной трубы 36.
Другой вариант выполнения данного изобретения содержит использование акустических колебаний для травления поверхности с помощью плазмы. Подлежащая обработке поверхность является, например, полупроводниковой пластиной, такой как монокристаллическая кремниевая пластина, покрытая структурой, содержащей маски, которые обычно используются в полупроводниковой технике. Плазма предпочтительно является атмосферной плазмой. Кремниевая пластина помещается на опору и располагается с возможностью воздействия атмосферным плазменным шнуром, в который впрыскиваются травильные газы, такие как CF4. На опору воздействуют ультразвуковые колебания перпендикулярно пластине, например, с частотой 15 кГц.
Опыты показали, что при применении ультразвукового колебания можно выполнять очистку анизотропным образом в том смысле, что скорость vII травления в направлении, параллельном колебательному движению (т.е. перпендикулярно поверхности кремниевой пластины), больше скорости v травления в перпендикулярном направлении. За счет изменения мощности Р колебаний между 0,1 и 2 кВт можно получить изменение отношения vII/v между 1,2 и 30. Это отношение увеличивается в 1,5 раза преувеличении частоты с 15 до 45 кГц.
Способ плазменной обработки, согласно данному изобретению, можно предпочтительно использовать для очистки или травления, или удаления окалины с металлических листов или проволоки. Например, алюминиевый лист, проходящий через плазменную завесу, можно очищать от слоя масла или смазки, остающегося после проката. Применение акустических колебаний интенсифицирует указанную обработку в значительной степени. Например, в практическом эксперименте была достигнута действительно полная очистка для линейной плотности мощности плазмы 1 кВт/см при скорости движения листа через плазму 3 м/с. При воздействии ультразвуковых колебаний на алюминиевую фольгу через опору или ролик, находящийся в контакте с фольгой (f=45 кГц, Р=0,1 кВт/см), можно уменьшить электрическую мощность наполовину (т.е. 0,5 кВт/см) для обеспечения тех же результатов очистки.
В случае обработки внутренней или наружной поверхности полого тела несимметричной формы, имеющего, например, форму контейнера большого объема сложной конфигурации, можно генерировать плазму в виде разветвленной сети в двух зонах на поверхности подлежащего обработке тела, например, с помощью двух высокочастотных разрядов в виде разветвленной сети плазменных шнуров между двумя емкостными электродами, которые качаются вдоль наружной поверхности тела.
Например, в практическом эксперименте внутреннюю поверхность автомобильного резервуара для топлива, выполненного из одного слоя полиэтилена, покрыли барьерной пленкой с помощью высокочастотных плазменных разрядов при частоте 13,56 МГц. Плазменные разряды в виде разветвленной сети плазменных шнуров создавались в газовой смеси аргона, кислорода и гексаметилдисилоксана. Средняя мощность разряда составляла 5 кВт. В течение 60 секунд внутренняя поверхность контейнера была покрыта пленкой из SiO2 толщиной 0,1 мкм, обеспечивающей коэффициент улучшения барьерных свойств для молекул углеводорода около 1000.
Ниже приводится описание не ограничивающих объема изобретения примеров реализации способа согласно изобретению.
Пример 1
Наносили пленку оксида кремния на внутреннюю поверхность бутылки из однослойного полиэтилентерефталата (0,5 л) с помощью высокочастотного метода.
Основные вещества, используемые последовательно и повторно: Ar, O2, гексаметилдисилоксан, СН4.
Максимальное напряжение источника тока: 21 кВ.
Амплитуда тока разряда: 10 А.
t1=3 мкс.
t2=300 мкс.
t3=40 мс.
Длительность обработки: 30 с.
Основной материал барьера: SiOx (x=1,96).
Толщина барьера: 180-190 Å.
Величина барьера для кислорода (объем кислорода, диффундирующего через бутылку в сутки):
перед обработкой: 0,06 см3 / бутылка·сутки;
после обработки: 0,0001 см3 / бутылка·сутки.
Относительный барьерный коэффициент для кислорода: BIF около 60.
Барьерный коэффициент для СО2: BIF около 15.
*) BIF - коэффициент улучшения барьерных свойств.
Пример 2
Наносили пленку оксида кремния на тюбик из однослойного полиэтилена (200 мл).
Основные вещества, используемые последовательно: Ar, О2, гексаметилдисилоксан, TEOS, CH4.
Максимальное напряжение источника тока: 10 кВ.
Амплитуда тока разряда: 8 А.
t1=2 мкс.
t2=200 мкс.
t3=10 мс.
Длительность обработки: 30 с.
Основной материал барьера: SiOx (x=1,95).
Толщина барьера: 250 Å.
Величина барьера для кислорода:
Барьерный коэффициент для кислорода:
Пример 3
Наносили пленку оксида кремния (SiO2) посредством разложения гексаметилдисилоксана в атмосферной плазме внутри контейнера (бутылки из полиэтилентерефталата) при следующих условиях:
- частота (v) волнового движения (внешний источник ультразвука с различными плотностями энергии), сообщаемого контейнеру во время плазменной обработки:
ν=30 кГц;
- амплитуда (l) волнового движения (измеренная с помощью высокоскоростной камеры - 106 кадров в секунду):
l=l/ν.√(E/ρ),
где ρ является плотностью обрабатываемого материала;
- повышение температуры (ΔT) стенки контейнера после обработки атмосферной плазмой (измеренное с помощью инфракрасного пирометра) - ΔT=10 К;
В этих условиях плотность (Е) энергии волнового движения составляет:
Eund=1/2ρ2ν2;
- плотность тепловой энергии (ЕТ), сообщаемой объекту плазмой, и соответствующая изменению температуры ΔT=10 К, составляет:
ET=ρсΔТ,
где с является теплоемкостью материала;
- отношение (R) указанных выше величин составляет:
R=Еund/ЕT=1/2 l2ν2/cΔT.
Для разных амплитуд (1) волнового движения, используемых в процессе, получили:
Результаты, полученные с помощью этого эксперимента, позволяют сделать вывод, что в случае нанесения пленки с помощью атмосферной плазмы плотность энергии волнового движения составляет свыше приблизительно одной сотой плотности тепловой энергии, сообщаемой подлежащему обработке телу плазмой. В целом это означает, что применение волнового движения становится эффективным только тогда, когда его интенсивность такова, что плотность энергии этого движения является значительной относительно увеличения тепловой энергии тела, подлежащего обработке, при этом последняя пропорциональна увеличению температуры тела перед и/или во время обработки. Тепловая энергия может сообщаться подлежащему обработке телу с помощью источника тепла, в частности, источника тепла, создаваемого самой плазмой.
Было установлено, что в этом примере минимальное отношение R плотностей энергии, для которого волновое движение становится эффективным, должно быть около одного к ста. Учитывая сложную природу взаимодействия между поверхностью, которая, с одной стороны, не имеет волнового движения, а, с другой стороны, нагревается плазмой, возможно, что указанное выше отношение около одного к ста справедливо для частного процесса нанесения пленки оксида кремния, но может быть другим для других процессов, например, для травления, активирования или стерилизации поверхностей. В целом следует иметь в виду, что выражение "значительно" означает, что плотность энергии волнового движения должна составлять значительную часть плотности тепловой энергии, возможно, более одной тысячной. Пример показывает, что действительная величина отношения существует, но должна определяться для каждой частной ситуации.
Пример 4
Во время обработки нанесения пленки, указанной в примере 3, оценивалась толщина приграничного слоя, относящаяся к диффузии частиц (Si) в направлении поверхности стенки, подлежащей обработке, на основе оценки средней температуры плазмы на основе спектроскопических данных, указанных в статье А.Каклюгина, П.Кулика и др. "Стерилизация с помощью высокочастотной атмосферной плазмы внутренней поверхности диэлектрических контейнеров", CIP 2001, опубликовано SVF, первое издание, май 2001, страница 28. Согласно этим оценкам тепловая скорость (VT) диффундирующих частиц была оценена как VT около 103 м/с. Концентрация nr/np1 диффундирующих частиц Si измерялась с помощью измерителей потока и равнялась 10-5 (отношение плотности частиц Si к общей плотности частиц плазмы), и эффективное сечение диффундирующих частиц было оценено как 10-8 м2 согласно Брауну (S.Braun "Основные процессы в газовых разрядах", Cambridge, MTI, 12, 1959).
Длительность обработки плазмой составляла Δτ=30 с.
При этих условиях толщина δ приграничного слоя для указанных в предыдущем разделе режимов вычисляется по формуле:
δ=vT.nr/np1.Δτ/QΔnsol,
где nsol является плотностью частиц нанесенного слоя (около 1028 м-3), толщина равна Δ, a Q является эффективным поперечным сечением диффундирующих частиц.
В соответствии с режимами волнового движения, используемыми в процессе, получили:
Эти результаты показывают, что когда амплитуда волнового движения больше толщины приграничного слоя между плазмой и подлежащим обработке объектом, то в этих экспериментальных условиях получают слой оксида кремния измеряемой толщины (другими словами, процесс является эффективным).
Эти результаты показывают, что волновое движение, сообщаемое подлежащей обработке поверхности, является эффективным, если оно вызывает турбулентность плазмы, при этом последняя существенно интенсифицирует обмен молекулами между плазмой и подлежащей обработке поверхностью, сопровождаемый, например, нанесением пленки, как указывалось в этом примере.
Пример 5
Обработка поверхности частиц (ядер) для образования сложных зерен:
исходный материал: СО3Са ядер порошка (диаметр примерно 300 нм);
технологический газ: аргон;
температура ядер во время обработки: 850°С;
вторичный газ: аргон, О2 и пары гексаметилдисилоксана;
параметры генерирования плазмы: частота 13,56 МГц, мощность около 35 кВт;
полученный результат: образование пленки оксида кремния толщиной примерно 100 нм вокруг ядра из СО3Са.
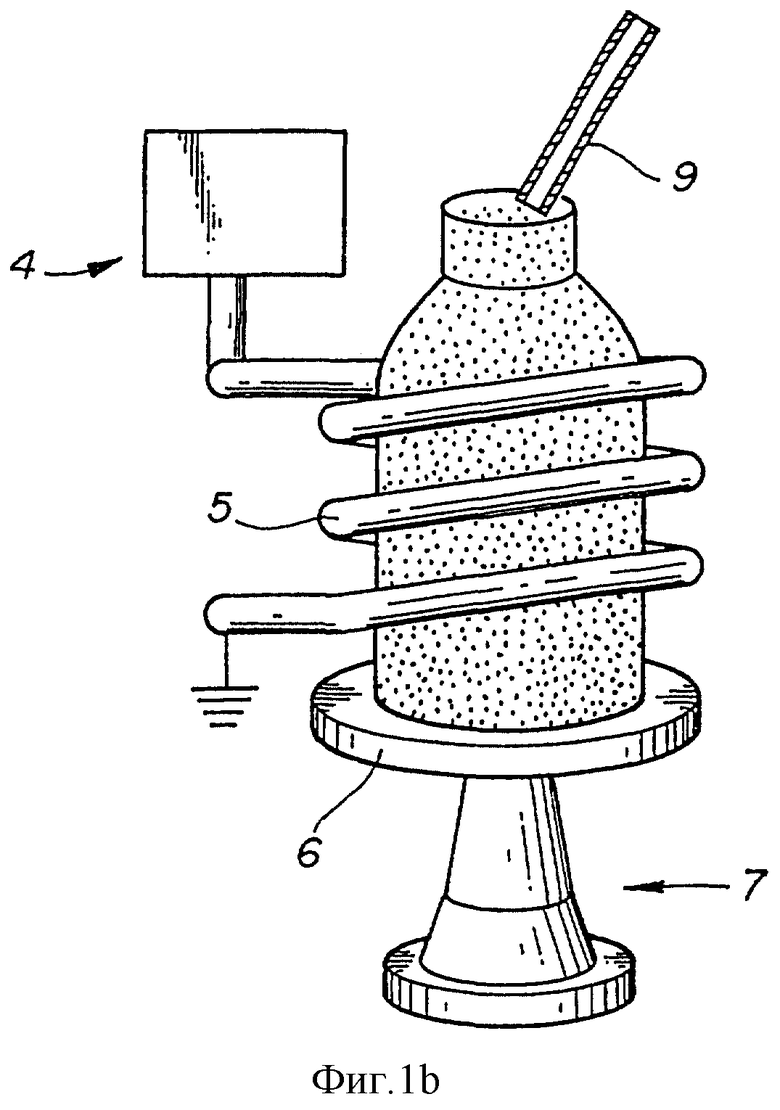
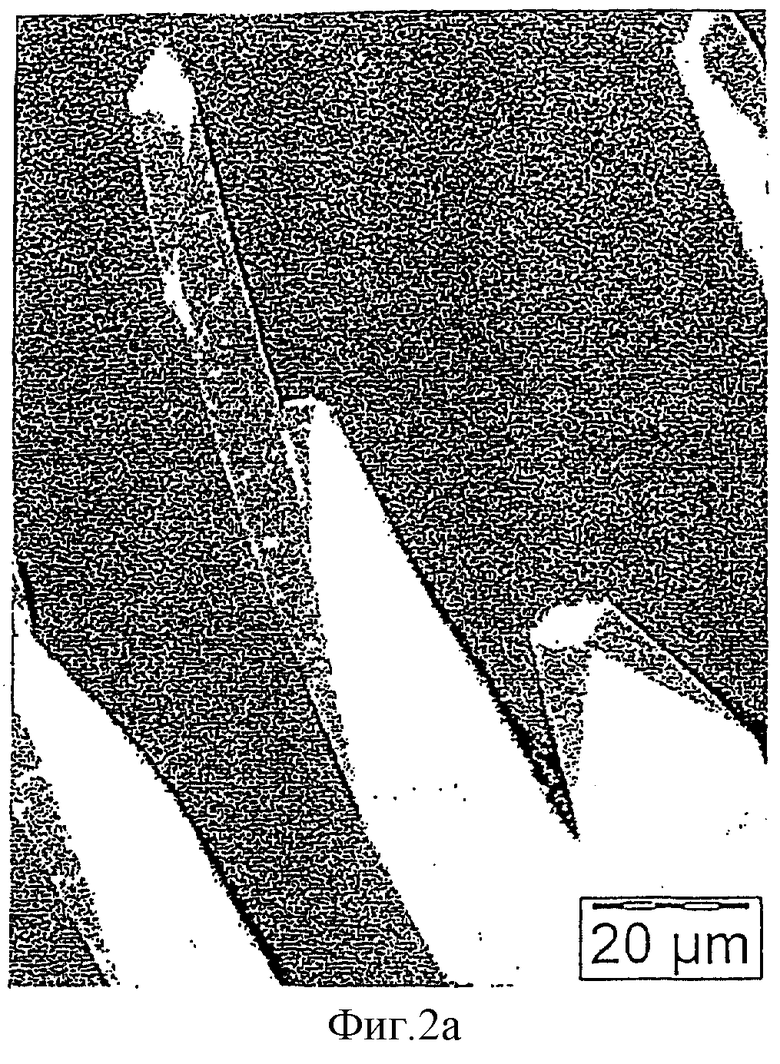
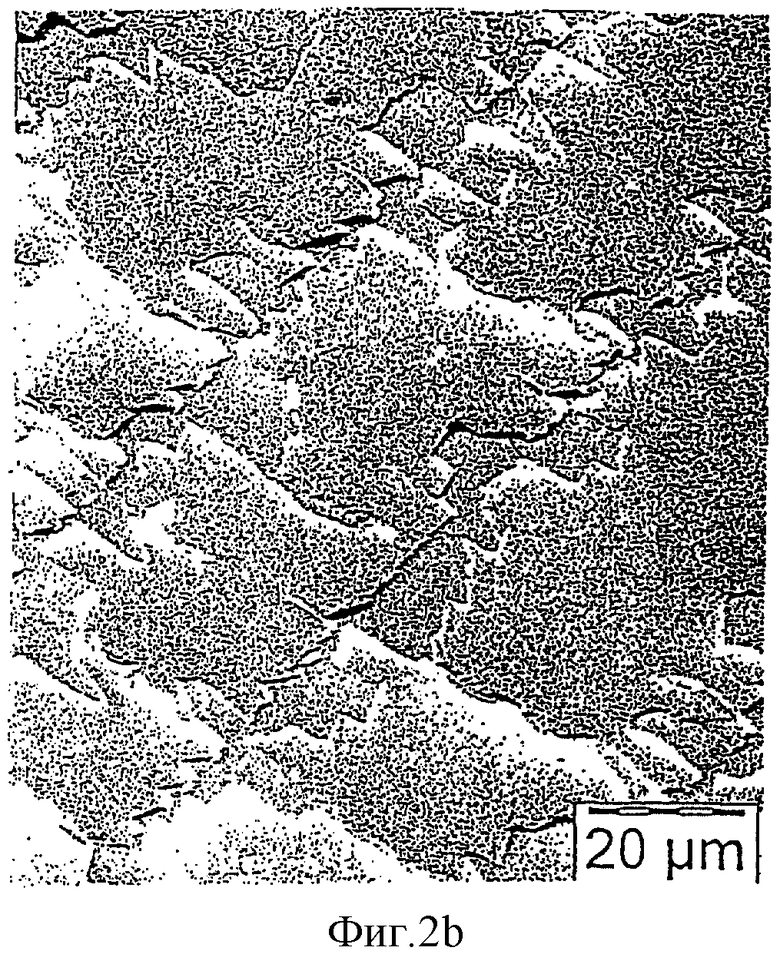
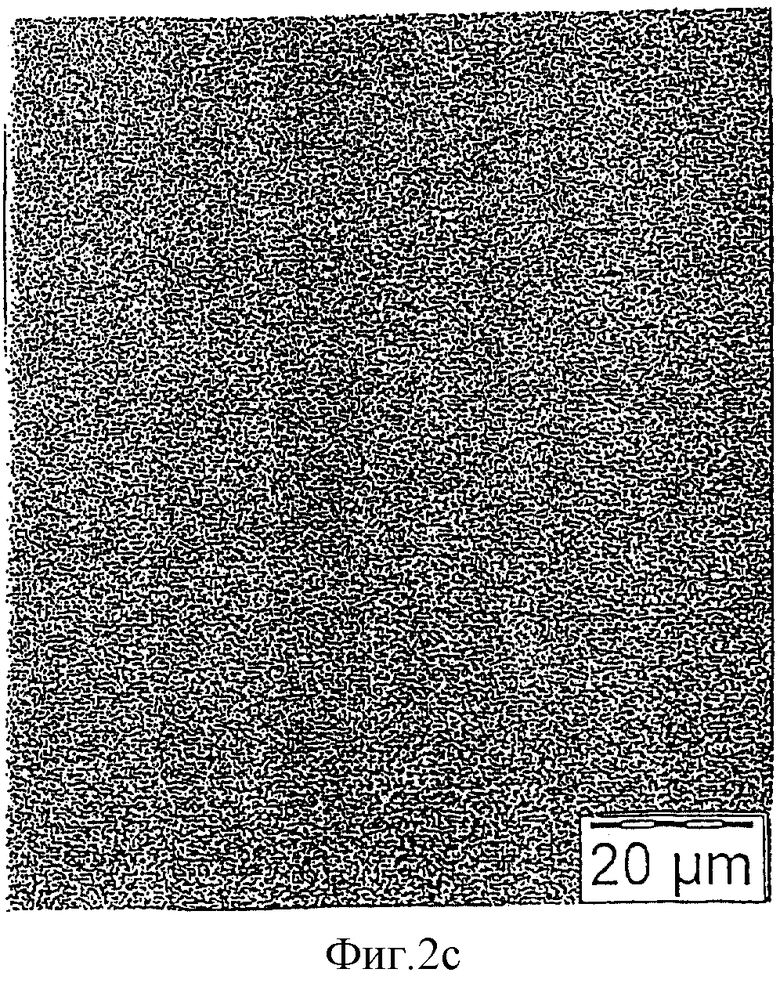
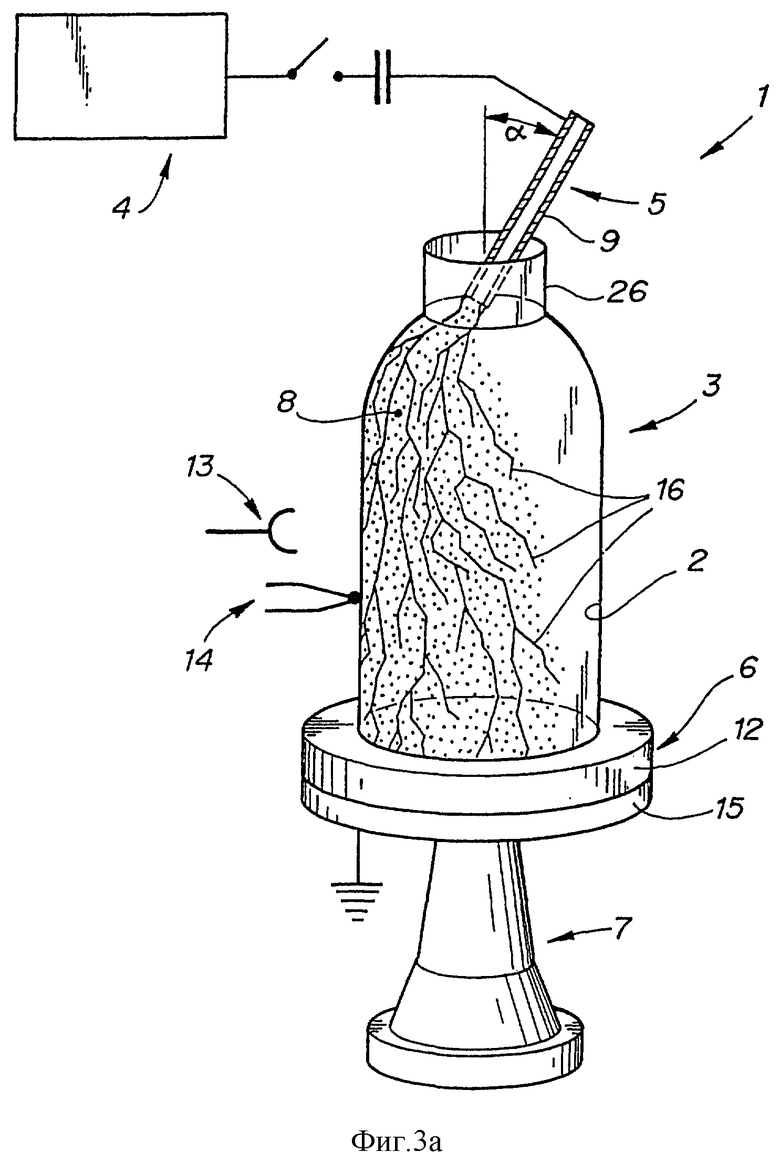
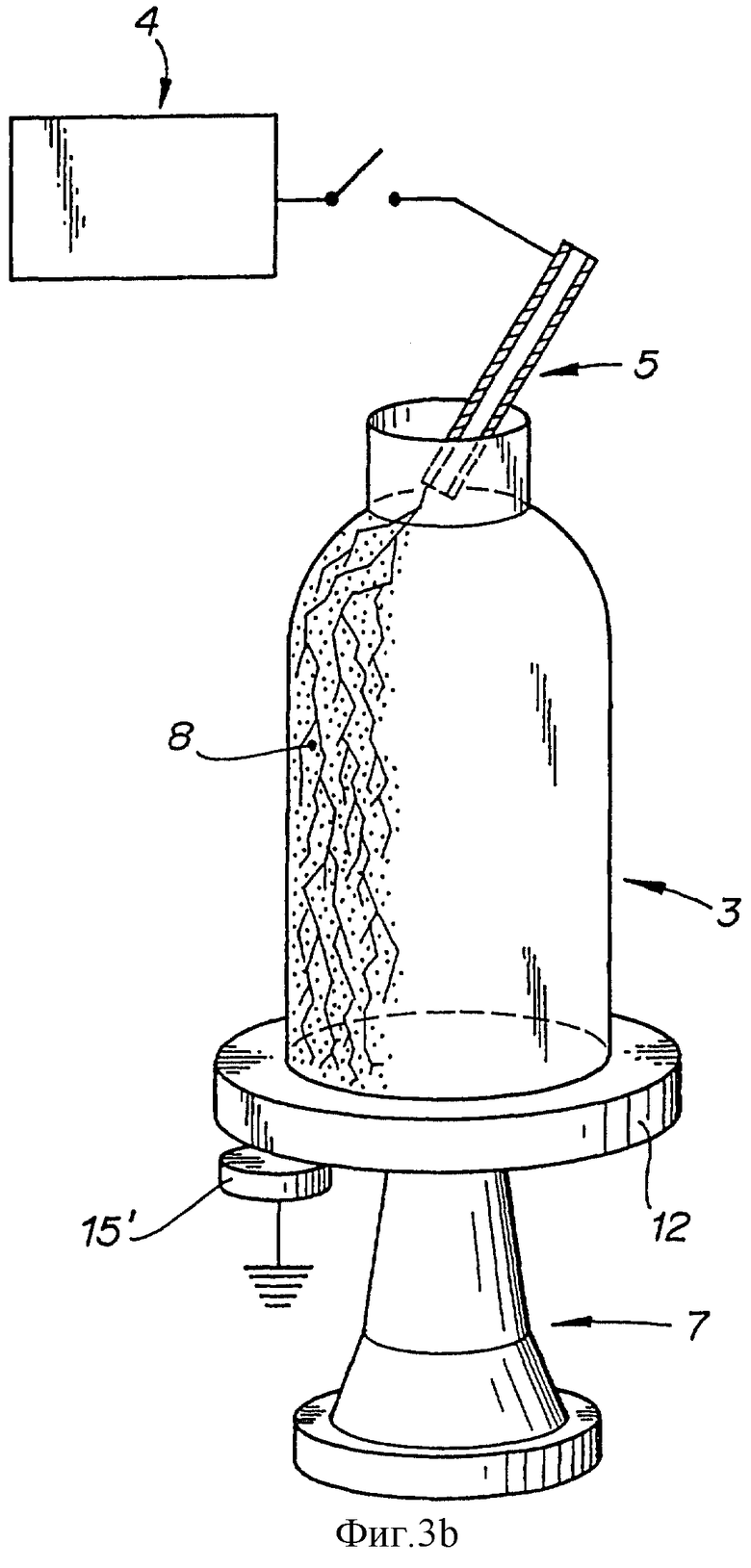
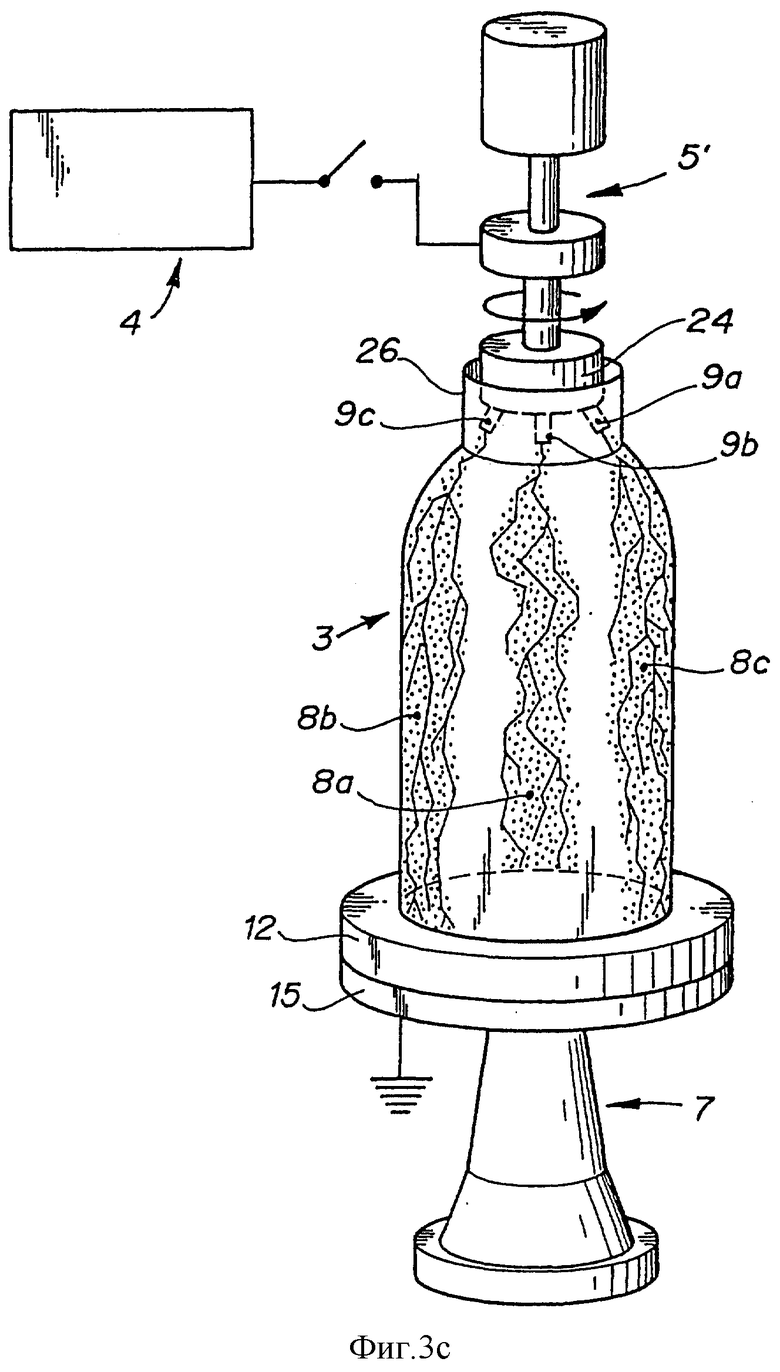
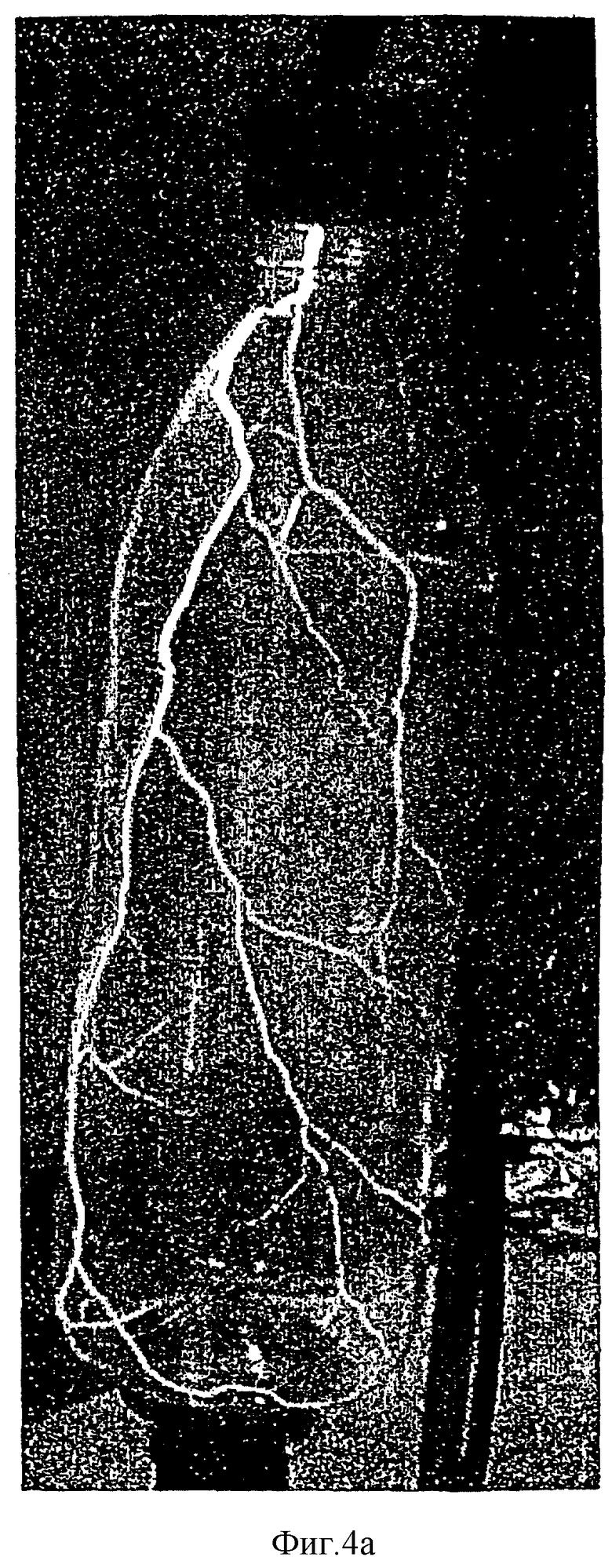
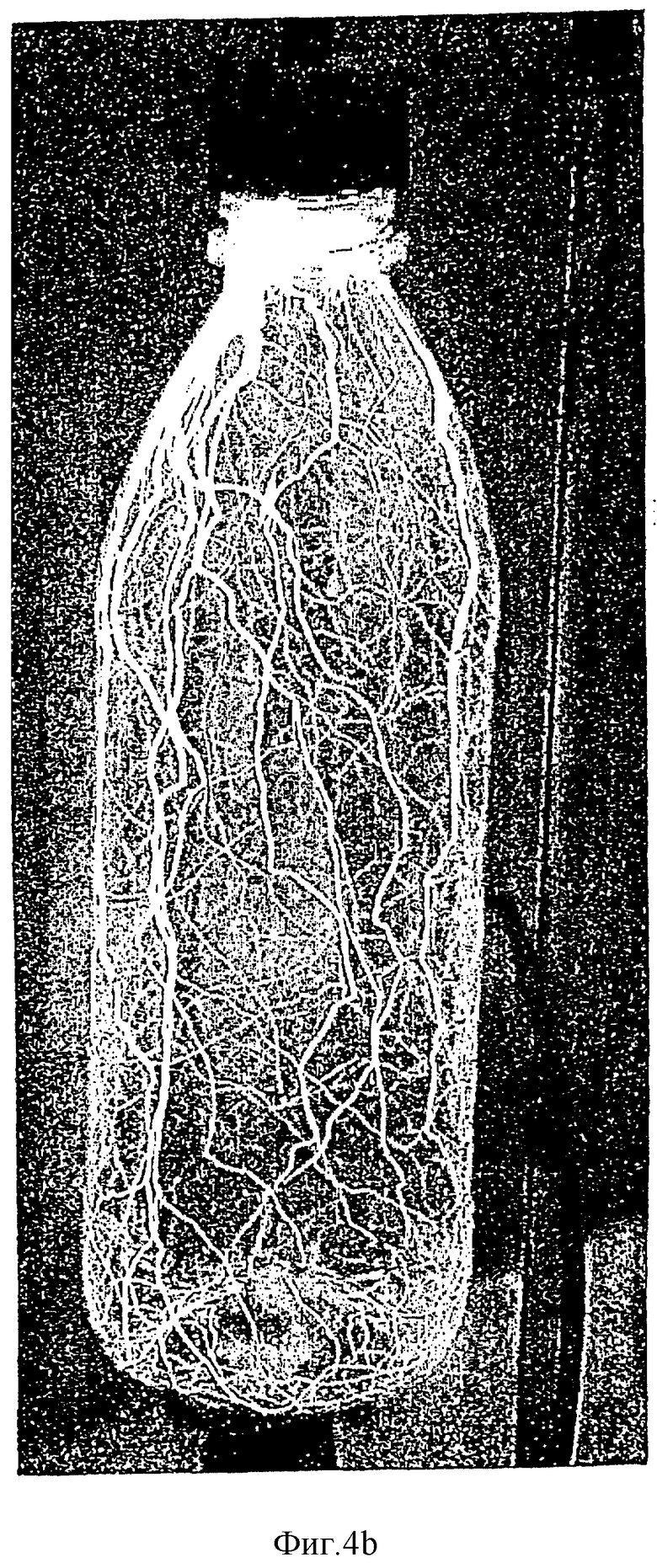
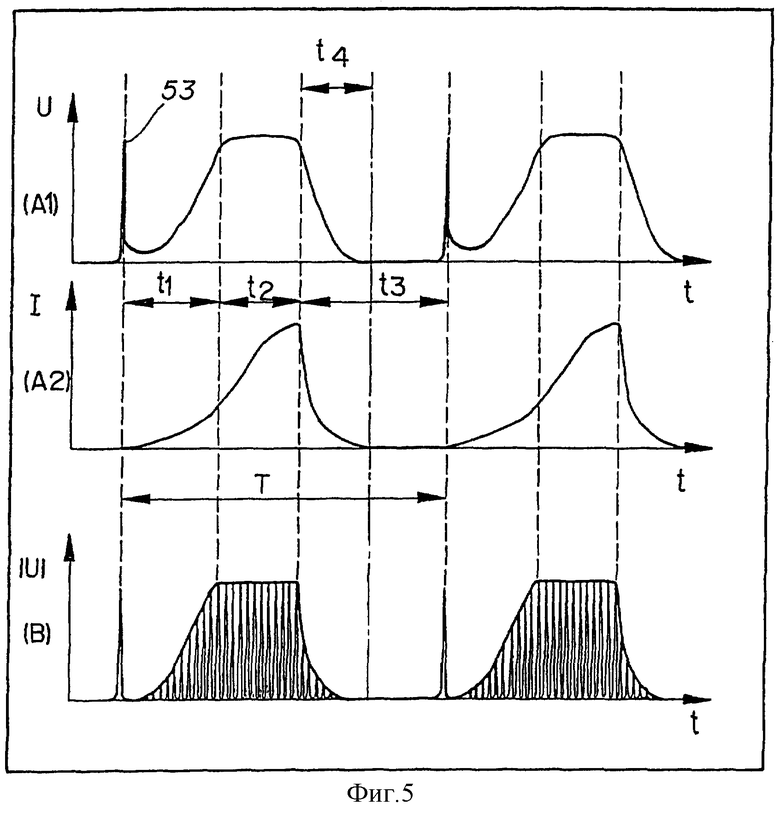
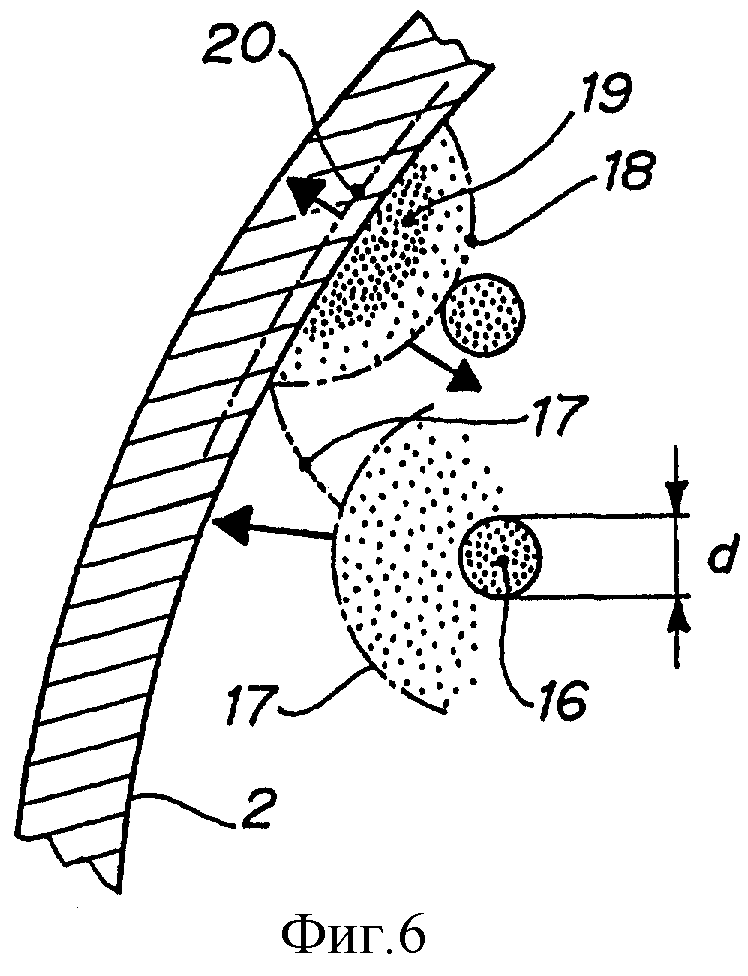

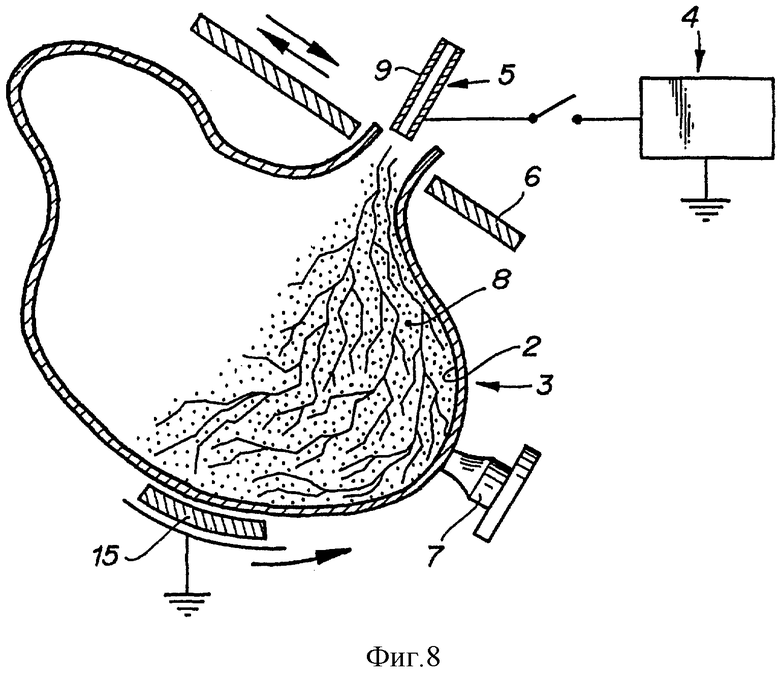
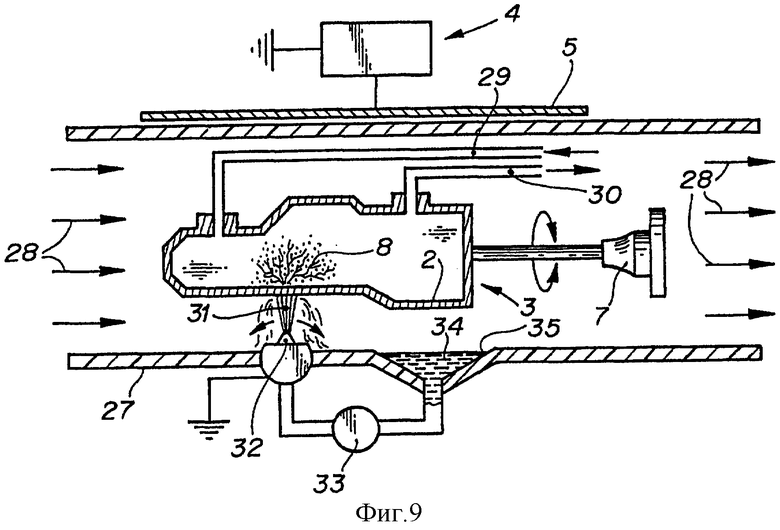
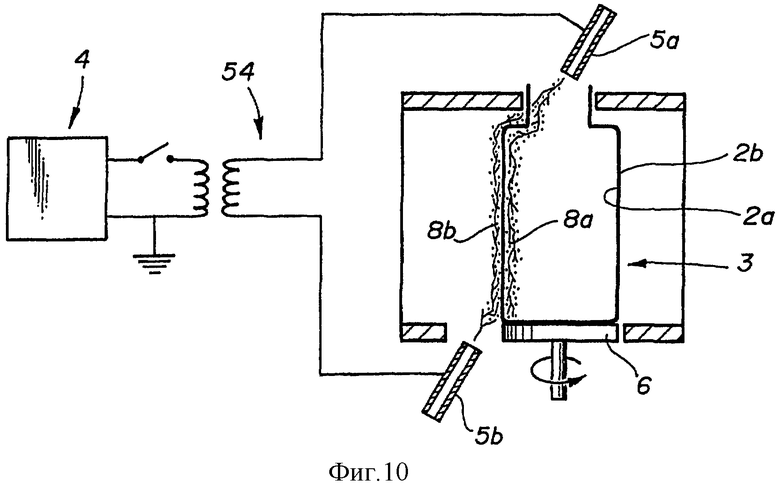
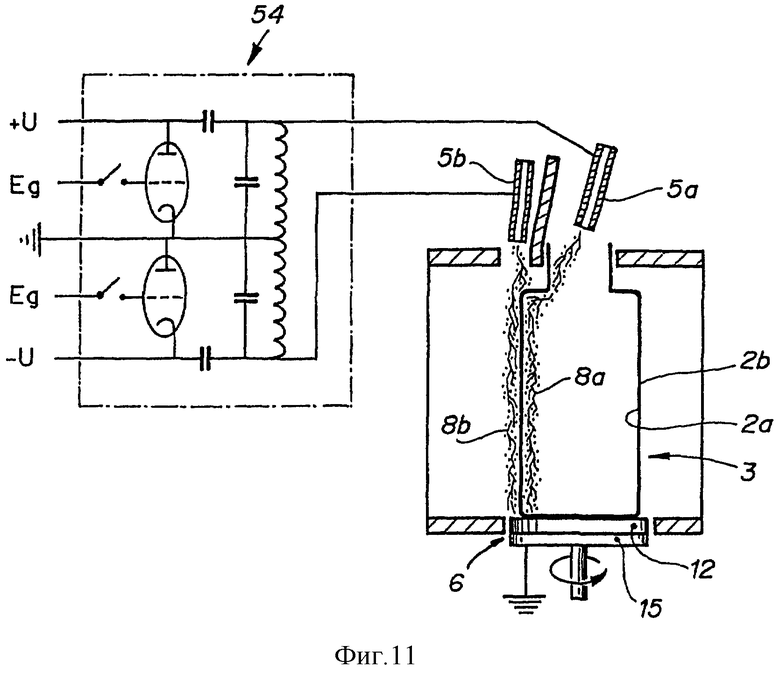
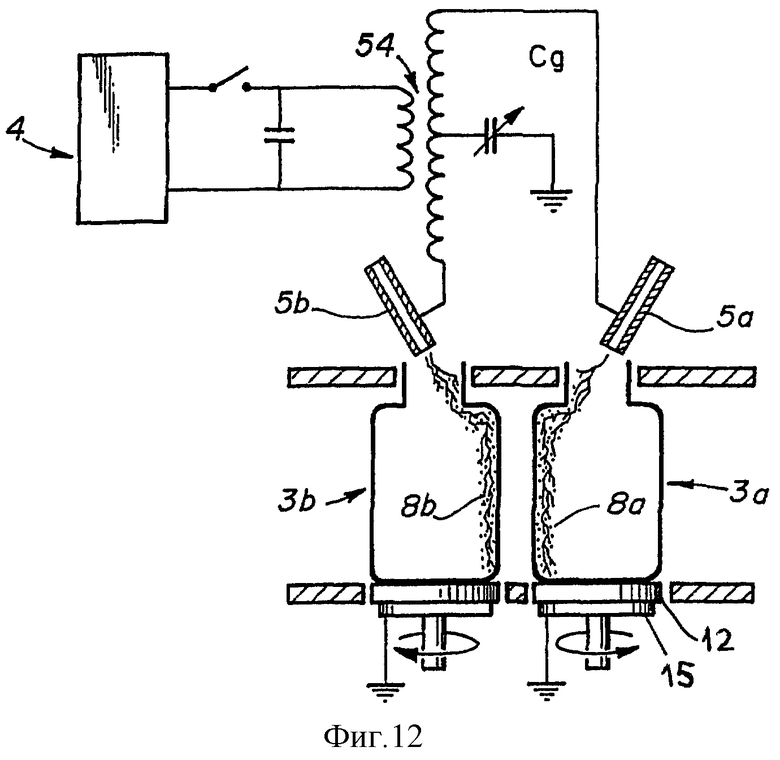
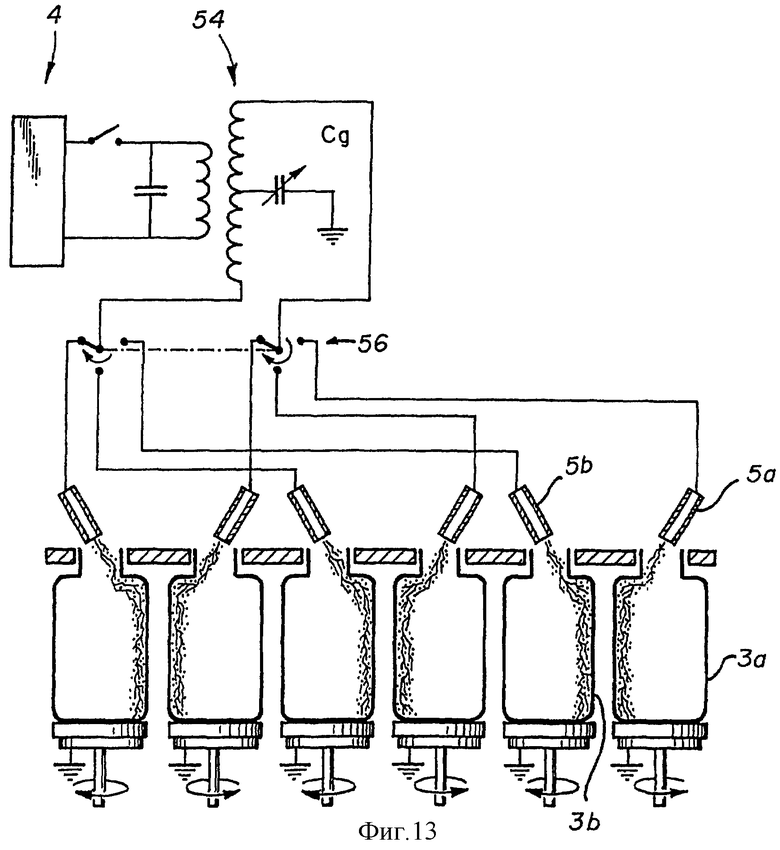
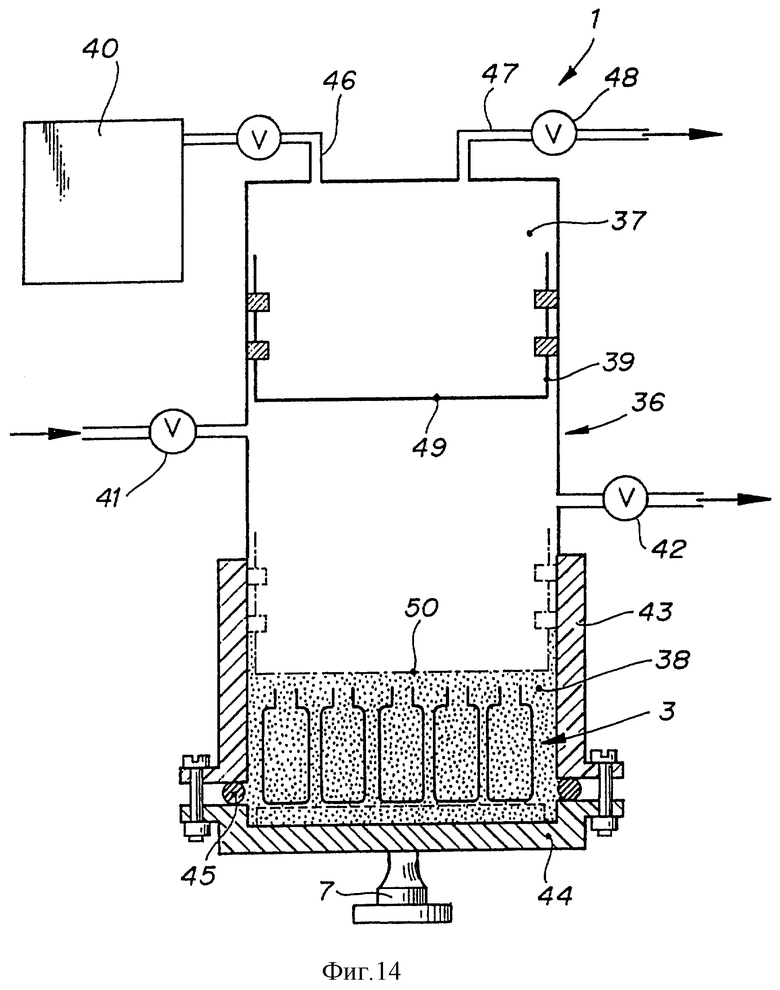
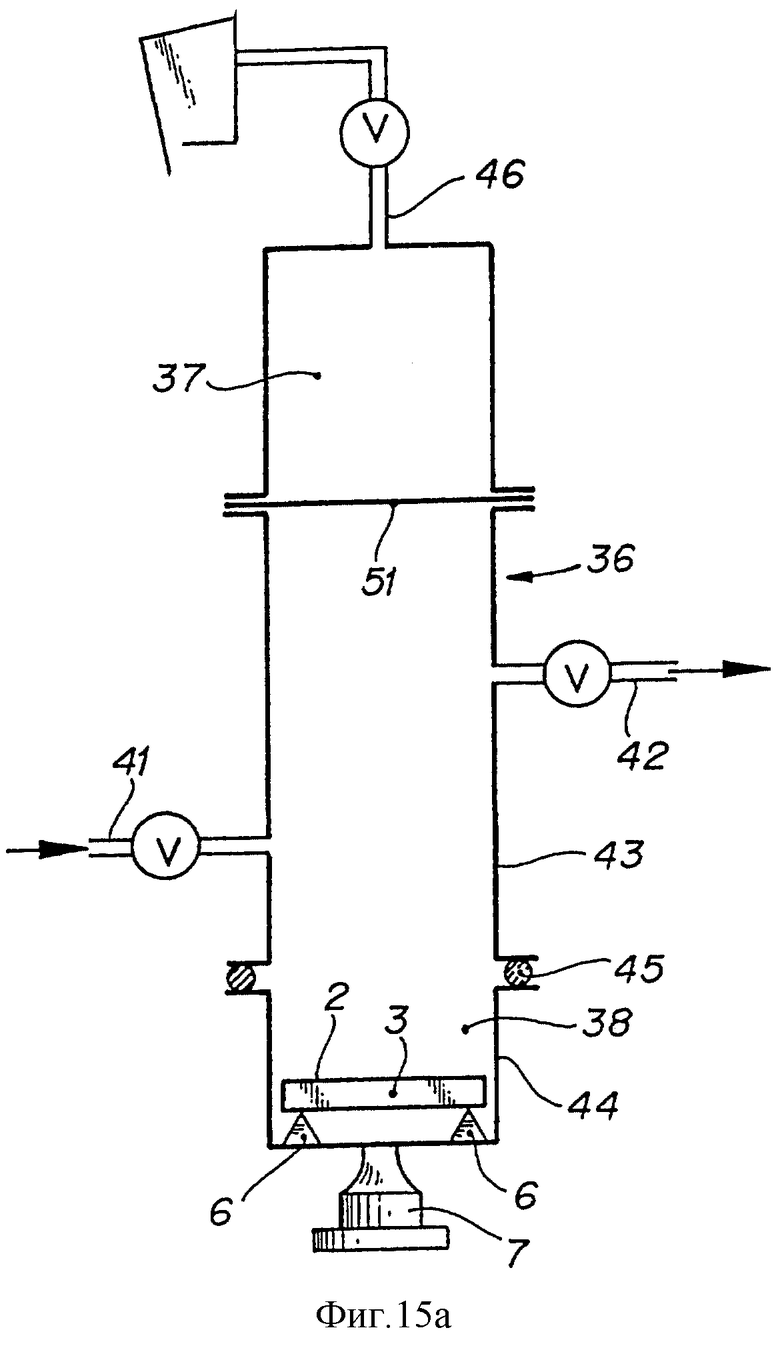
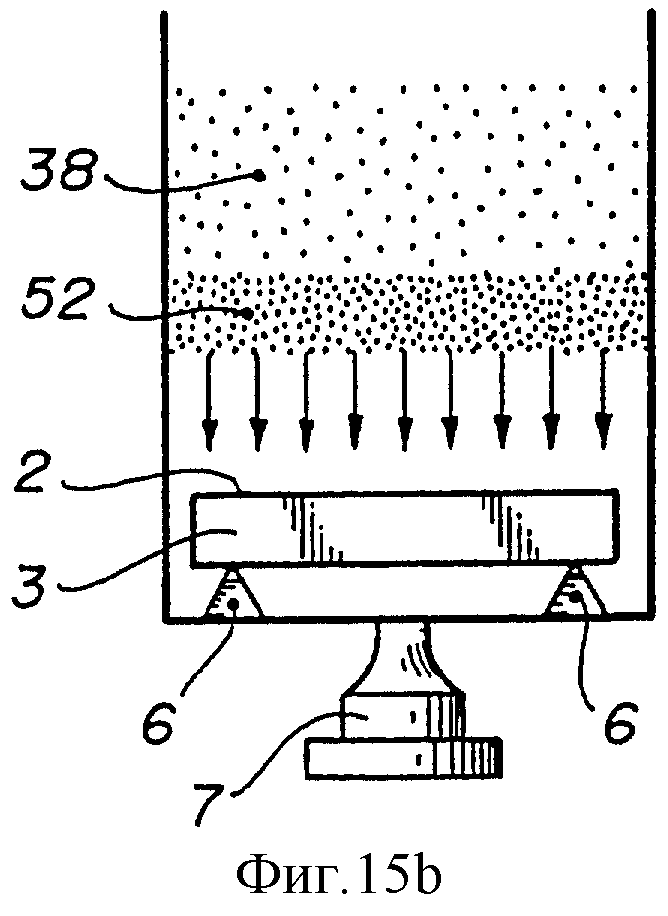
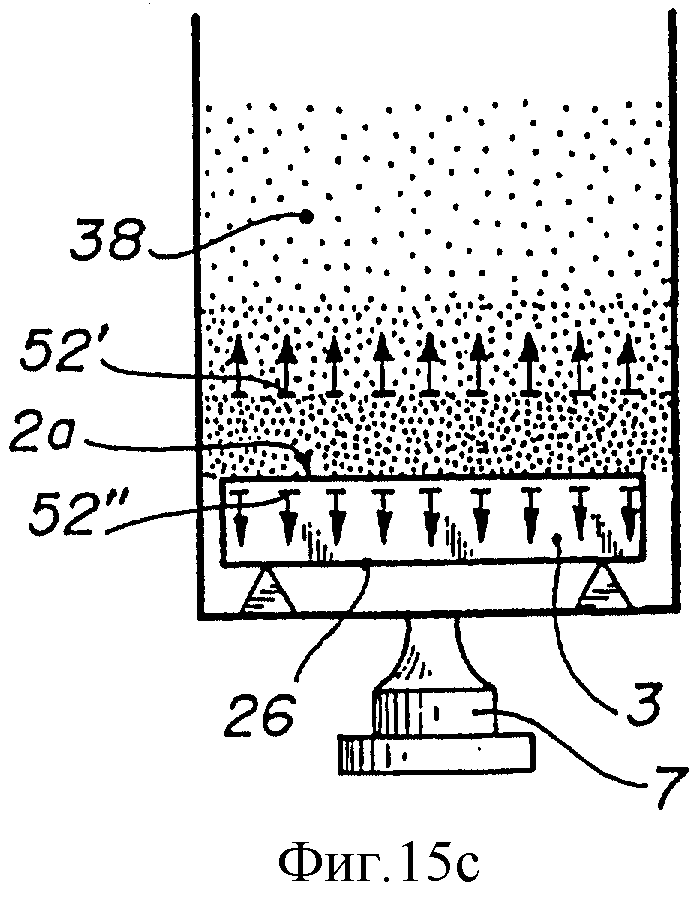
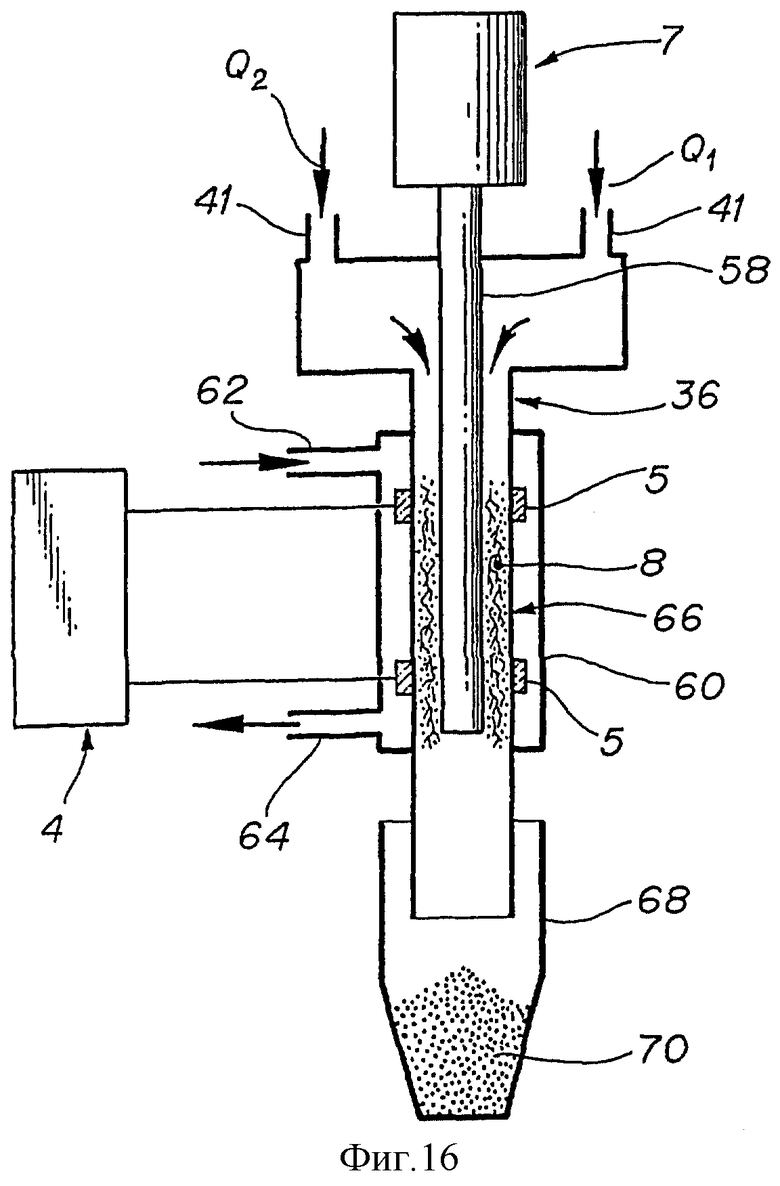
Изобретение относится к области приборостроения и может быть использовано для плазменной обработки поверхности объекта или частиц, подлежащих обработке. Технический результат - расширение функциональных возможностей. Для достижения данного результата подлежащую обработке поверхность возбуждают или приводят в акустические колебания плазму с целью создания относительного движения между плазмой и подлежащей обработке поверхностью. При этом энергию для возбуждения колебаний подлежащей обработке поверхности или инициализации колебаний плазмы получают от процесса создания плазмы. Паузу между импульсами генерации колебаний устанавливают больше времени, необходимого для достижения большинством частиц подлежащей обработке поверхности стабильного или метастабильного состояния. 2 н. и 50 з.п. ф-лы, 16 ил., 2 табл.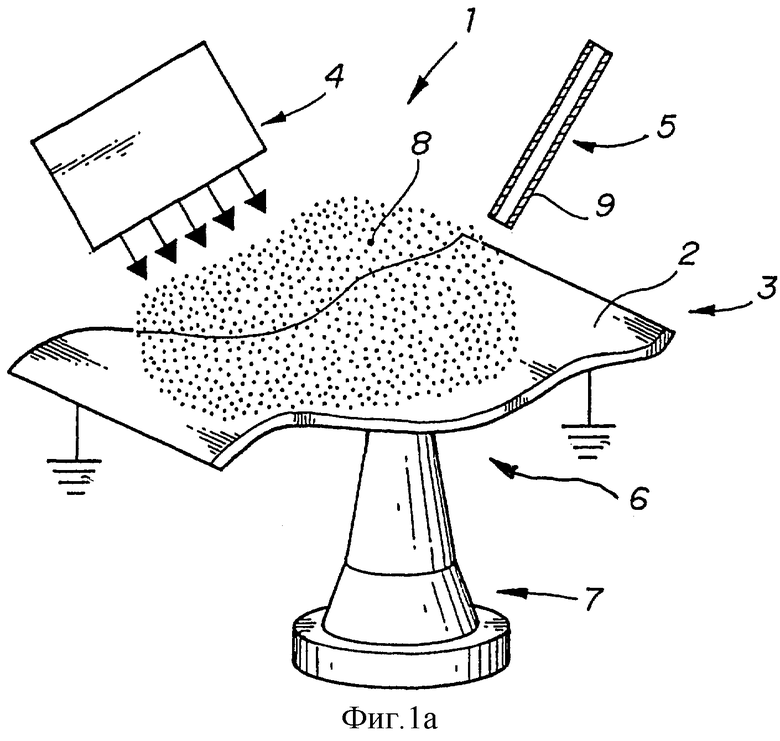
| СПОСОБ СТЕРИЛИЗАЦИИ ИЗДЕЛИЙ И МАТЕРИАЛОВ ПОСРЕДСТВОМ ПЛАЗМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1993 |
|
RU2086262C1 |
| Устройство для обработки металлов давлением с наложением акустических вибраций | 1982 |
|
SU1098693A1 |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |

