Настоящее изобретение относится к огнеупорной керамической детали, которая может быть выполнена, например, в виде воспринимающего удар потока расплавленного металла стакана или в виде приемного желоба для расплава.
При сливе расплавленного металла, например, в промежуточный ковш (промежуточное разливочное устройство) после его обработки в ковше та часть огнеупорной футеровки промежуточного ковша, в которую ударяет струя расплавленного металла, подвергается из-за отчасти высокой скорости потока расплавленного металла (которая может составлять, например, 3 м/с) высокой механической нагрузке. Помимо этого в потоке расплавленного металла по меньшей мере в зоне, окружающей место удара струи расплавленного металла в поверхность промежуточного ковша, может возникать турбулентность. Кинетическая энергия струи расплавленного металла может составлять, например, от 2 до 10 Вт·с/кг.
Одна из известных мер, направленная на ограничение износа обычной огнеупорной футеровки приемлемыми пределами, заключается в усилении зоны удара струи расплавленного металла в огнеупорную футеровку с помощью так называемой отбойной плиты, представляющей собой вставку, устанавливаемую в днище промежуточного ковша и воспринимающую удар струи расплавленного металла.
Такую отбойную плиту можно изготавливать из обладающих высокой износостойкостью огнеупорных материалов.
Помимо этого известно также применение так называемых предохранительных стаканов, воспринимающих удар струи расплавленного металла (WO 00/06324, WO 97/37799, ЕР 0729393 B1, EP 0790873 B1).
Дно подобного предохранительного стакана по выполняемой им функции по существу соответствует отбойной плите. Известные воспринимающие удар струи расплавленного металла предохранительные стаканы имеют на их верхнем конце, т.е. в том месте, где в них заливается расплавленный металл и где он вновь вытекает из предохранительного стакана, сужение в поперечном сечении. За счет этого внутреннее пространство предохранительного стакана приобретает в разрезе профиль со своего рода "поднутрением".
В основу настоящего изобретения была положена задача конструктивно оптимизировать подобную огнеупорную керамическую деталь, решив по меньшей мере одну, а предпочтительно все из указанных ниже задач:
- снижение износа,
- создание условий для целенаправленного перемещения расплавленного металла,
- сведение к минимуму турбулентности потока расплавленного металла,
- простота изготовления.
Основная идея изобретения, направленная на решение этой(-их) задачи(задач), заключается в том, чтобы за счет особого конструктивного исполнения керамической детали обеспечить, с одной стороны, изменение направление потока заливаемого в нее расплавленного металла, а с другой стороны, гашение его кинетической энергии. При этом направление потока расплавленного металла должны изменять ограничивающие керамическую деталь боковые стенки. Для гашения же кинетической энергии потока расплавленного металла изобретением предусмотрено придание соответствующим внутренним поверхностям ограничивающих керамическую деталь боковых стенок особой ориентации/особого наклона.
Так, например, придание керамической детали воронкообразной в ее вертикальном сечении формы (под "воронкообразной формой" имеется в виду форма, которую в сечении имеет внутреннее пространство керамической детали в ее открытой части, через которую заливается расплавленный металл) позволяет гасить кинетическую энергию потока расплавленного металла за счет создаваемого при этом своего рода эффекта диффузора.
Характер и степень гашения кинетической энергии потока расплавленного металла зависят от угла наклона внутренних поверхностей стенок керамической детали.
Рассмотренные выше аспекты относятся к керамическим деталям, выполненным по типу желоба, т.е. имеющим дно и две расположенные друг напротив друга ограничивающие их боковые стенки. Однако все сказанное выше справедливо и в отношении имеющих форму стакана керамических деталей вне зависимости от формы их поперечного сечения (горизонтальной плоскостью), т.е., например, в отношении предохранительных стаканов с более или менее круглым, овальным или прямоугольным внутренним поперечным сечением.
В соответствии с этим в изобретении в наиболее общем варианте его осуществления предлагается огнеупорная керамическая деталь, которая имеет дно и по меньшей мере две стенки, которые проходят от расположенных друг напротив друга участков дна таким образом, что внутренние поверхности этих стенок по меньшей мере на их отдельных участках образуют с плоскостью, перпендикулярной дну, угол от более 0 до менее 90° и наклонены при этом во взаимно противоположные стороны, и между свободными концами которых образовано отверстие, между которым и дном имеется по меньшей мере один участок, на котором расстояние между внутренними поверхностями стенок меньше расстояния между внутренними поверхностями этих стенок в их примыкающих к отверстию и дну частях.
Расстояние между внутренними поверхностями стенок в зоне их свободных концов и в зоне их примыкающих ко дну концов может при этом быть больше того же расстояния на расположенном между указанными концами участке.
При описанной выше конфигурации внутренних поверхностей стенок между их расположенным со стороны дна керамической детали концом (т.е. тем местом, где струя заливаемого в керамическую деталь расплавленного металла ударяет в ее дно) и их противоположным открытым концом (т.е. тем местом, где расплавленный металл вновь вытекает наружу из керамической детали) образуется своего рода сужение или шейка. Подобное сужение как бы разделяет керамическую деталь на отдельные различающиеся по своему конструктивному исполнению и по выполняемой ими функции части.
Так, в частности, в расположенной между дном керамической детали и сужением части происходит эффективное гашение кинетической энергии потока расплавленного металла. Эта же часть керамической детали предотвращает неконтролируемое разбрызгивание (неконтролируемый "отскок") расплавленного металла.
В другой расположенной между сужением и (верхним) выходным концом части керамической детали образуется своего рода диффузор. С одной стороны, расширение поперечного сечения внутреннего пространства керамической детали у ее выходного конца должно предотвращать взаимодействие вытекающего из керамической детали расплавленного металла с заливаемой в керамическую деталь (по ее центру) струей расплавленного металла. С другой стороны, однако, внутреннее пространство керамической детали должно иметь такие размеры, при которых обеспечивается гидродинамическое успокоение вытекающего из нее расплавленного металла.
Конструктивно эти функциональные заданные условия при разработке керамической детали следует "воплощать в материале" в зависимости от количества, вязкости, температуры и/или скорости расплавленного металла, для чего, например, для полного гашения кинетической энергии потока расплавленного металла расположенное со стороны дна пространство следует выполнять достаточно больших размеров, чтобы, с одной стороны, обеспечить требуемую степень гашения кинетической энергии потока расплавленного металла, а с другой стороны, обеспечить заданный характер изменения направления потока расплавленного металла. Со стороны же верхнего выходного конца керамической детали целесообразно обеспечить максимально ламинарное, спокойное истечение потока расплавленного металла по меньшей мере в периферийной зоне.
Согласно одному из вариантов осуществления изобретения указанный угол наклона внутренних поверхностей стенок керамической детали составляет от 10 до 80°, а в другом варианте составляет от 30 до 60°.
В принципе указанного выше наклона внутренних поверхностей стенок вполне достаточно, когда соответствующее устройство (керамическая деталь) уже заполнено расплавленным металлом. При таком наклоне внутренних поверхностей стенок керамической детали при ее выполнении в виде желоба по меньшей мере над сужением для расплавленного металла образуется своего рода "транспортировочное пространство V-образного профиля". Когда керамическая деталь частично заполнена расплавленным металлом, в зависимости от угла падения его струи может происходить неконтролируемое выплескивание расплавленного металла из керамической детали и его разбрызгивание вокруг нее, прежде чем он достигнет дна керамической детали, вновь начнет подниматься от ее дна и вытекать из нее наружу. Описанное же выше сужение поперечного сечения между внутренними поверхностями стенок керамической детали (над ее дном) позволяет эффективно предотвращать подобное выплескивание расплавленного металла из керамической детали и его разбрызгивание вокруг нее.
Во избежание неконтролируемого изменения направления потока расплавленного металла согласно следующему варианту осуществления изобретения предлагается располагать отдельные стенки керамической детали или несколько участков их внутренних поверхностей с наклоном под различными углами. За счет этого на внутренних поверхностях стенок керамической детали можно сформировать дефлекторы, тормозящие поток расплавленного металла элементы или направляющие поток расплавленного металла элементы и элементы с асимметричной геометрической формой.
При этом возможен также вариант, в соответствии с которым угол наклона участков, примыкающих к свободному концу стенок, может быть больше угла наклона участка, примыкающего ко дну керамической детали. Однако в любом случае внутреннее поперечное сечение керамической детали должно увеличиваться в сторону ее свободного, открытого конца.
Отдельные наклонные участки стенок могут непосредственно (непрерывно) переходить один в другой (в том числе и при указанных выше различающихся между собой углах их наклона). Вместе с тем в другом варианте внутренним поверхностям указанных стенок керамической детали можно также придать, если смотреть в сечении, пилообразный или зигзагообразный профиль с образованием в результате "поднутрений" на внутренних поверхностях стенок, которые оказывают тормозящее действие на поток расплавленного металла. Упомянутое выше сужение внутреннего поперечного сечения керамической детали может быть образовано подобным пилообразным или зигзагообразным профилем.
Равным образом внутренние поверхности стенок керамической детали могут иметь закругленные выступающие навстречу друг другу профильные участки или же могут иметь углубления в форме канавок или пазов.
Так, например, при выполнении керамической детали в виде желоба внутренние поверхности ее расположенных друг напротив друга стенок целесообразно выполнять зеркально симметричными, а при необходимости симметричной целесообразно выполнять и всю керамическую деталь.
Подобный вариант выполнения керамической детали более подробно рассмотрен ниже в последующем описании со ссылкой на чертежи.
Предлагаемую в изобретении керамическую деталь можно выполнять не только в форме описанного выше желоба, но и в форме стакана.
При выполнении керамической детали с искривленными стенками их можно соединить между собой по концам с образованием замкнутой по периметру керамической детали, имеющей, например, овальное внутреннее (и/или наружное) поперечное сечение. Равным образом у керамической детали можно также предусмотреть по меньшей мере еще две стенки, которые соединяют обе другие ее описанные выше стенки с образованием детали, имеющей форму стакана (с прямоугольным или многоугольным контуром).
С точки зрения гидродинамики керамической детали целесообразно придавать вращательно-симметричную форму.
Профильные элементы на замкнутой внутренней поверхности стенки могут при этом проходить по винтовой линии, по типу витков резьбы или по спирали.
Соотношение между высотой и шириной (ограниченного стенками внутреннего пространства) у предлагаемой в изобретении керамической детали может варьироваться в широких пределах. Обычно это соотношение может составлять от более 2:1 до 1:4, однако может достигать и величины, равной 1:15. Сказанное относится также к соотношению между высотой и максимальным диаметром ограниченного стенками керамической детали пространства при ее выполнении в форме стакана.
Предлагаемую в изобретении керамическую деталь можно, как правило, без особых сложностей выполнять цельной, например литьем или прессованием, что относится прежде всего к тем описанным выше вариантам ее выполнения, в которых поперечное сечение отверстия, образованного между стенками керамической детали на ее выходном конце, со стороны которого из нее вытекает расплавленный металл, больше поперечного сечения ее внутреннего пространства на ее расположенном со стороны дна конце. В этом случае необходимые поднутрения можно формировать, например, за счет использования при изготовлении керамической детали выжигаемых вставок.
Подбор различных углов наклона внутренних поверхностей стенок керамической детали, соответственно придание внутренним поверхностям стенок керамической детали различной профильной структуры позволяет точно и индивидуально согласовывать конфигурацию внутреннего пространства керамической детали с формой и характерными особенностями струи заливаемого в нее расплавленного металла (с расходом, скоростью потока и диаметром струи). Таким путем можно также управлять изменением направления потока расплавленного металла и регулировать степень гашения его кинетической энергии.
Соединительные поверхности, находящиеся между изменяющими направление потока расплавленного металла поверхностями, прежде всего между наклоненными к вертикали поверхностями, могут располагаться горизонтально (параллельно дну керамической детали), вертикально (перпендикулярно дну керамической детали) или наклонно к вертикали под углом более 90° либо могут иметь искривленный профиль.
Другие отличительные особенности изобретения представлены в зависимых пунктах формулы, а также в последующем описании.
Ниже изобретение более подробно рассмотрено на примере различных вариантов его осуществления со ссылкой на прилагаемые к описанию чертежи. При этом на фиг.1-4 в весьма упрощенном и схематичном виде показаны различные варианты выполнения предлагаемой в изобретении керамической детали, которая на всех чертежах изображена в разрезе.
На всех чертежах одинаковые или выполняющие одинаковую функцию элементы обозначены одними и теми же позициями.
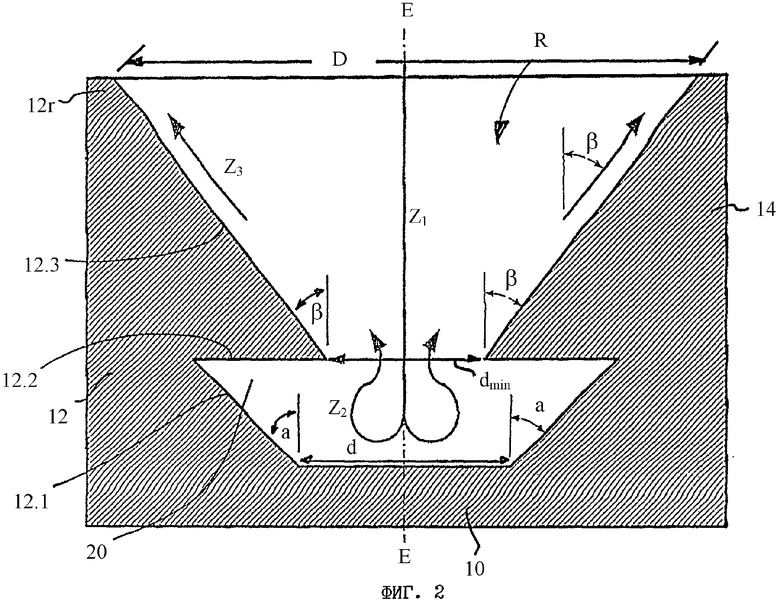
На фиг.1 показан один из вариантов выполнения предлагаемой в изобретении керамической детали, которая может иметь изображенную на этом чертеже геометрическую форму и имеет дно 10. От расположенных диаметрально друг против друга участков 10l, 10r дна 10 в одном и том же направлении (а именно, вверх), но с наклоном в разные стороны отходят две стенки 12, 14, которые сначала на их участках 12u, 14u наклонены или сходятся навстречу друг другу (до минимального расстояния dmin), а затем наклонены или расходятся друг от друга (на участках 12о, 14о).
Максимальное расстояние между нижними участками 12u, 14u стенок 12, 14 обозначено буквой d, а расстояние между верхними участками стенок 12, 14 в зоне их свободных концов 12r, 14r обозначено буквой D. При этом расстояния D и d больше расстояния dmin, а расстояние D больше расстояния d. Стенки 12, 14 расположены зеркально симметрично относительно воображаемой плоскости симметрии Е-Е. Угол наклона а нижних участков стенок 12, 14 к поверхности дна 10 составляет примерно 70°. Верхние участки стенок 12, 14 наклонены под углом b, равным примерно 20°, к плоскости, параллельной плоскости симметрии Е-Е.
В целом же ограниченное стенками внутреннее пространство R керамической детали при указанных выше геометрических соотношениях имеет в сечении форму, напоминающую форму песочных часов.
Изначально подаваемый в направлении стрелки Z1 поток расплавленного металла сначала ударяется в дно 10, после чего изменяет направление своего движения по стрелкам Z2 и затем движется вверх вдоль стенок по стрелкам Z3, переливаясь через верхний край 12r, 14r стенок.
На участке между дном 10 и указанным выше суженным местом 11 происходит уменьшение кинетической энергии потока подаваемого (заливаемого) в керамическую деталь расплавленного металла. Подобное сужение в сечении внутреннего пространства керамической детали одновременно предотвращает неконтролируемое выплескивание расплавленного металла из керамической детали и его разбрызгивание вокруг нее. На участке между сужением 11 и верхним отверстием О (ограниченным внутренними поверхностями краевых участков 12r 14r стенок) образуется диффузорная зона, в которой расплавленный металл может без возмущений двигаться ламинарным потоком вдоль стенок керамической детали и вытекать из нее, тогда как по центру в керамическую деталь может поступать новая порция расплавленного металла (по стрелке Z1).
Показанная на фиг.1 керамическая деталь выполнена в виде желоба.
Сказанное относится и к керамической детали, показанной на фиг.2. Эта керамическая деталь также выполнена зеркально симметричной относительно плоскости симметрии Е-Е, и поэтому последующие пояснения касательно других особенностей ее геометрии приведены только для ее (левой) стенки 12, но аналогичным образом относятся и к другой ее стенке 14.
От дна 10 керамической детали сначала отходит первый участок 12.1 ее внутренней стенки, который проходит под углом α к плоскости симметрии Е-Е, равным примерно 45°. К этому участку внутренней стенки примыкает участок 12.2, который проходит параллельно дну 10 внутрь керамической детали (в направлении противоположной стенки 14). К этому участку 12.2 в свою очередь примыкает следующий участок 12.3, который проходит до верхнего края 12r стенки 12 под углом β к плоскости симметрии Е-Е, равным примерно 40°. В соответствии с этим расстояние между противоположными стенками керамической детали является наименьшим dmin в месте перехода от участка 12.2 к участку 12.3.
Тем самым внутреннее пространство R керамической детали на участке между дном 10 и наружным краем 12r, 14r в целом имеет в сечении в основном V-образную форму, но с поднутрением 20. Подобное поднутрение обеспечивает контролируемое изменение потоком заливаемого в керамическую деталь расплавленного металла направления своего движения. При этом происходит завихрение отклоняемой в сторону струи расплавленного металла и его интенсивное перемешивание. За счет этого в потоке расплавленного металла пропадает направленная вниз компонента его движения. Кинетическая энергия потока расплавленного металла начинает уменьшаться непосредственно после его удара о дно керамической детали и после этого гасится практически до нуля.
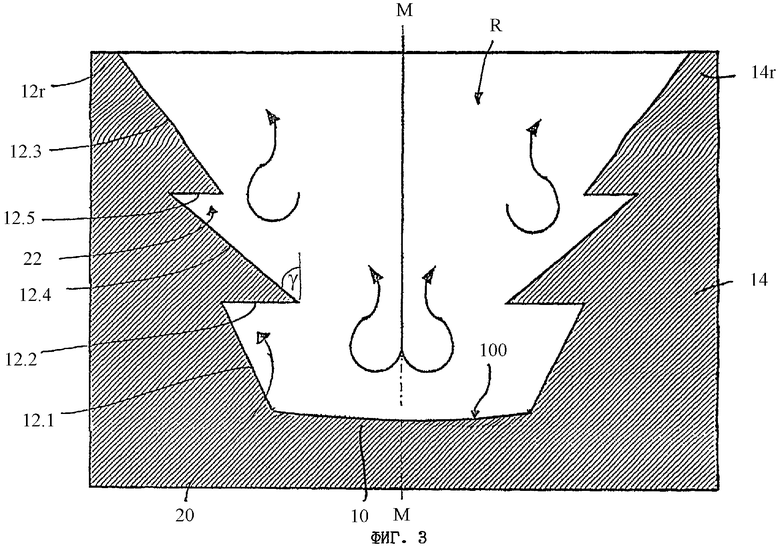
Показанный на фиг.3 вариант во многом аналогичен показанному на фиг.2 варианту, однако изображенная на фиг.3 керамическая деталь выполнена в виде вращательно-симметричной детали стаканообразной формы, т.е. представляет собой своего рода воспринимающий удар струи расплавленного металла предохранительный стакан. Вращательная симметрия определяется относительно воображаемой средней продольной оси М-М.
В отличие от показанного на фиг.2 варианта внутренняя стенка 12 имеет между участками 12.1 и 12.3 еще один наклонный участок 12.4 и еще один горизонтальный участок 12.5, между которыми в результате образуется еще одно поднутрение 22. Угол наклона (участка 12.4 больше угла наклона (участка 12.3.
В контексте настоящего изобретения показанную на фиг.3 противоположную внутреннюю поверхность стенки можно обозначить как стенка 14. Однако с технической точки зрения речь при этом идет, как очевидно, о поверхности той же самой стенки 12, которая показана в левой части чертежа, поскольку эта стенка с учетом описанной выше стаканообразной геометрии керамической детали имеет кольцевую форму.
Дно 10 керамической детали имеет сферически вогнутую поверхность 10о, которая в другом варианте может иметь и выпуклую форму.
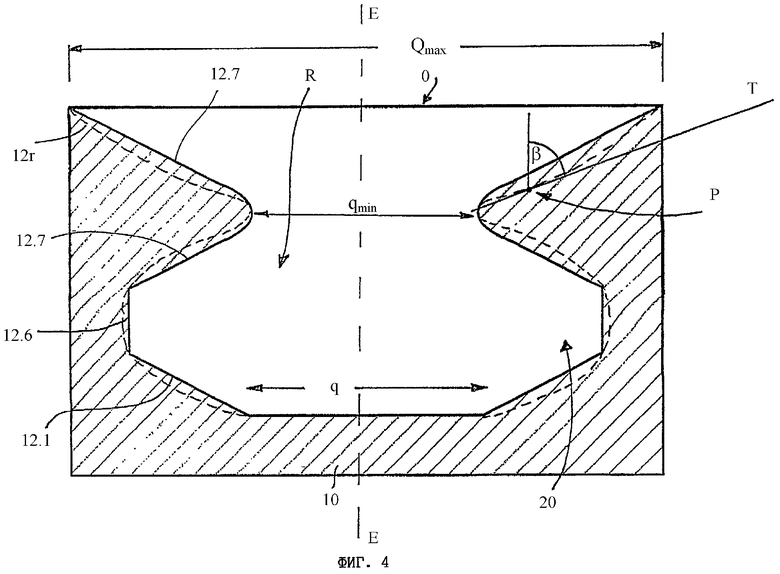
На фиг.4 показан другой вариант выполнения керамической детали в виде предохранительного стакана, к нижнему наклонному участку 12.1 внутренней стенки которого примыкает участок 12.6, который проходит перпендикулярно дну 10 и который переходит в имеющую форму наплыва поверхность 12.7, которая воронкообразно расширяется кверху в сторону свободного наружного края 12r предохранительного стакана, внутренний диаметр Q которого у его верхнего свободного конца тем самым значительно превышает диаметр q в зоне воспринимающей удар потока расплавленного металла поверхности 24 дна 10. В этом варианте, таким образом, между поверхностью дна 10 керамической детали и ее отверстием О также имеется место, в котором внутреннее пространство R керамической детали имеет в сечении наименьший размер (qmin).
У керамической детали с показанной на фиг.4 геометрией ее внутреннего пространства также имеется круговое или кольцевое поднутрение 20 (в форме канавки или паза), которое обеспечивает изменение направления и успокоение потока расплавленного металла, а также гашение его кинетической энергии.
Предлагаемую в изобретении керамическую деталь можно изготавливать цельной из шликера (например на основе Al2O3).
На фиг.4 прерывистой линией показан еще один возможный вариант осуществления изобретения. В этом варианте внутренняя стенка керамической детали состоит из более или менее прямолинейно примыкающих один к другому участков 12.1, 12.6 и 12.7, которые плавно переходят один в другой, причем обращенная в сторону отверстия О часть участка 12.7 внутренней стенки дополнительно выполнена вогнутой формы. Вместе с тем этой части участка внутренней стенки можно придать и обратную кривизну (выпуклую форму).
В целом же общим для рассмотренных выше вариантов является то, что одну или несколько внутренних поверхностей дна и стенки описанного выше воспринимающего удар потока расплавленного металла изделия (предохранительной керамической детали) можно выполнять прямыми или искривленными, а именно, выпуклыми либо вогнутыми, в том числе и переходящими одна в другую, с одинаковыми или различными углами наклона или радиусами кривизны. Тем самым варьированием этих геометрических параметров внутренних поверхностей дна и стенки керамической детали можно влиять на условия движения потока расплавленного металла, согласуя их с конкретной целью применения керамической детали.
Если внутреннюю поверхность стенки керамической детали выполнить не с показанными на фиг.4 прямыми участками, каждый из которых образует с плоскостью симметрии Е-Е постоянный угол, лежащий в пределах от более 0 до менее 90°, а с искривленными участками, то угол наклона соответствующего участка внутренней поверхности стенки керамической детали к плоскости симметрии Е-Е будет не постоянным по его длине. В этом случае угол β, под которым соответствующая часть участка внутренней поверхности стенки керамической детали наклонена к плоскости симметрии Е-Е, определяется для каждой точки внутреннего контура этого участка величиной угла между касательной, проходящей через конкретную точку этого внутреннего контура, и плоскостью симметрии Е-Е.
В соответствии с этим при выполнении участков 12.1, 12.6 и 12.7 внутренней поверхности стенки искривленными угол наклона каждого из них к плоскости симметрии Е-Е изменяется по его длине.
На фиг.4 в качестве примера показана касательная Т, проведенная к обращенному в сторону отверстия О искривленному участку 12.7 внутренней поверхности стенки через лежащую на нем точку Р. В точке Р угол β, под которым этот участок 12.7 внутренней поверхности стенки керамической детали наклонен к плоскости Е-Е, составляет около 80°.
Изобретение относится к металлургии и может быть использовано при разливке металлов. Огнеупорная керамическая деталь выполнена в виде стакана, воспринимающего удар потока расплавленного металла, или в виде приемного желоба. Деталь имеет дно и по меньшей мере две стенки. Внутренние поверхности этих стенок по меньшей мере на их отдельных участках образуют с плоскостью, перпендикулярной дну, угол от более 0 до менее 90° и наклонены в противоположные стороны. Между свободными концами стенок образовано отверстие. Между отверстием и дном имеется по меньшей мере один участок, на котором расстояние между внутренними поверхностями стенок меньше расстояния между внутренними поверхностями этих стенок в примыкающих к отверстию и дну частях. Изобретение обеспечивает снижение турбулентности потока металла, износа детали, простоту изготовления. 18 з.п. ф-лы, 4 ил.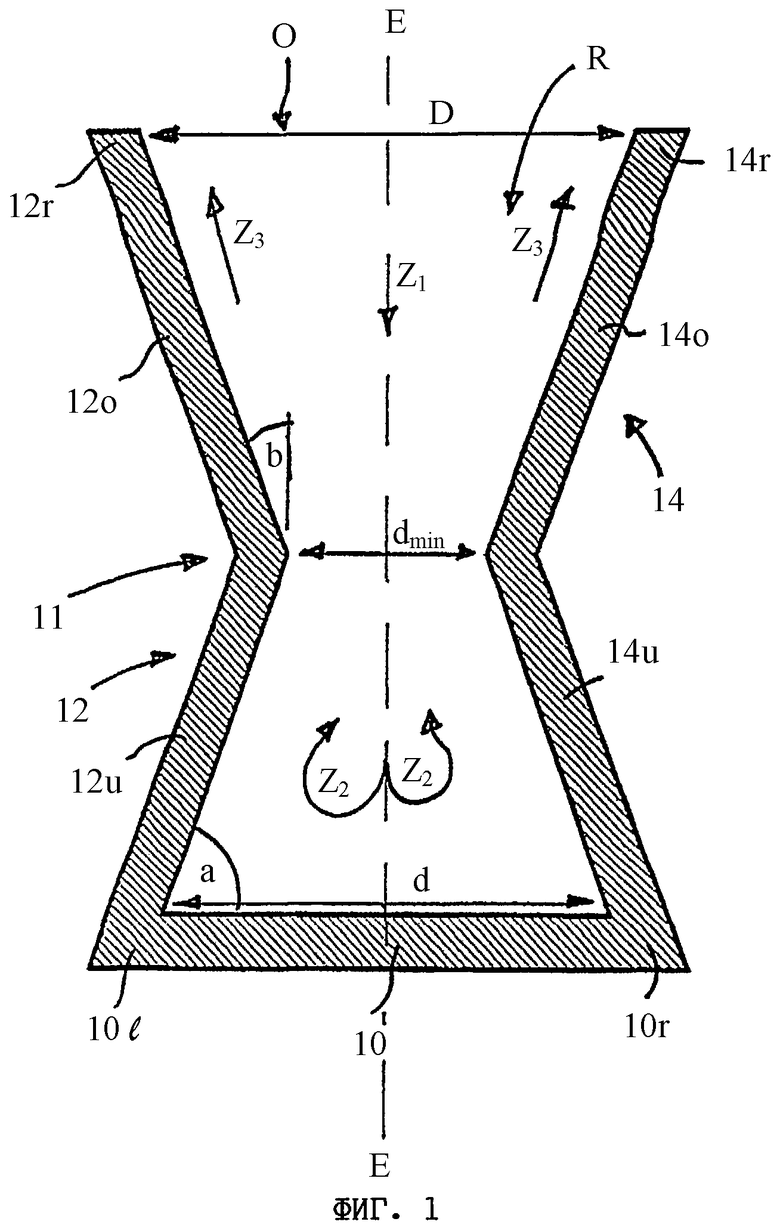
| Гидравлическая муфта | 1978 |
|
SU729393A1 |
| US 2002033567 A1, 21.03.2002 | |||
| US 5662823 A, 02.09.1997 | |||
| WO 9737799 A, 16.10.1997 | |||
| Промежуточный ковш двухручьевой машины непрерывного литья заготовок | 1991 |
|
SU1790468A3 |

