Изобретение относится к технике сушки листовых материалов и может быть использовано в фанерном и спичечном производствах, целлюлозно-бумажной промышленности при производстве картона, текстильной и кожевенной промышленностях при производстве ткани и искусственной кожи.
Известен способ автоматического управления сушкой шпона в контактно-конвективных сушильных установках, в котором изменяют скорость движения шпона в зависимости от измеряемого значения усилия протяжки шпона, характеризующего влажность материала. (SU, авторское свидетельство N 1420323 А1, кл. F 26 В 21/06, 1988).
Недостаток способа - опасность возгорания высушиваемого материала.
Известен способ автоматического управления процессом сушки в многозонной конвейерной сушилке, включающий изменение количества подаваемого сушильного агента в зоны последнего этажа сушилки, изменение скорости подачи высушиваемого материала в зависимости от его влажности перед последним этажом сушилки (SU, авторское свидетельство N 1232907, кл. F 26 В 25/22, 1986).
Недостаток способа - опасность возгорания высушиваемого материала.
Наиболее близким по технической сущности является способ автоматического управления процессом сушки в многозонной сушилке, включающий изменение расхода сушильного агента в зависимости от его начальной и конечной температуры, изменение скорости подачи высушиваемого материала в зависимости от его объемной массы, толщины, влажности, температуры и расхода сушильного агента (SU, авторское свидетельство N 573698, кл. F 26 В 25/22, 1977).
Использование данного способа автоматического управления процессом сушки в многозонной конвейерной сушилке при сушке листового материала может привести к его возгоранию. Зачастую начальная влажность высушиваемого материала неравномерна, при отсутствии системы измерения начальной влажности листового материала, измерения и контроля температуры сушильного агента, которым является топочный газ, подаваемый через сопловые короба в различные зоны сушилки, конечная влажность участка ленты материала вследствие пересушки может оказаться ниже регламентированной технологической инструкцией. В этом случае при превышении температуры высушиваемого материала допустимой нормы может произойти его возгорание.
Задача, на решение которой направлено изобретение, - повышение пожаробезопасности процесса сушки.
Для этого в способе автоматического управления процессом сушки в многозонной конвейерной сушилке, включающем измерение температуры отработавшего сушильного агента, которым является топочный газ, конечной и начальной влажности высушиваемого материала и изменение скорости подачи высушиваемого материала, количества подаваемого сушильного агента в зоны последнего этажа сушилки и температуры сушильного агента, согласно изобретению изменяют скорость подачи высушиваемого материала в зависимости от его конечной влажности, температуру высушиваемого материала на выходе из сушилки определяют по значениям температуры сушильного агента, начальной влажности и скорости перемещения листового материала, сравнивают прогнозируемые значения с заданными и, если значение прогнозируемой температуры превысит заданное при влажности ниже нормируемой, снижают температуру сушильного агента, уменьшают количество подаваемого сушильного агента в зоны последнего этажа сушилки, увеличивают скорость подачи ленты материала.
Система автоматического управления непрерывно измеряет температуру отработавшего сушильного агента. На практике в местах образования заломов наблюдается резкое повышение температуры отработавшего сушильного агента. Оператор дополнительно задает предельно допустимое значение этой температуры, и если значение прогнозируемой температуры в данной точке превышает заданное, то срабатывает сигнализация, оповещающая об образовании залома, система подает управляющий сигнал на исполнительные механизмы, перекрывая доступ сушильного агента в сопловые короба сушилки, резко уменьшая расход газа в горелке, и увеличивает скорость движения транспортера, перемещающего высушиваемый материал, что способствует в результате исключению вероятности возникновения пожара.
На чертеже приведена схема устройства для реализации предложенного способа.
Устройство для автоматического управления процессом сушки листовых материалов в многозонной конвейерной сушилке 1 содержит датчики температуры сушильного агента 2, начальной и конечной влажности 3. Перемещение высушиваемого материала по сушилке осуществляет транспортер 4, для регулирования скорости подачи которого служит автоматический преобразователь частоты 5, соединенный с приводом 6 и связанный через устройство сопряжения 7 с контроллером 8. Датчики 2 и 3 через блок релейного коммутатора 9, измерительный усилитель 10, фильтр 11, мультиплексор 12, аналогово-цифровой преобразователь 13 связаны с контроллером 8. Контроллер 8 посредством блока дискретного ввода-вывода 14 отображает на дисплее 15 информацию о текущем состоянии процесса, получает от оператора через клавиатуру 16 команды, реализует через цифроаналоговый преобразователь 17, усилители 18 и блоки аналоговых выходов 19 управление исполнительными механизмами 20, регулирующими количество подаваемого газа в горелку 21, и исполнительными механизмами 22, открывающими или закрывающими шиберы 23 сопловых коробов 24. Исполнительные механизмы 20 и 22 соединены с контроллером 8 через модули расширения 25 блока релейного коммутатора 9, организуя, таким образом, обратную связь.
Способ осуществляется следующим образом.
Оператор вводит в память компьютера с помощью клавиатуры 16 значение предельно допустимой температуры листового материала на входе в последний этаж сушилки 1, задает номинальные значения этой температуры и конечной влажности материала, которые должны выдерживаться в соответствии с режимом. В начальный момент времени автоматический преобразователь частоты 5, регулирующий скорость подачи транспортера 4, перемещающего ленту материала по сушилке, система контроля 8 температуры и расхода сушильного агента настроена на номинальные значения. Измеренные значения с датчиков температуры сушильного агента 2, датчиков влажности материала 3, установленных перед первым этажом сушилки и перед последним этажом агрегата через блок релейного коммутатора 9, измерительный усилитель 10, фильтр 11 и мультиплексор 12, преобразуясь в аналогово-цифровом преобразователе 13 в цифровой код, поступают в контроллер 8, в котором при помощи математических моделей процесса сушки рассчитываются оценочные значения конечной влажности высушиваемого листового материала  , температуры на выходе из сушилки
, температуры на выходе из сушилки  :
:


где X1 - скорость перемещения листового материала по сушилке, м/мин;
X2 - температура сушильного агента, °С;
X3 - влажность исходного материала, %;
A, B, A, B, Aij, Bij - коэффициенты уравнений регрессии, определяемые экспериментально, например методом наименьших квадратов;
На основании оценочных значений  , и
, и  и массива истинных значений Y1i и Y2i тех же величин, поступающих от датчиков 2 температуры сушильного агента на выходе агрегата, в контроллере 8 информация масштабируется, модель проверяется на адекватность, анализируются и выводятся параметры управления. В нем сравниваются оценочные и заданные Y1i значения конечной влажности высушиваемого материала, а также прогнозируемое и заданное Y2i значения температуры ленты материала на выходе из последнего этажа сушилки. Оператор задает допустимую разность между этими значениями. При превышении разности между заданным и прогнозируемым значением температуры материала на выходе из последнего этажа агрегата, возникновении ошибки регулирования происходит перерасчет коэффициентов моделей А0, В0, Аi, Вi, Аij, Вij (1) и (2) на основании текущей информации о скорости перемещения листового материала (X1), температуре сушильного агента (X2), влажности исходного материала (Х3), конечной влажности высушиваемого материала (Y1) и его температуре на выходе из последнего этажа сушильной секции агрегата (Y2). Если в процессе сушки происходит выход температуры ленты материала за пределы допустимого значения Y2, то резко повышается вероятность возникновения пожароопасной ситуации. Поэтому в контроллере 8 непрерывно сравнивается текущее значение Y2, поступающее от датчиков, и заданное предельно допустимое. При превышении Y2 происходит перерасчет значения скорости перемещения листового материала X1 и температуры сушильного агента X2. Пересчитанные значения управляющих воздействий температуры и конечной влажности листового материала посредством цифроаналогового преобразователя 17 преобразуются в аналоговые управляющие сигналы, поступающие через усилители 18 и блоки аналоговых выходов 19 на исполнительные механизмы 20, которые, изменяя количество подаваемого газа в горелку 21, регулируют температуру сушильного агента, и на исполнительные механизмы 22, открывающие или закрывающие шиберы 23 сопловых коробов 24, изменяющие количество подаваемого сушильного агента в зоны последнего этажа сушилки 1. Сигнал о номинальном количестве подаваемого в горелку газа и степени открытия того или иного шибера передается по обратной связи через дополнительные модули расширения 25 блока релейного коммутатора 9. В зависимости от рассчитанных значений влажности и температуры листового материала, через устройство сопряжения 7 контроллер 8 выдает управляющий сигнал на автоматический преобразователь частоты 5, который в свою очередь, управляя приводом 6, изменяет скорость транспортера 4, перемещающего материал.
и массива истинных значений Y1i и Y2i тех же величин, поступающих от датчиков 2 температуры сушильного агента на выходе агрегата, в контроллере 8 информация масштабируется, модель проверяется на адекватность, анализируются и выводятся параметры управления. В нем сравниваются оценочные и заданные Y1i значения конечной влажности высушиваемого материала, а также прогнозируемое и заданное Y2i значения температуры ленты материала на выходе из последнего этажа сушилки. Оператор задает допустимую разность между этими значениями. При превышении разности между заданным и прогнозируемым значением температуры материала на выходе из последнего этажа агрегата, возникновении ошибки регулирования происходит перерасчет коэффициентов моделей А0, В0, Аi, Вi, Аij, Вij (1) и (2) на основании текущей информации о скорости перемещения листового материала (X1), температуре сушильного агента (X2), влажности исходного материала (Х3), конечной влажности высушиваемого материала (Y1) и его температуре на выходе из последнего этажа сушильной секции агрегата (Y2). Если в процессе сушки происходит выход температуры ленты материала за пределы допустимого значения Y2, то резко повышается вероятность возникновения пожароопасной ситуации. Поэтому в контроллере 8 непрерывно сравнивается текущее значение Y2, поступающее от датчиков, и заданное предельно допустимое. При превышении Y2 происходит перерасчет значения скорости перемещения листового материала X1 и температуры сушильного агента X2. Пересчитанные значения управляющих воздействий температуры и конечной влажности листового материала посредством цифроаналогового преобразователя 17 преобразуются в аналоговые управляющие сигналы, поступающие через усилители 18 и блоки аналоговых выходов 19 на исполнительные механизмы 20, которые, изменяя количество подаваемого газа в горелку 21, регулируют температуру сушильного агента, и на исполнительные механизмы 22, открывающие или закрывающие шиберы 23 сопловых коробов 24, изменяющие количество подаваемого сушильного агента в зоны последнего этажа сушилки 1. Сигнал о номинальном количестве подаваемого в горелку газа и степени открытия того или иного шибера передается по обратной связи через дополнительные модули расширения 25 блока релейного коммутатора 9. В зависимости от рассчитанных значений влажности и температуры листового материала, через устройство сопряжения 7 контроллер 8 выдает управляющий сигнал на автоматический преобразователь частоты 5, который в свою очередь, управляя приводом 6, изменяет скорость транспортера 4, перемещающего материал.
Пример. В фанерном производстве сушка ленты лущеного шпона осуществляется при следующих значениях параметров:
скорость перемещения транспортера - 9 м/мин;
температура сушильного агента - 240°С;
начальная влажность ленты шпона - 75%;
номинальное значение конечной влажности шпона - 8%;
номинальное значение температуры шпона на выходе из последнего этажа сушильной секции агрегата - 125±2°С;
допустимое значение температуры шпона на выходе из последнего этажа сушильной секции агрегата - 155°С.
В процессе сушки вследствие неравномерной начальной влажности ленты лущеного шпона, к которой приводит при лущении чурака разбег влажности ядровой и заболонной древесины у некоторых пород, изменения температуры сушильного агента, вызванного различными возмущающими воздействиями, основным из которых является температура атмосферного воздуха, произошел выход конечной влажности за номинальное значение, которая составила 2%. При температуре отработавшего теплоносителя 162°С, температура ленты шпона составила 158°С, то есть выше допустимой нормы, следовательно, возникла пожароопасная обстановка. Для предотвращения возгорания высушиваемого шпона снизили температуру сушильного агента до 140°С, уменьшив регулятором количество подаваемого природного газа в горелку, увеличили скорость подачи транспортера до 15 м/мин и с помощью исполнительных механизмов перекрыли шиберы сопловых коробов последнего этажа сушилки. При этом температура ленты шпона снизилась и составила 124°С, что ниже номинального значения.
Такой учет температуры ленты шпона, перемещающейся по многозонной конвейерной сушилке, позволяет оперативно реагировать на увеличение значения температуры материала, что повышает пожаробезопасность процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического управления процессом непрерывной сушки | 1981 |
|
SU1126051A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СУШКИ СИНТЕТИЧЕСКОГО КАУЧУКА В ФИЛЬТРУЮЩЕМ СЛОЕ | 1989 |
|
SU1736272A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СУШКИ СЫПУЧИХ МАТЕРИАЛОВ В БАРАБАННОЙ СУШИЛКЕ С ЦИКЛОННО-СПИРАЛЬНОЙ ПРИСТАВКОЙ | 2007 |
|
RU2345301C1 |
| ТОННЕЛЬНАЯ МНОГОЗОННАЯ СУШИЛКА ДЛЯ СУШКИ СЫПУЧИХ И ПЛОХОСЫПУЧИХ МАТЕРИАЛОВ | 2006 |
|
RU2331828C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СУШКИ СЫПУЧИХ МАТЕРИАЛОВ В БАРАБАННОЙ СУШИЛКЕ | 2001 |
|
RU2210041C2 |
| КОНВЕЙЕРНАЯ МНОГОЗОННАЯ СУШИЛКА ДЛЯ СУШКИ СЫПУЧИХ И ПЛОХОСЫПУЧИХ МАТЕРИАЛОВ | 2000 |
|
RU2176059C2 |
| Конвективная ленточная сушилка | 1990 |
|
SU1726934A1 |
| Способ регулирования процесса сушки | 1983 |
|
SU1320625A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СУШКИ ИЗМЕЛЬЧЕННОЙ ДРЕВЕСИНЫ В БАРАБАННОЙ СУШИЛКЕ | 1999 |
|
RU2168129C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СУШКИ ИЗМЕЛЬЧЕННОЙ ДРЕВЕСИНЫ В БАРАБАННОЙ СУШИЛКЕ | 1995 |
|
RU2102664C1 |
Изобретение предназначено для сушки листовых материалов и может быть использовано в различных отраслях промышленности. Способ включает измерение температуры отработавшего сушильного агента, которым является топочный газ, конечной и начальной влажности. Скорость подачи высушиваемого материала изменяют в зависимости от его конечной влажности, температуру высушиваемого материала на выходе из сушилки определяют по значениям температуры сушильного агента, начальной влажности и скорости перемещения листового материала, сравнивают прогнозируемые значения с заданными и, если значение прогнозируемой температуры превысит заданное при влажности ниже нормируемой, снижают температуру сушильного агента, уменьшают количество подаваемого сушильного агента в зоны последнего этажа сушилки, увеличивают скорость подачи ленты материала. Изобретение позволяет повысить качество сушки, обеспечивает пожаробезопасность процесса. 1 ил.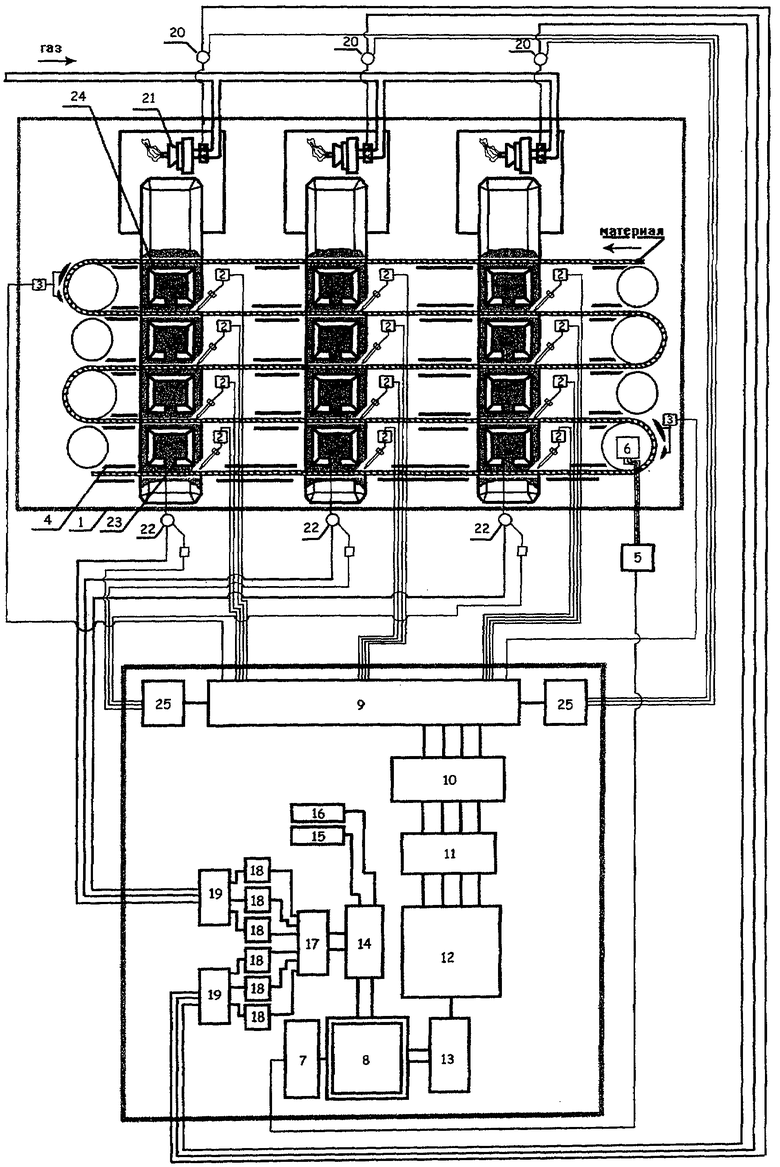
Способ автоматического управления процессом сушки в многозонной конвейерной сушилке, включающий измерение температуры отработавшего сушильного агента, которым является топочный газ, конечной и начальной влажности и изменение скорости подачи высушиваемого материала, количества подаваемого сушильного агента в зоны последнего этажа сушилки и температуры сушильного агента, отличающийся тем, что изменяют скорость подачи высушиваемого материала в зависимости от его конечной влажности, температуру высушиваемого материала на выходе из сушилки определяют по значениям температуры сушильного агента, начальной влажности и скорости перемещения листового материала, сравнивают прогнозируемые значения с заданными и, если значение прогнозируемой температуры превысит заданное при влажности ниже нормируемой, снижают температуру сушильного агента, уменьшают количество подаваемого сушильного агента в зоны последнего этажа сушилки, увеличивают скорость подачи ленты материала.
| Устройство для автоматического регулирования режима тепловой обработки минераловатных плит в многозонном сушиле | 1976 |
|
SU573698A1 |
| Система автоматического регулирования процесса непрерывной сушки в многозонной конвективной сушилке | 1982 |
|
SU1816947A1 |
| Способ сушки сыпучих материалов | 1975 |
|
SU595602A1 |
| Система автоматического регулирования валковой сушилки для ленточного материала | 1972 |
|
SU549659A1 |
| Система управления процессом сушки в многозонной конвейерной сушилке | 1984 |
|
SU1232907A1 |
| US 3078587 А, 26.02.1983. | |||

