Изобретение относится к сушильной технике, а именно к автоматизации процессов сушки.
Целью изобретения является повышение точности регулирования.
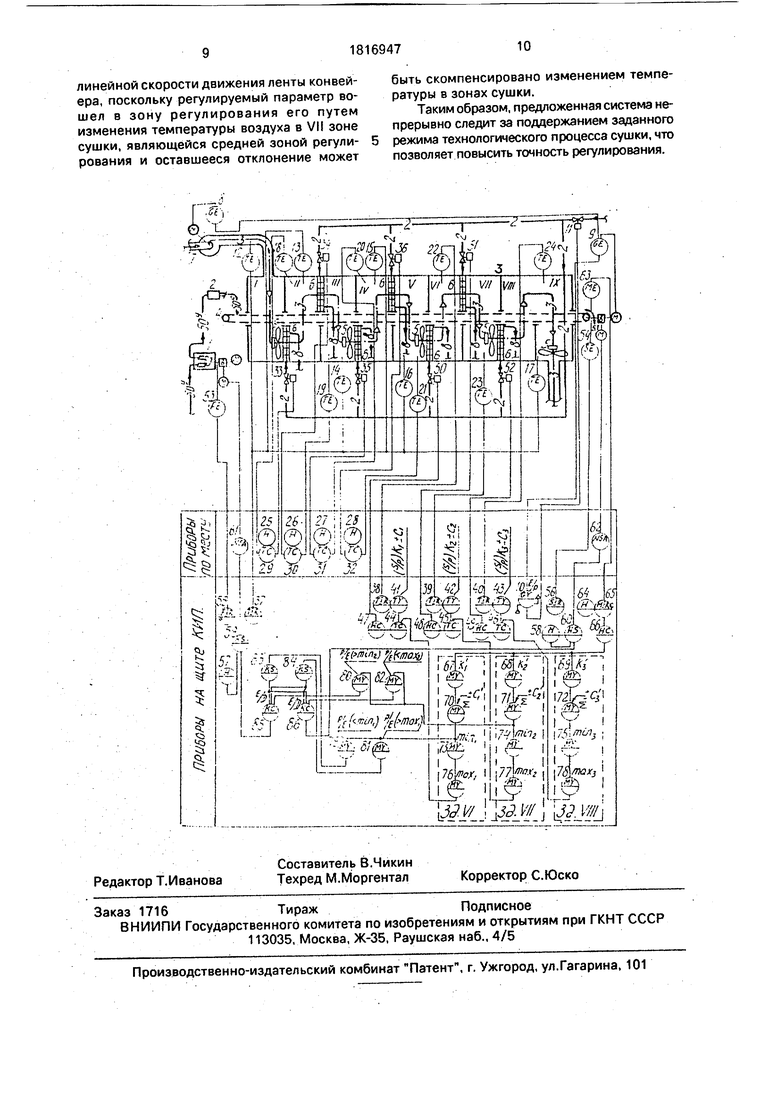
На чертеже представлена схема системы автоматического регулирования процесса непрерывной сушки в многозонной конвективной сушилке.
Система содержит насос 1 с вариатором производительности (число оборотов вала) подачи упаренного бульона в аппарат студе- нения 2 типа Вотатор ; девятизонную (обозначения зон: I-IX) конвективную кон- вейерную сушилку 3 непрерывного действия с конвейером 4, снабженным вариатором линейной скорости движения ленты конвейера, зонными вентиляторами 5, калориферами 6 и главным вентилятором 7; датчик 8 пуска и останова главного вентилятора, датчик 9 пуска и останова конвейера сушилки, преобразователь 10 сигналов и отсечной клапан 11 на коллекторе подачи пара в калориферы сушилки; датчики 12-17 темпе- ратуры воздуха в I-V и IX зонах сушки; датчики 18-21температуры и 22-24 регуляторов температуры воздуха соответственно во II-V и Vl-Vlll зонах, задатчики 25-28 и местные регуляторы 29-32 температуры воздуха во 11- V зонах (температура и влажность воздуха на входе в сушилку застабилизированы специальной системой воздухоподготовки - на схеме не показана) с регулирующими клапанами 33-36 (регулирующие и отсечной клапаны - комплекты исполнительных механизмов и регулирующих органов); вторичный многоточечный прибор 37 регистрации температуры в U-V и IX зонах; вторичные приборы 38-40 регистрации температуры воздуха в VI-VIII зонах с масштабирующими преобразователями 41-43 с настраиваемым сдвигом сигнала, выполненными, например, в виде преобразователя и пропорционального регулятора с задатчиком, регуляторы 44-46 тем- пературы воздуха в VI-VII зонах с байпасными панелями 49-49 дистанционного управления и регулирующими клапанами 50-52; датчики 53 и 54 и вторичные приборы 55 и 56 регистрации соответствен- но производительности насоса 1 (или аппарата студенения 2) и линейной скорости движения ленты конвейера 4; кнопки 57 и 58 управления, ключи 59 и 60 выбора управления и магнитные пускатели 61 и 62 приводов и вариаторам соответственно насоса 1 и конвейера 4; датчик 63, задатчик 64, вторичный прибор 65 регистрации влажности желатины с регулирующим устройством и байпасную панель 66 дистанционного уп- равления; блоки 67-69 масштабирования, блоки 70-72 алгебраического суммирования; блоки 73-75 ограничения сигналов по минимуму и 76-78 по максимуму (блоки 67, 70, 73, 76 - условно объединены, как пред- ставляющие собой задающее устройство регулятора температуры в VI зоне сушки - Зд VI; блоки 68, 71, 74, 77 - Зд VI; блоки 69, 72, 75, 78-Зд Vl.ll); преобразователи 79, 80 сигналов минимальных и максимальных 81,
82 значении параметра, подавители шумов - реле 83, 84 времени, регулируемые импульсные прерыватели 85 и 86. Кроме того, в схеме приняты следующие условные обозначения: - 2 - пар; 3 - воздух; 8 - паровой конденсат; 50У - желатиновый бульон упаренный; - бульон упаренный охлажденный - студень желатины, 51 - товарно-сухая желатина.
Система автоматического регулирования процесса непрерывной сушки в многозонной конвективной сушилке работает следующим образом.
Во время нормального хода технологического процесса сушки контакты датчика 8 работы главного вентилятора 7 и датчика 9 работы конвейера 4 сушилки, соединенные последовательно, находятся в замкнутом состоянии. Подключенный к ним преобразователь 10 при этом подает командный сигнал в виде давления сжатого воздуха на клапан 11 на коллекторе подачи пара в зонные калориферы б, поддерживая его в открытом состоянии (клапан 11 имеет нормально закрытое исполнение). Температура воздух на входе в сушилку, во II-V зонах и на выходе из сушилки датчиками 12-17 температуры преобразуется в электрические сигналы и регистрируется вторичным многоточечным прибором 37. Температура в Vl-vill зонах датчиками 22- 24 температуры преобразуется в электрические сигналы и регистрируется вторичными приборами 38-40. Сигналы датчиков температуры формируются в масштабирующих преобразователях 41-43 с настраиваемым сдвигом сигнала, в регуляторах 44-46 температуры и через байпасные панели 47-48 подаются на регулирующие клапаны 50-52, установленные на линиях подачи пара в соответствующие зонные калориферы 6. Температура воздуха во H-V зонах сушки датчиками 18-21 температуры преобразуется в пневматические сигналы, которые формируются в регуляторах 29-32 температуры с задатчиками 25-28 и подаются на регулирующие клапаны 33-36, установленные на линиях подачи пара в соответствующие зонные калориферы б. Тахометрические датчики 53 и 54 подают сигналы, пропорциональные числу оборотов вала поршневого насоса 1, а следовательно, пропорциональные производительности насоса и аппарата студенения 2, и числу оборотов привода ленты конвейера 4 сушилки, т.е. линейной скорости движения конвейера, на вторичные приборы 55 и 56, регистрирующие соответственно текущие значения производительности аппарата студенения и линейной скорости движения
ленты конвейера. Влажность желатины на выходе из сушилки датчиком 63 преобразуется в электрический сигнал, который посту- пает на вторичный прибор 65 с регулирующим устройством, задатчиком 64 и байпасной панелью 56 дистанционного управления. С выхода панели 66 сформированные регуляторы прибора 65 сигналы по трем каналам через блоки 67-69 масштабирования, блоки 70-72 алгебраического суммирования, блоки 73-75 и 76-78 ограничения поступают в качестве заданий на регуляторы 44-46 температуры воздуха в VI-VII1 зонах сушки.
При остановке главного вентилятора -7 и/или конвейера 4 сушилки размыкаются контакты датчиков 8 и/или 9 и преобразователь 10, стравливая воздух из командной линии к клапану 11 на коллекторе подачи пара в калориферы 6, закрывает клапан 11, отсекая подачу пара. Этим обеспечивается автоматическая технологическая и аварийная защита и блокировка процесса сушки от крайне неблагоприятного воздействия высокой температуры на высушиваемый продукт и технологическое, электротехническое оборудование и средства автоматизации.
При появлении возмущающих воздействий, вызывающих, например, изменение температуры воздуха во M-V зонах сушки соответствующие датчики 18-21 температуры подают измененные сигналы на измери- тельные части регуляторов 29-32 температуры, где они сравниваются со значениями, задаваемыми задатчиками 25-28, сигналы рассогласования поступают в решающие блоки регуляторов 29-32, обрабатываются по требуемому, например, пропорциональному закону регулирования и в виде командных сигналов подаются на регулирующие клапаны 33-36, которые изменяют подачу пара в соответствующие зонные калориферы 6 так, чтобы поддерживать в зонах сушки температуры, равные задаваемым значениями.
При изменении температуры воздуха в VI-VIII зонах сушки соответствующие датчики 22-24 температуры подают измененные сигналы на вторичные приборы 38-40, регистрирующие текущие значения температуры, и блоки 41-43, где эти сигналы преобразуются в унифицированные пневматические, масштабируются, сдвигаются на необходимую величину и подаются на элементы сравнения регуляторов 44-46 температуры, в которых сравниваются с заданными значениями, сигналы рассогласования в решающих блоках регуляторов 44-46 обрабатываются по требуемому, например, пропорционально-интегральному закону регулирования и через байпасные панели 47-49 дистанционного управления подаются на регулирующие клапаны 50-52,
которые изменяют подачу пара в соответствующие зонные калориферы 6 таким образом, чтобы поддерживать в зонах сушки температуры, равные задаваемым значениями.
0 Датчики 12-17 температуры подают измененные сигналы на вторичный многоточечный прибор 37 для регистрации изменений температуры воздуха в I-V и IX зонах, позволяет с учетом вторичных прибо5 ров 38-40 регистрации температуры в VI- VIII зонах охватить контролем и регистрацией температуры все зоны сушки, своевременно обнаруживать отклонения и корректировать задания регулятору темпе0 ратуры системы подготовки воздуха (на схеме не показан), то есть устанавливать требуемое значение температуры воздуха на входе в сушилку, и местным регуляторам 29-32 температуры воздуха во II-V зонах
5 сушки с помощью задатчиков 25-28.
При изменении влажности желатины на выходе из сушилки датчик 63 подает измененный сигнал на вторичный прибор 65, регулятор которого обрабатывает сигнал
0 рассогласования текущего и заданного значений влажности желатины по требуемому, например, пропорциональному закону регулирования. Сформированный таким образом сигнал, характеризующий изменение
5 влажности желатины через байпасную панель 66 по трем каналам поступает в блоки 67-69 масштабирования, в которых умножается на постоянные коэффициенты Kt. Кг, Кз соответственно. Поскольку наиболее быст0 рое влияние на влажность желатины оказывает изменение температурного режима в VIIF зоне сушки, а наименьшее - в VI зоне, то коэффициенты масштабирования (усиления) сигнала выбираются следующим обра5 зом: Ki Кг Кз. Этим обеспечивается наибольшее изменение задания регулятору 46 температуры в VIII зоне и наименьшее регулятору 44 температуры в VI зоне. Различие в коэффициентах масштабирования вы0 бирается таким образом, чтобы при определенном небольшом значении сигнала рассогласования, поступающего с выхода регулятора вторичного прибора 65, произошло значительное изменение зада5 ния регулятору 46 температуры в VIII зоне сушки с незначительным изменением задания регулятору 45 температуры в VII зоне, практически без изменения задания регулятору 44 температуры в VI зоне. При большем сигнале рассогласования происходит значительное изменение сигнала задания регулятору 45 температуры в VII зоне и незначительное - регулятору 44 температуры в VI зоне и т.д. Таким образом, при величине отклонения влажности желатины от задан- ного значения, которая может быть скомпенсирована изменением температуры воздуха в VIII зоне сушки, система регулирования производит изменение температуры, практически, только в VIII зоне сушки; при величине отклонения влажности, которая может быть скомпенсирована совместным изменением температуры в VIII и VII зонах сушки, система регулирования производит изменение температуры в VIII и VII зонах и т.д. Сформированные в блоках 67-69 сигналы поступают в блоки 70-72 алгебраического суммирования, в которых производится сдвиг значений сигналов в ту или иную сторону на необходимую величину для согла- сования с регуляторами 44-46 температуры воздуха в VI-VIII зонах по входам в их камеры задания, С выходов блоков 70-72 сигналы проходят в блоки 73-75 ограничения сигналов по минимуму и 76-78 по максиму- му, в которых в соответствии с регламентированным распределением температур по VI-VI.il зонам сушки и с предельно допустимыми значениями температуру обработки желатины в этих зонах ограничиваются по минимальным и максимальным значениям так, чтобы изменения заданий регуляторам 44-45 температуры в VI-VIII зонах сушки и соответственно значения температуры воздуха в этих зонах не выходили за допусти- мые пределы. Сформированные таким образом сигналы поступают в качестве заданий на регулятору 44-46, которые через байпасные панели 47-49 изменяют проходные сечения клапанов 50-52 на подаче пара в соответствующие зонные калориферы 6 так, чтобы изменением температуры воздуха в VIII-VI зонах сушки скомпенсировать возмущающее воздействие и привести влажность желатины на выходе из сушилки к заданному значению.
Если возмущающие воздействия настолько сильны, что сигнал рассогласования с регулятора вторичного прибора 65, про- шедший через, блок 67 масштабирования и блок 70 алгебраического суммирования, выходит за пределы ограничений блоков 73 и 76 ограничения сигналов, что говорит о невозможности компенсации возмущающего воздействия только изменением температуры сушильного агента в VIII-V зонах сушки, срабатывают преобразователь сигнала 79, настроенный на минимум сигнала, или преобразователь 81. настроенный на максимум сигнала. Для устранения влияния случайных кратковременных резких изменений влажности желатины или показаний прибора 65 сигналы с преобразователей 79 или 81 включают реле 83 или 84 времени, которые если резкое изменение показаний прибора 65 в течение заданного времени не исчезло, что говорит о неслучайном характере изменения сигнала, включают регулируемые импульсные прерыватели 85 и 86. Прерывали
85 и 86 включены в схему управления электроприводами вариаторов насоса 1 и конвейера 4 через ключи 59 и 60 управления и магнитные пускатели 61 и 62 и после их включения происходят скачкообразные (шаговые) изменения на некоторые значения производительности насоса 1 и соответственно аппарата студенения 2 и линейной скорости движения ленты конвейера 4 в сторону увеличения при низкой влажности желатины или в сторону уменьшения при высокой влажности желатины, причем, продолжительность импульсов включения приводов вариаторов насоса 1 и конвейера 4 выбираются и настраиваются органами настройки прерывателей 85 и 86 в такой пропорции, чтобы обеспечить неизменность толщины слоя желатины на ленте конвейера, что устраняет возмущения по каналу изменения толщины слоя высушиваемого материала. После шагового изменения производительности насоса 1 (аппарата студенения 2) и скорости движения ленты конвейера 4 следует настраиваемая пауза, в течение которой регулируемый параметр - влажность желатины - начинает приближаться к заданному значению. Степень этого приближения контролируют преобразователи сигналов 80 или 82, настроенные соответственно на минимум или максимум сигналов для VII зоны сушки. Если за время паузы в работе прерывателей 85 и
86 влажность желатины не приблизилась к заданному значению настолько, что сигнал задания регулятору 45 в VII зоне сушки в канале между блоком 71 алгебраического суммирования и блоком 74 ограничения вошел в интервал между ограничениями по минимуму и максимуму, то с прерывателей 85 и 86 следуют новые импульсы на включение приводов вариаторов насоса 1 и конвейера 4, что приводит к следующему шаговому пропорциональному изменению производительности аппарата студенения 2 и линейной скорости движения ленты конвейера 4 и т.д., до тех пор, пока не произойдет срабатывание преобразователя 80 или 82, которые отключают прерыватели 85 и 86, что говорит о достаточности регулирующего воздействия по каналу изменения
линейной скорости движения ленты конвейера, поскольку регулируемый параметр вошел в зону регулирования его путем изменения температуры воздуха в VII зоне
быть скомпенсировано изменением температуры в зонах сушки.
Таким образом, предложенная система непрерывно следит за поддержанием заданного
сушки, являющейся средней зоной регули- 5 режима технологического процесса сушки, что рования и оставшееся отклонение может позволяет повысить точность регулирования.
быть скомпенсировано изменением температуры в зонах сушки.
Таким образом, предложенная система непрерывно следит за поддержанием заданного

| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического управления процессом непрерывной сушки | 1981 |
|
SU1126051A1 |
| Способ регулирования процесса сушки | 1982 |
|
SU1276889A1 |
| Способ регулирования процесса сушки | 1983 |
|
SU1320625A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СУШКИ | 2003 |
|
RU2239138C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СУШКИ СИНТЕТИЧЕСКОГО КАУЧУКА В ФИЛЬТРУЮЩЕМ СЛОЕ | 1989 |
|
SU1736272A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СУШКИ | 1999 |
|
RU2150642C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СУШКИ | 1996 |
|
RU2117228C1 |
| Устройство автоматического управления процессом сушки сыпучих материалов | 1973 |
|
SU547625A1 |
| Устройство для регулирования влажности сыпучих материалов | 1973 |
|
SU483659A1 |
| Способ автоматического управления процессом сушки | 1987 |
|
SU1451505A1 |
| Система автоматического управления процессом непрерывной сушки | 1981 |
|
SU1126051A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
