Изобретение относится к способам управления процессом сушки полимерных материалов и может быть использовано в производстве синтетических каучуков.
Известен способ управления процессом сушки синтетических каучуков в воздушной сушилке обработкой каучука сушильным агентом, заключающийся в регулировании температуры сушки в зависимости от конечной влажности каучука.
Наиболее близким по технической сущности к предлагаемому является способ управления процессом сушки синтетических каучуков в воздушной сушилке обработкой каучука сушильным агентом, заключающийся в регулировании температуры сушки по функциональной зависимости от величины влажности каучука соответственно на выходе из сушилки и входе в нее.
Недостатками указанного способа управления являются запаздывание регулирующего воздействия по причине периодичности отбора и значительной продолжительности анализа, нечувствительность к изменениям загрузки сушилки каучуком, удельной поверхности крошки и состоянию перфорации конвейера. Недостатки способа обусловлены использованием в качестве регулируемого параметра только величины влажности каучука. Так, показатель влажности каучука на входе в сушилку лишь приблизительно характеризует необходимые энергетические затраты на сушку, поскольку является не единственным фактором, определяющим интенсивность процесса. На интенсивность сушки крошки каучука существенное влияние оказывают размеры крошки, ее пористость, пластоэластические свойства полимера.
Таким образом, вследствие использования в качестве регулируемого параметра только показателя влажности каучука известный способ обеспечивает лишь грубое управление процессом сушки. В связи с этим способ не обеспечивает требуемой стабильности влажности каучука на выходе из сушилки, существенного снижения теплозатрат и потерь сырья.
Целью изобретения является стабилизация качества сушки каучука, снижение энергозатрат и потерь сырья.
Поставленная цель достигается тем, что в известном способе управления процессом сушки синтетического каучука в фильтрующем слое обработкой крошки синтетического каучука сушильным агентом в многозонной сушилке и регулированием температуры изменением количества теплоты, вводимой в сушилку, регулируют температуру в зонах нагрева каучука в зависимости от скорости приращения температуры агента по ходу сушки, для чего измеряют скорость движения конвейера, температуру агента в первой и второй зонах сушилки до и после взаимодействия с крошкой каучука, определяют скорость уменьшения отношения температур агента по ходу сушки как разность отношений указанных температур в первой и второй зонах, деленную на время движения конвейера между точками измерения данных температур, причем при отклонении последней от заданного значения изменяют количество теплоты, вводимой в сушилку, и (или) скорость движения конвейера.
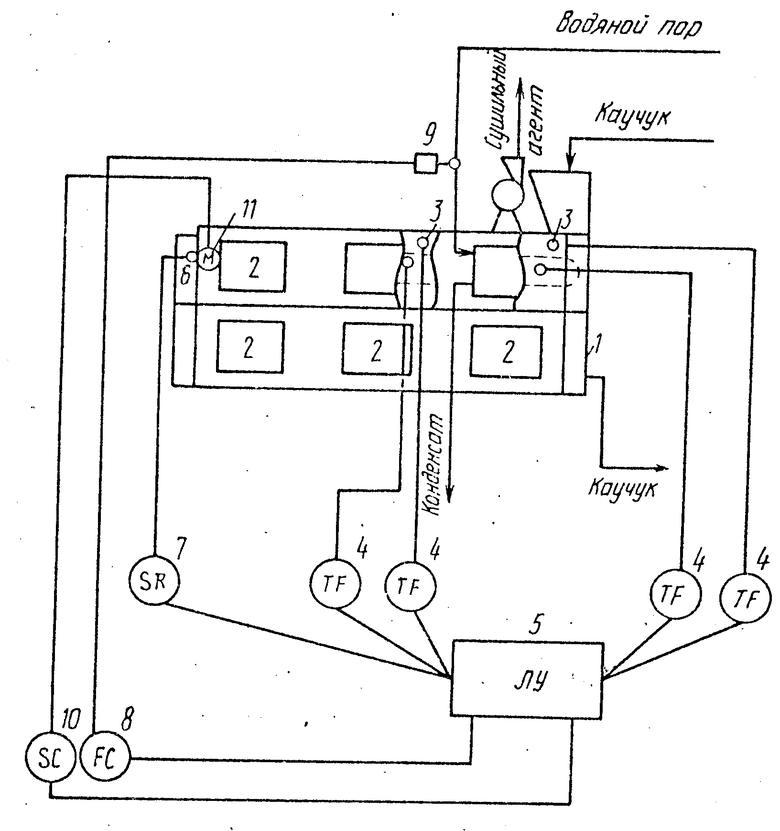
Чертеж иллюстрирует предлагаемый способ.
Способ осуществляют следующим образом.
Сушку каучука влажностью 5-15 мас. проводят в двухъярусной конвейерной сушилке 1 с калориферами 2, обогреваемыми глухим водяным паром.
В отличие от известного способа регулирование температуры в начальных зонах сушки (зонах нагрева каучука) отличается от регулирования температуры в последующих зонах сушки. Так, в качестве регулируемого параметра в зонах нагрева каучука используют скорость приращения температуры агента по ходу сушки.
Сигналы, пропорциональные температурам сушильного агента до и после взаимодействия с влажной крошкой каучука, в различных зонах сушилки (на схеме первая и вторая зоны по ходу каучука) от термопар 3 через первичные преобразовательные устройства 4 поступают в логическое устройство 5. Одновременно в логическое устройство 5 от привода 6 верхнего конвейера через первичное преобразовательное устройство 7 поступает сигнал, пропорциональный скорости движения конвейера.
В отличие от известного способа сначала определяют величины отношений температур сушильного агента до и после взаимодействия с крошкой каучука tвх/tвых, рассчитывают разности величин отношений этих температур Δtвх/tвых tiвх/tiвых ti+1вх/ ti+1вых, а затем скорость приращения величины отношения температуры агента
V где S расстояние между гнездами термопар предыдущей (i) и последующей (i + 1) зон сушки;
где S расстояние между гнездами термопар предыдущей (i) и последующей (i + 1) зон сушки;
w скорость движения конвейера.
В отличие от известного способа текущую величину скорости изменения отношений температур Vit сравнивают с заданной Vзt. При отклонении текущего значения от задания в меньшую сторону (Vit < Vзt) увеличивают количество теплоты, вводимой в i-ю зону, и наоборот, при отклонении текущего значения от задания в большую сторону (Vit > Vзt) уменьшают количество теплоты, вводимой в i-ю зону.
В отличие от известного способа при невозможности достижения заданной скорости Vзt, при максимально допустимом подводе теплоты, воздействуют на скорость движения конвейера w. Варьирование скоростью движения конвейера позволяет изменять толщину слоя крошки каучука и, следовательно, тепловой напор на единицу площади каучука, скорость уменьшения отношения температур сушильного агента до и после взаимодействия с каучуком. Так, уменьшение скорости движения конвейера приводит к нелинейному увеличению Vit, и наоборот, рост w приводит к уменьшению Vit.
При регулировании температуры в первой зоне сушилки выходной сигнал из логического устройства 5 через регулятор 8 выводят на клапан 9 линии ввода водяного пара в калорифер первой зоны. Допустимо аналогичное регулирование температуры во второй зоне сушки. Только при этом сравнивают величины отношений температур сушильного агента во второй и третьей зонах сушки (на чертеже не показано).
При эксплуатации сушилки с неизменной скоростью движения конвейеров (w const) и большим запасом мощности калориферов первой и второй зон сушки (t2вх/t2вых _→ 1) расчет текущего значения существенно упрощается
V (t
(t
Регулирование температуры в третьей и последующих зонах сушки осуществляется по известному способу (на чертеже не показано).
При регулировании скорости движения верхнего конвейера выходной сигнал из логического устройства 5 через регулятор 10 направляют на исполнительный механизм вариатора или непосредственно на электродвигатель 11 привода конвейера.
Изобретение иллюстрируется следующими примерами.
П р и м е р 1 (к о н т р о л ь н ы й). Сушку каучука СКМС-30 АРК осуществляют по известному способу в конвейерной сушилке, обогреваемой через калориферы водяным паром. Регулирование температуры сушки проводят в зависимости от влажности каучука соответственно на входе в сушилку и выходе из нее. Влажность каучука определяют периодически вручную три раза в сутки. Нагрузка по каучуку на сушилке 2,0-4,0 т/ч. Влажность каучука на входе в сушилку 5,0-15,0 мас. Температура сушильного агента до взаимодействия с каучуком, оС:
З о н ы 1 2 3 4 5 6 70-90 97-125 120-140 120-140 120-140 80-90 Средний показатель массы при 105оС (влажность Xср) на выходе из сушилки 0,35% Разброс влажности каучука 0,15-0,55 мас. или 57% (2 σ/Хср).
Количество некондиционного каучука с включениями влажного полимера и пластиката 6 кг/т каучука. Затраты теплоты на сушилку 0,35 Гкал/т каучука. Пробег сушилки между чистками 14 сут.
П р и м е р ы 2-4. Сушку каучука СКМС-30 АРК осуществляют по предлагаемому способу в конвейерной сушилке, обогреваемой через калориферы водяным паром. В первой и второй зонах сушки установлены по две термопары над и под слоем крошки каучука. Привод верхнего конвейера осуществляется электродвигателем постоянного тока с изменяемым числом оборотов. На линии подачи водяного пара в калорифер первой зоны сушки установлен клапан, связанный с логическим устройством.
Рассмотрим случай резкого увеличения загрузки каучуком сушилки с 2 до 3 т/ч. Повышение нагрузки сопровождается ростом начальной влажности крошки каучука и падением температуры отработанного сушильного агента после прохождения слоя каучука в начальной стадии сушки.
В первой зоне сушилки температура отработанного агента снизится с 24 до 22оС при температуре прямого сушильного агента до взаимодействия с каучуком, равной 70оС. Во второй зоне сушилки температура отработанного агента снизится с 79 до 58оС при температуре прямого агента 97оС.
Отсюда рост нагрузки по каучуку при неизменной температуре прямого агента приводит к снижению интенсивности процесса.
По известному способу в качестве измеряемых параметров предусмотрен показатель влажности на входе в сушилку и выходе из нее. Поскольку приборов для автоматического измерения влажности каучуков в потоке нет, то ее определение в производственных условиях осуществляют периодически лабораторным методом, заключающимся в определении потери массы навески каучука, высушиваемой при 105оС в течение 2 ч. Отсюда, с учетом полного времени пребывания каучука в сушилке (1 ч), минимальная продолжительность запаздывания регулирующего воздействия достигает 3 ч.
В отличие от известного в предлагаемом способе в качестве измеряемого параметра предусматривается показатель скорости приращения температуры сушильного агента по ходу сушки (Vit). При этом продолжительность запаздывания регулирующего воздействия сокращается до 8-10 мин, т.е. времени прохождения крошки каучука расстояния между гнездами термопар первой и второй зон сушки.
Так, скорость приращения температуры агента Vit в рассматриваемом варианте снизится с 0,21 до 0,19 мин-1
V 0,21 >
0,21 >  0,19 где 9,0 расстояние (м) между гнездами термопар первой и второй зон сушки;
0,19 где 9,0 расстояние (м) между гнездами термопар первой и второй зон сушки;
1,1 скорость движения верхнего конвейера, м/мин.
Регулирующее воздействие, пропорциональное отклонению текущего Vitот заданного Vзt, из логического устройства поступает на клапан подачи водяного пара в калорифер первой зоны сушки. Подача водяного пара в калорифер первой зоны будет наращиваться до тех пор, пока не установится следующая температура в начальной стадии сушки, оС:
Первая зона Вторая зона Прямой агент 87 107 Отработанный агент 30 88 а текущая Vit достигнет заданного значения.
Теперь рассмотрим вариант резкого увеличения нагрузки по каучуку на конвейерную сушилку с 3 до 4 т/ч. При этом происходят дальнейший рост начальной влажности крошки каучука и очередное падение температуры отработанного сушильного агента, оС:
Первая зона Вторая зона Прямой сушильный агент 80 107 Отработанный агент 27 75
V 0,18 мин-1 что меньше заданного Vзt 0,21 мин-1.
0,18 мин-1 что меньше заданного Vзt 0,21 мин-1.
В данном случае используется тот же контур регулирования. Регулирующее воздействие, пропорциональное отклонению текущего Vit от заданного Vзt, поступает на клапан подачи водяного пара в калорифер. Однако возможности этого клапана ограничены максимально допустимыми при сушке каучука параметрами теплоносителя водяного пара, равными Р 4 + 5 кг/см2, t140-150оС.
В отличие от известного в предлагаемом способе предусмотрен дополнительный клапан регулирования с новым регулируемым параметром скоростью движения верхнего конвейера.
В рассматриваемом варианте при невозможности восстановления требуемой, Vit изменением расхода водяного пара регулирующее воздействие, пропорциональное отклонению текущего Vit от заданного Vзt, из логического устройства поступает непосредственно на электродвигатель привода верхнего конвейера или вариатор. В результате число оборотов двигателя снизится со 120 до 98 об/мин, а скорость движения верхнего конвейера уменьшится с 1,1 до 0,9 м/мин. При этом температура агента в начальной стадии сушки перераспределится следующим образом, оС:
Первая зона Вторая зона Прямой сушиль- ный агент 128 128 Отработанный сушильный агент 39 105 Отсюда Vit достигает заданного значения (0,21 мин-1).
Следует отметить, что порядок регулирования процесса сушки при резком сокращении нагрузки по каучуку на сушку аналогичен.
Таким образом, приведенные выше данные и технико-экономические показатели можно представить в следующем виде:
Нагрузка по каучуку, т/ч 2 3 4
Влажность каучука на входе в сушилку, мас. 5 10 15
Температура сушильного агента прямого отработанного, оС:
1 зона 24/70 30/87 39/128
2 зона 79/97 87/107 105/128
Температура сушильного агента прямого, оС:
3-5 зоны 120 130 140
6 зона 80 85 90
Скорость движения конвейера верхнего яруса, м/мин 1,1 1,1 09
Продолжительноcть cушки каучука на вернем яруcе, м/мин 8 8 10
Скорость изменения отношения температуры прямого и отработанного агентов по ходу полимера, мин-1 0,20 0,20 0,20
Средний показатель потерь массы каучука при 105оС (влажности) на выходе из сушилки, мас. 0,25 0,25 0,25
Разброс влажности товарного каучука, мас. 0,21-0,30 0,2-0,3 0,20-0,31
2/ σ Хср, 18 20 22
Количество некондиционного каучука с включениями влажного полимера и пластиката, кг/т каучука 2 3 4
Затраты теплоты на сушку, Гкал/т каучука 0,26 0,25 0,22
Пробег сушки между чистками, сутки 32 28 26
Таким образом, использование предлагаемого способа управления процессом сушки позволит снизить и стабилизировать влажность каучука на выходе из сушилки в 1,3-1,6 раз, уменьшить затраты теплоты в 1,3 раза, снизить потери полимера с некондицией на 3 кг/т каучука при упрощении обслуживания сушилки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления влаготепловой обработкой дисперсных материалов с использоваием переменного комбинированного конвективно-СВЧ энергоподвода | 2016 |
|
RU2640848C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СУШКИ | 2011 |
|
RU2482408C1 |
| СПОСОБ ВЫДЕЛЕНИЯ СИНТЕТИЧЕСКИХ КАУЧУКОВ | 2003 |
|
RU2255091C2 |
| СПОСОБ СТАБИЛИЗАЦИИ ТЕРМОВЛАЖНОСТНЫХ ХАРАКТЕРИСТИК ЗЕРНА ПРИ ЕГО СУШКЕ И ХРАНЕНИИ | 2005 |
|
RU2303213C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СУШКИ ПИЩЕВЫХ ПРОДУКТОВ В ЛЕНТОЧНОЙ СУШИЛКЕ С ИСПОЛЬЗОВАНИЕМ КОНВЕКТИВНОГО И СВЧ-ЭНЕРГОПОДВОДА | 2010 |
|
RU2444689C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СУШКИ ЗЕРНА И ДРУГИХ ДИСПЕРСНЫХ МАТЕРИАЛОВ | 2010 |
|
RU2468321C2 |
| СПОСОБ СТАБИЛИЗАЦИИ ТЕРМОВЛАЖНОСТНЫХ ХАРАКТЕРИСТИК ЗЕРНА ЗЛАКОВЫХ И МАСЛИЧНЫХ КУЛЬТУР ПРИ СУШКЕ И ХРАНЕНИИ | 2010 |
|
RU2425304C1 |
| СПОСОБ СУШКИ ПИЛОМАТЕРИАЛОВ В СУШИЛКЕ | 1996 |
|
RU2115074C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СУШКИ | 1999 |
|
RU2150642C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПОЛУЧЕНИЯ СЫПУЧЕЙ ФОРМЫ ХОЛИНХЛОРИДА НА ОСНОВЕ СУХОГО СВЕКЛОВИЧНОГО ЖОМА | 2013 |
|
RU2535559C2 |
Изобретение относится к способам управления процессом сушки полимерных материалов и может быть использовано в производстве синтетических каучуков. Изобретение позволяет улучшить качество сушки каучука, снизить энергозатраты и потери сырья в процессе сушки синтетического каучука в многозонной сушилке за счет регулирования температуры в зонах изменением количества теплоты, вводимого в сушилку, и (или) скорости движения конвейера в зависимости от скорости уменьшения отношения температур агента по ходу сушки. 1 ил.
СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СУШКИ СИНТЕТИЧЕСКОГО КАУЧУКА В ФИЛЬТРУЮЩЕМ СЛОЕ обработкой крошки синтетического каучука сушильным агентом в многозонной сушилке и регулированием температуры изменением количества теплоты, вводимой в сушилку, отличающийся тем, что, с целью стабилизации качества сушки каучука, снижения энергозатрат и потерь сырья, регулируют температуру в зонах нагрева каучука в зависимости от скорости приращения температуры агента по ходу сушки, для чего измеряют скорость движения конвейера, температуру агента в первой и второй зонах сушилки и после взаимодействия с крошкой каучука, определяют скорость уменьшения отношения температур агента по ходу сушки как разность отношений указанных температур в первой и второй зонах, деленную на время движения конвейера между точками измерения данных температур, причем при отклонении последней от заданного значения изменяют количество теплоты, вводимой в сушилку, и(или) скорость движения конвейера.
| Авторское свидетельство СССР N 1413837, кл | |||
| Солесос | 1922 |
|
SU29A1 |
