Изобретение относится к черной металлургии и может быть использовано при проектировании новых и модернизации работающих непрерывных мелкосортно-проволочных станов.
Известен прокатный стан для непрерывной прокатки, содержащий две нагревательные печи с шагающим подом, две подогревательные индукционные печи, черновую и промежуточную группы клетей, две чистовые группы клетей и участки отделки проката (А.А.Королев. Механическое оборудование прокатных и трубных цехов. Металлургия. М., 1987, стр.262, рис.VI-3а).
Известен также непрерывный проволочный прокатный стан, содержащий две нагревательные печи с шагающим подом, две подогревательные индукционные печи, черновую группу клетей, первую промежуточную группу клетей, в которых осуществляется одновременная прокатка четырех раскатов, две дополнительные промежуточные группы клетей, в которых прокатывают по два раската, четыре чистовых группы клетей, где прокатывают по одному раскату, и четыре линии отделки катанки (А.А.Королев. Механическое оборудование прокатных и трубных цехов. Металлургия. М., 1987, стр.262, рис.VI-3а, б).
Недостатком известных из уровня техники прокатных станов является однотипная номенклатура выпускаемой продукции проката.
Наиболее близким по технической сущности и достигаемому результату является прокатный стан для производства проката различных марко-профилеразмеров, содержащий нагревательную печь с шагающим подом, черновую группу клетей, промежуточную группу клетей, один вход которой соединен с одним выходом черновой группы клетей, чистовую сортовую группу клетей для прокатки профилей мерной длины, единственный вход которой соединен с одним выходом промежуточной группы клетей, участок отделки сортового проката в мерных длинах, проволочный блок, вход которого соединен с выходом чистовой группы клетей через передаточное устройство, и участок отделки катанки, вход которого соединен с выходом проволочного блока (Непрерывный мелкосортно-проволочный стан Молдавского металлургического завода. Н.А.Богданов, В.В.Медведев и др. Металлург, 1988, №6, стр.62).
Недостатком известного прокатного стана является ограниченные технические возможности, обусловленные невозможностью проката широкого ассортимента продукции, а также низкая производительность и большие энергетические затраты на производство единицы выпускаемой продукции.
Технический результат, достигаемый предложением, состоит в обеспечении непрерывного производства сортового проката в мерных длинах и бунтах, в повышении производительности и снижении энергетических затрат (электрической и тепловой энергии) на производство единицы выпускаемой продукции.
Указанный технический результат в предлагаемом прокатном стане для производства проката различных марко-профилеразмеров, содержащем нагревательную печь с шагающим подом, черновую группу клетей, промежуточную группу клетей, один вход которой соединен с одним выходом черновой группы клетей, чистовую сортовую группу клетей для прокатки профилей мерной длины, вход которой соединен с одним выходом промежуточной группы клетей, участок отделки сортового проката в мерных длинах, проволочный блок и участок отделки катанки, вход которого соединен с выходом проволочного блока, достигается тем, что, он снабжен дополнительной нагревательной печью с шагающим подом, участком выдачи заготовок с двумя выходами и двумя входами, соединенными, соответственно, с обеими нагревательными печами с шагающим подом, термостатом с двумя входами, соединенными, соответственно, с двумя выходами участка выдачи заготовок, дополнительной черновой группой клетей с двумя выходами и двумя входами, соединенными, соответственно, с выходами термостата и дополнительной чистовой группой клетей для прокатки катанки, выход которой соединен с входом проволочного блока, при этом черновая группа клетей выполнена с дополнительным выходом и двумя входами, соединенными, соответственно, с выходами дополнительной черновой группы клетей, при этом промежуточная группа клетей выполнена с дополнительным входом, соединенным с дополнительным выходом черновой группы клетей, и с дополнительным выходом, соединенным с входом дополнительной чистовой группы клетей для прокатки катанки, выход чистовой сортовой группы клетей для прокатки профилей мерной длины соединен с входом участка отделки сортового проката в мерных длинах.
Реализация указанных отличительных признаков позволяет обеспечить одновременное, непрерывное производство сортового проката в мерных длинах и бунтах, что повышает производительность и снижает энергетические затраты на производство единицы выпускаемой продукции, что обусловлено тем, что на патентуемом прокатном стане непрерывного производства в черновой и промежуточной (частично) группах клетей прокатка проводится в две нитки, а в сортовой чистовой группе и проволочном блоке - в одну нитку. Это стало возможным за счет:
- раздельного нагрева заготовок под прокатку до дифференцированных температур разных марок, обеспечивающих равенство сопротивлений деформации металлов обеих ниток перед и в процессе прокатки, одновременной деформацией обоих раскатов в клетях черновой и частично промежуточной групп и раздельной прокаткой в чистовых группах: сортовой - проката в мерных длинах одной марки стали, а на проволочной - одновременной прокатки бунтового проката другой марки стали;
- чередования деформации раскатов по смежным калибрам одной клети в процессе двуниточной прокатки в случае их неравномерного износа;
- одновременной прокатки различных по форме и размерам профилей;
- управления непрерывным двуниточным станом по трем вариантам со стабилизацией скоростей или блока, или последней клети чистовой сортовой клети, или клети, после которой раскаты деформируются раздельно.
Прокатный стан для производства проката различных марок и профилеразмеров содержит нагревательную печь 1 с шагающим подом, дополнительную нагревательную печь 2 с шагающим подом, выполняющую функцию основной печи в данном процессе, выходы из которых соединены с участком 3 выдачи заготовок. Выходы участка 3 выдачи заготовок соединены с входами термостата 4, сохраняющего тепло двух заготовок, выдаваемых из нагревательных печей 1 и 2. Выходы термостата 4 соединены с входами дополнительной черновой группы 5 клетей, выходы которой соединены с входами черновой группы 6 клетей. Выходы черновой группы 6 клетей соединены с входами промежуточной группы 7 клетей, которая имеет два выхода.
Один выход промежуточной группы 7 клетей соединен с входом чистовой сортовой группы 8 клетей для прокатки профилей мелкой длины, выход которой соединен с входом участка 9 отделки сортового проката в мерных длинах. Другой параллельный выход промежуточной группы 7 клетей соединен с входом дополнительной чистовой группы 10 клетей для прокатки катанки, выход которой соединен с входом проволочного блока 11. Выход проволочного блока 11 соединен с входом участка 12 отделки катанки.
Технологический процесс прокатки на предлагаемом прокатном стане осуществляется следующим образом.
Из нагревательной печи 1 с шагающим подом непрерывнолитая заготовка, нагретая до 1150-1200°С, подается на один из входов участка 3 выдачи заготовок; откуда подается в одну из линии прокатки, где проходя поочередно термостат 4 и деформируясь последовательно к дополнительной черновой группе 5 клетей, черновой группе 6 клетей и промежуточной группе 7 клетей с одного из ее параллельных выходов поступает на вход дополнительной чистовой группы 10 клетей для прокатки катанки и далее в проволочный блок 11. Пройдя отделочные операции на участке 12, прокат, смотанной в бунт, проходит приемку отдела технического контроля и аттестацию.
Одновременно из нагревательной печи 2 с шагающим подом с другой температурой нагрева заготовка другой марки стали поступает на другой вход участка 3 выдачи заготовок и далее прокатывается по другой линии, проходя и деформируясь последовательно в следующих технологических узлах: термостат 4, дополнительная черновая группа 5 клетей, черновая группа 6 клетей и промежуточная группа 7 клетей. Далее с другого параллельного выхода промежуточной группы 7 клетей раскаты поступают на вход чистовой группы 8 клетей для прокатки профилей мерной длины, а далее - в участок 9 отделки сортового проката в мерных длинах, где формируются в пакеты прутков заданной мерной длины.
Таким образом на прокатном стане стало возможным производить прокат из стали разных марок с существенно отличающимся химическим составом; например, - на сортовой линии прокатывается арматурный средней прочности прокат из стали марки 35ГС, а на проволочной линии - низкоуглеродистая пластичная катанка из стали марок 1005, 1006, 1008. При одинаковых температурно-деформационных и скоростных условиях прокатки сопротивление металла горячей деформации, а следовательно, и условия трения в очагах деформации (контакт металла с валками) соседних калибров одной клети существенно отличаются. Вследствие этого износ соседних калибров валков одной клети будет со временем не одинаков, что вызовет нарушение закона постоянства секундных объемов (основного закона непрерывной прокатки): FiVi=const, где
Fi - площадь поперечного сечения раската в i-ой клети;
Vi - скорость прокатки в i-ой клети.
Несоблюдение этого закона обусловит нестабильность технологического процесса: раскат в одном калибре клети будет испытывать "подпор" (сжимающие продольные усилия), а в другом калибре той же клети - "подтяжку" (растягивающие усилия), а также невыполнение геометрических параметров профиля. Для исключения последствий нарушения закона постоянства секундных объемов необходимо обеспечить одинаковый износ соседних калибров катающей клети путем минимизации в них различия сопротивлений металла деформации.
В качестве примера осуществления этого способа ниже приведен вариант одновременной прокатки катанки диаметром 5,5 мм из стали 1008 и арматурного проката номинальным диаметром 10 мм из стали 35ГС (чертеж).
С целью выравнивания сопротивления металла непрерывнолитой заготовки деформации перед прокаткой низкоуглеродистую марку стали 1008 (С<0.09%) нагревают в одной нагревательной печи до 1150...1180°С, а среднеуглеродистую марку стали 35ГС (С=0.30...0.37%) - в другой нагревательной печи до 1250...1280°С; при этом непосредственно после нагрева сопротивления металлов деформации (σS) соответственно равны 4,83 и 4,36 кГс/мм2, а перед началом прокатки (с учетом падения температуры заготовок во время их транспортирования к стану) - σS=7.7 и 7.8 кГс/мм2 (для расчета в данном случае используется зависимость С.Экелунда - см. Ю.В.Коновалов, Г.И.Налча, К.Н.Савранский. Справочник прокатчика. - М.: Металлургия. 1977, - 312 с.). Согласно фиг.1 дальнейший расчет σS проводится по методике термокинетических коэффициентов (см. А.В.Третьяков, В.И.Зюзин. Механические свойства металлов и сплавов при обработке давлением. - 2-ое изд. М.: Металлургия. 1973. - 224 с.), затем рассчитывается и усилие прокатки в очаге деформации в различных клетях стана.
Как показывают расчеты, дифференцированный выбор температуры нагрева обеспечивает очень близкое равенство значений σS, и усилий прокатки в очагах деформации всех клетей стана, в которых осуществляется двуниточная прокатка. Так как силы трения в очаге деформации прямо пропорциональны усилиям прокатки, то соответственно этому и силы трения в соседних калибрах валков каждой клети будут примерно одинаковыми, что обусловливает равномерный их износ.
Одновременно с этим, как указывалось выше, в предлагаемом прокатном стане обеспечивается одновременное непрерывное двуниточное производство сортового проката (арматура, уголки) в мерных длинах и проката в бунтах, обуславливая тем самым, существенное повышение производительности и снижение энергетических затрат на производство единицы выпускаемой продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный сортовой прокатныйСТАН | 1979 |
|
SU839623A1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА И КАТАНКИ НА НЕПРЕРЫВНОМ СТАНЕ | 2001 |
|
RU2201819C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОВАРНОЙ ПРОДУКЦИИ НА ЛИТЕЙНО-ПРОКАТНОМ КОМПЛЕКСЕ МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2005 |
|
RU2325960C2 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2011 |
|
RU2542049C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2009 |
|
RU2399443C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ, ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ АГЛОМЕРАЦИОННОГО, ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2138557C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА НА АГРЕГАТЕ СОВМЕЩЕННОГО ЛИТЬЯ И ПРОКАТКИ | 2003 |
|
RU2233718C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС И КОМБИНИРОВАННЫЙ ПОЛУНЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2491140C2 |
Изобретение относится к черной металлургии и может быть использовано при проектировании и модернизации непрерывных мелкосортно-проволочных станов. Задача изобретения - повышение производительности и снижение энергетических затрат. Прокатный стан содержит две последовательно-параллельно работающих технологические нитки. Одна из них предназначена для получения сортового проката в мерных длинах и содержит нагревательную печь, участок выдачи заготовок, термостат, дополнительную черновую группу клетей, черновую группу клетей, промежуточную группу клетей, чистовую группу клетей, и участок отделки сортового проката в мерных длинах. Другая - содержит дополнительную нагревательную печь и устройства транспортировки нагретых заготовок от обеих печей до черновой и промежуточной групп клетей и дополнительную нитку, содержащую дополнительную чистовую группу клетей, проволочный блок и участок отделки катанки. Использование изобретения обеспечивает одновременное непрерывное двуниточное производство сортового проката в мерных длинах и проката в бунтах. 1 ил.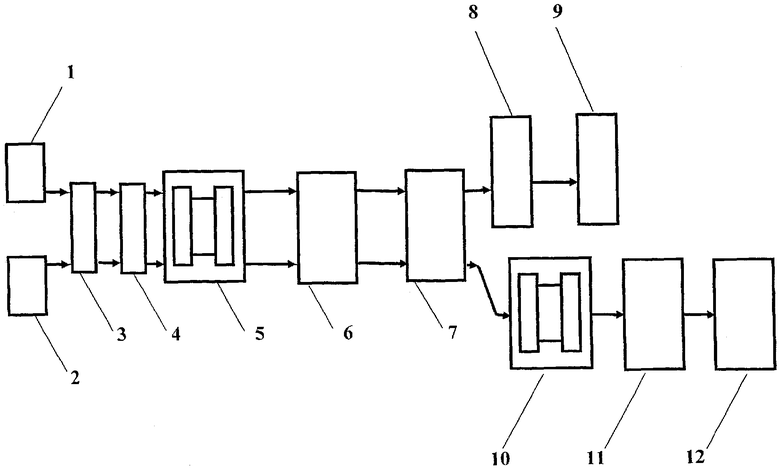
Прокатный стан для производства проката различных маркопрофилеразмеров, содержащий нагревательную печь с шагающим подом, черновую группу клетей, промежуточную группу клетей, один вход которой соединен с одним выходом черновой группы клетей, чистовую сортовую группу клетей для прокатки профилей мерной длины, вход которой соединен с одним выходом промежуточной группы клетей, участок отделки сортового проката в мерных длинах, проволочный блок и участок отделки катанки, вход которого соединен с выходом проволочного блока, отличающийся тем, что он снабжен дополнительной нагревательной печью с шагающим подом, участком выдачи заготовок с двумя выходами и двумя входами, соединенными соответственно с обеими нагревательными печами с шагающим подом, термостатом с двумя входами, соединенными соответственно с двумя выходами участка выдачи заготовок, дополнительной черновой группой клетей с двумя выходами и двумя входами, соединенными соответственно с выходами термостата, и дополнительной чистовой группой клетей для прокатки катанки, выход которой соединен с входом проволочного блока, при этом черновая группа клетей выполнена с дополнительным выходом и двумя входами, соединенными соответственно с выходами дополнительной черновой группы клетей, промежуточная группа клетей выполнена с дополнительным входом, соединенным с дополнительным выходом черновой группы клетей, и с дополнительным выходом, соединенным с входом дополнительной чистовой группы клетей для прокатки катанки, и выход чистовой группы клетей для прокатки профилей мерной длины соединен с входом участка отделки сортового проката в мерных длинах.
| БОГДАНОВ Н.А | |||
| и др | |||
| "Непрерывный мелкосортно-проволочный стан Молдавского металлургического завода", Металлург, 1988, №6, с.62.SU 351600 А, 05.10.1972.RU 2020006 C1, 30.09.1994.DE 2418454 A, 13.11.1975. |

