1
Изобретение относится к обработке металлов давлением и может быть использовано при проектировании и реконструкции прокатных станов.
Известен прокатный стан, предназначенный для производства мелкого сорта и катанки,содержащий две нагревательные и электроподогревательную печи. Обжимная клеть трио установлена между ними. В технологическом потоке установлены черновая,промежуточная и чистовая группы клетей, в конце технологического стана расположены Моталки, агрегаты стана соединены устройствами для транспортировки раската С1}.
Недостатком известного прокатного стана является значительная его протяженность, вызванная нерациональным расположением оборудования, кроме того, электроподогревательная печь, установленная между обжимной клетью и черновой группой клетей, увеличивает длину стана более, чем на 16 м. Ножницы для порезки раската, установленные после обжимной клети, также увеличивают протяженность стана.
Известен комбинированный сортовой прокатный стан, содержащий загрузочрые решетки, печи для нагрева заготовой и подогрева раската, обжимную клеть, ножницы, блоки клетей для прокатки сорта и катанки, устройства
для транспортирования заготовок и
раската, моталки и участок отделки проката, и предназначенный для одновременной и независинюй прокатки профилей по трем схемам, обеспечиваюидам получение профилей крупных сечений, простых сортовых профилей малых сечений и катанки 2.
Недостатком известного комбинированного прокатного стана является нерациональное расположение нагревательных -устройств. Так, одна из нагревательных печей раЬположена в головной части, а другая - в хвостовой части стайа, что увеличивает габариты стана и растягивает коммуникации энергосилового снабжения нагревательных- устройств, удорожая строительство стана. того, раздельное расположение нагревательных устройств приводит к увеличению обслуживающего персонгша, а традиционное расположение ножниц ,для порезки раската за обжимной клетью также приводит к увеличению протяженности стана.
Цель изобретения - сокращение протяженности стана и рациональное расположение оборудования.
Поставленная цель достигается тем что в комбинированном прокатном стане нагревательная и подогревательная печи установлены за обжимной клетью с обеих сторон раскатного рольганга, к которому обращены их окна вьщачи, транспортирующие устройства, обслуживающие печи и обжимную клеть, образуют двухкольцевую систему, а ножницы для порезки раската установлены перед обжимной клетью.
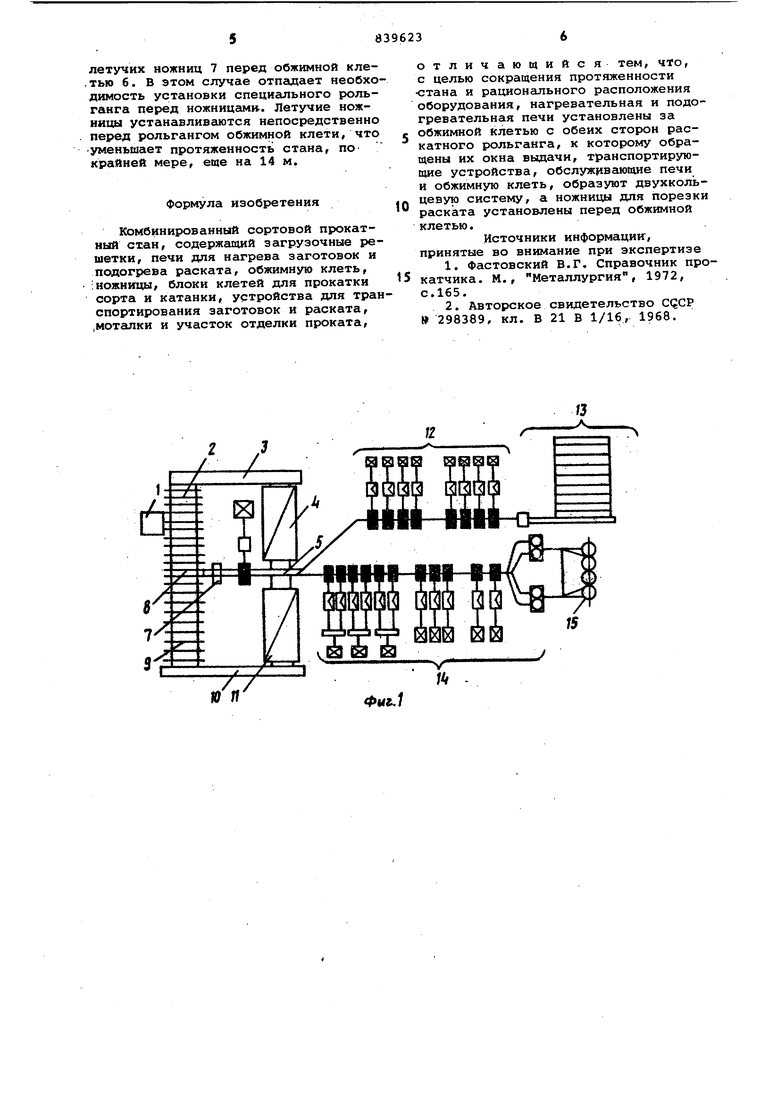
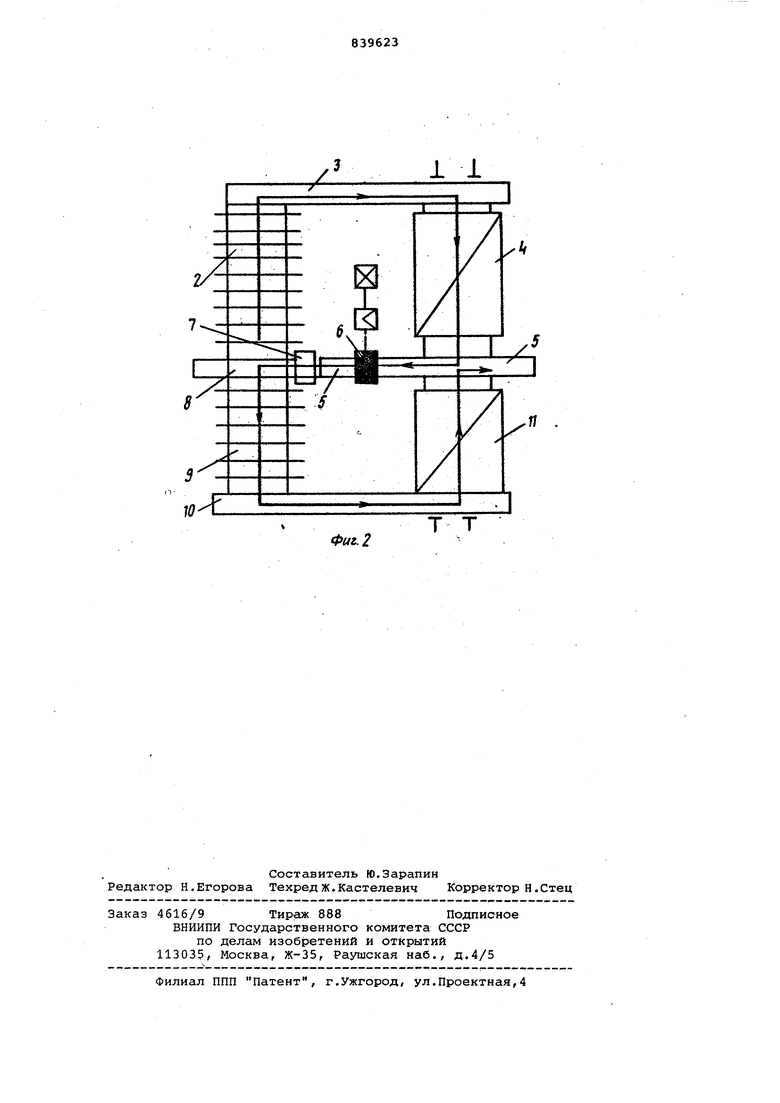
На фиг.1 схематически представлен комбинированный прокатный стан, на фиг.2 - участок печей и обжимной участок стана.
Прокатный стан содержит загрузочные решетки 1, шлеппер2.и рольганг .3 для подачи заготовок к нагревательной печи 4, раскатные рольганги 5, обжимную клеть 6, ножницы 7 для порезки раската, пакетировочный рольганг 8, шлеппер 9 и рольганг 10 для подачи раската в подогревательную печь 11, блок клетей 12 для прокатки крупного и среднего сорта, участок отделки 13 проката, блок клетей 14 для прокатки мелкого сорта и катанки моталки 15. Подогревательная 11 и нагревательная 4 печи установлены за обжимной клетью с обеих сторон раскатного рольганга 5. Окна печей 4 и 11 для выдачи нагретый и подогретых заготовок обращены к раскатному рольгангу 5.
Устройства, транспортирующие заготовки и раскат к печам, а также установленные в самих печах, образуют двухкольцевую систему, которая обозначена стрелками (фкг.2).
Двухкольцевая система содержит транспортирующие устройства для по-. дачи заготовок в нагревательную печь {шлеппер 2, рольганг 3, транспортирующее устройство 4) и подачи раската (раскатной рольганг 5, пакетирующий рольганг 8, шлеппер 9, рольганг 10 и транспортирующее устройство печи 11). Две кольцевые транспортирующие системы объединены посредством раскатного рольганга 5.
Ножницы 7, служащие для порезки раската, полученного в обжимной клети , расположены перед обжимной клетью 6.
Кс мбинированный сортовой прокатный йтан работает следующим образом.
Заготовки (блюмы) поступают на загрузочную решетку 1 и далее с помощью шлеппера 2 и рольганга 3 загружаются в нагревательную печь 4.
После нагрева до температуры прокатки заготовки поступают на раскатной рольганг 5 обжимной реверсивной клети дуо 6.
После получения в обжимной клети заготовки для прокатки профилей крупного и среднего сорта, она передается по рольгангу обжимной клети к блоку клетей 12 для прокатки крупного и среднего сорта. Готовые профили поступают на участок отделки 13.
В случае прокатки мелкого сорта заготовку, прокатанную до необходимого размера в обжимной клети, передают в блок клетей 14.
Если при прокатке в обжимной клети заготовка сильно охлаждается или она предназначается для производства катанки, то ее разрезают летучими ножницами 7, собирают на пакетировочном рольганге бис помощью шлеппера 9 и рольганга 10 отправляют на подогрев в печь 11. После подогрева до температуры прокатки заготовку с помощью рольганга обжимной клети 5 направляют в блок клетей 14 и далее готовый прокат передают на моталки 15.
В случае аварийных ситуаций, например выхода из строя одной из печей, Двухкольцевая транспортирующая система позволяет осуществить перегрузку металла из одной печи в другую и обеспечить его использование.
В предлагаемом комбинированном прокатном стане установка подогревательной и нагревательной печей за обжимной клетью с обеих сторон раскатного рольганга существенно сокращает протяженность стана.
Например, на стане производительностью 500 тыс. т проката в год, использующего блюмы ,125 125 мм, для проволочного участка в обжимной клети прокатывается раскат сечением 60x60 мм и длиной 12 м. В этом случае длина подогревательной печи составляет 17 м, длина подводящих к печи рольгангов и загрузочных устройств 15 м Следовательно, при расположении оборудования по схеме предлагаемого комбинированного сортового прокатного стана представляется возможным сократить протяженность прокатного стана на ,32. м.
Комбинированный прокатный стан имеет несколько технологических линий , например для крупного, среднего и мелкого сорта, и размещается в нескольких пролетах. В связи с этим в головной части стана на участке обжимной клети образуется неиспользуемая площадь. Расположение на ней подогревательной печи и транспортных устройств для ее обслуживания способствует лучшему использованию производственной площади здания.
Наиболее компактное расположение транспортных устройств получается, когда шлеппер 9 установлен против пакетировочного рольганга 8 обжимной клети, а длина рольгангов 3 и 10, транспортирующих заготовки к печам, - наименьшая. Сокращение длины рольгангов достигается за счет установки летучих ножниц 7 перед обжимной кле-тью 6. В этом случае отпадает необхо димость установки специального рольганга перед ножницс1ми. Летучие ножницы устанавливаются непосредственно перед рольгангом обжимной клети, что уменьшает протяженность стана, по крайней мере, еще на 14 м. Формула изобретения Комбинированный сортовой прокатный стан, содержащий загрузочные решетки, печи для нагрева заготовок и подогрева раската, обжимную клеть, ;ножницы, блоки клетей для прокатки сорта и катанки, устройства для тран спортирования заготовок и раската, ,моталки и участок отделки проката. отличающийся тем, что, с целью сокращения протяженности стана и рационального расположения оборудования, нагревательная и подогревательная печи установлены за обжимной клетью с обеих сторон раскатного рольганга, к которому обращены их окна выдачи, транспортирующие устройства, обслуживающие печи и обжимную клеть, образуют двухкольцевую систему, а ножницы для порезки раската установлены перед обжимной клетью. Источники информации, принятые во внимание при экспертизе 1.Фастовский В.Г. Справочник прокатчика. М., Металлургия, 1972, с.165. 2.Авторское свидетельство CQCP 298389, кл. В 21 В 1/16, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| Прокатный стан | 1974 |
|
SU463483A1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА | 1992 |
|
RU2020006C1 |
| Способ получения сортовых профилей | 1974 |
|
SU485618A1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2011 |
|
RU2542049C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС И КОМБИНИРОВАННЫЙ ПОЛУНЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2491140C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| КОМБИНИРОВАННЫЙ СОРТОВОЙ ПРОКАТНЫЙ СТАН | 1971 |
|
SU298389A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Стан для горячей прокатки сортового упрочненного проката | 1990 |
|
SU1726077A1 |
Фиг. 2
11
Т т
