1
Изобретение относится к обработке металлов давлением и предназначено для использования в производстве горячекатаных профилей сортового проката и катанки.
Известен прокатный стан для непрерывно-реверсивной прокатки, содержащий ряд последовательно установленных клетей трио с нереверсивным приводом, клети стана установлены каскадо.м, т. е. со смешением по вертикали каждой последующей клети, относительно предыдущей в одном направлении. На стане прокатка может вестись в четыре яруса: первый ярус - первая клеть; второй ярус - первая и вторая клеть; третий ярус - вторая и третья клети; четвертый ярус - четвертая клеть 1.
Недостатком стана является ограниченное количество клетей в группе (не более трех) и сложное оборудование, обслуживающее клети (подъемно-качающиеся столы, подводящие рольганги и т. п.). Стан может быть использован для производства заготовок, использование его для получения готового проката затруднительно.
Известен также стан для прокатки сортового металла, в составе оборудования которого имеются клети трио. Стан имеет нагревательную печь, две группы клетей трио: обжимную и чистовую, в которых клети расположены линейно, пилы горячей резки и холодильник. Нагретые заготовки от печи по рольгангу подаются к первой черновой клети трио. С передней и задней стороны рабочей клети установлены параллельные подъемные столы, оборудованные приспособлениями для автоматической кантовки и задачи полосы в валки.
После прок-атки в первой черновой клети полоса при помощи особых качающихся рычагов передается ко второй черновой клети. Клети имеют общий привод.
При передаче от черновых клетей к отделочным полосу с целью улучщения захвата ее валками с переднего конца обрезают ножницами, установленными по линии рольганга.
Линия, содержащая чистовую клеть, состоит из трех трехвалковых клетей с общин приводом, оборудованных с передней стороны стационарными рольгангами, а с задней - наклонными качающимися столами с приводными ролика.ми.
За качающимися столами установлены раскатные рольганги и шлепперы, посредством которых полосу можно передать от одной клети к другой. На линии отводящего рольганга расположены четыре пилы. На этих пилах производится обрезка концов и разрезка всей полосы на мерные длины 2.
При такой схеме размещения основного оборудования работа одной клети стана зависит от другой. Эта зависимость понижает производительность стана. Понижение производительности вызывается наличием групповых становых двигателей, что исключает возможность регулировки скорости прокатки в отдельных клетях, в то в-рем как эти скорости должны быть дифферени ны, принимая во вни.мание увеличи .ощу. я длину полосы, уменьщение ее сечения и, что является главным, понижение температуры.
Наиболее близким по технической сущности к заявленному является непрерывный прокатный стан для производства сортового проката, содержащий нагревательные печи с загрузочными устройствами, черновую и чистовую непрерывные группы клетей, ножницы, моталки, холодильник, подводящие и отводящие рольганги, оборудование, отделки и термообработки. Чистовая и черновая группы стана содержат горизонтальные и вертикальные клети дуо, расположенные последовательно одна за другой. Выход на холодильник расположен за последней по ходу прокатки клетью дуо чистовой группы. Холодильник находится за чистовой группой и выход с него - в хвостовой части стана, там же установлено оборудование отделки 3.
Недостатками этого стана являются больщое количество клетей и больщая протяженность цеха.
Указанные недостатки обусловлены тем, что в каждой клети дуо осуществляется по одному проходу, а для повыщения производительности стана и получения на нем широкого сортамента проката требуется установка достаточно больщого количества таких клетей в один ряд одну за другой для ведения непрерывного процесса прокатки.
Цель изобретения - повышение компактности стана путем сокращения его длины и количества клетей без сокращения технологических возможностей стана.
Для достижения указанной цели, в прокатном стане для производства сортового металла и катанки, содержащем нагревательные печи с загрузочными устройствами, черновую и чистовую непрерывные группы клетей, ножницы, моталки, холодильник, подводящие и отводящие рольганги, оборудование отделки и термообработки, чистовая группа стана выполнена из клетей трио, перед первой из которых установлен дополнительныи отводящий рольганг с выходом на холодильник, и моталки, холодильник стана соединен отдельным рольгангом с загрузочными устройствами нагревательных пегей, а выход с холодильника, оборудование термообработки и отделки расположены со стороны головной части стана. Средние валки клетей трио выполнены в виде двух невзаимосвязанных между собой кинематически частей, в совокупности образующих бочку валка. Наличие клетей трио в чистовой группе стана позволяет уменьщить количество клетей, протяженность стана непрерывной прокатки. Каждая клеть трио имеет индивидуальный привод, обеспечивающий регулирование скорости вращения валков каждой клети, причем скорость вращения верхнего и нижнего валков одной клети регулируется отдельно. Средние валки, имеющие две независимо вращающиеся друг от друга бочки, могут быть холостыми, или иметь индивидуальный к каждой из бочек привод. Благодаря этому при прокат-, ке в каждой клети трио в верхнем и нижнем горизонте можно достичь какого угодно различия скоростей движения раската, ведя независимую одновременную прокатку с использованием в различных горизонтах разных бочек среднего валка. Так, для прокатки в верхнем горизонте в каждой клети используется, например, правая бочка среднего валка и расположенная над ней часть
0 бочки врехнего валка, а в нижнем горизонте - левая бочка среднего валка и расположенная под ней часть бочки нижнего валка или наоборот. Причем движение раската в горизонтах противоположно и происходит в двух параллельных вертикальных
5 плоскостях.
Для осуществления процесса прокатки средние валки клетей трио выполнены из двух независимо вращающихся рабочих бочек. Конструктивно это может быть выполнено по нескольким вариантам.
Бочка среднего валка может быть выполнена в виде двух бандажей, насаженных на общую ось и кинематически не связанных друг с другом. Достоинством такой конструкции является то, что бандажи могут быть выполнены унифицированными для левой и правой частей бочки, а ось может быть использована при замене бандажей многократно.
Бочка среднего валка может быть также выполнена в виде двух чащеобразных полувалков, в полостях которых на подщипниках установлен сердечник. Такая конструкция обладает теми же достоинствами, что и выщеописанная, кроме того, при тех же разме5 pax рабочей бочки, исходя из прочностных характеристик, на таком валке могут быть нарезаны более глубокие калибры или получены больщие обжатия.
Возможно и другое исполнение среднего валка. Так, только половина бочки валка может быть выполнена в виде свободно вращающегося бандажа, а другая половина выполнена как одно целое с осью, на которую он насажен. Такая конструкция может быть выгодна в том случае, когда при прокатке нескольких профилеразмеров требуется использовать несколько общих калибров для всех профилей. Можно при перевалке заменять только бандажи, а так как наибольщие обжатия при прокатке приходятся на черновые калибры, бандажи должны устанавливаться в нитке, где расположен чистовой калибр.
Средние валки клетей трио могут также выполняться в виде двух полувалков, один из которых имеет осевую цилиндрическую полость, а другой - цапфу, размещенную в этой полости на подщипниках. Достоинство этoй конструкции в том, что прочностные характеристики полувалка, имеющего полость при одних и тех.же размерах бочки выще, чем бандажа.
При прокатке в чистовой группе используются полностью бочка среднего валка и половины бочек верхнего и среднего валков. Поэтому нарезка калибров верхнего и нижнего валков может быть выполнена по крайней мере по двум вариантам для целесообразного использования всей бочки валков.
В первом варианте на каждой бочке нарезаются одинаковые ручьи (отдельно для нижнего и среднего валков). Тогда при износе работающих калибров при перевалке (если нет необходимости переходить на прокатку другого профиля) заменяется только средний валок, причем в горизонтах заменяется положение (например, в верхнем нитка была правой, а стала левой), верхний и нижний валок остаются на местах, а средний (новый) по отнощению к заменяемому в горизонтальной плоскости -разворачивается на 180°. При условии, что средний новый валок устанавливается в том. же положении, что и изнощенный, на 180° в горизонтальной плоскости разворачиваются верхний и нижний валки.
Во втором варианте на верхнем и нижнем валках нарезаются ручьи для прокатки различных профилей. Сначала ведется прокатка одного. Причем для этого используют соответствующие половины бочек верхнего и нижнего валков (например, правую и левую). При переходе на прокатку следующего профиля заменяется средний валок с ручьями, соответствующими ручьям верхнего и нижнего валков, причем при прокатке нового профиля уже используются другие полубочки верхнего и нижнего валков (например, левая и правая).
Также можно изменять и горизонты прокатки, но для этого нужно оборудовать клети трио реверсивным приводом.
Для предотвращения возможного попадания при прокатке окалины в зазоры среднего валка между двумя половинами рабочей бочки половина бачки среднего валка, работающая в паре с верхним валком, выполнена с кольцевой выемкой, в которой нарезан ручей калибра. Расположенные про« тив нее участки бочек верхнего и нижнего валков выполнены с соответствующим увеличением диаметра. На верхнем и нижнем валках могут быть нарезаны одинаковые (на соответствующих участках) калибры, что при перевалке клетей без перехода на
5 прокатку другого профиля позволяет заменять только средний валок, а верхний и нижний только менять местами.
Чистовая группа клетей имеет два отводящих рольганга, по которым готовый прокат поступает на холодильник: первый отводящий рольганг расположен как обычно за последней в ряду клетью, по нему к холодильнику подается прокат, для получения которого достаточно использовать половину или меньще проходов, возможных
5 в группе, т. е. когда достаточное число калибров расположено в одном горизонте группы.
Второй отводящий рольганг расположен перед первой клетью чистовой группы стана. По нему подается на холодильник или мо талки прокат, для получения которого используются оба горизонта клетей трио. Движение проката по нему противоположно движению проката по первому отводящему рольгангу.
5 При наличии за последней клетью чистовой группы пакетирующего устройства становится возможным на стане вести контролируемую прокатку. Так, после выхода из одного горизонта раскат может подстуживаться в пакетирующем устройстве, а затем
задаваться для дальнейщей прокатки в следующий горизонт, при этом направление прокатки изменяется на противоположное.
Если нет необходимости в ведении контролируемой прокатки, раскат из одного горизонта в другой может задаваться с помощью вертикального обводного устройства.
Наличие в стане холодильника, имеющего соединяющий его с загрузочными устройствами нагревательных печей рольганг,
позволяет использовать его для охлаждения заготовок, поступающих от заготовочного стана, в том случае, когда его холодильник, переполнен. Это может быть в том случае, когда по какой-либо причине колачество поступающих заготовок больще, чем
это нужно для загрузки в печи (например, при длительной остановке стана). Таким образом возможно разгрузить холодильник
заготовочного стана и создать запас заготовок для стана, который можно использовать при прекращении подачи заготовок от заготовочного стана.
Выход с холодильника стана расположен со стороны головной части стана. Это позволяет приблизить оборудование термообработки к нагревательным печам, что облегчает использование тепла и продуктов сгорания нагревательных печей для термообработки.
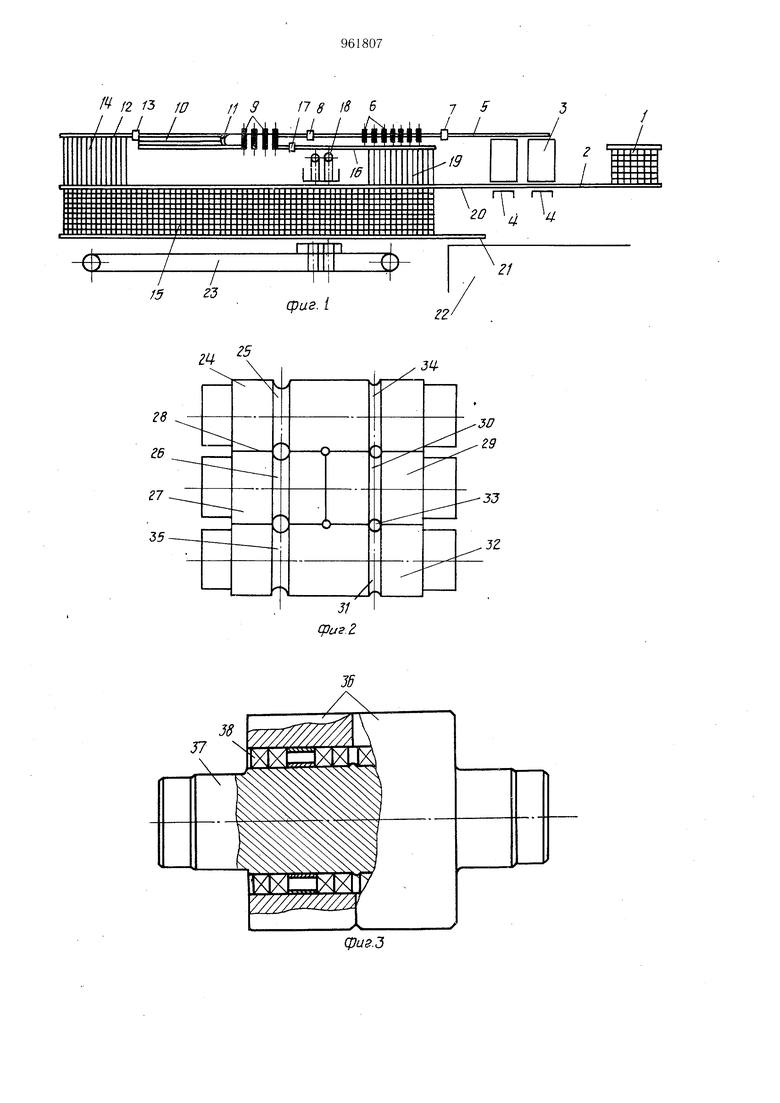
На фиг. 1 изображен описываемый прокатный стан с чистовой группой клетей трио, на фиг. 2 - валки первой клети трио, на фиг. 3-6 - различные варианты выполнения средних валков клети трио; на фиг. 7- варианты выполнения валков клети трио.
Прокатный стан расположен за холодильником 1 заготовочного стана, с которым он связан рольгангом 2.
В головной части стана установлены нагревательные печи 3 с загрузочными устройствами 4. Нагревательные печи соединены рольгангом 5 с черновой группой 6 стана, перед первой клетью группы установлены ножницы 7. За черновой группой клетей расположены ножницы 8, за ними находится чистовая группа 9, состоящая из клетей трио. За последней клетью трио установлено пакетирующее устройство Ю и вертикальный обводной аппарат 11. Последняя клеть трио связана рольганом 12, на котором установлены ножницы 13, со щлеппером 14, за которым установлен холодильник 15. Перед первой клетью трио чистовой группы на рольганге 16, параллельном рольгангу 5, находятся ножницы 17, а перед ними установлены моталки 18. За рольгангом 16 установлен шлеппер 19, выходящий к холодильнику 15. Холодильник имеет рольганг 20, связывающий его с загрузочными устройствами нагревательных печей. Холодильник также имеет отводящий рольганг 21. Участок 22 отделки и термообработки располагается со стороны головной части стана. Параллельно холодильнику расположен крюковой конвейер 23.
На фиг. 2 показаны валки первой клети трио чистовой группы стана. Верхний валок 24 снабжен ручьем 25, составляющим вместе с ручьем 26, нарезанном на бочке 27 среднего валка, калибр 28. На другой бочке, 29 среднего валка нарезан ручей 30, составляющий с ручьем 31 нижнего валка 32 калибр 33. На бочках верхнего и нижнего валков могут быть также нарезаны ручьи 34 и 35.
Средний валок (фиг. 3) может быть исполнен в виде двух бандажей 36, насаженных на общую ось 37 и кинематически не связанных между собой. На ось бандажи устанавливаются на подщипниках 38.
Бочка среднего валка (фиг. 4) может быть также выполнена в виде двух чащеобразных полувалков 39, в полостях которых на подщипниках 40 установлен сердечник 41. Для предотвращения попадания воды и окалины в узел соединения на полувалках может быть выполнен затвор 42. Возможно и другое исполнение среднего валка:половина бочки может быть выполнена в виде свободно вращающегося бандажа
43, а другая половина 44 выполнена как одно целое с осью 45, на которую он установлен на подщипниках 46.
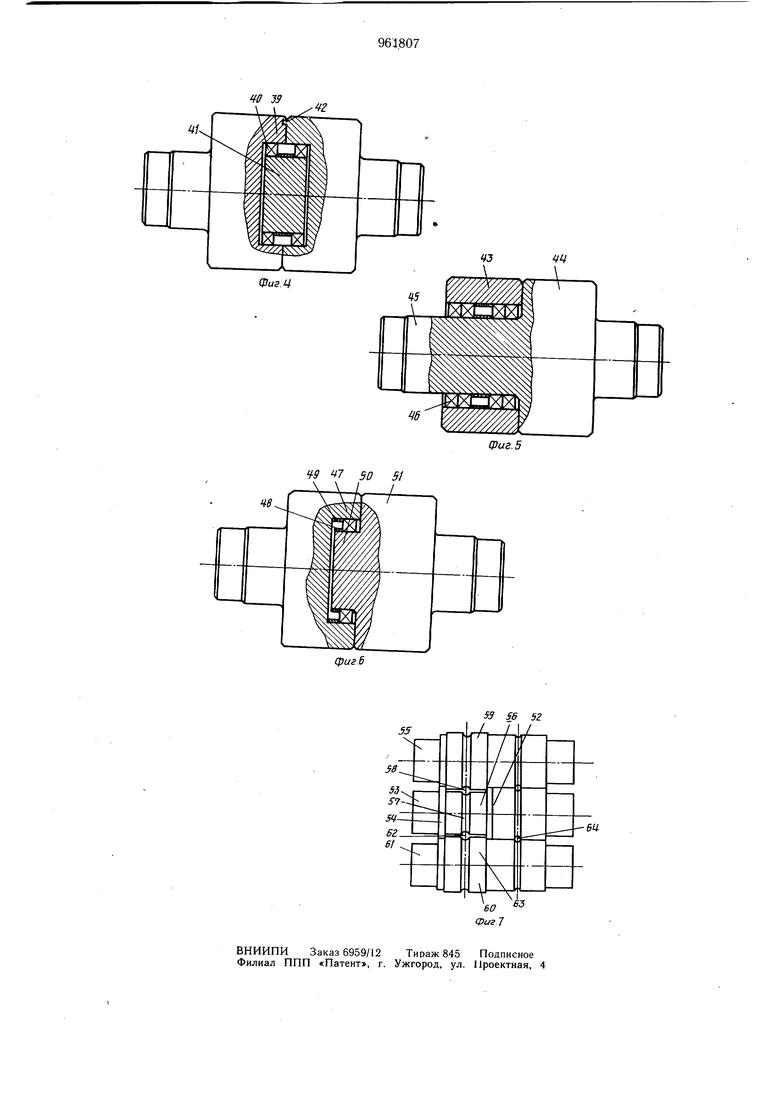
Средние валки клетей трио могут также выполняться в виде двух полувалков, один из которых 47 имеет осевую цилиндрическую
полость 48, в которой на подщипнике 49 установлена цапфа 50 другого полувалка 51. Для предотвращения возможного попадания окалины в зазор 52 между полувалками среднего валка 53 половина бочки 54
среднего валка, работающая в паре с верхним валком 55, может быть выполнена с кольцевой выемкой 56, в которой нарезан ручей 57 калибра 58. Расположенные против нее участки бочек 59 и 60 соответственно верхнего и нижнего 61 валков выполнены с соответствующим увеличением диаметра. Калибры 58 и 62, 63 и 64 попарно одинаковы. Это при перевалке, без перехода на другой профиль, позволяет заменять только средний валок, а верхний и нижний
менять местами.
Стан работает следующим образом. С холодильника 1 заготовочного стана заготовка по рольгангу 2 поступает к загрузочным устройствам 4 нагревательных печей 3. После нагрева до те.мпературы прокатки по рольгангу 5 заготовка подается к первой клети черновой группы 6 стана, при необходимости на ножницах 7 образуются концы или происходит деление заготовки. После прокатки в черновой группе на ножницах 8 обрезается передний конец раската, и он задается в первую клеть трио чистовой группы 9. В клети трио раскат прокатывается в калибре 28, образованном ручьями бочки верхнего 24 и одной из бочек
27 среднего валков. Затем он прокатывается в калибрах, расположенных за первым в бочках валков последующих по ходу прокатки клетей трио. После выхода из последней клети трио раскат по рольгангу 12 и щлепперу 14 направляется на холодильник
15 при условии, что он является готовым прокатом. Если на стане ведется регулируемая прокатка и требуется для получения готового проката большее число проходов, чем количество клетей стана, то полосы
после выхода из последней клети трио накапливаются в пакетирующем устройстве 10 и после доведения до нужной температуры задаются в последнюю клеть чистовой группы, в калибр, расположенный против калибра 33 первой клети, образованной ручьями бочки нижнего валка 32 и бочкой 29 среднего валка. Прокат движется в направлении, обратном предыдущему. Если нет необходимости в ведении контролируемой прокатки, раскат по обводному вертикальному аппарату 11 задается в этот же калибр, и прокатка таким образом ведется, сразу в двух калибрах последней клети. Раскат может находиться одновременно во всех калибрах валков клетей чистовой группы. После выхода из первой клети чистовой, группы .стана готового раската он по рольгангу 16 и шлепперу 19 после порезки на ножницах 17 подается на холодильник 15 или сматывается в бунты на моталках 18. Готовый раскат, не требующий термообработки, охлаждается на холодильнике 15 или крюковом конвейере 23. После охлаждения прокат подается гго рольгангу 21 к отделению 22 термообработки и отделки 22. В случае остановки предлагаемого стана и заполнения холодильника I заготовочного стана заготовки с него могут подаваться по рольгангам 2 и 20 к холодильнику 15, затем при необходимости они по рольгангу 20 могут направляться к загрузочным устройствам 4 нагревательных печей 3. При выработке калибров 28 и 33 первой клети трио и располагающихся за ними калибров в других клетях чистовой группы на стане должна .осуществляться перевалка. Если клети стана имеют нереверсивный привод, а ручьи 25 и 35, 31 и 34 соответственно идентичны, то полностью заменяется средний валок, а верхний и нижний меняют местами зеркально . относительно оси среднего валка. Если же ручьи 35 и 34 нарезаны по другой калибровке, то верхний 24 и нижний 32 валки разворачиваются на 180° относительно вертикальной оси, проходящей через зазор между бочками среднего валка, и устанавливается новый средний валок. При условии, что клети трио оборудованы реверсивным приводом, заменяется только средний валок и изменяется направление прокатки. Описанная схема перевалок позволяет полностью использовать бочки средних и нижних валков, уменьщить время перевалок. Описанный стан по сравнению с известными позволяет при сокращении единиц оборудования уменьщить длину технологических линий, получить широкий сортамент профилей проката, утилизировать для термообработки тепло продуктов сгорания нагревательных печей, вести контролируемую прокатку, повыщать производительность непрерывных станов за счет уменьшения потерь времени на перевалки. Экономический эффект от применения стана составит около 1,2 млн. руб. Формула изобретения . Прокатный стан для производства сортового металла и катанки, содержащий нагревательные печи с загрузочными устройствами, черновую и чистовую непрерывные группы клетей, ножницы, моталки, холодильник, подводящие и отводящие рольганги, оборудование отделки и термообработки, отличающийся тем, что, с целью повыщения компактности стана путем сокращения его длины и количества клетей, чис-товая группа стана выполнена из клетей трио, перед первой из которых установлен дополнительный отводящий рольганг с выходом на холодильник, и моталки, холодильник стана соединен отдельным рольгангом с загрузочными устройствами нагревательных печей, а выход с холодильника стана, оборудование термообработки и отделки расположены со стороны головной части. 2. Стан по п. 1, отличающийся тем, что средние валки клетей трио выполнены каждый в невзаимосвязанных между собой кинематически частей, в совокупности образующих бочку валка. 3. Стан по п. 2, отличающийся тем, что упомянутые части выполнены в виде бандажей, свободно насаженных на общую ось. 4. Стан по п. 2, отличающийся тем, что упомянутые части выполнены в виде двух чащеобразных полувалков, в полостях которых на подщипниках установлен сердечник. 5.Стан по п. 2, отличающийся тем, что одна из упомянутых частей выполнена в виде автономного бандажа, а другая жестко связана с приводным валом. 6.Стан по п. 2, отличающийся тем, что упомянутые части выполнены в виде двух полувалков, один из которых имеет осевую цилиндрическую полость, а другой - цапфу, размещенную в этой полости на подщипниках. 7.Стан по п. 1, отличающийся тем, что, с целью осуществления контролируемой прокатки, он снабжен пакетирующим устройством, установленным за последней клетью чистовой группы. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 619225, кл. В 21 В 1/00, 1976. 2.Шейкин В. В., Тягунов В. А. Технология прокатного производства. Свердловск, «Металлургия, 1956, с. 268. рис. 269. 3.Фастовский Б. Г. Справочник прокатчика. М., «Металлургия, 1972, с. 149, рис. 50.
25
т
гв 16
ЗЦX
30 Z9
-3J
,52
31 ери г. г

| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2009 |
|
RU2399443C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2011 |
|
RU2542049C1 |
| Способ прокатки упрочненных полос | 1988 |
|
SU1657244A1 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
| СТАЛЕПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2012 |
|
RU2495730C1 |
| Комбинированный сортовой прокатныйСТАН | 1979 |
|
SU839623A1 |
| Способ прокатки полос на широкополосном стане | 1989 |
|
SU1652007A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ГОРЯЧЕКАТАНЫХ ПОЛОС | 2010 |
|
RU2455089C1 |
| Способ прокатки прямоугольной полосы | 1983 |
|
SU1161201A1 |
| Способ прокатки | 1980 |
|
SU1009541A1 |
9 47 50 51
