Заявляемый объект относится к области металлургии, а именно к совмещенным литейно-прокатным комплексам металлургических заводов, и может быть использован при производстве мелкосортных прокатных профилей широкого сортамента на металлургическом мини-заводе.
Наиболее близким по совокупности признаков к заявляемому объекту является выбранный в качестве прототипа литейно-прокатный комплекс металлургического мини-завода, который включает литейный участок, состоящий из агрегата выплавки стали, включающего индукционную печь, из агрегата внепечной обработки стали и из агрегата разливки стали в заготовки на машине непрерывного литья заготовок. Комплекс также содержит агрегат гидросмыва окалины, прокатный участок, содержащий печь для нагрева непрерывнолитых заготовок под прокатку и состоящий из чернового и чистового прокатного комплекса, агрегат охлаждения и правки готового проката. При этом агрегат выплавки стали выполнен в виде технологически связанных между собой, по меньшей мере, одной индукционной печи и одной электродуговой печи, а агрегат разливки стали в заготовки на машине непрерывного литья заготовок выполнен с возможностью одновременно осуществлять непрерывное литье заготовок равновеликих сечений квадратного и/или круглого профиля. Печь для нагрева непрерывнолитых заготовок под прокатку выполнена в виде двухмодульного агрегата с индукционной и газопламенной печью. Прокатный комплекс содержит технологически связанные между собой черновые клети стана предварительной деформации, стана с универсальными клетями, стана поперечно-винтовой прокатки и проволочного стана (заявка RU №2005129317 от 22.09.2005, опубл. 27.03.07).
У заявляемого объекта и прототипа совпадают следующие существенные признаки. Оба литейно-прокатных комплекса содержат литейный участок, состоящий из агрегата выплавки стали, включающего индукционную печь, из агрегата внепечной обработки стали и из агрегата разливки стали в заготовки на машине непрерывного литья заготовок, а также прокатный участок с печью для нагрева непрерывнолитых заготовок под прокатку.
Анализ технических свойств прототипа, обусловленных его признаками, показывает, что получению ожидаемого технического результата при использовании прототипа препятствуют такие причины. Выполнение агрегата выплавки стали в виде технологически связанных между собой, по меньшей мере, одной индукционной печи и одной электродуговой печи, выполнение агрегата разливки стали в заготовки на машине непрерывного литья заготовок с возможностью одновременного осуществления непрерывного литья заготовок равновеликих сечений квадратного и/или круглого профиля, выполнение агрегата нагрева под прокатку двухмодульным с индукционной и газопламенной печью, выполнение прокатного комплекса с технологически связанными между собой черновыми клетями стана предварительной деформации, стана с универсальными клетями, стана поперечно-винтовой прокатки и проволочного стана усложняет в целом конструкцию литейно-прокатного комплекса мини-завода. Такие агрегаты являются сложными и дорогими в эксплуатации. Их целесообразно использовать только при производстве однородной продукции большими партиями, в основном арматуры, круглой или квадратной стали, и нецелесообразно использовать при производстве сортовых профилей малотоннажными партиями из-за частых простоев прокатного стана при перевалках для изменения размерного и марочного сортамента профилей. В процессе работы литейно-прокатного комплекса по прототипу из-за большого количества изменяющихся параметров невозможно обеспечить эффективное производство сортовых профилей широкого размерного и марочного сортамента небольшими партиями.
В основу заявляемого объекта поставлена задача создать такой литейно-прокатный комплекс металлургического мини-завода, в котором усовершенствования путем введения новых элементов позволят при использовании заявляемого объекта обеспечить достижение технического результата, заключающегося в упрощении конструкции и повышении эффективности литейно-прокатного комплекса мини-завода при производстве сортовых профилей широкого размерного и марочного сортамента.
Поставленная задача решается так. Заявляемый литейно-прокатный комплекс металлургического мини-завода содержит литейный участок, состоящий из агрегата выплавки стали с индукционной печью, агрегата внепечной обработки стали и агрегата разливки стали в заготовки на машине непрерывного литья заготовок, а также прокатный участок с печью для нагрева непрерывнолитых заготовок под прокатку. Отличительной особенностью заявляемого объекта является следующее. Агрегат выплавки стали выполнен в виде последовательно установленных индукционных плавильных печей, количество которых кратно двум. Агрегат внепечной обработки стали содержит, по меньшей мере, одну установку «ковш-печь», причем максимальное количество установок «ковш-печь» в два раза меньше количества индукционных плавильных печей. Агрегат разливки стали в заготовки выполнен в виде радиальной машины непрерывного литья заготовок, которая оборудована подъемно-поворотным стендом для ковша установки «ковш-печь». Печь для нагрева непрерывнолитых заготовок под прокатку выполнена в виде установки индукционного нагрева, которая оборудована загрузочным рольгангом. Машина непрерывного литья заготовок оборудована последовательно установленными устройством для порезки непрерывнолитых заготовок на мерные длины, устройством для перемещения непрерывнолитой передельной заготовки на загрузочный рольганг установки индукционного нагрева и устройством для охлаждения и передачи непрерывнолитой товарной заготовки с кантующего холодильника машины непрерывного литья заготовок на склад готовой продукции. Прокатный участок содержит полунепрерывный прокатный стан, состоящий, по меньшей мере, из одной обжимной клети и, по меньшей мере, двух непрерывных групп клетей. Причем первая по ходу прокатки непрерывная группа клетей состоит из клетей с чередующимся горизонтальным и вертикальным расположением валков, а вторая по ходу прокатки непрерывная группа клетей состоит из клетей с горизонтальным расположением валков. После обжимной клети установлены ножницы для обрезки переднего конца раската. После непрерывной группы клетей последовательно установлены установка термического упрочнения проката, летучие ножницы для порезки проката на длину холодильника, холодильник, ножницы для порезки проката на мерные длины и устройство для формирования пачек готовой продукции.
В отдельных случаях выполнения заявляемый объект характеризуется такими признаками:
- при объеме производства на уровне 200 тыс. т проката в год комплекс оборудован четырьмя последовательно установленными индукционными плавильными печами с номинальной емкостью по стали 10 т и установкой «ковш-печь» с максимальной емкостью по стали 20 т;
- машина непрерывного литья заготовок выполнена двухручьевой и приспособлена для литья товарной квадратной заготовки сечением, преимущественно 125×125 мм, и длиной, преимущественно до 12,0 м, круглой заготовки, преимущественно диаметром 125 мм, и длиной, преимущественно до 12,0 м, а также передельной заготовки сечением, преимущественно 125×125 мм, и длиной, преимущественно 3,0 м;
- комплекс оборудован газоочистным сооружением с рукавными фильтрами, сборным бункером для пыли и устройством для окомкования пыли перед ее введением в шихту индукционных плавильных печей.
При использовании заявляемого объекта обеспечивается достижение технического результата, заключающегося в упрощении конструкции и повышении эффективности литейно-прокатного комплекса мини-завода при производстве сортовых профилей широкого размерного и марочного сортамента.
Между совокупностью существенных признаков заявляемого объекта и достигаемым техническим результатом существует такая причинно-следственная связь.
Выполнение агрегата выплавки стали в виде последовательно установленных индукционных плавильных печей, количество которых кратно двум, и осуществление внепечной обработки стали в установке «ковш-печь», максимальное количество которых в два раза меньше количества индукционных плавильных печей, позволяет конструктивно относительно просто, используя шихту только на основе металлического лома и осуществляя одновременно внепечную обработку стали от двух индукционных плавильных печей в одном ковше, обеспечить качественную выплавку марок сталей широкого сортамента. Кроме того, учитывая то, что цикл выплавки стали в индукционной плавильной печи в два раза больше цикла обработки стали в установке «ковш-печь», такое техническое решение позволяет организовать непрерывный процесс выплавки стали при максимальной загрузке как индукционных плавильных печей, так и установки «ковш-печь».
Выполнение агрегата разливки стали в заготовки в виде радиальной машины непрерывного литья заготовок, которая оборудована подъемно-поворотным стендом для ковша установки «ковш-печь» и оборудована последовательно установленными устройством для порезки непрерывнолитых заготовок на мерные длины, устройством для перемещения непрерывнолитой передельной заготовки на загрузочный рольганг установки индукционного нагрева и устройством для охлаждения и передачи непрерывнолитой товарной заготовки на склад готовой продукции, позволяет конструктивно относительно просто обеспечить получение качественной круглой и квадратной товарной заготовки, которая сразу направляется на склад готовой продукции, а также качественной квадратной передельной заготовки, которая в горячем состоянии направляется на загрузочный рольганг установки индукционного нагрева для дальнейшей прокатки.
Выполнение прокатного участка в виде полунепрерывного прокатного стана, состоящего, по меньшей мере, из одной обжимной клети и, по меньшей мере, двух непрерывных групп клетей, причем первая по ходу прокатки непрерывная группа клетей состоит из клетей с чередующимся горизонтальным и вертикальным расположением валков, а вторая по ходу прокатки непрерывная группа клетей состоит из клетей с горизонтальным расположением валков, при этом после обжимной клети установлены ножницы для обрезки переднего конца раската, после непрерывной группы клетей последовательно установлены установка термического упрочнения проката, летучие ножницы для порезки проката на длину холодильника, холодильник, ножницы для порезки проката на мерные длины и устройство для формирования пачек готовой продукции, позволяет конструктивно относительно просто при использовании минимального количества клетей обеспечить высокоэффективное производство из квадратной непрерывнолитой заготовки сортовых профилей широкого размерного и марочного сортамента при увеличении выхода годного.
Снабжение литейно-прокатного комплекса металлургического мини-завода газоочистным сооружением с рукавными фильтрами, сборным бункером для пыли и устройством для окомкования пыли перед ее вводом в шихту индукционных плавильных печей, улучшая экологическую обстановку, способствует дальнейшему повышению эффективности литейно-прокатного комплекса за счет использования уловленной в рукавных фильтрах пыли в шихте индукционных плавильных печей.
Оптимальные значения емкостей по стали индукционных плавильных печей и ковша установки «ковш-печь», сечений и длины непрерывнолитых квадратных и круглых заготовок определены на основании расчетов по результатам моделирования.
Сущность заявляемого объекта поясняется графическим материалом, на котором изображена блок-схема литейно-прокатного комплекса металлургического мини-завода.
На графических материалах проставлены следующие обозначения:
1 - литейный участок;
2 - индукционные плавильные печи;
3 - установка «ковш-печь»;
4 - машина непрерывного литья заготовок;
5 - устройство для порезки непрерывнолитых заготовок на мерные длины;
6 - устройство для перемещения непрерывнолитой передельной заготовки на загрузочный рольганг установки индукционного нагрева;
7 - устройство для охлаждения и передачи непрерывнолитой товарной заготовки на склад готовой продукции;
8 - прокатный участок;
9 - установка индукционного нагрева заготовок под прокатку;
10 - обжимная клеть;
11 - ножницы для обрезки переднего конца раската;
12 - непрерывная группа клетей с чередующимся горизонтальным и вертикальным расположением валков;
13 - непрерывная группа клетей с горизонтальным расположением валков;
14 - установка термического упрочнения проката;
15 - летучие ножницы для порезки проката на длину холодильника;
16 - холодильник;
17 - ножницы для порезки проката на мерные длины;
18 - устройство для формирования пачек готовой продукции;
19 - газоочистное сооружение;
20 - рукавные фильтры;
21 - сборный бункер для пыли;
22 - устройство для окомкования пыли.
В конкретном примере выполнения заявляемый литейно-прокатный комплекс металлургического мини-завода содержит литейный участок 1, включающий агрегат выплавки стали, выполненный в виде последовательно установленных индукционных плавильных печей 2, количество которых кратно двум, агрегат внепечной обработки стали, который содержит, по меньшей мере, одну установку «ковш-печь» 3 и агрегат разливки стали в заготовки, который выполнен в виде радиальной машины непрерывного литья заготовок 4, которая оборудована подъемно-поворотным стендом для ковша установки «ковш-печь» 3. Машина непрерывного литья заготовок 4 оборудована последовательно установленными устройством 5 для порезки непрерывнолитых заготовок на мерные длины, устройством 6 для перемещения непрерывнолитой передельной заготовки на загрузочный рольганг установки индукционного нагрева непрерывнолитых заготовок под прокатку и устройством 7 для охлаждения и передачи непрерывнолитой товарной заготовки на склад готовой продукции. Прокатный участок 8 содержит печь для нагрева непрерывнолитых заготовок под прокатку, выполненную в виде установки индукционного нагрева 9, которая оборудована загрузочным рольгангом. Прокатный участок 8 содержит полунепрерывный прокатный стан, состоящий, по меньшей мере, из одной обжимной клети 10, после которой установлены ножницы для обрезки переднего конца раската 11, и, по меньшей мере, из двух непрерывных групп клетей. Причем первая по ходу прокатки непрерывная группа клетей 12 состоит из клетей с чередующимся горизонтальным и вертикальным расположением валков, а вторая по ходу прокатки непрерывная группа клетей 13 состоит из клетей с горизонтальным расположением валков. После непрерывной группы клетей 13 последовательно установлены установка термического упрочнения проката 14, летучие ножницы 15 для порезки проката на длину холодильника, холодильник 16, ножницы 17 для порезки проката на мерные длины и устройство для формирования пачек готовой продукции 18.
Заявляемый литейно-прокатный комплекс оборудован газоочистным сооружением 19 с рукавными фильтрами 20, сборным бункером 21 для пыли и устройством 22 для окомкования пыли перед ее введением в шихту индукционных плавильных печей 2.
При объеме производства на уровне 200 тыс. т проката в год комплекс оборудован четырьмя последовательно установленными индукционными плавильными печами 2 с номинальной емкостью по стали 10 т, установкой «ковш-печь» 3 с максимальной емкостью по стали 20 т и двухручьевой машиной непрерывного литья заготовок, которая приспособлена для литья товарной квадратной заготовки сечением, преимущественно 125×125 мм, и длиной, преимущественно до 12,0 м, круглой заготовки, преимущественно диаметром 125 мм, и длиной, преимущественно до 12,0 м, а также для литья передельной заготовки сечением, преимущественно 125×125 мм, и длиной, преимущественно 3,0 м.
Литейно-прокатный комплекс металлургического мини-завода работает так. Металлический лом, поступающий на завод, должен соответствовать требованиям действующего стандарта. Склад металлического лома располагается в шихтовом пролете, где осуществляется прием, складирование, хранение и подготовка металлолома. Выплавку стали осуществляют в четырех последовательно установленных индукционных плавильных печах 2 типа GWE 10-6000-0.2 с массой плавки 10 т. Индукционная печь GWE 10-6000-0.2 выполнена в виде двухпостовой плавильной печи, которая работает с распределением мощности между плавильными узлами. Плавильные узлы включаются поочередно по схеме «плавка на плавку». Продолжительность плавки составляет 80-90 минут. Выплавленная в одной индукционной печи плавка в объеме 10 т сливается в сталеразливочный ковш емкостью 20 т. Ковш направляется к другой индукционной печи, где в ковш производится слив другой плавки в объеме 10 т. Затем ковш с 20 т металла подается на установку «ковш-печь» 3, где металл доводится до требуемого химического состава и температуры. Продолжительность обработки в установке «ковш-печь» 3 составляет 30-40 минут.
Ковш с обработанной жидкой сталью передается на подъемно-поворотный стенд двухручьевой машины непрерывного литья заготовок 4 для получения товарной заготовки сечением 125×125 мм и длиной до 12 м, круглой заготовки диаметром 125 мм и длиной до 12 м, а также передельной квадратной заготовки сечением 125×125 мм и длиной 3 м. Скорость разливки составляет 4,0 м/мин. После порезки на мерные длины на ножницах 5 передельные квадратные заготовки сечением 125×125 мм и длиной 3 м с помощью устройства 6 перемещаются на загрузочный рольганг установки индукционного нагрева 9 для дальнейшей прокатки. Порезанные на мерные длины на устройстве 5 непрерывнолитые товарные заготовки сечением 125×125 мм и длиной до 12 м и круглые заготовки диаметром 125 мм и длиной до 12 м охлаждаются в устройстве 7, после чего передаются на склад готовой продукции.
В основу технических и проектных решений прокатного производства положены требования получения из непрерывнолитых квадратных заготовок сечением 125×125 мм сортовых профилей широкого размерного и марочного сортамента при минимальных затратах. При этом конструкция стана должна быть простой с минимальной металлоемкостью и стоимостью оборудования.
Прокатное производство представлено одним сортовым полунепрерывным станом 250. Исходная заготовка - непрерывнолитая заготовка сечением 125×125 мм и длиной 3 м. Перед прокаткой заготовку нагревают в установке 9 индукционного нагрева непрерывнолитых заготовок под прокатку. Передача заготовок от рольганга машины 4 непрерывного литья заготовок к загрузочному рольгангу установки 9 индукционного нагрева, а также нагретой заготовки к раскатному рольгангу клети трио осуществляется шлепперами. Основной вид посада - горячий. Мощность индукционной нагревательной установки для нагрева заготовки под прокатку составляет 3,0 МВт, расход воды на охлаждение - 20 м3 в час, площадь для размещения установки 6×16 м. Производительность установки при горячем посаде - 30 т/ч. Температура нагрева заготовок - 1150°С.
Полунепрерывный прокатный стан 250 расположен в одну линию и состоит из обжимной клети 10 трио и двух непрерывных групп клетей: черновой 12 (непрерывная группа клетей с чередующимся горизонтальным и вертикальным расположением валков) и чистовой 13 (непрерывная группа клетей с горизонтальным расположением валков). Диаметр валков клети трио 550 мм, длина бочки 1600 мм. Частота вращения валков - 100 об./мин. Клеть 10 оснащена подъемно-качающимся столом. Кантовка раскатов - привалковой арматурой. Прокатка производится без перекрытия. Перевалка клети - валками. После клети 10 трио установлены стационарные ножницы для обрезки переднего конца раската 11. Максимальное сечение раската для обрезки - 80×80 мм. Расстояние от оси клети 10 трио до ножниц - 15 м.
Черновая непрерывная группа клетей 12 состоит из шести чередующихся горизонтальных и вертикальных клетей. Расстояние между осями клетей в группе - 2000 мм. Диаметр валков первых двух клетей черновой группы - 450 мм, остальных - 350 мм, длина бочки 800 мм. Перевалка клетей - кассетами. Прокатка в клетях черновой группы производится в одну нитку без кантовки раскатов.
Чистовая непрерывная группа клетей 13 состоит из шести горизонтальных клетей. Расстояние между осями клетей в группе - 3000 мм. Диаметр валков клетей чистовой группы - 250 мм, длина бочки 600 мм. Перевалка клетей - кассетами. Прокатка в клетях чистовой группы производится в одну или две нитки с кантовкой раскатов привалковой арматурой.
В черновой 12 и чистовой 13 группах прокатка производится в непрерывном режиме без петли и натяжения раскатов в межклетьевых промежутках. Такой режим обеспечивается системой автоматизации второго класса. Максимальная скорость прокатки в чистовой клети - 10 м/с. Контроль размеров готового проката осуществляет шаблонами путем замера проб.
Готовый прокат направляют в установку 14 термического упрочнения проката, которая расположена за чистовой клетью. Длина установки - 8 м. Эта установка обеспечивает упрочнение проката при прокатке в одну или две нитки. После установки 14 термического упрочнения расположены летучие ножницы 15 для порезки проката на длину холодильника 16. Расстояние от ножниц до холодильника - 25 м. Далее прокат перемещают на реечный холодильник 16, который имеет размеры 54×8 м. На отводящем рольганге холодильника 16 установлены ножницы 17 для порезки проката на мерные длины с усилием холодной резки 160 т. После охлаждения на холодильнике 16 и порезки на мерные длины прокат сбрасывают в карманы устройства 18 для формирования пачек готовой продукции. Каждая пачка готовой продукции обвязывается ручными обвязочными машинками (на чертежах не показана). Готовый пакет взвешивается крановыми весами, на пакет навешивается бирка и он транспортируется краном на склад готовой продукции.
На заявляемом литейно-прокатном комплексе металлургического мини-завода для очистки технологических газов, образующихся на литейном 1 и прокатном 8 участках, предусмотрено газоочистное сооружение 19 с рукавными фильтрами 20. Пыль, уловленная рукавным фильтром 20, при помощи системы конвейеров направляется в сборный бункер 21 для пыли, окомковывается в устройстве 22 для окомкования пыли и затем вывозится в сталеплавильный цех для использования в качестве добавочного материала в шихту индукционных плавильных печей 2. Железосодержащие отходы производства (окалина, пыль) окомковывают и добавляют в шихту для выплавки стали. Также в качестве добавки в шихту для выплавки стали используется скрап, извлеченный из шлаков, обрезь непрерывнолитой заготовки и ковшевой скрап. Щебень и песок после переработки и сепарации шлаков направляются потребителям.
Таким образом, при относительно простой конструкции литейно-прокатного комплекса металлургического мини-завода обеспечивается высокоэффективное производство до 200 тыс. т в год готового проката широкого сортамента и высокого качества при увеличении на 12-18% выхода годного, снижении расхода стали на производство проката в среднем на 200-289 кг/т по сравнению с производством проката на металлургическом предприятии с полным циклом при разливке стали в изложницы, а также при уменьшении на 20-40% затрат на топливно-энергетические ресурсы. Применение непрерывнолитых заготовок позволяет экономить до 170 кг условного топлива и около 80 кВт·ч электроэнергии на одной тонне готового проката.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАЛЕПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2012 |
|
RU2495730C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2009 |
|
RU2399443C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОВАРНОЙ ПРОДУКЦИИ НА ЛИТЕЙНО-ПРОКАТНОМ КОМПЛЕКСЕ МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2005 |
|
RU2325960C2 |
| КОМПЛЕКС ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛОПРОДУКЦИИ | 1996 |
|
RU2106930C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ МЕТАЛЛОЛОМА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2498878C1 |
| Способ производства особо тонких горячекатаных полос на широкополосном стане литейно-прокатного комплекса | 2018 |
|
RU2679159C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2011 |
|
RU2455091C1 |
| МОБИЛЬНЫЙ МЕТАЛЛУРГИЧЕСКИЙ КОМПЛЕКС | 2012 |
|
RU2502579C1 |
| Литейно-прокатный агрегат для производства сортового проката | 2024 |
|
RU2830625C1 |
Комплекс содержит индукционные плавильные печи 2 в количестве, кратном двум, и, по меньшей мере, одну установку «ковш-печь» 3. Максимальное количество установок «ковш-печь» в два раза меньше количества индукционных плавильных печей. Машина непрерывного литья 4 заготовок оборудована подъемно-поворотным стендом для ковша установки «ковш-печь» 3 и последовательно установленными устройством 5 для порезки литых заготовок на мерные длины, устройством 6 для перемещения передельной заготовки на рольганг установки индукционного нагрева 9 и расположенным в поперечном пролете устройством 7 для охлаждения и передачи товарной заготовки на склад готовой продукции. Полунепрерывный прокатный стан состоит, по меньшей мере, из одной обжимной клети 10 и, по меньшей мере, из двух непрерывных групп клетей 12 и 13. После обжимной клети 10 установлены ножницы 11 для обрезки переднего конца раската, после группы клетей последовательно установлены установка 14 термического упрочнения проката, летучие ножницы 15 для порезки проката на длину холодильника 16, ножницы 17 для порезки проката на мерные длины и устройство 18 для формирования пачек готовой продукции. Обеспечивается упрощение конструкции и повышение эффективности литейно-прокатного комплекса мини-завода при производстве сортовых профилей широкого размерного и марочного сортамента. 2 з.п. ф-лы, 1 ил.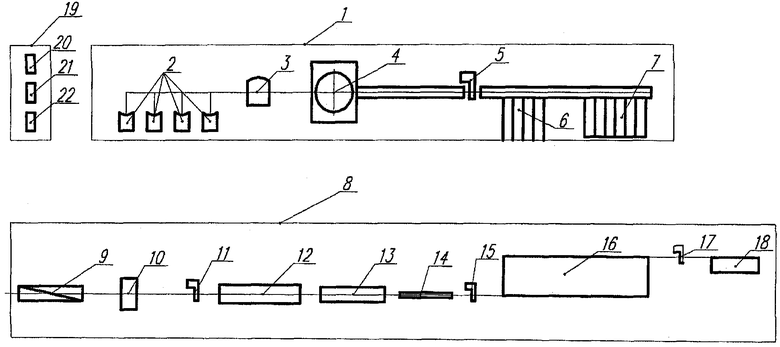
1. Литейно-прокатный комплекс металлургического мини-завода, содержащий литейный участок, состоящий из агрегата выплавки стали с индукционной печью, агрегата внепечной обработки стали и агрегата разливки стали в заготовки в виде машины непрерывного литья заготовок, прокатный участок с печью для нагрева непрерывнолитых заготовок под прокатку, отличающийся тем, что агрегат выплавки стали выполнен в виде последовательно установленных индукционных плавильных печей, количество которых кратно двум, агрегат внепечной обработки стали содержит, по меньшей мере, одну установку «ковш-печь», причем максимальное количество установок «ковш-печь» в два раза меньше количества индукционных плавильных печей, агрегат разливки стали в заготовки выполнен в виде радиальной машины непрерывного литья заготовок, которая оборудована подъемно-поворотным стендом для ковша установки «ковш-печь», при этом печь для нагрева непрерывнолитых заготовок под прокатку выполнена в виде установки индукционного нагрева, которая оборудована загрузочным рольгангом, а радиальная машина непрерывного литья заготовок оборудована последовательно установленными устройством для порезки непрерывнолитых заготовок на мерные длины, устройством для перемещения непрерывнолитой передельной заготовки на загрузочный рольганг установки индукционного нагрева и устройством для охлаждения и передачи непрерывнолитой товарной заготовки на склад готовой продукции, причем прокатный участок выполнен в виде полунепрерывного прокатного стана, состоящего, по меньшей мере, из одной обжимной клети и, по меньшей мере, двух непрерывных групп клетей, причем первая по ходу прокатки непрерывная группа клетей состоит из клетей с чередующимся горизонтальным и вертикальным расположением валков, а вторая по ходу прокатки непрерывная группа клетей состоит из клетей с горизонтальным расположением валков, при этом после обжимной клети установлены ножницы для обрезки переднего конца раската, после непрерывной группы клетей последовательно установлены установка термического упрочнения проката, летучие ножницы для порезки проката на длину холодильника, холодильник, ножницы для порезки проката на мерные длины и устройство для формирования пачек готовой продукции.
2. Литейно-прокатный комплекс по п.1, отличающийся тем, что при объеме производства на уровне 200 тыс. т проката в год комплекс оборудован четырьмя последовательно установленными индукционными плавильными печами с номинальной емкостью по стали 10 т и установкой «ковш-печь» с максимальной емкостью по стали 20 т и двухручьевой машиной непрерывного литья заготовок, приспособленной для литья товарной квадратной заготовки сечением, преимущественно 125×125 мм, и круглой заготовки, преимущественно диаметром 125 мм, и длиной, преимущественно до 12,0 м, а также передельной заготовки сечением, преимущественно 125×125 мм, и длиной, преимущественно 3,0 м.
3. Литейно-прокатный комплекс по п.1, отличающийся тем, что комплекс оборудован газоочистным сооружением с рукавными фильтрами, сборным бункером для пыли и устройством для окомкования пыли перед ее введением в шихту индукционных плавильных печей.
| Шланг для рефулирования грунта | 1937 |
|
SU53944A1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 2007 |
|
RU2356663C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОВАРНОЙ ПРОДУКЦИИ НА ЛИТЕЙНО-ПРОКАТНОМ КОМПЛЕКСЕ МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2005 |
|
RU2325960C2 |

