Заявляемый объект относится к металлургии, а именно к объединенным литейным и прокатным комплексам металлургических заводов, и может быть использован при производстве мелкосортных простых и фасонных горячекатаных профилей широкого размерного и марочного сортамента на металлургическом мини-заводе.
Наиболее близким по совокупности признаков к заявляемому объекту является выбранный в качестве прототипа литейно-прокатный комплекс металлургического мини-завода, включающий литейный участок с агрегатом выплавки стали, агрегатом внепечной обработки стали и агрегатом разливки стали на машине непрерывного литья заготовок, печь для нагрева литых заготовок под прокатку, агрегат разливки стали в заготовки, печь для нагрева литых заготовок под прокатку, агрегат гидросбива окалины и прокатный участок, состоящий из чернового и чистового прокатного комплекса, агрегат охлаждения и правки готового проката. При этом агрегат выплавки стали выполнен в виде технологически связанных между собой, по меньшей мере, одной индукционной печи и одной электродуговой печи, а агрегат разливки на машине непрерывного литья заготовок выполнен с возможностью одновременно осуществлять непрерывное литье заготовок равновеликих сечений квадратного и/или круглого профиля. Печь для нагрева литых заготовок под прокатку выполнена в виде двухмодульного агрегата с индукционной и газопламенной печью. Прокатный комплекс содержит технологически связанные между собой черновые клети стана предварительной деформации, стана с универсальными клетями, стана поперечно-винтовой прокатки и проволочного стана (заявка RU №2005129317 от 22.09.05, опубл. 27.03.07).
У заявляемого объекта и прототипа совпадают такие существенные признаки. Оба литейно-прокатных комплекса содержат литейный участок, который состоит из агрегата выплавки стали и агрегата разливки стали в заготовки, печь для нагрева литых заготовок под прокатку и прокатный участок.
Анализ технических свойств прототипа, обусловленных его признаками, показывает, что получению ожидаемого технического результата при использовании прототипа препятствуют такие причины. Выполнение агрегата выплавки в виде технологически связанных между собой, по меньшей мере, одной индукционной печи и одной электродуговой печи, выполнение агрегата разливки стали на машине непрерывного литья заготовок с возможностью одновременного осуществления непрерывного литья заготовок равновеликих сечений квадратного и/или круглого профиля, выполнение агрегата нагрева под прокатку двухмодульным с индукционной и газопламенной печью, выполнение прокатного комплекса с технологически связанными между собой черновыми клетями стана предварительной деформации, стана с универсальными клетями, стана поперечно-винтовой прокатки и проволочного стана усложняет в целом конструкцию литейно-прокатного комплекса мини-завода.
С учетом значительной разницы между скоростью разливки стали и скоростью прокатки стыковка машины непрерывного литья заготовок и прокатного стана осуществляется с использованием обжимной планетарной клети. Такие агрегаты целесообразно использовать только при производстве однородной продукции большими партиями, в основном арматуры, круглой или квадратной стали, и не эффективно использовать при производстве фасонных профилей малотоннажными партиями из-за частых простоев прокатного стана при перевалках для изменения размерного и марочного сортамента профилей. Для станов, прокатывающих фасонные профили широкого размерного и марочного сортамента небольшими партиями, схема прямого соединения машины непрерывного литья заготовок и прокатного стана практически не реализуема из-за технических сложностей: формирование фланцевых фасонных профилей эффективно осуществляется только из подкатов прямоугольного сечения, а на планетарных клетях получают подкаты только круглого сечения. Кроме того, машины непрерывного литья заготовок эффективны при изготовлении круглых заготовок относительно большого сечения (диаметром больше 100 мм), а для эффективной работы полунепрерывного прокатного стана при прокатке довольно широкого сортамента фланцевых фасонных профилей необходима квадратная заготовка меньшего сечения (например, квадрат 65÷85 мм). Для преобразования круглых заготовок большого сечения в квадратные заготовки меньшего сечения необходимо увеличивать количество клетей прокатного стана. В процессе работы литейно-прокатного комплекса по прототипу из-за большого количества изменяющихся параметров невозможно обеспечить эффективное производство небольшими партиями фасонных профилей широкого размерного и марочного сортамента.
В основу заявляемого объекта поставлена задача создать такой литейно-прокатный комплекс металлургического мини-завода, в котором усовершенствования путем введения новых элементов позволяют при использовании заявляемого объекта обеспечить достижение технического результата, заключающегося в упрощении конструкции и повышении эффективности литейно-прокатного комплекса мини-завода при производстве небольшими партиями простых и фасонных профилей широкого размерного и марочного сортамента.
Поставленная задача решается за счет того, что литейно-прокатный комплекс металлургического мини-завода включает литейный участок, состоящий из агрегата выплавки стали и агрегата разливки стали в заготовки, печь для нагрева литых заготовок под прокатку и прокатный участок. Отличительной особенностью заявляемого объекта является то, что агрегат выплавки стали выполнен в виде дуговой электросталеплавильной печи, агрегат разливки стали в заготовки выполнен в виде установки для разливки стали под регулируемым давлением, оснащенной механизмом поточной подачи кассет-кристаллизаторов для литья заготовок. Печь для нагрева литых заготовок под прокатку выполнена в виде газопламенной печи, или индукционной печи, или электрической печи сопротивления. Прокатный участок выполнен в виде полунепрерывного прокатного стана, состоящего, по меньшей мере, из одной обжимной реверсивной клети дуо или нереверсивной клети трио и непрерывной группы клетей. При этом непрерывная группа клетей состоит из клетей с чередующимся горизонтальным и вертикальным расположением валков. За непрерывной группой клетей последовательно расположена установка ускоренного охлаждения проката, холодильник, ножницы для порезки проката на мерные длины и устройство для формирования пачек готовой продукции.
В отдельных случаях выполнения заявляемый объект характеризуется такими отличительными от прототипа признаками:
- при объеме производства 10÷15 тыс. т проката в год дуговая электросталеплавильная печь выполнена с номинальной емкостью, преимущественно, 6,0 т, в агрегате разливки стали в заготовки кассеты-кристаллизаторы приспособлены для литья квадратных заготовок с сечением, преимущественно, 65×65 мм и длиной, преимущественно, 4,5 м, печь для нагрева литых заготовок под прокатку выполнена в виде индукционной печи, прокатный стан содержит обжимную реверсивную клеть дуо 350 или нереверсивную клеть трио 350, а непрерывная группа клетей состоит, преимущественно, из шести клетей дуо 250;
- при объеме производства 25÷30 тыс. т проката в год дуговая электросталеплавильная печь выполнена с номинальной емкостью, преимущественно, 12,0 т, в агрегате разливки стали в заготовки кассеты-кристаллизаторы приспособлены для литья квадратных заготовок с сечением, преимущественно, 85×85 мм и длиной, преимущественно, 4,5 м, печь для нагрева литых заготовок под прокатку выполнена в виде индукционной печи, прокатный стан содержит обжимную реверсивную клеть дуо 450 или нереверсивную клеть трио 450, непрерывная группа клетей состоит, преимущественно, из шести клетей дуо 250, а за установкой ускоренного охлаждения проката установлены летучие ножницы для порезки раскатов на длину холодильника;
- при объеме производства 50÷60 тыс. т проката в год дуговая электросталеплавильная печь выполнена с номинальной емкостью, преимущественно, 20,0÷25,0 т, в агрегате разливки стали в заготовки кассеты-кристаллизаторы приспособлены для литья квадратных заготовок сечением, преимущественно, 100×100 мм и длиной, преимущественно, 2,0 м, печь для нагрева литых заготовок под прокатку выполнена в виде газовой нагревательной печи, прокатный стан содержит обжимную реверсивную клеть дуо 550 или нереверсивную клеть трио 550, непрерывная группа клетей образована черновой группой клетей из двух клетей дуо 400 и чистовой группой клетей, которая состоит, преимущественно, из шести клетей дуо 250, а за установкой ускоренного охлаждения проката установлены летучие ножницы для порезки раскатов на длину холодильника;
- при объеме производства 100÷120 тыс. т проката в год дуговая электросталеплавильная печь выполнена с номинальной емкостью, преимущественно, 40,0÷50,0 т, в агрегате разливки стали в заготовки кассеты-кристаллизаторы приспособлены для литья квадратных заготовок сечением, преимущественно, 120×120 мм и длиной, преимущественно, 2,0 м, печь для нагрева литых заготовок под прокатку выполнена в виде газопламенной печи, прокатный стан содержит обжимную реверсивную клеть дуо 550 или нереверсивную клеть трио 550, непрерывная группа клетей образована черновой группой клетей из четырех клетей дуо 400 и чистовой группой клетей, которая состоит, преимущественно, из шести клетей дуо 250, а за установкой ускоренного охлаждения проката установлены летучие ножницы для порезки раскатов на длину холодильника;
- литейно-прокатный комплекс оборудован газоочистным сооружением с рукавными фильтрами, сборным бункером для пыли и устройством для окомкования пыли перед ее вводом в шихту дуговой электросталеплавильной печи.
При использовании заявляемого объекта обеспечивается достижение технического результата, заключающегося в упрощении конструкции и повышении эффективности литейно-прокатного комплекса мини-завода при производстве небольшими партиями простых и фасонных профилей широкого размерного и марочного сортамента.
Между совокупностью существенных признаков заявляемого объекта и достигаемым техническим результатом существует следующая причинно-следственная связь. Выполнение агрегата выплавки стали в виде дуговой электросталеплавильной печи, а агрегата разливки стали в заготовки в виде установки для разливки стали под регулируемым давлением, которая оснащена механизмом поточной подачи кассет-кристаллизаторов для литья заготовок, позволяет конструктивно просто, используя шихту на основе металлического лома, обеспечить выплавку марок сталей широкого сортамента. Дуговые электросталеплавильные печи постоянного или переменного тока могут работать с полным сливом металла, допускают его частичный слив, а также могут работать как миксер. За счет возможности использования электрохимических реакций на постоянном токе для удаления вредных примесей, улучшения перемешивания металла и стабильности печного процесса улучшается качество выплавляемого металла. Низкая эрозия графитизированных электродов позволяет выплавлять сталь с низким содержанием углерода. Уровень науглероживания не превышает 0,005%.
Выполнение печи для нагрева литых заготовок под прокатку в виде газопламенной печи, или индукционной печи, или электрической печи сопротивления, а прокатного участка в виде полунепрерывного прокатного стана, состоящего, по меньшей мере, из одной обжимной реверсивной клети дуо или нереверсивной клети трио и непрерывной группы клетей, а также выполнение при этом непрерывной группы клетей из клетей с чередующимся горизонтальным и вертикальным расположением валков, расположение за непрерывной группой клетей последовательно размещенных установки ускоренного охлаждения проката, холодильника, ножниц для порезки проката на мерные длины и устройства для формирования пачек готовой продукции позволяет конструктивно просто при использовании минимального количества прокатных клетей обеспечить высокоэффективное производство из квадратной заготовки небольшими партиями простых и фасонных профилей широкого размерного и марочного сортамента. Конструктивно просто обеспечивается высокоэффективное производство 10÷120 тыс. т. готового проката в год широкого сортамента (круг, квадрат, шестигранник, полоса, уголок и специальные фасонные профили) высокого качества из таких марок стали как, например, сталь углеродистая обыкновенного качества, сталь углеродистая качественная конструкционная, сталь повышенной прочности, сталь легированная конструкционная и сталь высокоуглеродистая.
Снабжение литейно-прокатного комплекса металлургического мини-завода газоочистными сооружениями с рукавными фильтрами, сборным бункером для пыли и устройством для окомкования пыли перед ее вводом в шихту дуговой электросталеплавильной печи, улучшая экологическую обстановку, способствует дальнейшему повышению эффективности литейно-прокатного комплекса за счет использования уловленной в рукавных фильтрах пыли в шихте дуговой электросталеплавильной печи.
Оптимальные значения номинальной емкости электросталеплавильной печи, сечения и длины литых квадратных заготовок в зависимости от годового объема производства проката определены исследовательским путем по результатам моделирования.
Суть заявляемого объекта поясняется чертежом, на котором изображена блок-схема литейно-прокатного комплекса металлургического мини-завода.
На чертеже проставлены такие обозначения:
1 - литейный участок;
2 - дуговая электросталеплавильная печь;
3 - установка для разливки стали под регулируемым давлением;
4 - механизм поточной подачи кассет-кристаллизаторов;
5 - кассета-кристаллизатор;
6 - прокатный участок;
7 - печь для нагрева литых заготовок под прокатку;
8 - обжимная клеть;
9 - непрерывная группа клетей;
10 - установка ускоренного охлаждения проката;
11 - холодильник;
12 - ножницы для порезки проката на мерные длины;
13 - устройство для формирования пачек готовой продукции;
14 - летучие ножницы;
15 - газоочистительное сооружение;
16 - рукавные фильтры;
17 - сборный бункер для пыли;
18 - устройство для окомкования пыли.
В конкретном примере выполнения заявляемый литейно-прокатный комплекс металлургического мини-завода содержит литейный участок 1, включающий агрегат выплавки стали, выполненный в виде дуговой электросталеплавильной печи 2. Агрегат разливки стали в заготовки выполнен в виде установки для разливки стали под регулируемым давлением 3. Эта установка оснащена механизмом поточной подачи кассет-кристаллизаторов 4 для литья заготовок. Указанный механизм обеспечивает последовательную подачу в установку для разливки стали под регулируемым давлением 3 кассет-кристаллизаторов 5. Перед прокатным участком 6 установлена печь для нагрева литых заготовок под прокатку 7. Прокатный участок 6 выполнен в виде полунепрерывного прокатного стана, состоящего из обжимной клети 8 и непрерывной группы клетей 9. При этом непрерывная группа клетей 9 состоит из клетей с чередующимся горизонтальным и вертикальным расположением валков. За непрерывной группой клетей 9 последовательно установлены: установка ускоренного охлаждения проката 10, холодильник 11, ножницы для порезки проката на мерные длины 12 и устройство для формирования пачек готовой продукции 13. В ряде случаев между установкой ускоренного охлаждения проката 10 и холодильником 11 могут быть установлены летучие ножницы 14. Литейно-прокатный комплекс оборудован газоочистным сооружением 15, содержащим рукавные фильтры 16, сборный бункер для пыли 17 и устройство для окомкования пыли 18 перед ее вводом в шихту дуговой электросталеплавильной печи 2.
При объеме производства 10÷15 тыс. т проката в год дуговая электросталеплавильная печь 2 выполнена с номинальной емкостью, преимущественно, 6,0 т. В установке для разливки стали под регулируемым давлением 3 кассеты-кристаллизаторы 5 приспособлены для литья квадратных заготовок с сечением, преимущественно, 65×65 мм и длиной, преимущественно, 4,5 м. Печь для нагрева литых заготовок под прокатку 7 выполнена в виде индукционной печи. Прокатный стан содержит обжимную реверсивную клеть дуо 350 или нереверсивную клеть трио 350, а непрерывная группа клетей 9 состоит, преимущественно, из шести клетей дуо 250.
При объеме производства 25÷30 тыс. т проката в год дуговая электросталеплавильная печь 2 выполнена с номинальной емкостью, преимущественно, 12,0 т. В установке для разливки стали под регулируемым давлением 3 кассеты-кристаллизаторы 5 приспособлены для литья квадратных заготовок с сечением, преимущественно, 85×85 мм и длиной, преимущественно, 4,5 м. Печь для нагрева литых заготовок под прокатку 7 выполнена в виде индукционной печи. Прокатный стан содержит обжимную реверсивную клеть дуо 450 или нереверсивную клеть трио 450. Непрерывная группа клетей 9 состоит, преимущественно, из шести клетей дуо 250. За установкой ускоренного охлаждения проката 10 установлены летучие ножницы 14 для порезки раскатов на длину холодильника 11.
При объеме производства 50÷60 тыс. т проката в год дуговая электросталеплавильная печь 2 выполнена с номинальной емкостью преимущественно, 20,0÷25,0 т. В установке для разливки стали под регулируемым давлением 3 кассеты-кристаллизаторы 5 приспособлены для литья квадратных заготовок с сечением, преимущественно, 100×100 мм и длиной, преимущественно, 2,0 м. Печь для нагрева литых заготовок под прокатку 7 выполнена в виде газовой нагревательной печи. Прокатный стан содержит обжимную реверсивную клеть дуо 550 или нереверсивную клеть трио 550. Непрерывная группа клетей 9 образована черновой группой клетей с двух клетей дуо 400 и чистовой группой клетей, которая состоит, преимущественно, из шести клетей дуо 250. За установкой ускоренного охлаждения проката 10 установлены летучие ножницы 14 для порезки раскатов на длину холодильника 11.
При объеме производства 100÷120 тыс. т проката в год дуговая электросталеплавильная печь 2 выполнена с номинальной емкостью, преимущественно, 40,0÷50,0 т. В установке для разливки стали под регулируемым давлением 3 кассеты-кристаллизаторы 5 приспособлены для литья квадратных заготовок с сечением, преимущественно, 120×120 мм и длиной, преимущественно, 2,0 м. Печь для нагрева литых заготовок под прокатку 7 выполнена в виде газовой нагревательной печи. Прокатный стан содержит обжимную реверсивную клеть дуо 550 или нереверсивную клеть трио 550. Непрерывная группа клетей 9 образована черновой группой клетей из четырех клетей дуо 400 и чистовой группой клетей, которая состоит, преимущественно, из шести клетей дуо 250. За установкой ускоренного охлаждения проката 10 установлены летучие ножницы 14 для порезки раскатов на длину холодильника.
Литейно-прокатный комплекс металлургического мини-завода с объемом производства, например, 10÷15 тыс. т сортового проката в год работает так. Заготовки для прокатки отливают на литейном участке 1, где расположены основные агрегаты: дуговая электросталеплавильная печь 2 с номинальной емкостью, преимущественно, 6,0 т при максимальной температуре расплава 1650°С, которая работает на постоянном токе, и установка для разливки стали под регулируемым давлением 3. Транспортировка металлолома к дуговой электросталеплавильной печи 2 осуществляется в завалочной бадье с помощью самоходной тележки. Объем завалочной бадьи 10,0 м3. Масса металлолома на одну плавку 6,3 т. Насыпная плотность металлолома не менее 0,8 т/м3. Общая загрязненность металлолома не должна превышать 1,5%. Металлический лом, поступающий на мини-завод, полностью подвергается радиационному контролю. Металлолом должен отвечать требованиям ДСТУ 4121-2002. Загрузка металлолома в завалочные бадьи осуществляется с обеспечением чередования в определенном порядке слоев разных видов металлолома и других шихтовых материалов.
В процессе работы дуговой электросталеплавильной печи 2 осуществляется расплавление металлической шихты, доводка стали до заданного химического состава и обеспечение необходимого температурного режима выпуска стали в сталеразливной ковш емкостью 6,0 т. Работа дуговой электросталеплавильной печи 2 планируется при использовании 100% металлолома. Предусмотрена техническая возможность работы электросталеплавильной печи с использованием для завалки брикетов железа прямого восстановления, окомкованной пыли газоочисток, чугуна и скрапа, сепарированного из шлаков.
Разливку жидкого металла производят на установке для разливки стали под регулируемым давлением 3 с неподвижной разливочной камерой и механизмом поточной подачи кассет-кристаллизаторов 4. Сталеразливочный ковш с жидкой сталью с помощью крана устанавливают в разливочную камеру, которую накрывают крышкой с вмонтированным в нее металлопроводом и герметизируют. Далее к крышке камеры подводят кассету-кристаллизатор 5 таким образом, чтобы ось канала металлопровода и ось канала затворного устройства кассеты-кристаллизатора 5 совпадали. В камеру подают сжатый воздух, вытесняющий металл из ковша вверх по металлопроводу и далее по каналу затворного устройства в кассету-кристаллизатор. После заполнения металлом всех кристаллизаторов в кассете и прибылей включают привод затворного устройства, перекрывают металлоподводящий канал, сбрасывают давление воздуха в камере и продвигают вперед тележку с кассетой-кристаллизатором. На ее место механизмом поточной подачи кассет-кристаллизаторов 4 устанавливают следующую кассету-кристаллизатор 5 со своим затворным устройством и цикл повторяется до завершения разливки металла, находящегося в ковше.
В одной кассете-кристаллизаторе 5 одновременно отливают шесть заготовок сечением 65×65 мм, длиной 4500 мм. Общая масса шести заготовок 900 кг. Металлом из одного ковша заполняют семь кассет-кристаллизаторов 5. После этого с разливочной камеры установки для разливки стали под регулируемым давлением 3 снимают крышку с металлопроводом и устанавливают ее в печь предварительного нагрева. Сталеразливочный ковш поднимают и сливают остаток металла. Далее ковш направляют на осмотр и подготовку к следующей плавке.
Тележку с кассетами-кристаллизаторами 5 направляют за пределы участка разливки стали для остывания под навесом. После остывания до температуры, приемлемой для разборки, кассеты-кристаллизаторы передают на участок их разборки и сборки. Из нижней части кассеты при помощи специального устройства поднимают отлитые заготовки и укладывают на стеллаж для удаления литников и порезки на мерные длины. Порезку заготовок и удаление литников производят газовыми резаками. Цикл завершается полной подготовкой кассет-кристаллизаторов к разливке стали. Мерные заготовки передают на прокатный участок 6 для перекатки на сортовой прокат.
В основу технических и проектных решений по прокатному производству положены требования получения из отлитых квадратных заготовок 65×65 мм сортового проката заданного сортамента при минимальных затратах. При этом конструкция стана должна быть простой с минимальной металлоемкостью и стоимостью оборудования. Прокатное производство представлено прокатным комплексом 6 с одним мелкосортным станом 250 полунепрерывного типа. Стан работает с использованием "холодного" посада заготовок. В качестве заготовок для прокатного стана используются литые заготовки сечением 65×65 мм и длиной от 1000 мм до 1450 мм, в зависимости от размера прокатываемого профиля или заказанной длины готовых профилей. Печь для нагрева литых заготовок под прокатку 7 выполнена в виде индукционной печи.
Прокатный стан 250 расположен в одну линию и состоит из одной обжимной клети 8 и непрерывной группы клетей 9. Обжимная нереверсивная клеть трио имеет диаметр валков 350 мм и длину бочки 1000 мм. Валки клети оборачиваются с частотой 100 об/мин. Привод валков от асинхронного электродвигателя мощностью 300 кВт через редуктор. Частота вращения валков в процессе прокатки не регулируется. Непрерывная группа клетей состоит, преимущественно, из шести клетей дуо 250. Все клети непрерывной группы являются клетями дуо с чередованием горизонтальных и вертикальных валков. Диаметр валков всех клетей непрерывной группы составляет 250 мм. Привод клетей регулируемый, частота вращения валков задается автоматической системой регулирования.
Литые заготовки 65×65 мм нагревают в печи до температуры 1180÷1250°С в зависимости от марки стали. После выдачи из печи нагретые заготовки поступают по рольгангу к обжимной клети 8 трио 350.
В клети трио при производстве простых профилей (круглой, квадратной и арматурной стали или полосы) отлитые заготовки сечением 65×65 мм прокатывают за 3÷7 проходов до квадратного сечения от 47×47 мм до 25×25 мм. Прокатку осуществляют в системах ящичных калибров и калибров "шестигранник-квадрат". Передача раскатов в верхний горизонт клети трио осуществляется с помощью подъемного стола. Передача раскатов от калибра до калибра вдоль бочки клети и их кантование с передней стороны клети осуществляются арматурами. При производстве угловой стали и специальных фасонных профилей в клети трио располагают фасонные разрезные калибры. После прокатки в обжимной клети 8 раскат по рольгангу подают в непрерывную группу клетей 9, состоящую из шести клетей с чередующимся горизонтальным и вертикальным расположением валков. Прокатку в клетях чистовой группы осуществляют в непрерывном режиме без петли и натяжения раскатов между клетями. Прокатку осуществляют без кантования раскатов в системах калибров "шестигранник-квадрат", "овал-круг" или фасонных калибрах. Максимальная скорость прокатки по чистовой клети ограничена 4 м/с, что достаточно для обеспечения заданной производительности и обеспечивает значительное уменьшение мощности приводов клетей. После выхода из чистовой клети раскаты охлаждают на установке ускоренного охлаждения проката 10 для повышения механических свойств проката и улучшения условий транспортировки раскатов малых сечений к холодильнику. Далее раскаты транспортируют на реечный холодильник 11. Для повышения пропускной способности холодильника 11 профили малого сечения можно укладывать по две полосы в каждую ячейку.
В ряде случаев, при прокатке квадратных заготовок с сечением, большим чем 65×65 мм, за установкой ускоренного охлаждения проката 10 устанавливают летучие ножницы 14 для порезки раскатов на длину холодильника 11. После охлаждения в холодильнике 11 прокат режут на ножницах для порезки проката на мерные длины 12 и направляют в устройство для формирования пачек готовой продукции 13. Каждую пачку готовой продукции обвязывают ручными обвязочными машинками. Готовый пакет взвешивают крановыми весами, на пакет навешивают бирку и транспортируют его краном на склад готовой продукции.
На заявляемом литейно-прокатном комплексе металлургического мини-завода предусмотрено газоочистное сооружение 15 с рукавными фильтрами 16. Предлагаемая газоочистка предназначена для очистки:
- технологических и неорганизованных выбросов от дуговой электросталеплавильной печи;
- газовоздушной смеси, отсасываемой от установок сушки и разогрева сталеразливных ковшей;
- пылегазовоздушной смеси, отсасываемой от установки для разливки стали под регулируемым давлением;
- пылевоздушной смеси, отсасываемой от стенда ломки футеровки сталеразливных ковшей;
- аспирационных выбросов системы транспортировки материалов.
Кроме того, в шихтовом пролете предусмотрена газоочистка для очистки запыленного воздуха на участках подготовки сыпучих материалов. Пыль, уловленную рукавным фильтром 16, при помощи системы конвейеров направляют в сборный бункер для пыли 17, окомковывают в устройстве для окомкования пыли 18 и потом вывозят в электросталеплавильный цех для использования в качестве дополнительного материала в шихту дуговой электросталеплавильной печи 2. Железосодержащие отходы производства (окалина, пыль газоочисток и аспирационных установок) окомковывают и вводят в шихту для выплавки стали. Также как добавка, в шихту для выплавки стали используется скрап, извлеченный из шлаков, отходы литой заготовки и ковшовый скрап. Щебень и песок после переработки и сепарации шлаков отгружаются потребителям.
Таким образом, простая конструкция заявляемого литейно-прокатного комплекса металлургического мини-завода обеспечивает высокоэффективное производство 10÷120 тыс. т готового проката в год широкого сортамента и высокого качества из таких марок стали как, например: сталь углеродистая обыкновенного качества по ДСТУ 2651-94, сталь углеродистая качественная конструкционная по ГОСТ 1050-88 и ДСТУ 3683-98, сталь повышенной прочности по ГОСТ 19281-82 и ДСТУ 3760-98, сталь легированная конструкционная по ГОСТ 4543-71 и сталь высокоуглеродистая по ДСТУ 3683-98. В прокатываемый сортамент профилей может, например, входить круг диаметром 12÷30 мм по ГОСТ 2590-88; арматура №12÷30 по ДСТУ 3760-98; сталь шестигранная 12÷30 мм по ГОСТ 2879-88; сталь квадратная 10÷26 мм по ГОСТ 2591-88; сталь полосовая (12÷70)×(4÷20) мм по ГОСТ 103-76; сталь угловая равнополочная размером 20×20÷35×35 мм по ДСТУ 2251-93, а также специальные фасонные профили. Готовый прокат направляют по назначению в прутках длиной от 4,0 м до 12,0 м.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАЛЕПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2012 |
|
RU2495730C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2011 |
|
RU2542049C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОВАРНОЙ ПРОДУКЦИИ НА ЛИТЕЙНО-ПРОКАТНОМ КОМПЛЕКСЕ МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2005 |
|
RU2325960C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ МЕТАЛЛОЛОМА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2498878C1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Комбинированный сортовой прокатныйСТАН | 1979 |
|
SU839623A1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2011 |
|
RU2455091C1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА НА АГРЕГАТЕ СОВМЕЩЕННОГО ЛИТЬЯ И ПРОКАТКИ | 2003 |
|
RU2233718C1 |
Изобретение может быть использовано для производства мелкосортного проката на металлургическом мини-заводе. Комплекс включает литейный участок с агрегатом выплавки стали и агрегатом разливки стали в заготовки, печь для нагревания литых заготовок под прокатку и прокатный участок. Агрегат выплавки стали представляет собой дуговую электросталеплавильную печь. Разливку стали проводят на установке разливки под регулируемым давлением с неподвижной разливочной камерой и механизмом поточной подачи кассет-кристаллизаторов. Для нагревания литых заготовок используют газопламенную печь, индукционную печь или электрическую печь сопротивления. Прокатный участок выполнен в виде полунепрерывного прокатного стана с обжимной и непрерывной группой клетей. За непрерывной группой клетей расположена установка ускоренного охлаждения, холодильник, ножницы для порезки и устройство для формирования пачек готовой продукции. Использование изобретения обеспечивает упрощение конструкции и повышение эффективности работы. 5 з.п. ф-лы, 1 ил.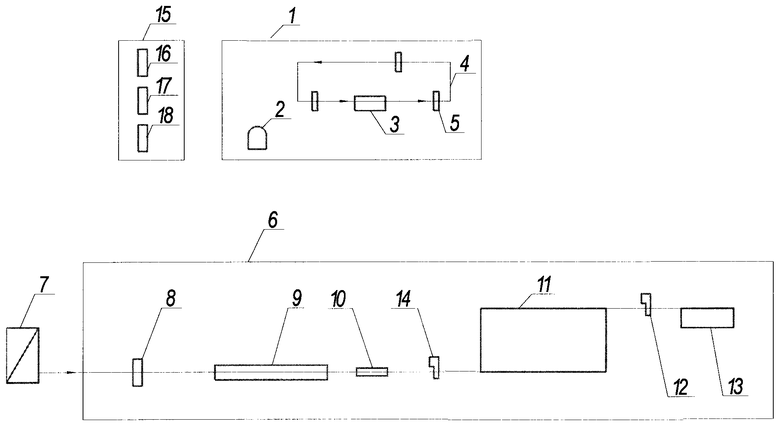
1. Литейно-прокатный комплекс металлургического мини-завода, включающий литейный участок, состоящий из агрегата выплавки стали и агрегата разливки стали в заготовки, печь для нагрева литых заготовок под прокатку и прокатный участок, отличающийся тем, что агрегат выплавки стали выполнен в виде дуговой электросталеплавильной печи, агрегат разливки стали в заготовки выполнен в виде установки для разливки стали под регулируемым давлением, которая оснащена механизмом поточной подачи кассет-кристаллизаторов для литья заготовок, печь для нагрева литых заготовок под прокатку выполнена в виде газопламенной печи или индукционной печи, или электрической печи сопротивления, прокатный участок выполнен в виде полунепрерывного прокатного стана, состоящего, по меньшей мере, из одной обжимной реверсивной клети дуо или нереверсивной клети трио и непрерывной группы клетей, при этом непрерывная группа клетей состоит из клетей с чередующимся горизонтальным и вертикальным расположением валков, а за непрерывной группой клетей последовательно размещены установка ускоренного охлаждения проката, холодильник, ножницы для порезки проката на мерные длины и устройство для формирования пачек готовой продукции.
2. Литейно-прокатный комплекс по п.1, отличающийся тем, что при объеме производства 10÷15 тыс.т проката в год дуговая электросталеплавильная печь выполнена с номинальной емкостью, преимущественно, 6,0 т, в агрегате разливки стали в заготовки кассеты-кристаллизаторы приспособлены для литья квадратных заготовок сечением, преимущественно, 65×65 мм и длиной, преимущественно, 4,5 м, печь для нагрева литых заготовок под прокатку выполнена в виде индукционной печи, прокатный стан содержит обжимную реверсивную клеть дуо 350 или нереверсивную клеть трио 350, а непрерывная группа клетей состоит, преимущественно, из шести клетей дуо 250.
3. Литейно-прокатный комплекс по п.1, отличающийся тем, что при объеме производства 25÷30 тыс.т проката в год дуговая электросталеплавильная печь выполнена с номинальной емкостью, преимущественно, 12,0 т, в агрегате разливки стали в заготовки кассеты-кристаллизаторы приспособлены для литья квадратных заготовок сечением, преимущественно, 85×85 мм и длиной, преимущественно, 4,5 м, печь для нагрева литых заготовок под прокатку выполнена в виде индукционной печи, прокатный стан содержит обжимную реверсивную клеть дуо 450 или нереверсивную клеть трио 450, непрерывная группа клетей состоит, преимущественно, из шести клетей дуо 250, а за установкой ускоренного охлаждения проката установлены летучие ножницы для порезки раскатов на длину холодильника.
4. Литейно-прокатный комплекс по п.1, отличающийся тем, что при объеме производства 50÷60 тыс.т проката в год дуговая электросталеплавильная печь выполнена с номинальной емкостью, преимущественно, 20,0÷25,0 т, в агрегате разливки стали в заготовки кассеты-кристаллизаторы приспособлены для литья квадратных заготовок сечением, преимущественно, 100×100 мм и длиной, преимущественно, 2,0 м, печь для нагрева литых заготовок под прокатку выполнена в виде газопламенной печи, прокатный стан содержит обжимную реверсивную клеть дуо 550 или нереверсивную клеть трио 550, непрерывная группа клетей образована черновой группой клетей из двух клетей дуо 400 и чистовой группой клетей, состоящей, преимущественно, из шести клетей дуо 250, а за установкой ускоренного охлаждения проката установлены летучие ножницы для порезки раскатов на длину холодильника.
5. Литейно-прокатный комплекс по п.1, отличающийся тем, что при объеме производства 100÷120 тыс.т проката в год дуговая электросталеплавильная печь выполнена с номинальной емкостью, преимущественно, 40,0÷50,0 т, в агрегате разливки стали в заготовки кассеты-кристаллизаторы приспособлены для литья квадратных заготовок сечением, преимущественно, 120×120 мм и длиной, преимущественно, 2,0 м, печь для нагрева литых заготовок под прокатку выполнена в виде газопламенной печи, прокатный стан содержит обжимную реверсивную клеть дуо 550 или нереверсивную клеть трио 550, непрерывная группа клетей образована черновой группой клетей из четырех клетей дуо 400 и чистовой группой клетей, состоящей, преимущественно, из шести клетей дуо 250, а за установкой ускоренного охлаждения проката установлены летучие ножницы для порезки раскатов на длину холодильника.
6. Литейно-прокатный комплекс по п.1, отличающийся тем, что комплекс снабжен газоочистным сооружением с рукавными фильтрами, сборным бункером для пыли и устройством для окомкования пыли перед ее вводом в шихту дуговой электросталеплавильной печи.
| RU 2005129317 A, 27.03.2007 | |||
| СПОСОБ ПОЛУЧЕНИЯ ТОВАРНОЙ ПРОДУКЦИИ НА ЛИТЕЙНО-ПРОКАТНОМ КОМПЛЕКСЕ МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2005 |
|
RU2325960C2 |
| Форма для литья под регулируемым давлением | 1976 |
|
SU573256A1 |
| ОЧИСТКА СЛЯБА ПЕРЕД ПЕЧЬЮ С РОЛИКОВЫМ ПОДОМ КОМПАКТНОГО ЛИТЕЙНО-ПРОКАТНОГО КОМПЛЕКСА | 2002 |
|
RU2296021C2 |
| RU 92009327 A, 20.07.1996. | |||

