ОБЛАСТЬ ТЕХНИКИ
Первое изобретение относится к способу обработки для придания устойчивости к загрязнению и изделию, имеющему глазурованный слой. Второе изобретение относится к изделию из армированной керамики и способу его изготовления. Третье изобретение относится к изделию, имеющему глазурованный слой, и способу его изготовления.
УРОВЕНЬ ТЕХНИКИ
Известно, что антибактериальные металлы, например Ag, Cu, Zn и т.п., обладают антибактериальной активностью. Поэтому, если необходимо изготовить изделие, имеющее глазурованный слой, например, керамическое изделие, эмалированное изделие и т.п., обладающее антибактериальной активностью, осуществляют способ обработки этого изделия для придания устойчивости к загрязнению, который включает стадию антибактериальной обработки для придания антибактериальных свойств поверхности основы изделия, например, стеклянного формованного изделия, керамического формованного изделия, металлического формованного изделия и т.п. Стадия антибактериальной обработки способа обработки для придания устойчивости к загрязнению включает подготовительную стадию, заключающуюся в приготовлении глазурного материала, пригодного для формирования глазурованного слоя и содержащего антибактериальный металл, и стадию стеклования, заключающуюся в формировании на поверхности основы изделия слоя глазурного материала и плавлении глазурного материала с образованием глазурованного слоя.
Согласно способу обработки для придания устойчивости к загрязнению получают изделие, которое содержит основу с глазурованным слоем, содержащим глазурный материал. В изделии, имеющем глазурованный слой, полученный таким способом, антибактериальный металл, содержащийся в глазурованном слое, может влиять на бактерии, убивая их или подавляя их размножение.
Обычное керамическое изделие содержит керамическую основу и глазурованный слой, образованный на поверхности керамической основы.
Керамическое изделие изготавливают приблизительно следующим образом. На подготовительной стадии приготавливают материал для изготовления керамической основы изделия и глазурный материал для формирования глазурованного слоя на поверхности керамической основы. На стадии глазурования на поверхности материала основы формируют слой из глазурного материала. После этого, на стадии обжига, материал основы и слой глазурного материала прокаливают с получением керамического изделия, содержащего керамическую основу и глазурованный слой.
В полученном описанным способом керамическом изделии глазурованный слой обеспечивает отделку поверхности, придавая ей гладкость и мелкозернистую структуру, а также делает поверхность устойчивой к повреждению и придает ей водоотталкивающие свойства.
Кроме того, керамические материалы, используемые для таких изделий, как столовая посуда, кухонные принадлежности, декоративные изделия, керамическая плитка, санитарное оборудование, электрооборудование, физическое и химическое оборудование, промышленное оборудование, кровельная черепица, керамические трубы и т.п., состоят из керамической заготовки в качестве основы и глазурованного слоя, сформированного на поверхности керамической заготовки. Эмалированное изделие состоит из металлической заготовки в качестве основы и глазурованного слоя, сформированного на поверхности металлической заготовки. Кроме того, часть изделий из стекла состоит из стеклянной заготовки в качестве основы и глазурованного слоя, сформированного на стеклянной заготовке.
Среди вышеупомянутых изделий, имеющих глазурованный слой, керамическое изделие изготавливают, например, следующим образом. На подготовительной стадии приготавливают материал основы, который пригоден для формирования заготовки керамического изделия, и глазурный материал, который пригоден для формирования глазурованного слоя на поверхности заготовки керамического изделия. На стадии глазурования на поверхности материала основы формируют слой глазурного материала, содержащий глазурный материал. После этого, на стадии обжига, материал основы и слой глазурного материала обжигают с получением керамического изделия, состоящего из керамической заготовки и глазурованного слоя. Глазурованный слой подвергают чистовой обработке для получения гладкой и мелкозернистой поверхности, на которой затруднено образование трещин, и которая обладает водоотталкивающими свойствами.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Первое изобретение
Поскольку в известном способе обработки для придания устойчивости к загрязнению на поверхности основы формируется только один глазурованный слой, то, естественно, предполагается, что на поверхности глазурованного слоя будет иметь место антибактериальное действие по отношению к бактериям. Однако антибактериальный металл рассеян по всей толщине глазурованного слоя. Поэтому в изделии, имеющем глазурованный слой, полученный таким образом, антибактериальный эффект мал, кроме тех случаев, когда концентрация антибактериального металла увеличена. Соответственно, в способе обработки для придания устойчивости к загрязнению для достижения хорошего антибактериального эффекта расходуется большое количество антибактериального металла, что приводит к повышению производственных расходов.
Первое изобретение является развитием известных решений уровня техники, и поставленная задача состоит в изготовлении изделия, имеющего глазурованный слой и низкую себестоимость, а также обладающего превосходным антибактериальным действием.
Способ обработки для придания устойчивости к загрязнению по первому изобретению является способом обработки для придания устойчивости к загрязнению, включающим стадию антибактериальной обработки для придания антибактериального действия поверхности основы.
Способ отличается тем, что стадия антибактериальной обработки включает подготовительную стадию приготовления основы, первого глазурного материала, пригодного для формирования первого глазурованного слоя на поверхности основы, и второго глазурного материала, пригодного для формирования второго глазурного слоя, содержащего антибактериальный металл, на поверхности основы. Способ далее содержит стадию стеклования, состоящую в формировании слоя первого глазурного материала, содержащего первый глазурный материал, на поверхности основы, а на поверхности слоя первого глазурного материала - слоя второго глазурного материала, содержащего второй глазурный материал, и стадию плавления слоя первого глазурного материала и слоя второго глазурного материала с образованием первого глазурованного слоя и второго глазурованного слоя.
Слой второго глазурного материала после плавления обладает большей вязкостью, чем слой первого глазурного материала.
В способе обработки для придания устойчивости к загрязнению по первому изобретению в ходе подготовительной стадии антибактериальной обработки приготавливают основу, первый глазурный материал, пригодный для формирования первого глазурованного слоя на поверхности основы, и второй глазурный материал, пригодный для формирования на поверхности основы второго глазурованного слоя, содержащего антибактериальный металл. На этапе стеклования стадии антибактериальной обработки на поверхности основы формируют слой первого глазурного материала, содержащий первый глазурный материал, а на поверхности этого слоя - слой второго глазурного материала, содержащий второй глазурный материал. Затем слой первого глазурного материала и слой второго глазурного материала расплавляют с получением первого глазурованного слоя и второго глазурованного слоя.
При этом, поскольку после плавления вязкость слоя второго глазурного материала больше вязкости слоя первого глазурного материала, антибактериальный металл плохо диффундирует из второго глазурованного слоя на наружной поверхности в первый глазурованный слой, и практически полностью остается во втором глазурованном слое. В способе обработки для придания устойчивости к загрязнению, даже если не расходуется большое количество антибактериального металла, антибактериальный металл, содержащийся во втором глазурованном слое, воздействует на бактерии в соответствии с ожиданиями, то есть имеет место хороший антибактериальный эффект.
Кроме того, в способе обработки для придания устойчивости к загрязнению по первому изобретению формируют слой первого глазурного материала, содержащий первый глазурный материал, а на наружной поверхности этого слоя - слой второго глазурного материала, содержащий второй глазурный материал. Затем плавят слой первого глазурного материала и слой второго глазурного материала с образованием первого глазурованного слоя и второго глазурованного слоя. В полученном изделии второй глазурный материал проникает в слой первого глазурного материала, поэтому первый глазурованный слой и второй глазурованный слой плотно сцеплены между собой. Таким образом можно предотвратить образование трещин, возникающих на поверхности раздела слоев. Кроме того, стадию обжига обоих слоев можно провести одновременно, обеспечив за счет этого снижение производственных затрат.
Поэтому, в соответствии со способом обработки для придания устойчивости к загрязнению изготовление изделия может быть осуществлено с низкими производственными затратами, и может быть получено изделие, имеющее глазурованный слой с превосходным антибактериальным действием.
Изделие с глазурованным слоем по первому изобретению получают вышеописанным способом. Согласно первому изобретению изделие, имеющее глазурованный слой, состоит из основы с глазурованным слоем, который содержит первый глазурованный слой, содержащий первый глазурный материал, и второй глазурованный слой, сформированный на наружной поверхности первого глазурованного слоя и содержащий второй глазурный материал, который содержит антибактериальный металл и отличается от первого глазурного материала.
В случае изготовления изделия из стекла с глазурованным слоем, как основу можно использовать стеклянное формованное изделие. При изготовлении керамического изделия, например, санитарного керамического изделия, плитки и т.п., в качестве основы можно использовать керамическое формованное изделие; а в случае, когда изготавливают эмалированное изделие, можно использовать металлическое формованное изделие.
В качестве антибактериального металла, содержащегося во втором глазурном материале, могут быть использованы Ag, Cu, Zn и т.п. Специфические примеры включают органические соединения серебра или меди и неорганические соединения, содержащие серебро или медь, а также
1) серебро, медь и сплав серебра и меди;
2) фосфат серебра, нитрат серебра, хлорид серебра, сульфид серебра, окись серебра, сульфат серебра, цитрат серебра и лактат серебра;
3) фосфат меди(I), фосфат меди(II), органические соединения меди, хлорид меди(I), хлорид меди(II), сульфид меди(I), окись меди(I), окись меди(II), сульфид меди(II), сульфат меди(I), сульфат меди(II), цитрат меди и лактат меди; и т.д.
Что касается цинка, то аналогичными примерами являются органические соединения цинка и содержащие цинк неорганические соединения. Также можно использовать цинк, окись цинка, хлорид цинка, сульфид цинка, сульфат цинка, лактат цинка и т.д. Эти антибактериальные металлы могут быть элементарными веществами или сплавами, а также могут входить в состав соединений.
Согласно первому изобретению в изделии, имеющем глазурованный слой, соотношение размеров по толщине первого глазурованного слоя и второго глазурованного слоя предпочтительно находится в интервале от 10/1 до 30/1. Даже в том случае, если второй глазурованный слой имеет плохой внешний вид, например, из-за включения антибактериальных металлов, таких как Ag и т.п., получают поверхность, внешний вид которой практически не отличается от внешнего вида поверхности в том случае, если сформирован только первый глазурованный слой. Таким образом, можно получить изделие, имеющее поверхность с превосходным внешним видом.
Согласно результатам экспериментов авторов в изделии, имеющем глазурованный слой, по первому изобретению, второй глазурованный слой должен содержать большее количество калия и меньшее количество натрия, чем первый глазурованный слой. Калий имеет больший ионный радиус, чем натрий. Поэтому предполагается, что при образовании глазурованного слоя на изделии ионы натрия, содержащиеся во втором глазурованном слое, подвергаются ионному обмену на ионы калия, содержащиеся в первом глазурованном слое, что приводит к появлению сжимающего напряжения во втором глазурованном слое, за счет чего повышается его прочность.
Кроме того, согласно первому изобретению в способе обработки для придания устойчивости к загрязнению предпочтительно, чтобы второй глазурный материал содержал соединение фосфорной кислоты. В изделии, имеющем глазурованный слой, полученный таким образом, соединение фосфорной кислоты, например P5O5 и т.п., содержится во втором глазурованном слое, и поэтому усиливается антибактериальный эффект, присущий антибактериальному металлу. Также предпочтительно, чтобы во втором глазурном материале содержалось соединение борной кислоты. Соединение борной кислоты, например В2O3 и т.п., содержится во втором глазурованном слое, и поэтому усиливается антибактериальный эффект, присущий антибактериальному металлу.
Согласно первому изобретению способ обработки для придания устойчивости к загрязнению предпочтительно включает стадию придания водоотталкивающих свойств, состоящую в том, что поверхность второго глазурованного слоя подвергается обработке гидрофобным веществом. Поверхности второго глазурованного слоя придают как антибактериальные, так и водоотталкивающие свойства, и поэтому, даже в том случае, когда на нее попадает вода, содержащее большое количество загрязняющих компонентов, то есть в случае, когда эффект устойчивости к загрязнению в недостаточной степени обеспечивается одним антибактериальным действием, загрязнения плохо задерживаются на поверхности из-за ее водоотталкивающего действия, за счет чего эффект устойчивости к загрязнению значительно усиливается.
В этом случае стадия обработки для придания водоотталкивающих свойств может быть выполнена посредством формирования пленки, состоящей из жидкости для обработки для придания водоотталкивающих свойств, содержащей кремнийсодержащие функциональные группы, которые соединяются с гидроксильными группами, имеющимися на поверхности второго глазурованного слоя, в результате реакции дегидратации или реакции дегидрогенизации. Когда производится обработка, кремнийсодержащие функциональные группы соединяются с гидроксильными группами (-ОН), имеющимися на поверхности второго глазурованного слоя, в результате реакции дегидратации или дегидрогенизации и экранируют гидроксильные группы. Поэтому, когда используется вода, содержащая большое количество ионов металлов, таких как растворимый кремний и т.п., гидроксильные группы оказываются инактивированными и не связываются с ионами металла, и поэтому они не связываются с такими компонентами, как человеческие экскременты. В частности, когда используется вода, содержащая в качестве иона металла растворимый кремний, он не откладывается на поверхности в виде кремниевой кислоты, образующей сетчатую структуру, или его отложение затруднено, и поэтому загрязнению трудно в нее внедриться. Поэтому, если жидкость, используемая для обработки для придания водоотталкивающих свойств, содержит кремнийсодержащие функциональные группы, загрязнениям, таким как человеческие экскременты и т.п., трудно соединиться с изделием, используемым одновременно с водой, содержащей большое количество ионов металла, например, растворимого кремния, и поэтому легко производится его очистка.
В данном случае жидкость для обработки для придания водоотталкивающих свойств предпочтительно является жидкостью, не имеющей соединенных между собой кремнийсодержащих функциональных групп. Как показали результаты экспериментов авторов, усиливаются эффекты устойчивости к загрязнению, а именно устойчивость к загрязнению накипью, устойчивость к загрязнению красками для волос, износоустойчивость и устойчивость к щелочам. Если кремнийсодержащие функциональные группы жидкости для обработки для придания водоотталкивающих свойств соединены между собой, количество кремния увеличивается, что приводит к отложению кремниевой кислоты, образующей в пленке сетчатую структуру, и загрязнение может в нее внедриться.
Жидкость для обработки для придания водоотталкивающих свойств предпочтительно имеет фторуглеродные группы на концах молекул, связанные с кремнийсодержащими функциональными группами. Как показали результаты экспериментов авторов, если фторуглеродные группы включены таким образом, водоотталкивающие свойства значительно усиливаются из-за небольшого критического поверхностного натяжения, создаваемого фторуглеродными группами. При этом получены значительные эффекты в отношении устойчивости к загрязнению накипью, устойчивости к загрязнению красками для волос и устойчивости к щелочам.
В данной работе фторуглеродная группа может быть группой -CnF2n+1 (n - натуральное число от 1≤n≤12). Как показали результаты экспериментов авторов, поскольку число атомов фтора становится большим, а фторсилан является объемным, получены значительные эффекты в отношении устойчивости к загрязнению накипью, устойчивости к загрязнению красками для волос, износоустойчивости и устойчивости к щелочам.
Жидкость для обработки для придания водоотталкивающих свойств может быть жидкостью, образованной посредством смешивания первого реактива и второго реактива, причем первый реактив является продуктом совместного гидролиза в гидрофильном растворителе органического соединения кремния, содержащего перфторалкильную группу, и метилполисилоксанового соединения, содержащего гидролизуемую группу, а второй реактив является смесью органополисилоксана и сильной кислоты. В данном случае присутствующие в первом реактиве органическое соединение кремния, содержащее перфторалкильную группу, и метилполисилоксановое соединение, содержащее гидролизуемую группу, соединяются с гидроксильными группами, присутствующими на поверхности глазурованного слоя, в результате реакции дегидратации или реакции дегидрогенизации, так что первый реактив может быть использован в качестве компонента, содержащего кремнийсодержащие функциональные группы для защиты гидроксильных групп.
Причина, по которой в качестве компонента первого реактива используется органическое соединение кремния, содержащее перфторалкильную группу, состоит в том, что значительный эффект устойчивости к загрязнению также проявляется в виде водоотталкивающего эффекта из-за высокого критического поверхностного натяжения фторуглеродных групп, так что обеспечиваются значительные эффекты устойчивости к загрязнению накипью, устойчивости к загрязнению красками для волос и устойчивости к щелочам. Причина, по которой в качестве компонента первого реактива используется метилполисилоксановое соединение, содержащее гидролизуемую группу, состоит в достижении значительных эффектов устойчивости к загрязнению накипью, загрязнению красками для волос и устойчивости к щелочам.
Второй реактив является смесью органополисилоксана и сильной кислоты. Причина, по которой в качестве компонента второго реактива используется органополисилоксан, состоит в том, что из-за малого критического поверхностного натяжения алкильных групп возникают эффекты устойчивости к загрязнению, такие как устойчивость к загрязнению губной помадой и износоустойчивость. Причина, по которой в качестве компонента второго реактива используется сильная кислота, состоит в том, что если обработка для придания устойчивости к загрязнению производится с использованием жидкости для обработки для придания водоотталкивающих свойств, приготовленной по способу согласно первому изобретению, то сильная кислота эффективно действует в качестве катализатора связывания органического соединения кремния, содержащего перфторалкильную группу, и метилполисилоксанового соединения, содержащего гидролизуемую группу, являющихся компонентами первого реактива, с гидроксильными группами на поверхности глазурованного слоя.
Предполагается, что, когда первый реактив и второй реактив смешивают, силанольные группы продукта совместного гидролиза реагируют с органополисилоксаном и сильной кислотой с образованием силоксановых связей (Si-O-Si) в результате реакции дегидратации, так что образуется продукт присоединения, состоящий из множества молекул, соединенных между собой сложным образом. Поэтому считается, что жидкость для обработки для придания водоотталкивающих свойств, образующаяся при смешивании первого реактива и второго реактива, состоит не из отдельных молекул органического соединения кремния, содержащего перфторалкильную группу, метилполисилоксанового соединения, содержащего гидролизуемую группу, органополислоксана и т.п., а из продукта присоединения, образующегося при соединении этих молекул сложным образом, то есть из определенного вида полимера. Кроме того, продукт присоединения и поверхность основы прочно связаны посредством химических связей.
Согласно первому изобретению изделие, имеющее глазурованный слой, имеет на поверхности второго глазурованного слоя водоотталкивающий слой, содержащий водоотталкивающий компонент. Поскольку толщина водоотталкивающего слоя исключительно мала, а водоотталкивающий слой связан только с гидроксильными группами поверхности второго глазурованного слоя, считается, что антибактериальный эффект может быть реализован через дренажный слой.
Второе изобретение
Существует вероятность того, что на поверхности обычного керамического изделия могут образоваться дефекты, а твердость его поверхности недостаточна, так как оно имеет один глазурованный слой. Поэтому оно обладает тем недостатком, что из-за наличия дефектов существует вероятность образования трещин и т.п. в глазурованном слое после удара. В частности, в случае керамического изделия, поверхности которого придано антибактериальное действие посредством импрегнирования глазурованного слоя антибактериальным металлом, таким как Ag и т.п., можно ожидать, что эта тенденция будет ярко выраженной, поскольку считается, что антибактериальный металл способствует развитию трещин. Также изделие обладает тем недостатком, что существует вероятность сцепления загрязнения с дефектами.
Второе изобретение является развитием известных из уровня техники решений, и достигаемая цель состоит в обеспечении изделия из армированной керамики, на поверхности которого затруднено образование дефектов.
Изделие из армированной керамики по второму изобретению состоит из заготовки керамического изделия и глазурованного слоя, сформированного на поверхности заготовки. Изделие отличается тем, что глазурованный слой содержит первый глазурованный слой, содержащий первый глазурный материал, и второй глазурованный слой, содержащий второй глазурный материал, который сформирован на наружной поверхности первого глазурованного слоя и имеет меньший коэффициент линейного теплового расширения, чем первый глазурованный слой.
В изделии из армированной керамики по второму изобретению, в связи с тем, что коэффициент линейного теплового расширения второго глазурованного слоя меньше коэффициента линейного теплового расширения первого глазурованного слоя, второй глазурованный слой испытывает сжимающее напряжение из-за усадки первого глазурованного слоя в процессе плавления слоев первого и второго глазурных материалов и в процессе остывания первого и второго глазурованных слоев на стадии обжига. Поэтому второй глазурованный слой уплотняется и приобретает высокую поверхностную твердость, и на поверхности глазурованного слоя затруднено образование дефектов. Поэтому в изделии из армированной керамики по второму изобретению затруднено образование трещин в глазурованном слое и т.п., обусловленных наличием дефектов. Сцепление загрязнения с дефектами также затруднено, поскольку затруднено образование дефектов.
Изделие из армированной керамики по второму изобретению может иметь на заготовке керамического изделия три глазурованных слоя или более. Например, в том случае, когда оно имеет три глазурованных слоя, самый нижний слой соответствует первому глазурованному слою, промежуточный слой соответствует второму глазурованному слою и одновременно соответствует первому глазурованному слою по отношению к верхнему слою, а верхний слой соответствует второму глазурованному слою.
В изделии из армированной керамики по второму изобретению предпочтительно, чтобы заготовка керамического изделия имела больший коэффициент линейного теплового расширения, чем первый глазурованный слой. В этом случае не только второй глазурованный слой испытывает сжимающее напряжение от первого глазурованного слоя, но и первый глазурованный слой испытывает сжимающее напряжение от заготовки керамического изделия в процессе спекания материала заготовки, в процессе плавления слоев глазурного материала и в процессе охлаждения заготовки керамического изделия и глазурованных слоев на стадии обжига, за счет чего уплотняется не только второй глазурованный слой, но и первый глазурованный слой. Поэтому в изделии из армированной керамики по второму изобретению в глазурованном слое затруднено образование трещин и т.п.
В изделии из армированной керамики по второму изобретению предпочтительно, чтобы разница между коэффициентами линейного теплового расширения первого глазурованного слоя и второго глазурованного слоя находилась в интервале от 1×10-7 до 1×10-6/°С. В том случае, когда разница между коэффициентами линейного теплового расширения первого глазурованного слоя и второго глазурованного слоя меньше нижней границы указанного интервала, невозможно получить желаемую твердость поверхности. С другой стороны, когда она больше верхней границы указанного интервала, сжимающее напряжение, которое испытывает второй глазурованный слой под действием первого глазурованного слоя, становится слишком большим и создает возможность разрушения второго глазурованного слоя. В частности, согласно результатам экспериментов авторов, целесообразно, чтобы разница между коэффициентами линейного теплового расширения первого глазурованного слоя и второго глазурованного слоя находилась в интервале от 2×10-7 до 5×10-7.
В этом случае предпочтительно, чтобы соотношение размеров по толщине первого глазурованного слоя и второго глазурованного слоя находилось в интервале от 10/1 до 30/1. Даже в том случае, если внешний вид второго глазурованного слоя является плохим из-за включения в него антибактериального металла, например, Ag и т.п., удается получить такую поверхность, которая практически не отличается по внешнему виду от поверхности в том случае, когда сформирован только первый глазурованный слой. Соответственно, можно получить изделие из армированной керамики, имеющее превосходный внешний вид.
Регулированием состава и толщины второго глазурованного слоя можно затруднить интерференцию света на поверхности раздела с первым глазурованным слоем, следовательно, предотвратить иридесценцию. Кроме того, в зависимости от состава второго глазурованного слоя, он формируется в виде кристаллизированного стекловидного материала, в результате чего становится непрозрачным.
Предпочтительно, чтобы разница между коэффициентами линейного теплового расширения заготовки керамического изделия и первого глазурованного слоя находилась в интервале от 1×10-7 до 1×10-6/°С. В том случае, когда разница между коэффициентами линейного теплового расширения заготовки керамического изделия и первого глазурованного слоя меньше нижней границы указанного интервала, невозможно получить желаемую прочность. С другой стороны, когда разница превышает верхнюю границу указанного интервала, сжимающее напряжение, которое испытывает первый глазурованный слой под действием заготовки керамического изделия, становится слишком большим и создает возможность разрушения первого глазурованного слоя. В частности, согласно результатам экспериментов авторов, целесообразно, чтобы разница между коэффициентами линейного теплового расширения заготовки керамического изделия и первого глазурованного слоя находилась в интервале от 2×10-7 до 5×10-7.
Согласно результатам экспериментов авторов в изделии из армированной керамики по второму изобретению второй глазурованный слой должен содержать большее количество калия и меньшее количество натрия, чем первый глазурованный слой. Калий имеет больший ионный радиус, чем натрий. Поэтому предполагается, что при образовании глазурованного слоя на керамическом изделии по второму изобретению ионы натрия, содержащиеся во втором глазурованном слое, подвергаются ионному обмену на ионы калия, содержащиеся в первом глазурованном слое, что приводит к появлению сжимающего напряжения во втором глазурованном слое, за счет чего повышается его прочность.
В том случае, когда в одном из глазурованных слоев распределен антибактериальный металл для придания керамическому изделию антибактериальных свойств, существует вероятность того, что антибактериальный металл разрыхлит стекловидный материал, что приведет к образованию трещин. Поэтому изделие из армированной керамики по второму изобретению имеет лучшие свойства, если антибактериальный металл содержится во втором глазурованном слое. Поскольку второй глазурованный слой, содержащий антибактериальный металл, уплотнен, можно предотвратить развитие трещин во втором глазурованном слое из-за включения антибактериального металла. В изделии из армированной керамики по второму изобретению, поскольку антибактериальный металл из всех глазурованных слоев содержится только во втором глазурованном слое, концентрацию антибактериального металла на наружной поверхности можно увеличить даже при использовании меньшего количества антибактериального металла, чем в обычном изделии, за счет чего можно добиться большего антибактериального эффекта. Кроме того, можно предотвратить ненужное расходование антибактериального металла.
В качестве антибактериального металла в данном случае могут быть использованы металлы, сходные с металлами по первому изобретению.
Кроме того, в изделии из армированной керамики по второму изобретению предпочтительно, чтобы на наружной поверхности второго глазурованного слоя был сформирован водоотталкивающий слой, содержащий водоотталкивающий компонент. Даже если на поверхность, имеющую небольшое количество дефектов, попадает вода, содержащая большое количество загрязняющих компонентов, загрязнение поверхности изделия затруднено из-за водоотталкивающего эффекта и имеет место значительный эффект устойчивости к загрязнению.
В этом случае может быть проведена такая же стадия обработки для придания водоотталкивающих свойств, как и в первом изобретении.
Способ изготовления изделия из армированной керамики по второму изобретению включает подготовительную стадию, состоящую в приготовлении материала основы, пригодного для формирования заготовки керамического изделия, и глазурного материала, пригодного для формирования глазурованного слоя на поверхности заготовки керамического изделия, стадию глазурования, состоящую в формировании слоя глазурного материала, содержащего глазурный материал, на поверхности заготовки, и стадию обжига, состоящую в обжиге материала основы и слоя глазурного материала с получением керамического изделия, состоящего из заготовки керамического изделия и глазурованного слоя. Способ отличается тем, что глазурный материал содержит первый глазурный материал, который наносят на поверхность материала основы, и который образует первый глазурованный слой, и второй глазурный материал, который наносят на наружную поверхность первого глазурного материала, и который образует второй глазурованный слой, имеющий меньший коэффициент линейного теплового расширения, чем первый глазурный слой. Изделие из армированной керамики по второму изобретению может быть изготовлено по способу изготовления согласно второму изобретению.
В способе изготовления изделия из армированной керамики по второму изобретению на стадии глазурования можно сформировать слой первого глазурного материала, содержащий первый глазурный материал, а затем на поверхности слоя первого глазурного материала сформировать слой второго глазурного материала, содержащий второй глазурный материал. В изделии из армированной керамики по второму изобретению, полученном таким образом, первый глазурный материал проникает в поверхность материала основы, так как первый глазурный материал наносят на материал основы с образованием слоя первого глазурного материала. Первый глазурный материал, проникший в материал основы, также образует первый глазурованный слой внутри керамического изделия, сформованного из материала основы. Поэтому первый глазурованный слой прочно соединен с заготовкой керамического изделия. Кроме того, в изделии из армированной керамики, поскольку второй глазурный материал наносят на слой первого глазурного материала с образованием слоя второго глазурного материала, второй глазурный материал проникает в слой первого глазурного материала, за счет чего первый глазурованный слой и второй глазурованный слой оказываются плотно сцепленными между собой, а также можно предотвратить образование трещин, возникающих на поверхности их раздела. Стадию обжига обоих слоев можно провести одновременно, и за счет этого можно добиться снижения производственных затрат.
Кроме того, в способе изготовления армированного керамического изделия по второму изобретению предпочтительно, чтобы первый глазурный материал содержал калий, а второй глазурный материал содержал натрий. Поскольку радиус иона калия больше, чем радиус иона натрия, при использовании таких первого и второго глазурных материалов ионы натрия, содержащиеся во втором глазурном материале, подвергаются ионному обмену на ионы калия, содержащиеся в первом глазурном материале. Соответственно, можно получить армированное керамическое изделие по второму изобретению, которое имеет второй глазурованный слой, содержащий большее количество калия и меньшее количество натрия, чем первый глазурованный слой.
В способе изготовления изделия из армированной керамики по второму изобретению второй глазурный материал может содержать антибактериальный металл. Таким образом, можно получить изделие из армированной керамики, обладающее антибактериальным действием.
Кроме того, в способе изготовления изделия из армированной керамики по второму изобретению допустимо, чтобы второй глазурный материал после расплавления, т.е. в расплавленном состоянии, обладал большей вязкостью, чем первый глазурный материал. Дегазификация при обжиге происходит равномерно, за счет чего можно предотвратить образование пузырей в изделии из армированной керамики, а также снизить скорость диффузии антибактериального металла из второго глазурованного слоя в первый глазурованный слой при обжиге, чтобы изготовить изделие из армированной керамики, имеющее на поверхности концентрацию антибактериального металла, поддерживаемую на высоком уровне.
Далее, способ изготовления изделия из армированной керамики по второму изобретению может включать стадию обработки для придания водоотталкивающих свойств, состоящую в том, что поверхность глазурованного слоя подвергается обработке для придания ей водоотталкивающих свойств. Таким образом, может быть изготовлено такое изделие из армированной керамики, на котором затруднено образование загрязнений.
Третье изобретение
В случае обычного изделия, имеющего глазурованный слой, существует вероятность образования на его поверхности дефектов. Твердость поверхности такого изделия недостаточна, так как глазурованный слой является одинарным слоем. Поэтому оно обладает тем недостатком, что существует вероятность образования в глазурованном слое трещин под воздействием удара и т.п. из-за наличия дефектов. Также для него характерен такой недостаток, что с дефектами могут сцепляться загрязнения. Поэтому была проанализирована возможность использования глазурованного слоя, состоящего из нескольких слоев. Тем не менее, было обнаружено, что для изделия, на которое просто нанесен глазурованный слой, состоящий из нескольких слоев, все еще характерно образование дефектов, и твердость поверхности по-прежнему является недостаточной. Соответственно, изделие обладает тем недостатком, что оно не проявляет устойчивости к загрязнению.
Третье изобретение является развитием известных из уровня техники решений, и достигаемая цель состоит в получении изделия, имеющего глазурованный слой, на поверхности которого было бы затруднено образование дефектов, и которое безусловно проявляло бы превосходную устойчивость к загрязнению.
Изделие, имеющее глазурованный слой, по третьему изобретению, состоит из основы и глазурованного слоя, сформированного на поверхности основы. Изделие отличается тем, что глазурованный слой содержит первый глазурованный слой, содержащий первый глазурный материал, и второй глазурованный слой, содержащий второй глазурный материал, который сформирован на наружной поверхности первого глазурованного слоя и имеет меньший коэффициент линейного теплового расширения, чем первый глазурованный слой. На поверхности второго глазурованного слоя рассеяны мелкие твердые частицы.
В изделии, имеющем глазурованный слой, по третьему изобретению, в связи с тем, что коэффициент линейного теплового расширения второго глазурованного слоя меньше коэффициента линейного теплового расширения первого глазурованного слоя, второй глазурованный слой испытывает сжимающее напряжение из-за усадки первого глазурованного слоя в процессе плавления слоев первого и второго глазурных материалов и в процессе охлаждения слоев первого и второго глазурных материалов на стадии обжига. Поэтому второй глазурованный слой уплотняется с образованием поверхности высокой твердости, где затруднено образование дефектов. Кроме того, в глазурованном слое затруднено образование трещин и т.п., которое может иметь место при наличии дефектов. Поэтому на изделии по третьему изобретению затруднено образование загрязнений, которые в основном сцепляются с дефектами и трещинами, и можно достичь превосходную устойчивость к загрязнению.
В частности, в том случае, если изделие по третьему изобретению подвергается воздействию внешних факторов, которые повреждают поверхность второго глазурованного слоя, мелкие твердые частицы, присутствующие на поверхности, предотвращают появление на поверхности второго глазурованного слоя механических повреждений. Поэтому, даже если эти факторы воздействуют на поверхность второго глазурованного слоя, время воздействия непродолжительно, и образование серьезных дефектов затруднено. Поэтому затруднено образование загрязнений на изделии по третьему изобретению, и обеспечивается превосходная устойчивость к загрязнению.
В изделии по третьему изобретению, поскольку коэффициент линейного теплового расширения второго глазурованного слоя меньше, чем коэффициент линейного теплового расширения первого глазурованного слоя, затруднено образование пор во втором глазурованном слое. Поэтому изделие имеет большую гладкость и проявляет превосходную устойчивость к загрязнению.
Изделие, имеющее глазурованный слой, может иметь на основе три глазурованных слоя и более. Например, в том случае, когда оно имеет три глазурованных слоя, промежуточный слой соответствует первому глазурованному слою, а верхний слой соответствует второму глазурованному слою.
В качестве мелких твердых частиц, используемых в изделии, имеющем глазурованный слой, можно использовать мелкие частицы металла и мелкие частицы неорганического материала, такие как мелкие частицы нитрида кремния и т.п. Мелкие твердые частицы предпочтительно имеют средний размер частиц от 0,8 до 20 мкм. Таким образом, обеспечивается устойчивость к образованию дефектов, и сохраняется хороший внешний вид изделия, имеющего глазурованный слой.
В соответствии с результатами экспериментов авторов предпочтительно использовать мелкие частицы циркона. Мелкие частицы циркона тверже веществ и предметов, создающих дефекты на поверхности второго глазурованного слоя. Такими веществами и предметами являются, например, щетки и абразивные средства для очистки. Мелкие частицы циркона взаимодействуют с этими веществами и предметами, и поэтому образование дефектов на поверхности второго глазурованного слоя затруднено.
Мелкие частицы циркона обеспечивают устойчивость к образованию дефектов, как описано выше, с другой стороны, они уменьшают гладкость поверхности второго глазурованного слоя и влияют на цвет второго глазурованного слоя, в зависимости от их количества, содержащегося во втором глазурованном слое. Поэтому доля мелких частиц циркона, содержащихся во втором глазурованном слое, предпочтительно должна составлять от 0,5 до 2 мас. процентов.
В изделии, имеющем глазурованный слой, предпочтительно, чтобы основа изделия имела больший коэффициент линейного теплового расширения, чем первый глазурованный слой. Таким образом, не только второй глазурованный слой подвергается сжимающему усилию от первого глазурованного слоя, но и первый глазурованный слой подвергается сжимающему усилию от основы керамического изделия в процессе спекания материала основы, в процессе плавления слоев глазурных материалов и в процессе охлаждения основы керамического изделия и глазурованных слоев на стадии обжига. При этом уплотняется не только второй глазурованный слой, но и первый глазурованный слой. Поэтому в изделии, имеющем глазурованный слой, затруднено образование трещин в глазурованном слое, которое вызывается дефектами.
В изделии, имеющем глазурованный слой, предпочтительно, чтобы разница между коэффициентами линейного теплового расширения первого глазурованного слоя и второго глазурованного слоя находилась в интервале от 1×10-7 до 1×10-6/°С. В том случае, когда разница между коэффициентами линейного теплового расширения первого глазурованного слоя и второго глазурованного слоя меньше нижней границы указанного интервала, невозможно получить желаемую твердость поверхности, с другой стороны, если она больше верхней границы указанного интервала, сжимающее напряжение, которое испытывает второй глазурованный слой под действием первого глазурованного слоя, становится слишком большим и создает возможность разрушения второго глазурованного слоя. В частности, согласно результатам экспериментов авторов, целесообразно, чтобы разница между коэффициентами линейного теплового расширения первого глазурованного слоя и второго глазурованного слоя находилась в интервале от 2×10-7 до 5×10-7.
В этом случае предпочтительно, чтобы соотношение размеров по толщине первого глазурованного слоя и второго глазурованного слоя находилось в интервале от 10/1 до 30/1. Таким образом, даже в том случае, если внешний вид второго глазурованного слоя является плохим из-за включения во второй слой антибактериального металла, например - Ag и т.п., удается получить такую поверхность, которая практически не отличается по внешнему виду от поверхности в том случае, когда сформирован только первый глазурованный слой. В результате можно получить изделие, имеющее глазурованный слой с превосходным внешним видом.
Регулированием состава и толщины второго глазурованного слоя можно затруднить интерференцию света на поверхности раздела с первым глазурованным слоем, таким образом можно предотвратить иридесценцию. Кроме того, в зависимости от состава второго глазурованного слоя, второй глазурованный слой может быть образован в виде кристаллизованного стекловидного материала, так что он становится непрозрачным.
Предпочтительно, чтобы разница между коэффициентами линейного теплового расширения основы изделия и первого глазурованного слоя находилась в интервале от 1×10-7 до 1×10-6/°C. В том случае, когда разница между коэффициентами линейного теплового расширения основы и первого глазурованного слоя меньше нижней границы указанного интервала, невозможно получить желаемую прочность. С другой стороны, если она больше верхней границы указанного интервала, сжимающее напряжение, которое испытывает первый глазурованный слой под действием основы, становится слишком большим и создает возможность разрушения первого глазурованного слоя. В частности, согласно результатам экспериментов авторов, целесообразно, чтобы разница между коэффициентами линейного теплового расширения первого глазурованного слоя и второго глазурованного слоя находилась в интервале от 2×10-7 до 5×10-7.
Согласно результатам экспериментов авторов в изделии, имеющем глазурованный слой, второй глазурованный слой должен содержать большее количество калия и меньшее количество натрия, чем первый глазурованный слой. Калий имеет больший радиус иона, чем натрий. Поэтому предполагается, что при образовании глазурованных слоев на изделии, имеющем глазурованный слой, ионы натрия, содержащиеся во втором глазурованном слое, подвергаются ионному обмену на ионы калия, содержащиеся в первом глазурованном слое, что приводит к появлению сжимающего напряжения во втором глазурованном слое, за счет чего повышается прочность второго глазурованного слоя.
Изделие, имеющее глазурованный слой, проявляет больший эффект устойчивости к загрязнению, если во втором глазурованном слое содержится антибактериальный металл. В частности, в изделии, имеющем глазурованный слой, поскольку антибактериальный металл содержится из всех глазурованных слоев только во втором глазурованном слое, концентрацию антибактериального металла на наружной поверхности можно увеличить даже при использовании меньшего количества антибактериального металла, чем в обычном изделии, за счет чего можно добиться большего антибактериального эффекта. Кроме того, можно предотвратить ненужное расходование антибактериального металла.
В качестве антибактериального металла в данном случае могут быть использованы металлы, сходные с металлами по первому и второму изобретениям.
Кроме того, в изделии, имеющем глазурованный слой, предпочтительно, чтобы на наружной поверхности второго глазурованного слоя был сформирован водоотталкивающий слой, содержащий водоотталкивающий компонент. Таким образом, даже если на поверхность, имеющую небольшое количество дефектов, попадает вода, содержащая значительное количество загрязняющих компонентов, оседание загрязнений затруднено из-за водоотталкивающего эффекта, и имеет место превосходный эффект устойчивости к загрязнению.
В этом случае может быть проведена такая же стадия обработки для придания водоотталкивающих свойств, что и в первом и втором изобретениях.
В изделии, имеющем глазурованный слой, основа может являться заготовкой из керамической массы. В этом случае изделие является керамическим изделием, например, унитазом, раковиной и т.п. Эти керамические изделия в особенности должны обладать указанными эффектами, поскольку их часто моют щеткой с использованием моющего средства, содержащего воду и абразив.
Согласно третьему изобретению способ изготовления изделия, имеющего глазурованный слой, включает подготовительную стадию, состоящую в приготовлении основы и глазурного материала, пригодного для формирования глазурованного слоя на поверхности основы, стадию глазурования, состоящую в формировании слоя глазурного материала, содержащего глазурный материал, на поверхности основы, и стадию обжига, состоящую в обжиге материала основы и слоя глазурного материала с получением изделия, состоящего из основы и глазурованного слоя. Способ отличается тем, что глазурный материал содержит первый глазурный материал, который наносят на поверхность основы, и который образует первый глазурованный слой, и второй глазурный материал, который наносят на наружную поверхность первого глазурного материала, и который образует второй глазурованный слой. Этот второй слой имеет меньший коэффициент линейного теплового расширения, чем первый глазурованный слой, а на его поверхности рассеяны мелкие твердые частицы. Изделие, имеющее глазурованный слой, по третьему изобретению, может быть изготовлено по способу согласно третьему изобретению.
Согласно третьему изобретению в способе изготовления изделия, имеющего глазурованный слой, на стадии глазурования можно сформировать слой первого глазурного материала, содержащий первый глазурный материал, а затем на поверхности слоя первого глазурного материала сформировать слой второго глазурного материала, содержащий второй глазурный материал. В полученном таким образом изделии, имеющем глазурованный слой, первый глазурный материал проникает в поверхность материала основы, так как первый глазурный материал наносят на материал основы с образованием слоя первого глазурного материала. Первый глазурный материал, проникший в материал основы, образует также первый глазурованный слой внутри основы. Поэтому первый глазурованный слой плотно соединен с основой изделия. Кроме того, в изделии, поскольку второй глазурный материал наносят на слой первого глазурного материала с образованием слоя второго глазурного материала, второй глазурный материал проникает в слой первого глазурного материала, за счет чего первый глазурованный слой и второй глазурованный слой оказываются плотно сцепленными между собой, а также можно предотвратить образование трещин, возникающих на поверхности их раздела. Таким образом, оба слоя можно обжигать одновременно, за счет чего можно добиться снижения производственных затрат.
Кроме того, в способе изготовления изделия, имеющего глазурованный слой, предпочтительно, чтобы первый глазурный материал содержал калий, а второй глазурный материал содержал натрий. Поскольку радиус иона калия больше, чем радиус иона натрия, при использовании таких первого и второго глазурных материалов ионы натрия, содержащиеся во втором глазурном материале, подвергаются ионному обмену на ионы калия, содержащиеся в первом глазурном материале. Соответственно, можно получить изделие, имеющее глазурованный слой, которое имеет второй глазурованный слой, содержащий большее количество калия и меньшее количество натрия, чем первый глазурованный слой.
В способе изготовления изделия, имеющего глазурованный слой, по третьему изобретению, существует возможность, чтобы второй глазурный материал содержал антибактериальный металл. Таким образом, можно получить изделие, имеющее глазурованный слой, которому приданы антибактериальные свойства.
Кроме того, в способе изготовления изделия, имеющего глазурованный слой, по третьему изобретению, допустимо, чтобы второй глазурный материал обладал большей вязкостью после расплавления, т.е. в расплавленном состоянии, чем первый глазурный материал. Таким образом, можно предотвратить агрегацию мелких твердых частиц, рассеянных во втором глазурованном слое, и поэтому мелкие твердые частицы будут должным образом распределены по поверхности. Кроме того, дегазификация при обжиге происходит равномерно, за счет чего можно предотвратить образование пузырей в керамическом изделии, а также снизить скорость диффузии антибактериального металла из второго глазурованного слоя в первый глазурованный слой при обжиге, чтобы изготовить изделие, имеющее глазурованный слой, с концентрацией антибактериального металла на поверхности, которая сохраняется на высоком уровне.
Далее, способ изготовления изделия, имеющего глазурованный слой, по третьему изобретению, может включать стадию обработки для придания водоотталкивающих свойств, состоящую в проведении обработки поверхности глазурованного слоя для придания ей водоотталкивающих свойств. Согласно конфигурации, может быть изготовлено такое изделие, имеющее глазурованный слой, на котором затруднено образование загрязнений.
КРАТКИЙ ПЕРЕЧЕНЬ ФИГУР ЧЕРТЕЖЕЙ
Фиг.1 представляет поперечное сечение основы и слоя первого глазурного материала из Примера, относящегося к первому изобретению.
Фиг.2 представляет поперечное сечение основы, слоя первого глазурного материала и слоя второго глазурного материала из Примера, относящегося к первому изобретению.
Фиг.3 представляет поперечное сечение основы, первого глазурованного слоя и второго глазурованного слоя из Примера, относящегося к первому изобретению.
Фиг.4 представляет поперечное сечение основы, первого глазурованного слоя, второго глазурованного слоя и водоотталкивающего слоя из Примера, относящегося к первому изобретению.
Фиг.5 представляет поперечное сечение основы и глазурованного слоя из сравнительных Примеров 1 и 2, относящихся к первому изобретению.
Фиг.6 представляет поперечное сечение материала основы и слоя первого глазурного материала из Примера, относящегося ко второму изобретению.
Фиг.7 представляет поперечное сечение материала основы, слоя первого глазурного материала и слоя второго глазурного материала из Примера, относящегося ко второму изобретению.
Фиг.8 представляет поперечное сечение основы керамического изделия, первого глазурованного слоя и второго глазурованного слоя из Примера, относящегося ко второму изобретению.
Фиг.9 представляет поперечное сечение основы керамического изделия, первого глазурованного слоя, второго глазурованного слоя и водоотталкивающего слоя из Примера, относящегося ко второму изобретению.
Фиг.10 представляет поперечное сечение основы керамического изделия и глазурованного слоя из сравнительного Примера, относящегося ко второму изобретению.
Фиг.11 представляет результат анализа поверхности на содержание калия посредством ЕРМА для поперечного сечения образца из Примера, относящегося ко второму изобретению.
Фиг.12 представляет поперечное сечение материала основы и слоя первого глазурного материала из Примеров 1-7, относящихся к третьему изобретению.
Фиг.13 представляет поперечное сечение материала основы, слоя первого глазурного материала и слоя второго глазурного материала из Примеров 1-7, относящихся к третьему изобретению.
Фиг.14 представляет поперечное сечение основы керамического изделия, первого глазурованного слоя и второго глазурованного слоя из Примеров 1-7, относящихся к третьему изобретению.
Фиг.15 представляет поперечное сечение образца из Примеров 1-7. относящихся к третьему изобретению.
Фиг.16 представляет вид сверху образца из Примеров 1-7, относящихся к третьему изобретению.
Фиг.17 представляет поперечное сечение образца из сравнительных Примеров 1 и 2, относящихся к третьему изобретению.
Фиг.18 представляет поперечное сечение образца из сравнительных Примеров 3 и 4, относящихся к третьему изобретению.
Фиг.19 представляет результат анализа поверхности на содержание калия посредством ЕРМА для поперечного сечения образца из Примеров 1-7, относящихся к третьему изобретению.
СВЕДЕНИЯ. ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Первое изобретение
Пример осуществления первого изобретения и сравнительные Примеры 1 и 2 будут описаны ниже со ссылками на фиг.1-5.
"Подготовительный этап" "стадии антибактериальной обработки"
Основу для керамических плиток приведенного ниже состава изготавливают в виде формованного керамического изделия. Основу для плиток нарезают на квадраты со стороной 50±2 мм (толщина: 10 мм или меньше), которые обозначены как основа 1, изображенная на фиг.1 и фиг.2.
Готовят первый глазурный материал и второй глазурный материал, имеющие следующие составы.
Первый глазурный материал содержит 2 мас.% К2О.
Антибактериальное средство имеет следующий состав (в массовых %).
Второй глазурный материал содержит 2 мас.% Na2O.
"Этап стеклования" "стадии антибактериальной обработки"
Как показано на фиг.1, первый глазурный материал наносят на поверхность основы 1 с получением слоя первого глазурного материала 2. Затем, как показано на фиг.2, второй глазурный материал наносят на наружную поверхность слоя первого глазурного материала 2 с получением слоя второго глазурного материала 3.
Основу 1, имеющую слой первого глазурного материала 2 и слой второго глазурного материала 3, обжигают при 1210°С. При этом слой первого глазурного материала 2 и слой второго глазурного материала 3 расплавляются с образованием первого глазурованного слоя 4 и второго глазурованного слоя 5 на основе 1, как показано на фиг.3.
В данном случае, поскольку слой второго глазурного материала 3 в расплавленном состоянии имеет большую вязкость, чем слой первого глазурного материала 2, большую часть соединения серебра 6 добавляют ко второму глазурному материалу, так что антибактериальный металл остается во втором глазурованном слое 5. Кроме того, первый глазурованный слой 4 и второй глазурованный слой 5 имеют соотношение размеров по толщине, равное 20/1.
"Стадия обработки для придания водоотталкивающих свойств"
После этого осуществляется стадия обработки для придания водоотталкивающих свойств поверхности второго глазурованного слоя 5.
Готовят первый реагент, который состоит из
С8F17СН2СН2Si(ОСН3)3
в качестве органического соединения кремния, содержащего перфторалкильную группу, и
Si(СН3О)3СН2СН2-(Si-(СН3)2O)10-Si(СН3)2СН2СН2Si(ОСН3)3
в качестве полиметилсилоксанового соединения, содержащего гидролизуемую группу, которые подвергают совместному гидролизу в гидрофильном растворителе, содержащем 0,1N водный раствор соляной кислоты, трет-бутанол и гексан. Считается, что они, соответственно, содержат силанольные (Si-OH) группы.
В качестве второго реагента готовят смесь полиорганосилоксана (НО-(Si(СН3)2O)30-Si(СН3)2OH) и метансульфоновой кислоты в качестве сильной кислоты.
5 мл второго реагента добавляют к 5 мл первого реагента и перемешивают с образованием жидкости для обработки для придания водоотталкивающих свойств. Жидкость для обработки для придания водоотталкивающих свойств наносят на поверхность второго глазурованного слоя 5 с получением пленки. После этого ее оставляют примерно на 10 минут для высыхания. Затем поверхность промывают этанолом и просушивают.
В результате вышеописанных процедур, как показано на фиг.4, получен образец, который состоит из основы 1, первого глазурованного слоя 4, содержащего первый глазурный материал и сформированного на основе 1, второго глазурованного слоя 5, содержащего второй глазурный материал, который отличается от первого глазурного материала, содержащий антибактериальный металл и сформированный на наружной поверхности первого глазурованного слоя 4, и водоотталкивающего слоя 7, содержащего водоотталкивающий компонент и сформированного на поверхности второго глазурованного слоя 5.
В образце из данного Примера, поскольку первый глазурованный слой 4 и второй глазурованный слой 5 имеют соотношение размеров по толщине, равное 20/1, получена поверхность, которая не имеет существенных отличий по внешнему виду от поверхности, получаемой в том случае, когда нанесен только первый глазурованный слой 4. Полученная поверхность имеет превосходный внешний вид, несмотря на то, что сам второй глазурованный слой имеет плохой внешний вид из-за включения в него соединения серебра 6.
Сравнительный Пример 1
Как показано на Фиг.5, глазурный материал, имеющий приведенный ниже состав, нанесен на такой же материал основы, как в Примере с получением слоя глазурного материала.
К смеси для получения глазурного материала добавляют 0,5 мас.% (от общего количества) порошкообразного серебра с чистотой 99% или более и средним размером частиц 10 мкм.
Основу 1 с нанесенным слоем глазурного материала обжигают при 1210°С. При этом слой глазурного материала плавится с образованием глазурованного слоя 8 на поверхности основы 1, как показано на фиг.5. В результате получен образец, который состоит из основы 1 и глазурованного слоя 8, содержащего антибактериальный металл и глазурный материал. Этот слой сформирован на поверхности основы 1.
Сравнительный Пример 2
Был использован глазурный материал с концентрацией порошкообразного серебра, равной 5,0 мас.%, то есть в 10 раз большей, чем в сравнительном Примере 1. Все остальное, то есть процесс обработки для придания устойчивости к загрязнению и состав образца, такие же, как в сравнительном Примере 1.
Оценка
Было изготовлено по три образца из Примера и сравнительных Примеров 1 и 2, которые были подвергнуты анализу на антибактериальную эффективность пленочным способом. Результаты приведены в Таблице 1.
Из Таблицы 1 ясно, что, если проанализировать антибактериальное действие на оба типа бактерий, то в Примере среднее изменение скорости размножения бактерий, равное 2,0 и более, сохраняется даже в том случае, когда концентрация питательной среды увеличивается, тогда как в сравнительном Примере 1 среднее изменение скорости размножения бактерий, равное 2,0 и более, сохраняется только в случае концентрации 1/500 ПБ и менее, а в сравнительном Примере 2 - только в случае 1/200 ПБ и менее. Поэтому понятно, что в Примере имеет место хороший эффект устойчивости к загрязнению, по сравнению со сравнительными Примерами 1 и 2, даже несмотря на то, что в Примере использовано меньшее количество порошкообразного серебра, чем в сравнительных Примерах 1 и 2.
Из вышеизложенного ясно, что поскольку в Примере соединение серебра 6 присутствует во втором глазурованном слое 5 на наружной поверхности, его концентрация на поверхности увеличивается при том же количестве соединения серебра 6, по сравнению со случаями, когда антибактериальный металл распределен по всей толщине глазурованного слоя, как в сравнительных Примерах 1 и 2, за счет чего имеет место хороший антибактериальный эффект, и можно также предотвратить ненужное расходование антибактериального металла. В частности, поскольку в Примере во втором глазурном материале содержится соединение фосфорной кислоты, повышается вероятность проявления антибактериального действия, обусловленного антибактериальным металлом. Кроме того, поскольку в Примере на поверхности второго глазурованного слоя 5 сформирован водоотталкивающий слой 7, присутствует как антибактериальный, так и водоотталкивающий эффект. Поэтому, даже если используется вода, содержащая большое количество загрязняющих компонентов, так что устойчивость к загрязнению не может быть реализована за счет одного антибактериального эффекта, оседание загрязнений затруднено из-за водоотталкивающего эффекта, так что устойчивость к загрязнению реализована в полном объеме.
Поэтому понятно, что в соответствии со способом обработки для придания устойчивости к загрязнению по Примеру, можно получить такое изделие, имеющее глазурованный слой, которое может быть изготовлено при низких производственных затратах, и которое может иметь хорошие антибактериальные свойства.
Кроме того, в способе обработки для придания устойчивости к загрязнению по Примеру возможна равномерная дегазификация при обжиге, за счет чего предотвращается образование пузырей в образце.
Второе изобретение
Далее будут описаны Пример осуществления второго изобретения и сравнительный Пример.
Пример
"Подготовительная стадия"
Материал основы для плиток 1, приготовленный из приведенной ниже композиции, нарезают на квадраты со стороной 50±2 мм толщиной 10 мм или меньше.
Готовят первый глазурный материал и второй глазурный материал, имеющие следующие составы.
Первый глазурный материал содержит 2 мас.% К2О.
Антибактериальное средство имеет следующий состав (в массовых %).
Второй глазурный материал содержит 2 мас.% Na2O.
"Стадия глазурования"
Как показано на фиг.6, первый глазурный материал наносят на поверхность материала основы 1 с получением слоя первого глазурного материала 2, а затем, как показано на фиг.7, второй глазурный материал наносят на наружную поверхность слоя первого глазурного материала 2 с получением слоя второго глазурного материала 3.
"Стадия обжига"
Материал основы 1, имеющий слой первого глазурного материала 2 и слой второго глазурного материала 3, обжигают при 1210°С. При этом материал основы спекается, а слой первого глазурного материала 2 и слой второго глазурного материала 3 расплавляются с образованием первого глазурованного слоя 4 и второго глазурованного слоя 5 на основе 1 керамического изделия, как показано на фиг.8.
В данном случае второй глазурованный слой 5 имеет меньший коэффициент линейного теплового расширения, чем коэффициент линейного теплового расширения первого глазурованного слоя 4, и разница между коэффициентами составляет 3×10-7/°C. Кроме того, первый глазурованный слой 4 имеет меньший коэффициент линейного теплового расширения, чем коэффициент линейного теплового расширения основы 1 керамического изделия, и разница между коэффициентами составляет 4×10-7/°С. Кроме того, первый глазурованный слой 4 и второй глазурованный слой 5 имеют соотношение размеров по толщине, равное 20/1. Второй глазурованный слой 5 содержит рассеянное соединение серебра 6 в качестве антибактериального металла.
"Стадия обработки для придания водоотталкивающих свойств"
После этого осуществляется стадия обработки для придания водоотталкивающих свойств поверхности второго глазурованного слоя 5.
Готовят первый реактив, который состоит из
С8F17СН2СН2Si(ОСН3)3
в качестве органического соединения кремния, содержащего перфторалкильную группу, и
Si(СН3О)3СН2СН2-(Si-(СН3)2O)10-Si(СН3)2СН2СН2Si(ОСН3)3
в качестве полиметилсилоксанового соединения, содержащего гидролизуемую группу, которые подвергают совместному гидролизу в гидрофильном растворителе, содержащем 0,1N водный раствор соляной кислоты, трет-бутанол и гексан. Считается, что они, соответственно, содержат силанольные (Si-OH) группы.
В качестве второго реактива готовят смесь полиорганосилоксана (НО-(Si(СН3)2O)30-Si(СН3)2OH) и метансульфоновой кислоты в качестве сильной кислоты.
5 мл второго реактива добавляют к 5 мл первого реактива и перемешивают с получением жидкости для обработки для придания водоотталкивающих свойств. Жидкость для обработки для придания водоотталкивающих свойств наносят на поверхность основы 1 керамического изделия, имеющей первый глазурованный слой 4 и второй глазурованный слой 5, а затем высушивают, оставляя ее примерно на 10 минут. Затем поверхность промывают этанолом и просушивают.
В результате вышеописанных процедур, как показано на фиг.9, получают образец, который состоит из основы 1 керамического изделия, первого глазурованного слоя 4, содержащего первый глазурный материал и сформированного на основе 1 керамического изделия, второго глазурованного слоя 5, содержащего второй глазурный материал, который отличается от первого глазурного материала, содержащего антибактериальный металл и сформированного на наружной поверхности первого глазурованного слоя 4, и водоотталкивающего слоя 7, содержащего водоотталкивающий компонент и сформированного на поверхности второго глазурованного слоя 5.
Сравнительный Пример
Как показано на фиг.10, глазурный материал, имеющий приведенный ниже состав, наносят на такой же материал основы 1, как в Примере, с получением слоя глазурного материала.
Силикатная фритта в данном случае имела следующий состав (в массовых %).
Материал основы 1 с нанесенным слоем глазурного материала обжигают при 1210°С. При этом слой глазурного материала плавится с образованием глазурованного слоя 8 на основе 1 керамического изделия, как показано на фиг.10. Таким образом получают образец, который состоит из основы 1 керамического изделия и глазурованного слоя 8, содержащего антибактериальный металл и глазурный материал. Этот слой сформирован на основе 1.
Оценка
Образцы из Примера и сравнительного Примера были приготовлены и подвергнуты описанному ниже испытанию с очисткой щеткой.
Испытание с очисткой щеткой
Была использована имеющаяся на рынке зубная щетка с нанесенным на нее имеющимся на рынке абразивным средством. По поверхности образца 20 раз проводили зубной щеткой при постоянном нажиме. Затем определяли количество дефектов и общую длину дефектов (мм) на 4 см2.
Результаты приведены в Таблице 2.
Пример
Из таблицы 2 ясно, что в образце из Примера первый глазурованный слой 4, второй глазурованный слой 5 и основу 1 керамического изделия трудно повредить, по сравнению с образцом из сравнительного Примера. Считается, что это обусловлено вызвано следующими причинами.
1) В Примере, в связи с тем, что коэффициент линейного теплового расширения второго глазурованного слоя меньше коэффициента линейного теплового расширения первого глазурованного слоя 4, второй глазурованный слой 5 испытывает сжимающее напряжение за счет усадки первого глазурованного слоя 4 в процессе плавления слоев первого и второго глазурных материалов 2 и 3 и в процессе охлаждения первого и второго глазурованных слоев 4 и 5 на стадии обжига. Поэтому второй глазурованный слой 5 уплотняется и приобретает высокую твердость поверхности. Понятно, что на образце из Примера затруднено образование трещин и т.п. в глазурованном слое, которое обусловлено наличием дефектов, а также затруднено присоединение к нему загрязнений, которое также обусловлено наличием дефектов.
2) Поскольку основа 1 керамического изделия имеет больший коэффициент линейного теплового расширения, чем первый глазурованный слой 4, первый глазурованный слой 4 испытывает сжимающее напряжение от этой основы, в результате чего он уплотняется. Поэтому в образце из Примера затруднено распространение трещин и т.п., образовавшихся в глазурованном слое.
3) Кроме того, понятно, что, как показано на фиг.11, жесткость (частота) рентгеновского излучения Кα-линии калия в Примере находится в диапазоне от 198 до 331 Гц в первом глазурованном слое 4, и в диапазоне от 331 до 463 Гц во втором глазурованном слое 5. Поэтому можно сказать, что в Примере ионы натрия, имеющие небольшой ионный радиус и присутствующие во втором глазурованном слое 5, в процессе ионного обмена заменяются на ионы калия, имеющие больший ионный радиус и присутствующие в первом глазурованном слое 4. Ионы калия диффундируют во второй глазурованный слой 5. Поэтому во втором глазурованном слое 5 развивается собственное сжимающее напряжение, и он упрочняется.
4) Поскольку в образце из Примера первый глазурный материал наносят на материал основы 1 с образованием слоя первого глазурного материала 2, первый глазурный материал проникает в поверхность материала основы 1. Первый глазурный материал, проникший в материал основы 1, образует также первый глазурованный слой 4 внутри основы 1 керамического изделия. Поэтому первый глазурованный слой 4 плотно соединен с основой 1 керамического изделия. Второй глазурный материал 3 наносят на слой первого глазурного материала 2 с образованием слоя второго глазурного материала 3 в этом образце. Второй глазурный материал проникает в слой первого глазурного материала 2, за счет чего первый глазурованный слой 4 и второй глазурованный слой 5 плотно сцепляются между собой, и таким образом можно предотвратить образование трещин, возникающих на поверхности раздела между этими слоями. Кроме того, стадию оба слоя можно обжигать одновременно с целью снижения производственных затрат.
Поскольку первый глазурованный слой 4 и второй глазурованный слой 5 имеют соотношение размеров по толщине, равное 20/1, получают поверхность, которая по внешнему виду существенно не отличается от поверхности в том случае, когда сформирован только первый глазурованный слой 4, даже несмотря на то, что сам по себе второй глазурованный слой 5 имеет плохой внешний вид из-за включения в него соединения серебра 6.
Поскольку в образцах из Примера и сравнительного Примера второй глазурованный слой 5 или глазурованный слой 8 содержат соединение серебра 6 в качестве вещества, содержащего антибактериальный металл, они обладают антибактериальным действием. Поскольку в Примере из всех глазурованных слоев только второй глазурованный слой 5 содержит соединение серебра 6, концентрацию соединения серебра 6 на наружной поверхности можно увеличить, даже если используется меньшее количество соединения серебра, чем в сравнительном Примере, так что можно обеспечить больший антибактериальный эффект. Можно также избежать ненужного расходования соединения серебра 6. Поскольку в Примере второй глазурный материал в расплавленном состоянии обладает большей вязкостью, чем первый глазурный материал, дегазификация при плавлении происходит равномерно, за счет чего можно предотвратить образование пузырей в образце. Также снижается скорость диффузии соединения серебра 6 из второго глазурованного слоя 5 в первый глазурованный слой 4 при обжиге, так что можно изготовить образец, имеющий на поверхности концентрацию соединения серебра 6, которая сохраняется на высоком уровне.
Поскольку в образце из Примера на поверхности второго глазурованного слоя 5 формируется водоотталкивающий спой 7, даже если на поверхность второго глазурованного слоя 5, имеющего небольшое количество дефектов, попадает вода, содержащая большое количество загрязняющих компонентов, оседание загрязнений на поверхности затруднено из-за ее водоотталкивающего действия, что обеспечивает превосходный эффект устойчивости к загрязнению. В частности, поскольку в Примере во втором глазурном материале содержится соединение фосфорной кислоты, усиливается антибактериальное действие, обусловленное соединением серебра 6. Поскольку в Примере на поверхности второго глазурованного слоя 5 формируется водоотталкивающий слой 7, изделие обладает как антибактериальными, так и водоотталкивающими свойствами. Поэтому в том случае, когда используется вода, содержащая большое количество загрязняющих компонентов, так что эффект устойчивости к загрязнению за счет одного антибактериального действия не может быть достигнут, образование загрязнений затруднено из-за водоотталкивающего действия, за счет чего эффект устойчивости к загрязнению существенно увеличивается.
Третье изобретение
Ниже будут описаны Примеры 1-7 осуществления третьего изобретения и Сравнительные Примеры 1-4.
Пример 1
"Подготовительная стадия"
Как показано на фиг.12 и фиг.13, материал основы 1 для плиток изготавливают из следующего состава, нарезая на квадраты со стороной 50±2 мм и толщиной 10 мм или меньше.
Готовят первый глазурный материал и второй глазурный материал, имеющие следующие составы.
В данном случае фритта имеет следующий состав (в массовых %).
Первый глазурный материал содержит 2 мас.% K2O.
Антибактериальное средство имеет следующий состав (в массовых %).
В вышеуказанном составе для формирования второго глазурного материала содержатся мелкие твердые частицы За циркона, массовое содержание которых составляет 1 мас.% (в пересчете на общее количество), а средний диаметр частиц равен 0,81 мкм. Второй глазурный материал содержит 2 мас.% Na2O.
"Стадия глазурования"
Как показано на фиг.12, первый глазурный материал наносят на поверхность материала основы 1 с получением слоя первого глазурного материала 2, а затем, как показано на фиг.13, второй глазурный материал наносят на наружную поверхность слоя первого глазурного материала 2 с получением слоя второго глазурного материала 3.
"Стадия обжига"
Материал основы 1, имеющий слой первого глазурного материала 2 и слой второго глазурного материала 3, обжигают при 1210°С. При этом материал основы спекается, а слой первого глазурного материала 2 и слой второго глазурного материала 3 расплавляются с образованием первого глазурованного слоя 4 и второго глазурованного слоя 5 на основе 1 керамического изделия, как показано на фиг.14. На поверхности второго глазурованного слоя 5 рассеяны мелкие частицы За циркона.
В данном случае коэффициент линейного теплового расширения второго глазурованного слоя 5 меньше коэффициента линейного теплового расширения первого глазурованного слоя 4, и разница между коэффициентами равна 3×10-7/°С. Кроме того, коэффициент линейного теплового расширения первого глазурованного слоя 4 меньше коэффициента линейного теплового расширения основы керамического изделия 1, и разница между ними составляет 4×10-7/°С. Первый глазурованный слой 4 и второй глазурованный слой 5 имеют соотношение размеров по толщине, равное 20/1. Второй глазурованный слой 5 содержит соединение серебра 6 в качестве вещества, содержащего антибактериальный металл, рассеянного в этом слое.
"Стадия обработки для придания водоотталкивающих свойств"
Затем осуществляют стадию обработки для придания водоотталкивающих свойств поверхности второго глазурованного слоя 5. Готовят первый реактив, который состоит из
С8F17СН2СН2Si(ОСН3)3
в качестве органического соединения кремния, содержащего перфторалкильную группу, и
Si(СН3О)3СН2СН2-(Si-(СН3)2O)10-Si(СН3)2СН2СН2Si(ОСН3)3
в качестве полиметилсилоксанового соединения, содержащего гидролизуемую группу, которые подвергают совместному гидролизу в гидрофильном растворителе, содержащем 0,1N водный раствор соляной кислоты, трет-бутанол и гексан. Считается, что они, соответственно, содержат силанольные (Si-OH) группы.
В качестве второго реактива готовят смесь полиорганосилоксана (НО-(Si(СН3)2O)30-Si(СН3)2OH) и метансульфоновой кислоты в качестве сильной кислоты.
5 мл второго реактива добавляют к 5 мл первого реактива и перемешивают с получением жидкости для обработки для придания водоотталкивающих свойств. Жидкость для обработки для придания водоотталкивающих свойств наносят на поверхность основы 1 керамического изделия, имеющей первый глазурованный слой 4 и второй глазурованный слой 5, а затем высушивают, оставляя ее примерно на 10 минут. Затем поверхность промывают этанолом и просушивают.
В результате вышеописанных процедур, как показано на фиг.15, получают образец, который состоит из основы 1 керамического изделия, первого глазурованного слоя 4, содержащего первый глазурный материал и сформированного на основе 1 керамического изделия, второго глазурованного слоя 5, содержащего второй глазурный материал, который отличается от первого глазурного материала, и антибактериальный металл, сформированного на наружной поверхности первого глазурованного слоя 4, и водоотталкивающего слоя 7, содержащего водоотталкивающий компонент, сформированного на поверхности второго глазурованного слоя 5. Образец также содержит мелкие частицы За циркона, находящиеся на поверхности второго глазурованного слоя и водоотталкивающего слоя 7.
Пример 2
На подготовительной стадии Примера 1 2 массовых процента (в пересчете на общее количество) мелких частиц 3а циркона по Примеру 1 добавляют во второй глазурный материал. Остальные условия такие же, как в Примере 1.
Пример 3
На подготовительной стадии Примера 1 1 массовый процент (в пересчете на общее количество) мелких частиц 3а циркона, имеющих средний диаметр частиц, равный 1,55 мкм, добавляют в качестве мелких твердых частиц во второй глазурный материал. Остальные условия такие же, как в Примере 1.
Пример 4
На подготовительной стадии Примера 1 2 массовых процента (в пересчете на общее количество) мелких частиц 3а циркона по Примеру 3 добавляют во второй глазурный материал. Остальные условия такие же, как в Примере 1.
Пример 5
На подготовительной стадии Примера 1 1 массовый процент (в пересчете на общее количество) мелких частиц 3а циркона, имеющих средний диаметр, равный 20 мкм, добавляют в качестве мелких твердых частиц во второй глазурный материал. Остальные условия такие же, как в Примере 1.
Пример 6
На подготовительной стадии Примера 1 2 массовых процента (в пересчете на общее количество) мелких частиц 3а циркона по Примеру 5 добавляют во второй глазурный материал. Остальные условия такие же, как в Примере 1.
Пример 7
На подготовительной стадии Примера 1 4 массовых процента (в пересчете на общее количество) мелких частиц 3а циркона по Примеру 5 добавляют во второй глазурный материал. Остальные условия такие же, как в Примере 1.
Сравнительный Пример 1
Как показано на фиг.17, на материал основы 1, такой же, как в Примере 1, наносят глазурный материал, имеющий приведенный ниже состав, с получением слоя глазурного материала.
Фритта в данном случае имела следующий состав (в массовых %).
Материал основы 1 с нанесенным слоем глазурного материала обжигают при 1210°С. При этом слой глазурного материала плавится с образованием глазурованного слоя 8 на основе 1 керамического изделия. Таким образом получают образец, который состоит из основы 1 керамического изделия и глазурованного слоя 8, содержащего глазурный материал и сформированного на основе 1.
Сравнительный Пример 2
Глазурный материал, имеющий приведенный ниже состав, наносят на материал основы 1 таким же образом, как в Примере 1, с получением слоя глазурного материала. Материал основы 1 с нанесенным слоем глазурного материала обжигают при 1210°С с получением образца, сходного с образцом из сравнительного Примера 1, изображенным на фиг.17.
Фритта в данном случае такая же, как в Примере 1. В вышеуказанной композиции для получения глазурного материала содержится 6,3 мас.% (в пересчете на общее количество) мелких частиц циркона, имеющих средний диаметр частиц, равный 1,55 мкм.
Сравнительный Пример 3
Готовят такой же материал основы 1, как в Примере 1, первый глазурный материал, представляющий собой глазурный материал по сравнительному Примеру 2, и второй глазурный материал, имеющий приведенный ниже состав. Материал основы 1 с нанесенным на него слоем первого глазурного материала и слоем второго глазурного материала обжигают при 1210°С с получением образца. При этом, как показано на фиг.18, получают основу 1 керамического изделия, первый глазурованный слой 9, содержащий первый глазурный материал и сформированный на основе керамического изделия, и второй глазурованный слой 10, содержащий второй глазурный материал и сформированный на глазурованном слое 9.
Фритта была такой же, как в сравнительном Примере 1, а антибактериальное средство - таким же, как в Примере 1.
Сравнительный Пример 4
Готовят такой же материал основы 1, как в Примере 1, первый глазурный материал, представляющий собой глазурный материал по сравнительному Примеру 2, и второй глазурный материал, имеющий приведенный ниже состав. Материал основы 1 с нанесенными на него слоем первого глазурного материала и слоем второго глазурного материал обжигали при 1210°С с получением образца, сходного с образцом из сравнительного Примера 3, изображенным на фиг.18.
Антибактериальное средство было таким же, как в Примере 1.
Оценка
Были приготовлены образцы из Примеров 1-7 и сравнительных Примеров 1-4. Для оценки гладкости поверхности было определено количество точечных дефектов на поверхности с помощью цифрового микроскопа. Результаты приведены в Таблице 3. В Таблице 3 образцы с хорошей гладкостью поверхности обозначены буквой А, а образцы с недостаточной гладкостью обозначены буквой Б.
Из Таблицы 3 ясно, что образцы из Примеров 1-7 и сравнительных Примеров 3 и 4 практически не имеют точечных дефектов на поверхности, а сама поверхность иметь хорошую гладкость. С другой стороны, образцы из сравнительных Примеров 1 и 2 имеют на поверхности точечные дефекты, хотя и в небольшом количестве, и гладкость поверхности у них значительно хуже. Это обусловлено тем, что глазурованные слои в образцах из Примеров 1-7 и сравнительных Примеров 3 и 4 состоят из первого глазурованного слоя и второго глазурованного слоя. Поэтому, даже в том случае, если точечные дефекты образуются в первом глазурованном слое под воздействием материала основы 1, материалу основы 1 трудно оказать воздействие на второй глазурованный слой, и образование точечных дефектов на поверхности второго глазурованного слоя затруднено. Поэтому понятно, что образцы из Примеров 1-7 и сравнительных Примеров 3 и 4 обладают лучшей гладкостью поверхности и проявляют превосходную устойчивость к загрязнению.
В образцах из Примеров 1-7 мелкие частицы За циркона содержатся в таком количестве, которое не влияет на цвет второго глазурованного слоя 5, и распределены с диспергированием в такой степени, что их влияние на гладкость поверхности второго глазурованного слоя 5. В результате обеспечивается превосходный внешний вид.
Кроме того, поскольку образцы из Примеров 1-7 имеют на наружной поверхности второго глазурованного слоя 5 водоотталкивающий слой 7, то даже в том случае, когда на поверхность второго глазурованного слоя 5, имеющую небольшое количество дефектов, попадает вода, содержащая большое количество загрязняющих компонентов, загрязнения с трудом задерживаются на поверхности из-за ее водоотталкивающего действия, за счет чего имеет место превосходный эффект устойчивости к загрязнению. Кроме того, в образцах из Примеров 1-7, в связи с тем, что во втором глазурованном слое 5 содержится соединение серебра 6 в качестве вещества, содержащего антибактериальный металл, он обладает антибактериальным действием, и превосходный эффект устойчивости к загрязнению обеспечивается также за счет этого воздействия.
Образцы из Примеров 1-7 и сравнительных Примеров 1-4 были подвергнуты описанному ниже испытанию с очисткой щеткой.
Испытание с очисткой щеткой
Была использована имеющаяся на рынке зубная щетка с нанесенным на нее имеющимся на рынке абразивным средством. По поверхности образца двадцать раз проводили зубной щеткой с постоянным нажимом. Затем определяли количество дефектов и общую длину дефектов (мм) на 4 см2. Результаты также приведены в Таблице 3.
Из Таблицы 3 понятно, что на образцах из Примеров 1-7 и сравнительных Примеров 2 и 4 образование дефектов затруднено. Это обусловлено тем, что в образцах из Примеров 1-7 и сравнительных примеров 2 и 4 коэффициент линейного теплового расширения второго глазурованного слоя меньше коэффициента линейного теплового расширения первого глазурованного слоя, и поэтому второй глазурованный слой уплотняется за счет испытываемого им сжимающего напряжения, вызванного усадкой первого глазурованного слоя, что приводит к высокой твердости поверхности. В частности, в образцах из Примеров 1-7 большие дефекты не образуются, так как механическому повреждению поверхности абразивом препятствуют мелкие частицы За циркона, присутствующие на поверхности водоотталкивающего слоя 7. Поэтому можно понять, что на образцах из Примеров 1-7, загрязнения, образование которых обусловлено дефектами и трещинами, плохо задерживаются, за счет чего достигается хорошая устойчивость к загрязнению.
Кроме того, понятно, что, как показано на фиг.19, жесткость (частота) рентгеновского излучения Кα-линии калия в образцах из Примеров 1-7 находится в диапазоне от 198 до 331 Гц в первом глазурованном слое 4, и в диапазоне от 331 до 463 Гц во втором глазурованном слое 5. Поэтому можно сказать, что в образцах из Примеров 1-7 ионы натрия, имеющие небольшой радиус иона и присутствующие во втором глазурованном слое 5, в процессе ионного обмена заменяются ионами калия, имеющими большой радиус иона и присутствующими в первом глазурованном слое 4. Ионы калия диффундируют во второй глазурованный слой 5. Поэтому во втором глазурованном слое 5 развивается собственное сжимающее напряжение, что приводит к его укреплению.
Испытание на антибактериальное действие
Изготовили по три образца из Примеров 1-7 и Сравнительных Примеров 1-4 и подвергли анализу на антибактериальные свойства пленочным способом. Средние изменения скорости размножения для Escherichia coli (IFO3972) при соответствующих концентрациях питательной среды приведены в Таблице 4. Средние изменения скорости размножения для Staphylococcus aureus (IFO12732) при соответствующих концентрациях питательной среды приведены в Таблице 5. В Таблицах 4 и 5 не наблюдается антибактериального эффекта при среднем изменении скорости размножения менее 2,0.
среды
Из Таблицы 4 и Таблицы 5 понятно, что в отношении антибактериального действия на оба вида бактерий у образцов из Примеров 1-7 сохраняется среднее изменение скорости размножения, равное 2,0 и более, даже в том случае, когда концентрация питательной среды увеличивается, тогда как у образцов из сравнительных Примеров 1 и 2 среднее изменение скорости размножения, равное 2,0 и более, сохраняется только в том случае, когда концентрация питательной среды равна 1/500 ПБ или менее. Поэтому понятно, что образцы из Примеров 1-7 имеют превосходную устойчивость к загрязнению по сравнению с образцами из Сравнительных Примеров 1 и 2. Также понятно, что, поскольку соединение серебра 6, используемое в качестве вещества, содержащего антибактериальный металл, из всех глазурованных слоев в образцах из Примеров 1-7 содержится только во втором глазурованном слое 5, концентрацию соединения серебра 6 на наружной поверхности можно повысить даже в том случае, когда используется меньшее количество антибактериального средства, чем в обычном случае, за счет чего можно достичь более сильный антибактериальный эффект. Кроме того, понятно, что в образцах из Примеров 1-7 можно избежать ненужного расходования антибактериального средства.
Понятно, что образцы из Примеров 1-7 демонстрируют средние изменения скорости размножения бактерий на уровне, сходном с образцами из сравнительных Примеров 3 и 4. Образцы по фиг.15 из Примеров 1-7 могут иметь превосходную устойчивость к загрязнению, которая эквивалентна образцам из сравнительных Примеров 3 и 4, несмотря на то, что они имеют над вторым глазурованным слоем 5 мелкие частицы За циркона, рассеянные на поверхности водоотталкивающего слоя 7.
Поэтому образцы из Примеров 1-7 имеют поверхность хорошей гладкости, на которой затруднено образование дефектов. Поэтому эти образцы обладают высокой устойчивостью к загрязнению.
Примеры и сравнительные Примеры, приведенные выше, являются лишь иллюстративными, и изобретение может быть осуществлено в других примерах, в которых могут быть произведены различные изменения без отклонения от сущности изобретения.
В соответствии со предлагаемым способом обработки для придания устойчивости к загрязнению по первому изобретению изделие может быть изготовлено при низких производственных затратах. Изготовленное изделие обладает значительным антибактериальным эффектом.
В изделии из армированной керамики по второму изобретению на поверхности глазурованного слоя затруднено образование дефектов.
В изделии, имеющем глазурованный слой, по третьему изобретению, на поверхности затруднено образование дефектов, что обеспечивает высокую устойчивость к загрязнению.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛАЗУРОВАННЫХ ИЗДЕЛИЙ С УЗОРОМ | 2006 |
|
RU2320491C1 |
| КОМПОЗИЦИЯ ДЛЯ ПРОПИТКИ ГЛАЗУРОВАННЫХ ПОВЕРХНОСТЕЙ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2318779C1 |
| ИЗДЕЛИЕ ИЗ КЕРАМИКИ, ИСПОЛЬЗУЕМОЕ В УСЛОВИЯХ КОНТАКТА С ВОДОЙ, И СПОСОБ ЕГО ОБРАБОТКИ ДЛЯ ПРИДАНИЯ УСТОЙЧИВОСТИ К ЗАГРЯЗНЕНИЮ | 2000 |
|
RU2246467C2 |
| Способ обжига глазурованных керамических изделий | 1981 |
|
SU1010040A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГЛАЗУРОВАННОГО КИРПИЧА | 2017 |
|
RU2651825C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГЛАЗУРОВАННОГО КИРПИЧА | 2017 |
|
RU2674482C2 |
| Способ обжига глазурованных изделий | 1981 |
|
SU962267A1 |
| ИЗДЕЛИЕ, ИМЕЮЩЕЕ ФЛАНЕЦ, СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО ИЗДЕЛИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ, СОДЕРЖАЩЕГО ЭЛЕМЕНТ, ИМЕЮЩИЙ ФЛАНЕЦ | 2012 |
|
RU2591867C2 |
| СПОСОБ ДВУХСЛОЙНОГО ГЛАЗУРОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2007 |
|
RU2345047C2 |
| СПОСОБ ГЛАЗУРОВАНИЯ БЕТОННОГО ИЗДЕЛИЯ | 2007 |
|
RU2337898C1 |
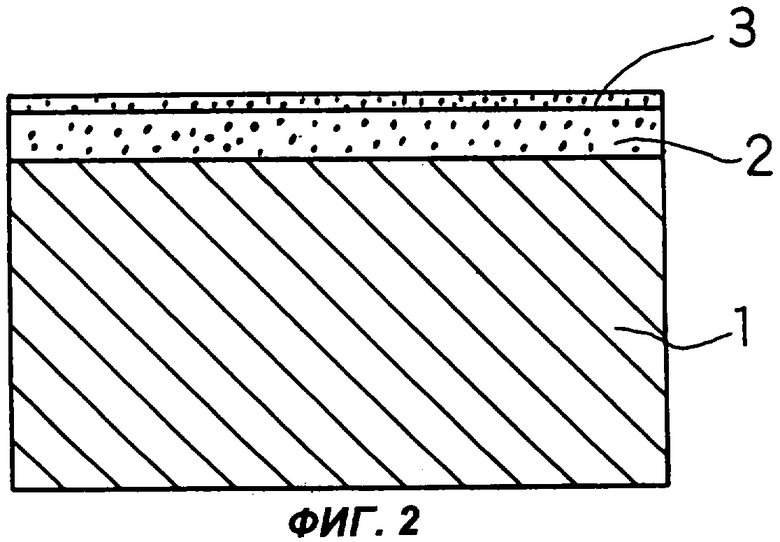
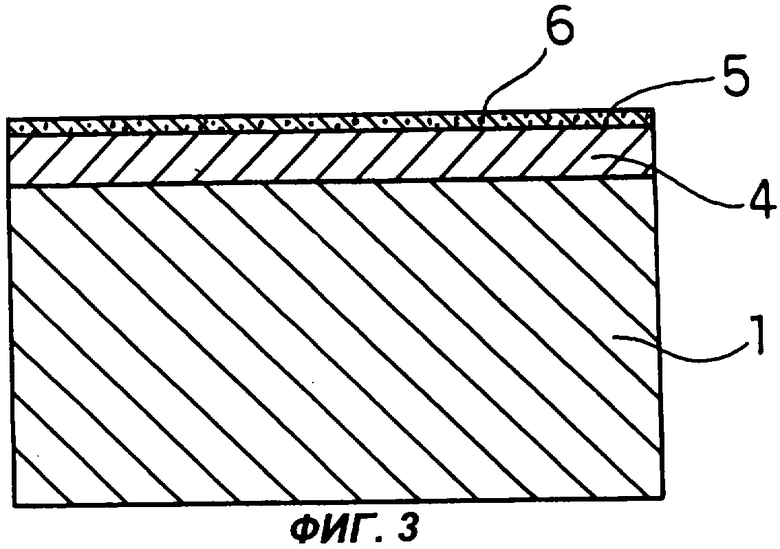
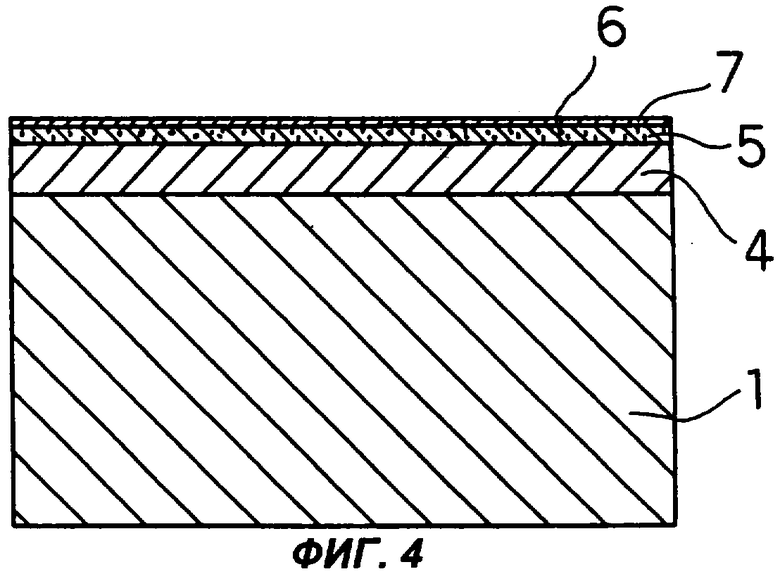
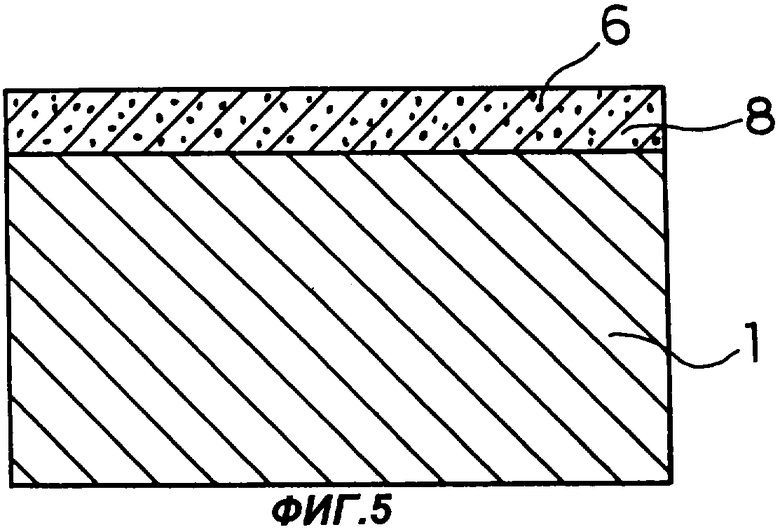
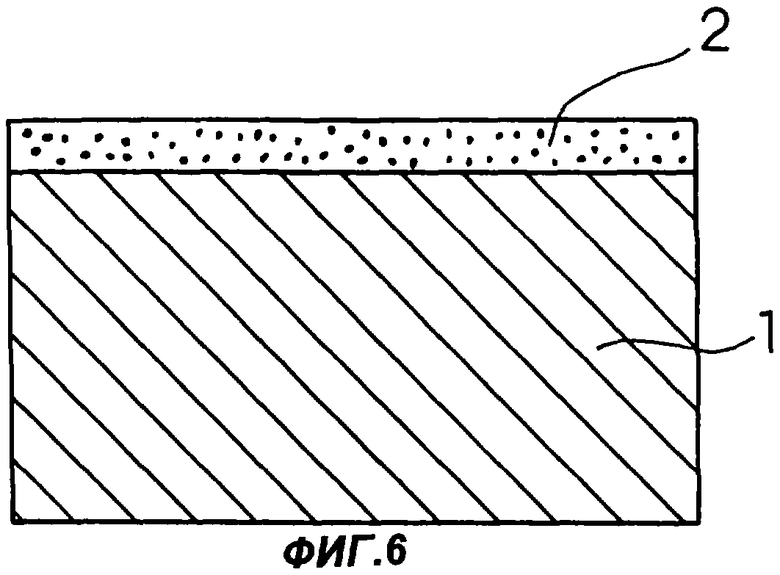
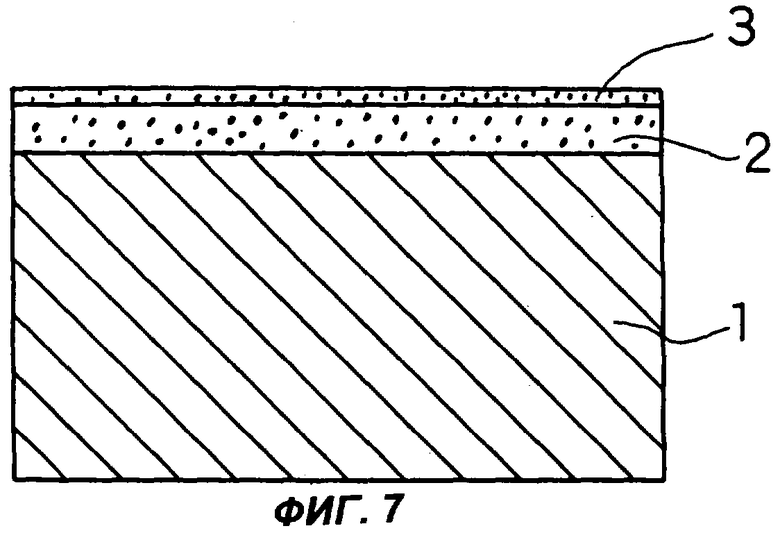
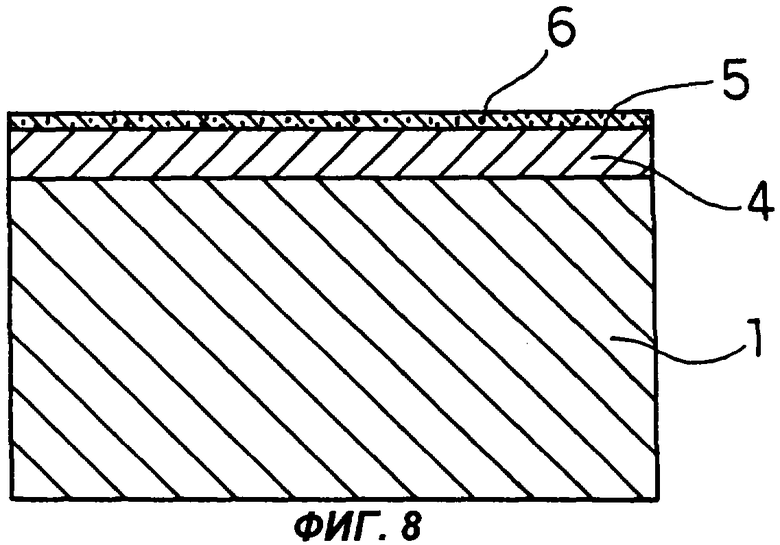
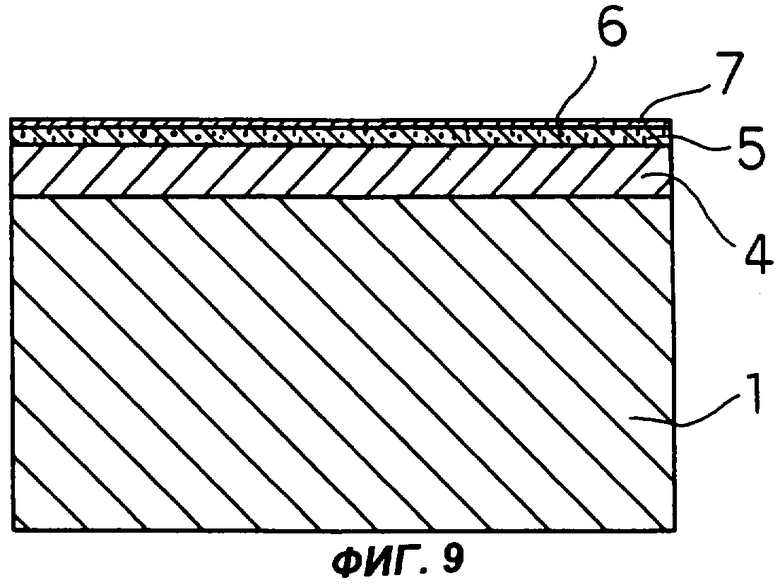
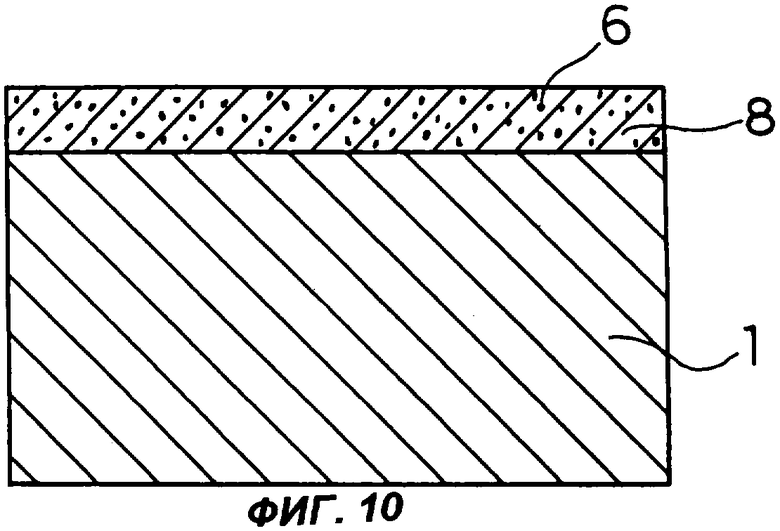
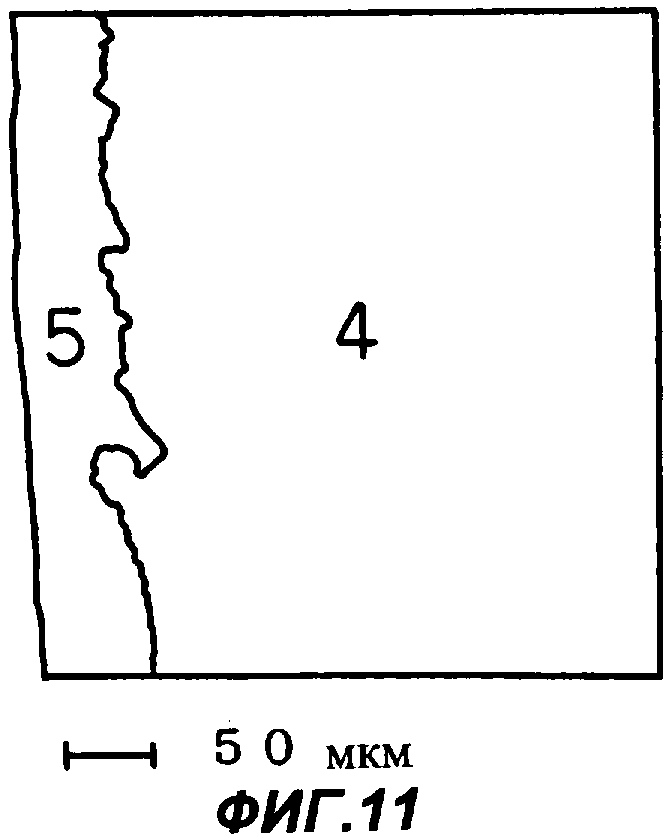
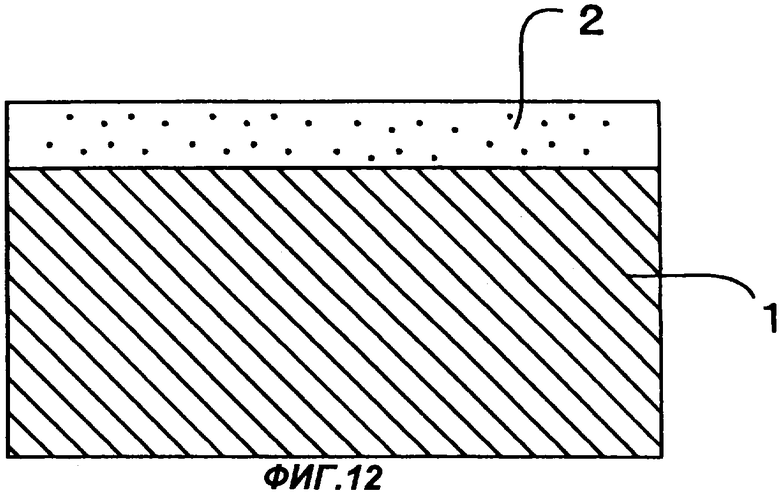
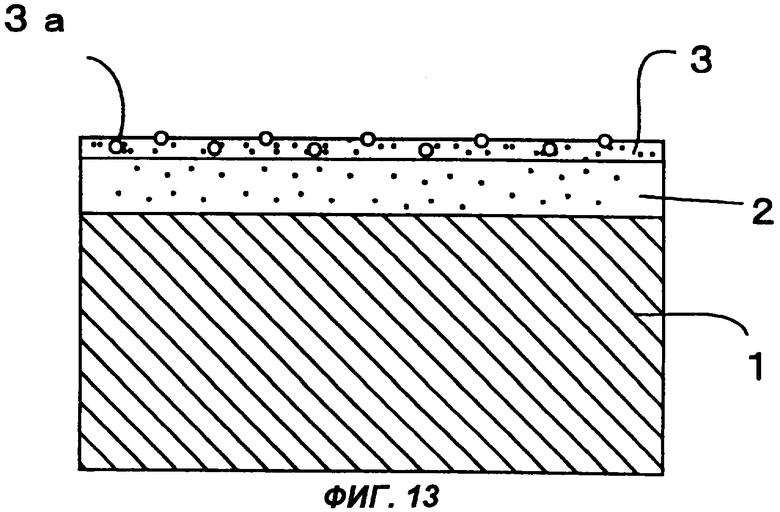
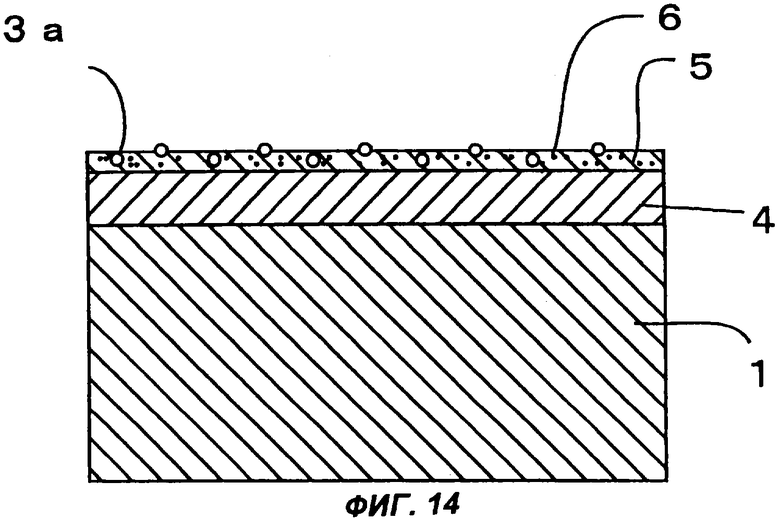
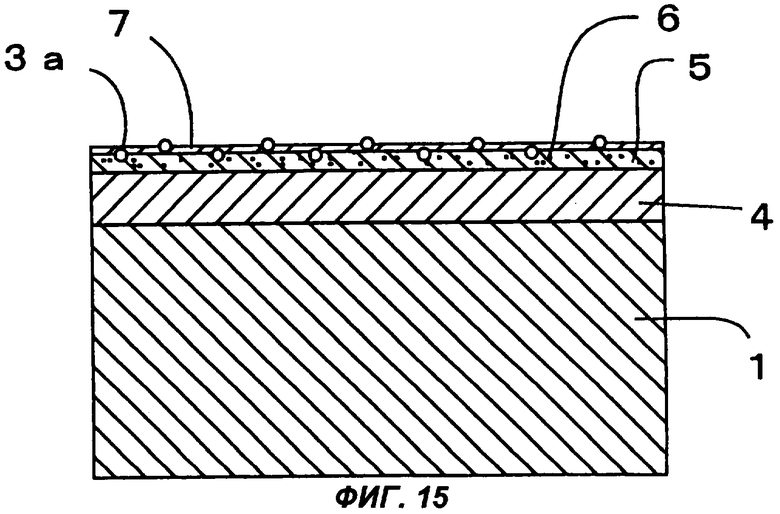
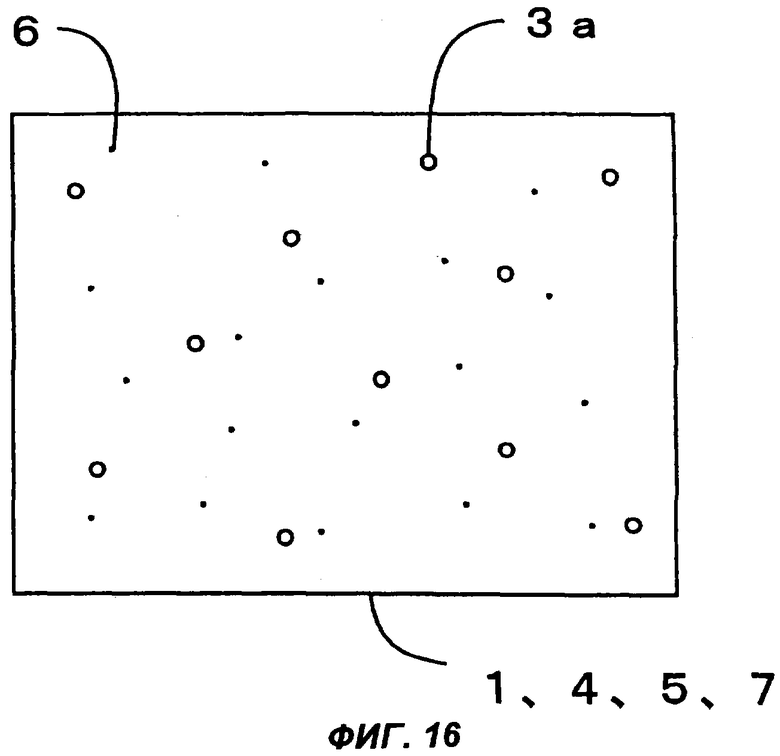
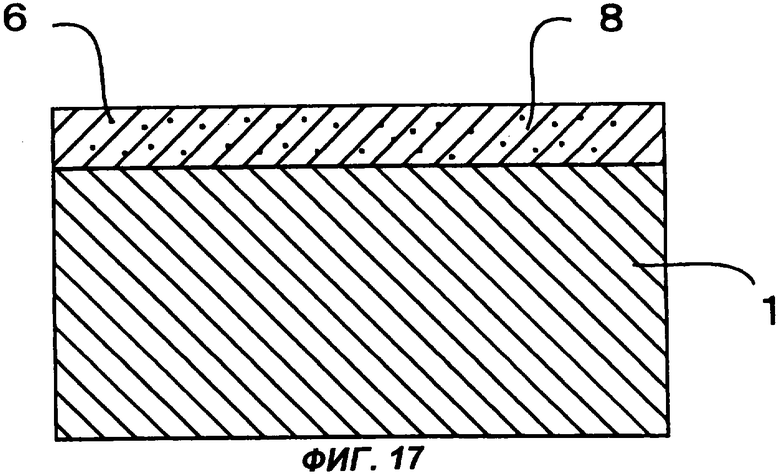
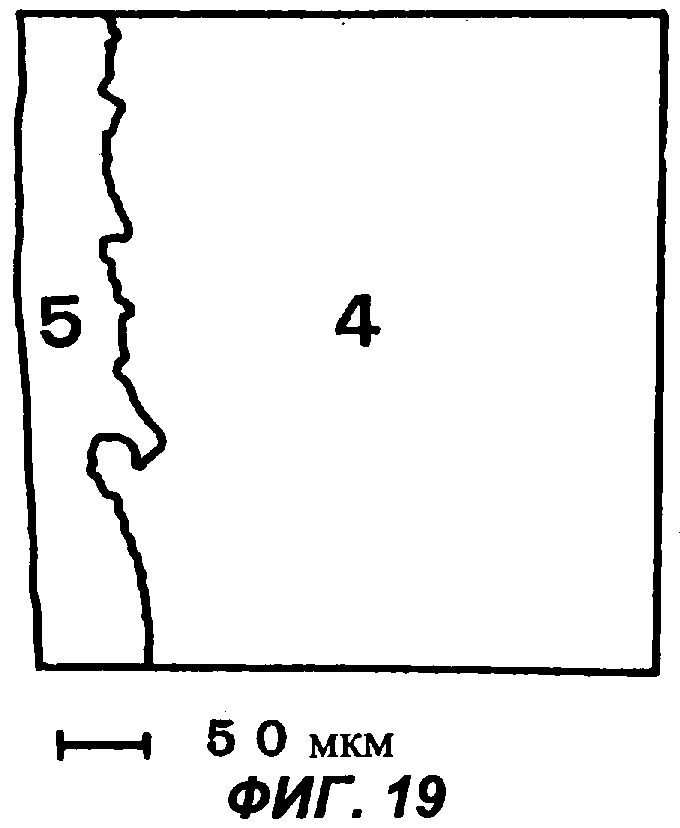
Изобретение относится к изделиям с глазурованным слоем, таким как столовая посуда, кухонные принадлежности, декоративная плитка, сантехническое и промышленное оборудование и т.п. Технический результат изобретения - изготовление изделий, обладающих превосходным антибактериальным эффектом, при низких производственных затратах. На поверхности заготовки формируют первый глазурный слой и на наружной поверхности первого слоя - второй глазурный слой, содержащий соединение серебра. Соотношение размеров по толщине первого и второго глазурных слоев находится в интервале от 10/1 до 30/1. Второй глазурный слой содержит большее количество калия и меньшее количество натрия, а также обладает меньшим коэффициентом линейного теплового расширения, чем первый глазурный слой, и после плавления имеет большую вязкость, чем слой первого глазурного материала. 5 н. и 24 з.п. ф-лы, 19 ил., 5 табл.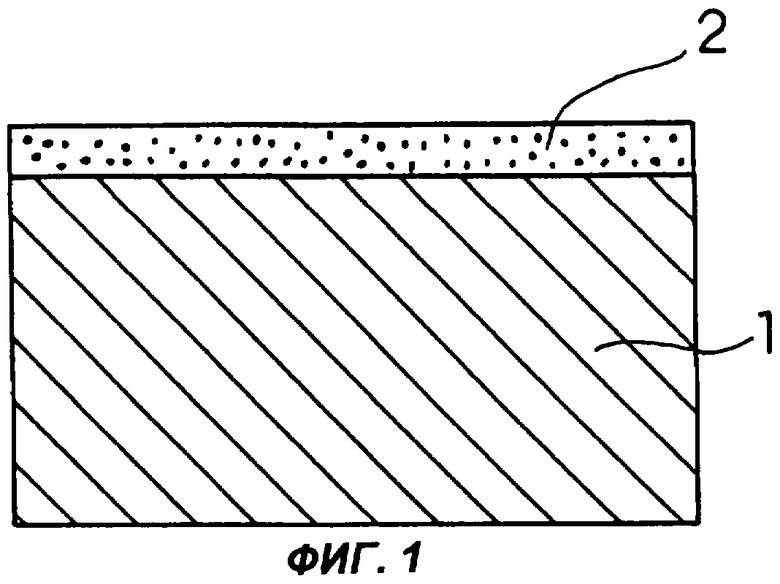
Приоритет по пунктам:
| Грузоподъемный настил | 1978 |
|
SU808570A1 |
| JP 2000232948 А, 29.08.2000 | |||
| ФИЛЬТРУЮЩИЙ МАТЕРИАЛ ДЛЯ ДООЧИСТКИ ПИТЬЕВОЙ ВОДЫ | 1992 |
|
RU2049053C1 |
| JP 11278969 А, 12.10.1999 | |||
| JP 10265282 А, 06.10.1998 | |||
| JP 9020578 A, 21.01.1997. | |||

