Изобретение относится к электронной технике, а именно к металлопористым катодам для вакуумных приборов.
Одной из основных характеристик металлопористого катода является его эффективность, то есть снижение мощности накала катода при сохранении эмиссионного тока в вакуумном приборе.
Одной из основных задач сегодня является создание катода для многотрубных вакуумных приборов, работающих на высшем виде колебаний резонатора.
Вышеназванные приборы могут быть выполнены с резонатором в виде цилиндрического кольца, либо в виде прямоугольника, например, клистрон с ленточным лучом [1].
Известен торцевой металлопористый катод с плоской, пропитанной активным веществом губкой, расположенной в цилиндрическом корпусе [2, стр.205, рис.6-1а].
Данный катод используется для формирования сплошного аксиально-симметричного электронного луча однолучевого прибора, работающего на основном виде колебаний резонатора.
Однако данный катод не может быть использован в многотрубных вакуумных приборах.
Известен металлопористый катод, в котором с целью возможности формирования ленточного электронного луча в дне цилиндрического корпуса выполнено отверстие прямоугольной формы, в котором расположена пропитанная активным веществом губка [2, стр.205, рис.6-1 в].
Однако ограничение вышеназванным прямоугольным отверстием эмитирующей поверхности пропитанной активным веществом губки определяет:
во-первых, низкую эффективность металлопористого катода,
во-вторых, вызывает тепловую деформацию элементов конструкции вакуумного прибора, а следовательно, ухудшает параметры и надежность многотрубного вакуумного прибора с резонатором в виде прямоугольника.
Техническим результатом изобретения является повышение эффективности металлопористого катода, а также повышение параметров и надежности многотрубных вакуумных приборов с резонатором в виде прямоугольника.
Технический результат достигается тем, что в известном металлопористом катоде содержащем корпус, выполненный из тугоплавкого металла, в котором расположена пропитанная активным веществом губка с эмитирующей поверхностью и который расположен в цилиндрическом держателе и соединен с ним, корпус выполнен прямоугольным, на боковых стенках которого выполнены сквозные по толщине корпуса диаметральные врезы глубиной h, равной 0,2-3 мм, при этом расположение диаметральных врезов на стенках прямоугольного корпуса варьируется в зависимости от заданной рабочей температуры металлопористого катода, диаметр врезов задает диаметр одного из торцев цилиндрического держателя, а ширина диаметральных врезов равна толщине стенки цилиндрического держателя, на указанном торце цилиндрического держателя соосно с корпусом выполнены два паза шириной, равной H-2h, и глубиной, равной или меньшей толщине корпуса, где Н - ширина корпуса, h - глубина вреза, а расположен прямоугольный корпус в цилиндрическом держателе посредством расположения в его врезах стенок цилиндрического держателя в местах пазов.
Корпус выполнен из молибдена или его сплава.
Эмитирующая поверхность пропитанной активным веществом губки может быть выполнена либо прямоугольной, либо в виде сплошных, либо сгруппированных парциальных локальных участков, заданных расположением труб вакуумного прибора.
Выполнение корпуса металлопористого катода прямоугольным позволило исключить из конструкции металлопористого катода нерабочую часть эмитирующей поверхности и тем самым:
во-первых, повысить эффективность металлопористого катода,
во-вторых, повысить параметры и надежность многотрубных вакуумных приборов с резонатором в виде прямоугольника, благодаря снижению габаритов металлопористого катода, а следовательно, снижению мощности накала.
Выполнение корпуса металлопористого катода прямоугольным в совокупности с предложенной конструкцией его расположения в цилиндрическом держателе обеспечит:
во-первых, жесткую и точную посадку корпуса в держатель, а следовательно, повышение параметров и надежности вакуумного прибора,
во-вторых, равномерное распределение рабочей температуры нагрева по эмитирующей поверхности пропитанной активным веществом губки, благодаря возможности мобильно варьировать место соединения корпуса металлопористого катода с цилиндрическим держателем.
Выполнение на боковых стенках диаметральных врезов глубиной менее 0,2 мм ограничено допустимыми отклонениями ширины паза на цилиндрическом держателе, а более 3 мм ограничено расположением и нарушением целостности эмитирующей поверхности.
Выполнение диаметральных врезов шириной, равной толщине стенки цилиндрического держателя, обеспечивает однозначность их взаимного расположения и жесткость при последующем соединении прямоугольного корпуса с цилиндрическим держателем.
Соосное расположение прямоугольноко корпуса в цилиндрическом держателе соответственно обеспечивает соосность всей электронно-оптической системы вакуумного прибора, а следовательно, повышение параметров.
Выполнение паза на торце цилиндрического держателя шириной менее H-2h недопустимо, а более нарушает соосность.
Выполнение паза на торце цилиндрического держателя глубиной, равной или меньшей толщины корпуса, обеспечивает взаимное расположение торца цилиндрического держателя в корпусе заподлицо и тем самым повышает надежность.
Предлагаемая конструкция металлопористого катода универсальна для всех возможных вариантов многотрубных вакуумных приборов с резонатором в виде прямоугольника.
Изобретение поясняется чертежом, где
а - металлопористый катод с прямоугольной эмитирующей поверхностью;
б - металлопористый катод с эмитирующей поверхностью в виде сплошных локальных участков;
в - металлопористый катод с эмитирующей поверхностью в виде сгруппированных парциальных локальных участков и где:
- корпус 1,
- пропитанная активным веществом губка с эмитирующей поверхностью 2,
- цилиндрический держатель 3,
- диаметральные врезы 4,
- торец цилиндрического держателя 5,
- пазы на торце цилиндрического держателя 6,
- эмитирующая поверхность в виде сплошных локальных участков 7,
- эмитирующая поверхность в виде сгруппированных парциальных локальных участков 8.
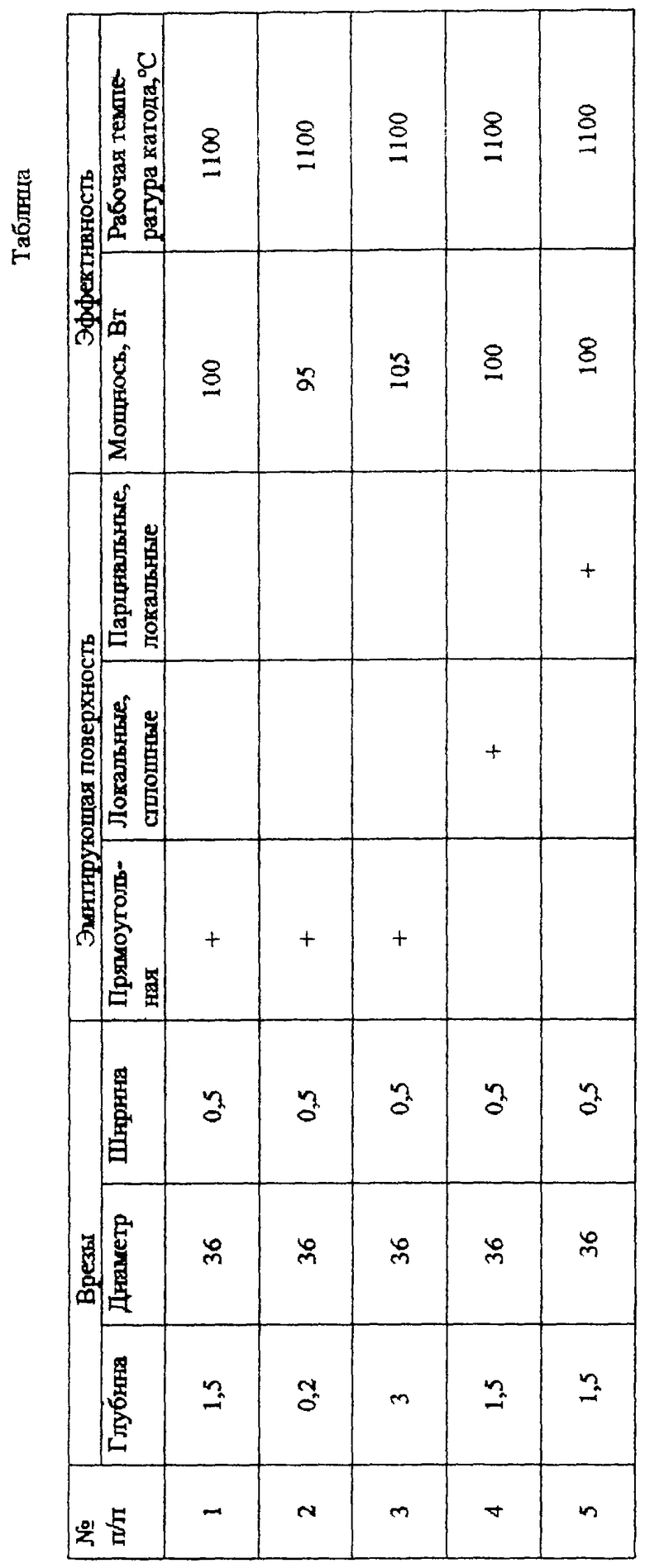
Пример 1 конкретного выполнения металлопористого катода для трехтрубного вакуумного прибора, (чертеж а).
Рассчитывают диаметр врезов в зависимости от заданной рабочей температуры математически, например для рабочей температуры 1100°С диаметр врезов равен 30 мм.
Из полосы молибдена ТУ 48-19-272-83 толщиной 3 мм делают прямоугольную заготовку корпуса. Прямоугольную заготовку корпуса размещают на электроискровом станке с ЧПУ А 207-86 и одновременно выполняют габариты корпуса 1, а на его боковых стенках сквозные по толщине корпуса диаметральные врезы 4, при этом габариты корпуса, глубину, диаметр и ширину четырех диаметральных врезов задают по программе размером 15×42, 1,5, 36, 0,5 мм соответственно. Далее в прямоугольном корпусе 1 выполняют окно размером 10×40 и в него размещают и соединяют с ним, например, пайкой, пропитанную активным веществом губку 2, выполненную из вольфрама.
Из листа тантала ТУ647РК3005423-311-2000 толщиной 0,5 мм выполняют цилиндрический держатель 3, с размером одного из торцев 5, равным 36 мм. На указанном торце соосно выполняют два паза 6 шириной, равной 12 мм, глубиной 2,9 мм.
Располагают прямоугольный корпус 1 в цилиндрическом держателе 3 посредством расположения в его диаметральных врезах 4 стенок цилиндрического держателя в местах расположения на нем пазов 6 и соединяют их сваркой.
Пример 2-3.
Аналогично примеру 1 был изготовлен металлопористый катод для трехтрубного вакуумного прибора, но глубиной диаметральных врезов, равной 1,5 и 3 мм соответственно.
Пример 4 (чертеж б).
Аналогично примеру 1 был изготовлен металлопористый катод для трехтрубного вакуумного прибора, но пропитанная активным веществом губка выполнена в виде соответственно трех локальных участков диаметром 12 мм каждый.
Пример 5 (чертеж в).
Аналогично примеру 1 был изготовлен металлопористый катод также для трехтрубного вакуумного прибора, но пропитанная активным веществом губка выполнена в виде 15 локальных участков размером 4 мм, сгруппированных в три парциальные зоны по 5 локальных участков соответственно трубам прямоугольного резонатора вакуумного прибора.
Изготовленные образцы металлопористых катодов были испытаны.
Данные сведены в таблицу.
Как видно из таблицы, металлопористые катоды, изготовленные согласно предлагаемой конструкции (примеры 1-5), имеют эффективность - снижение мощности накала катода при сохранении эмиссионного тока по сравнению с прототипом порядка двух раз.
Таким образом, предложенный металлопористый катод позволит по сравнению с прототипом:
- во-первых, использовать его для всех возможных вариантов многотрубных вакуумных приборов с резонатором в виде прямоугольника,
- во-вторых, повысить эффективность металлопористого катода, например, снизить мощность накала подогревателя металлопористого катода при сохранении других параметров катода на высоком уровне, а следовательно, повысить параметры и надежность многотрубного вакуумного прибора.
При этом необходимо отметить, что предложенный металлопористый катод позволит существенно уменьшить как массу, так и габариты многотрубного вакуумного пробора, обеспечит простоту сборки и тем снизит трудоемкость его изготовления.
Источники информации
1. Пугнин В.И., Юнаков А.Н. Проблемы создания мощных широкополосных многолучевых клистронов. Радиотехника, 2004 г., №2, стр.17-21.
2. Кудинцева Г.А., Мельников А.И., Морозов А.В., Никонов Б.П. Термоэлектронные катоды. М.-Л., Энергия, 1966, стр.204-205.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОРИСТОГО КАТОДА | 2007 |
|
RU2338291C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОРИСТОГО КАТОДА | 2007 |
|
RU2333565C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОРИСТОГО КАТОДА | 2013 |
|
RU2527938C1 |
| ДВУХСЛОЙНЫЙ МЕТАЛЛОПОРИСТЫЙ КАТОД И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2724980C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОРИСТОГО КАТОДА | 2011 |
|
RU2449408C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОРИСТОГО КАТОДА | 1992 |
|
RU2064705C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДА ДЛЯ СВЧ-ПРИБОРА | 2010 |
|
RU2446505C1 |
| ДВУХСЛОЙНЫЙ МЕТАЛЛОПОРИСТЫЙ КАТОД | 2022 |
|
RU2792873C1 |
| МЕТАЛЛОПОРИСТЫЙ КАТОД И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2658646C1 |
| КАТОДНЫЙ УЗЕЛ ДЛЯ ЭЛЕКТРОННОЙ ПУШКИ С ПРОТЯЖЕННЫМ ЭЛЕКТРОННЫМ ПОТОКОМ | 2006 |
|
RU2321096C1 |
Изобретение относится к области электротехники, к созданию металлопористого катода для вакуумных приборов, в частности катода для многотрубных вакуумных приборов, работающих на высшем виде колебаний резонатора. Техническим результатом изобретения является повышение эффективности металлопористого катода, а также повышение параметров и надежности многотрубных вакуумных приборов с резонатором в виде прямоугольника. Корпус катода выполнен прямоугольным, на боковых стенках которого выполнены сквозные по толщине корпуса диаметральные врезы, расположение которых варьируется в зависимости от заданной рабочей температуры малопористого катода, диаметр врезов задает диаметр одного из торцев цилиндрического держателя, на указанном торце цилиндрического держателя соосно с корпусом выполнены два паза, а расположен прямоугольный корпус в цилиндрическом держателе посредством расположения в его врезах стенок цилиндрического держателя в местах пазов. 2 н.п. ф-лы, 1 табл., 1 ил.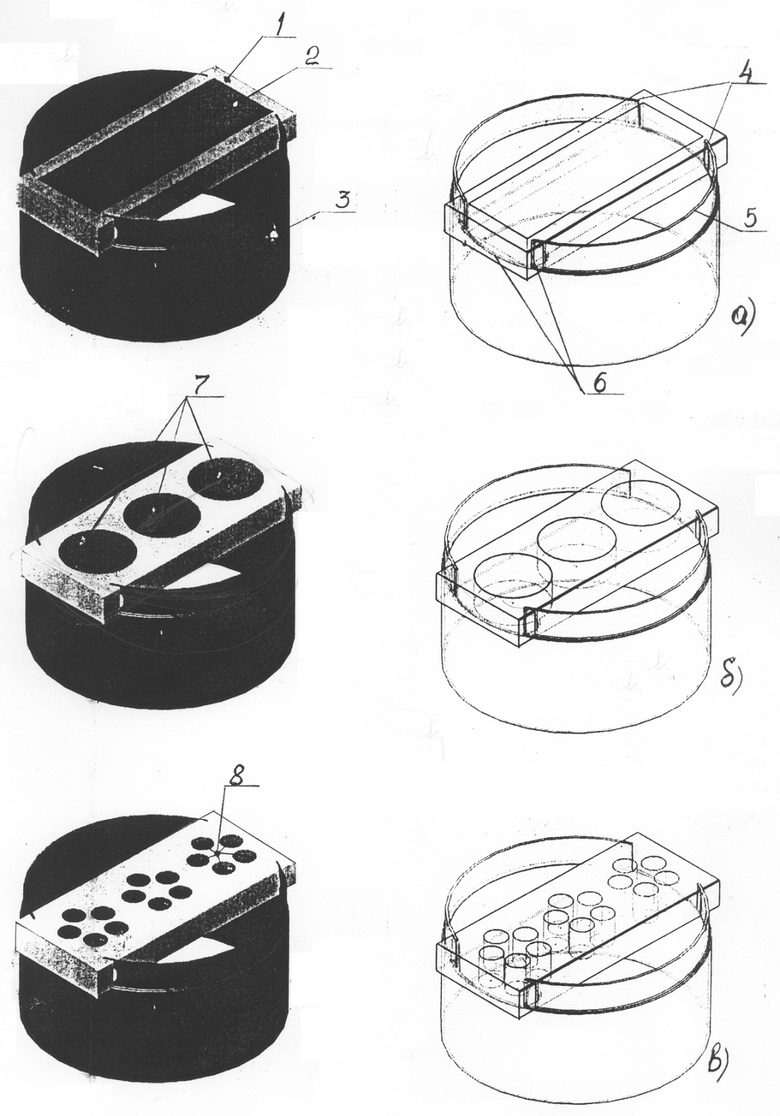
| КИСЕЛЕВ А.Б | |||
| Металлооксидные катоды электронных приборов | |||
| - М.: МФТИ, 2002, с.172 | |||
| МЕТАЛЛОПОРИСТЫЙ КАТОД И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2087983C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОНАКАЛЬНОГО КАТОДА | 1991 |
|
SU1826805A1 |
| КАТОД ДЛЯ ГИРО- И РЕЛЯТИВИСТСКИХ СВЧ-ПРИБОРОВ | 1996 |
|
RU2101797C1 |
| US 3656020 A, 11.04.1972 | |||
| US 2003173866 A, 18.09.2003 | |||
| US 5514930 A, 07.05.1996. | |||

