Изобретение относится к технологии изготовления катодов электровакуумных устройств, в частности к способу изготовления различных по эмиссионным составам прямонакальных катодов.
Известен способ изготовления прямонакальных катодов, по которому эмиссионный материал запрессовывается в капсулу (плоскодонную чашечку), спекается или расплавляется в ней, после чего к дну капсулы или цилиндрической образующей ее привариваются или припаиваются концы подогревателя обычно в виде проволоки или плющенки из тугоплавкого металла. В качестве эмиссионного материала могут быть использованы разные составы, например в случае металлопористого катода смесь вольфрама с алюминатом, скандатом, ванадатом или другими солями бария-кальция, в случае гексаборидного катода гексаборид лантана или его смесь с вольфрамом или другими тугоплавкими металлами.
Важным моментом в конструкции катодов, особенно прямонакальных вариантов, является способ обеспечения термокомпенсации катодов, т.е. учета изменения геометрических размеров катодной конструкции (и связанного с этим сокращения расстояния до ближайших электродов) в связи с нагреванием катодного узла. Обычно это решается либо путем расчета этих изменений, либо применением особых приемов, когда в катодном узле, включающем катод из гексаборида лантана, эмиттирующая часть имеет форму острия. Токоподводы расположены по обеим сторонам острия и поддерживают его. Возможность расширения токоподводов при нагреве катода осуществляется упругими электропроводящими элементами, находящимися в контакте под давлением со стороны внешних креплений.
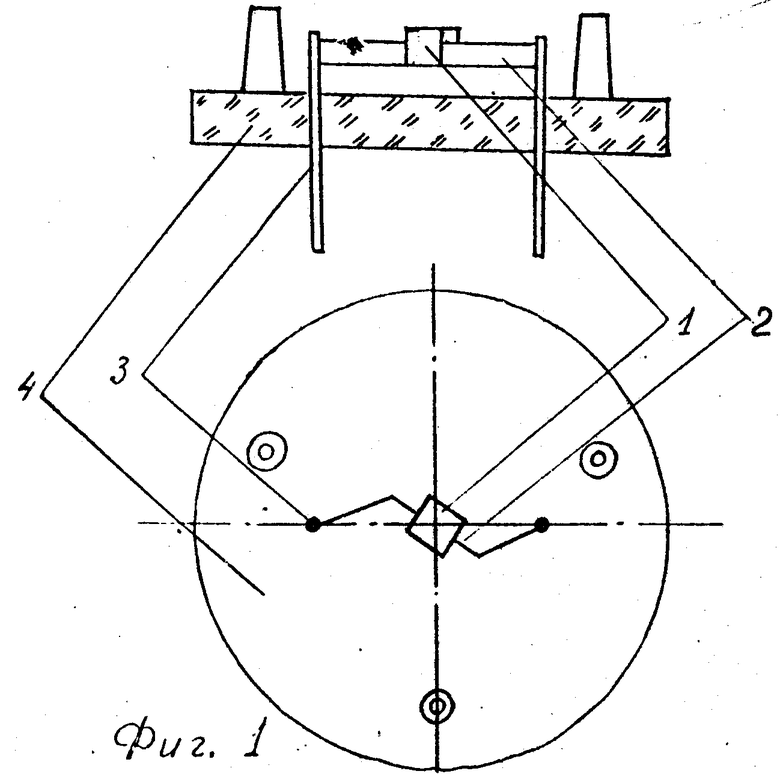
Проблема термокомпенсации может быть решена иначе. В прямонакальном катодном узле, содержащем катод 1 (фиг.1) с токоподводящими элементами 2 в виде плоской ленты, симметрично расположенной относительно центра катода, закрепленной через токоподводы 3 на изолирующей основе 4, с целью повышения жесткости конструкции и компенсации теплового расширения ленточные токоподводящие элементы прикреплены к катоду так, что их плоскости перпендикулярны рабочей поверхности катода. Конструкция токоподводов в виде "молниеобразной" ленты обеспечивает в момент нагревания катода и токоподвода как бы закручивание катода относительно оси, перпендикулярной его рабочей поверхности, компенсируя тем самым расширение токоподвода.
Указанная конструкция изготавливается способом, включающим операции изготовления электропроводящего катодного тела в виде параллелепипеда, нарезку в нем паза для ленточного токоподвода и соединение его с токоподводом лазерной сваркой.
Из описанных трех способов изготовления прямонакальных катодов в первом и втором возможны только индивидуальные приемы изготовления и сборки катодных узлов, что ограничивает возможность их миниатюризации и унификации при серийном производстве, в то время как в третьем варианте эти две возможности можно реализовать и увеличить достоинства описанной конструкции, что и является целью изобретения.
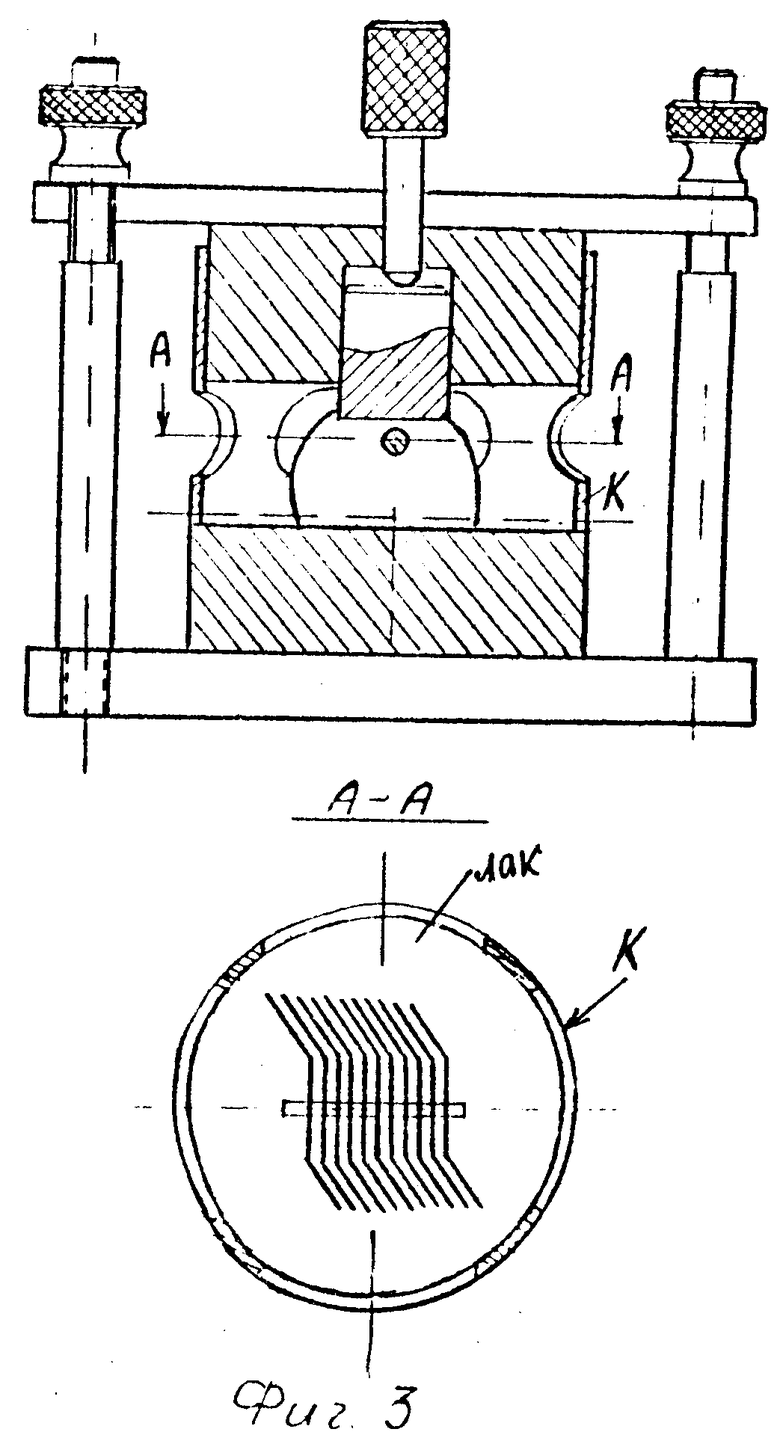
Цель возможность миниатюризации и унификации изготовления прямонакальных катодов при серийном производстве достигается способом, по которому в предварительно изготовленном из катодного материала блоке в виде параллелепипеда 1 толщиной (фиг.2), равной одной из сторон рабочей поверхности катода, с помощью электроэрозии нарезают серию пазов, перпендикулярных верхней плоскости параллелепипеда и чередующихся по глубине так, что каждый нечетный паз 2 соответствует высоте катода, а каждый четный паз 3 высоте токоподвода в виде молниеобразной ленты 4, при том сборку и лазерную сварку 5 предварительно сформированных ленточных токоподводов производят сразу на целом блоке, после чего блок закрепляют в оправке так, что приваренные токоподводы своими ребрами укладываются на плоскость справки, блок фиксируют (например, заливают лаком на высоту, несколько меньшую высоты катодов), обрезают с помощью электроэрозии на высоту катодов, шлифуют рабочую сторону блока катодов, после чего лак растворяют и получают готовые катоды.
Примеры конкретного выполнения.
1. Металлосплавной катод состава Ir (84%) + W (8%) + Ce (6%). Спрессованную в штабик шихту указанного состава расплавляли в слиток с помощью аргонной дуги, нарезали на пластины толщиной 14-0,4 мм, на торце пластины нарезали длинные и короткие пазы (фиг.2). В отдельной оправке формовали термическим способом "молниеобразные" токоподводы, которые вставляли в короткие пазы катодной пластины и приваривали лазерной сваркой. Пластину с токоподводами закрепляли в оправке (фиг.3), заливали лаком на высоту, меньшую высоты катодов, и затем пластину обрезали электроэрозионным способом вместе с кольцом К оправки на высоту катодов, т.е. на высоту длинного паза. Блок катодов с токоподводами вместе с обрезанной частью кольца К шлифовали на тонкой наждачной бумаге, растворяли лак и получали готовые катоды.
2. Металлопористый катод состава W + +3 BaO˙0,5 CaO ˙Al2O3. Штабик вольфрама, пропитанный барийкальциевым алюминатом, нарезали на пластины, далее как в примере 1.
3. Гексаборидный катод состава LaB6. Слиток LaB6 нарезали на пластины, далее как в примере 1.
Предложенная технология достаточно универсальна и может быть применена для изготовления всех видов прямонакальных катодов: сплавных, металлопористых, гексаборидных и т.д. К ее достоинствам относится возможность получения весьма однородных по составу и идентичных по размерам прямонакальных катодов, при этом очень малых размеров (доли миллиметров), что достаточно затруднительно при индивидуальной технологии изготовления сравниваемых размеров катодов (например, с эмиттирующей площадью 0,4 х 0,4 мм2).
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЯМОНАКАЛЬНЫЙ КАТОДНЫЙ УЗЕЛ ДЛЯ ЭЛЕКТРОВАКУУМНЫХ ПРИБОРОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1988 |
|
SU1718678A1 |
| Прямонакальный катодный узел | 1977 |
|
SU612309A1 |
| Термоэлектронный катод прямого накала из гексаборида лантана и способ его изготовления | 1979 |
|
SU807880A1 |
| ПРЯМОНАКАЛЬНЫЙ ИМПРЕГНИРОВАННЫЙ КАТОД | 2004 |
|
RU2297069C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОРИСТОГО КАТОДА ЭЛЕКТРОННОГО ПРИБОРА | 1994 |
|
RU2066895C1 |
| МЕТАЛЛОПОРИСТЫЙ КАТОД И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2087983C1 |
| МЕТАЛЛОСПЛАВНОЙ КАТОДНЫЙ УЗЕЛ | 1986 |
|
SU1355027A1 |
| КАТОДНО-ПОДОГРЕВАТЕЛЬНЫЙ УЗЕЛ ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ ПУШКИ | 2020 |
|
RU2756845C1 |
| КАТОДНЫЙ УЗЕЛ ДЛЯ ЭЛЕКТРОННОЙ ПУШКИ С ПРОТЯЖЕННЫМ ЭЛЕКТРОННЫМ ПОТОКОМ | 2006 |
|
RU2321096C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОРИСТОГО КАТОДА | 1994 |
|
RU2074445C1 |

Использование: изготовление прямонакальных катодов всех видов: металлопористых, металлосплавных, боридлантановых и т. д. Изготовление осуществляют путем предварительной нарезки в катодном материале вертикальных пазов по высоте катода и толщине подогревателя, приварки серии подогревателей, отрезки всего катодно-подогревательного блока с последующей его шлифовкой и освобождением отдельных катодов. 3 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОНАКАЛЬНОГО КАТОДА, включающий операции изготовления электропроводящего катодного тела в виде параллелепипеда, нарезку в нем паза для ленточного токоподвода и соединение катодного тела с токоподводом лазерной сваркой, отличающийся тем, что, с целью повышения воспроизводимости свойств катодов за счет идентификации геометрических размеров, а также обеспечения возможности миниатюризации размеров катодов при их серийном производстве, параллелепипед катода изготавливают толщиной, равной одной из сторон рабочей поверхности катода, нарезают в нем электроэрозией пазы, перпендикулярные верхней плоскости параллелепипеда и чередующиеся по глубине, причем каждый нечетный паз соответствует высоте катода, а каждый четный высоте токоподвода, и производят на целом блоке катодов лазерную сварку токоподводов, после чего блок закрепляют в оправке так, что приваренные токоподводы своими ребрами укладываются на плоскость оправки, блок заливают лаком на высоту, меньшую высоты катода, и обрезают электроэрозией на высоту катодов, после чего лак удаляют.
| Прямонакальный катодный узел | 1977 |
|
SU612309A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
